D. T. PetersCopper Development Association Inc.Hilton Head Island, SCJ. G. CowieCopper Development Association Inc.New York, NYE. F. Brush, Jr.Copper Development Association Inc.Weston, MAS. P. MidsonCopper Development Association Inc.Denver, CO Presented by: North American Die Casitng Association Abstract Little use has been made of pressure die casting for the manufacture of copper or copper alloy parts
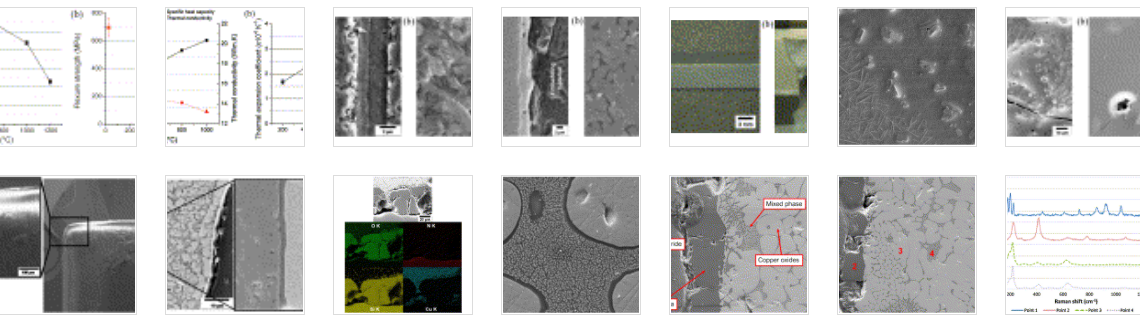
IyasKhaderab AlexanderRenzb AndreasKailerb DanielHaascaDepartment of Industrial Engineering, German Jordanian University, P.O. Box 35247, 11180 Amman, JordanbFraunhofer Institute for Mechanics of Materials IWM, Woehlerstr. 11, 79108 Freiburg, GermanycFCT Ingenieurkeramik GmbH, Gewerbepark 11, 96528 Frankenblick, Germany Abstract Due to the high melting temperature of copper and copper alloys, conventional die-steel components used in pressure die casting these
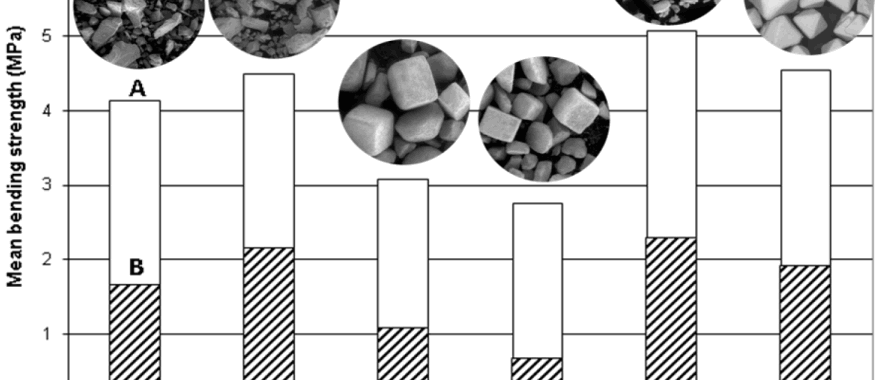
. Jelínek, E. Adámková*Department of Metallurgy and Foundry Engineering, VŠB-Technical University of Ostrava, listopadu 2172/15, 708 33 Ostrava – Poruba, Czech Republic*Corresponding author. E-mail address: eliska.adamkova@vsb.czReceived 04.03.2014; accepted in revised form 30.03.2014 Abstract Development of salt cores prepared by high-pressure squeezing and shooting with inorganic binders has shown a high potential of the given technology
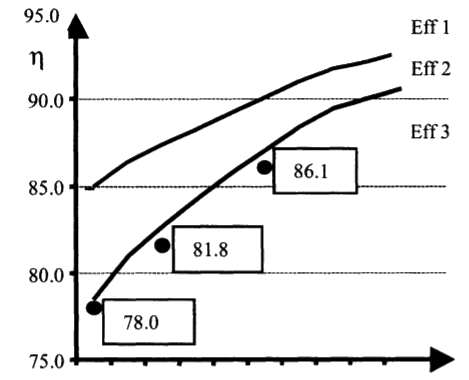
고효율 유도 전동기 설계 다이캐스팅 구리 로터 Francesco Parasiliti, Marco VillaniDepartment ofElectric Engineering, University ofL’Aquila, 67040 L’Aquila, Italy Abstract The paper deals with the use of copper cage in three-phase low voltage induction motors and gives a design guideline to optimize their efficiency, according to the new European classification scheme. An accurate motor design allows
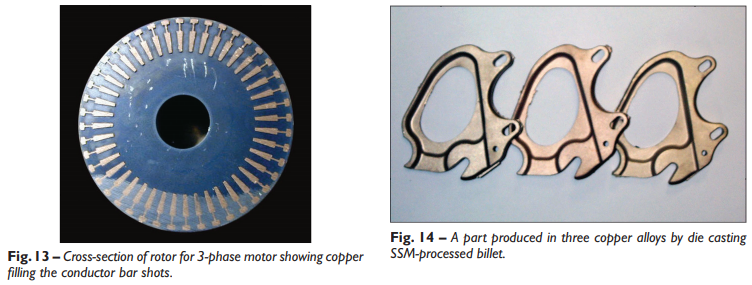
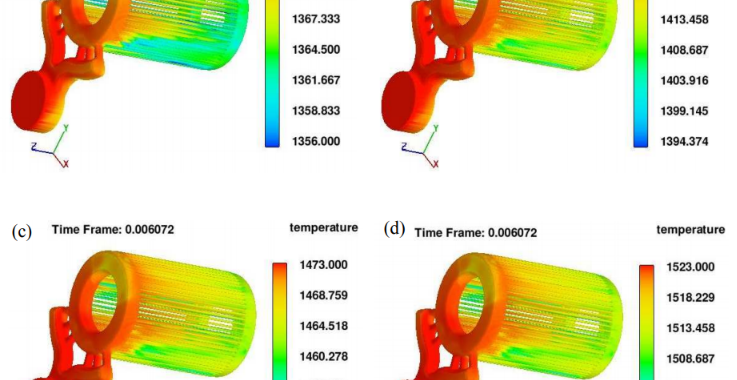
Porosity Control in Copper Rotor Die CastingsE. F. Brush, Jr., S. P. Midson, W. G. Walkington, D. T. Peters and J. G. Cowie Abstract This paper reports on the results of an investigation to minimize and control the distributionof porosity in edge-gated copper rotor die castings. A Flow 3-D computer modelingexercise was used to simulate
Ya’nan Wu1, a, Guojie Huang1, b, Lei Cheng1,c, Daniel Liang2,d, Wei Xiao1,e1State Key Laboratory of Nonferrous Metals and Processes, General Research Institute forNonferrous Metals, Beijing 100088, China2Motor System,International Copper Association Asia, Tian Zuo International Center,Beijing 100081, Chinaaynwu19@163.com, bhuangguojie@grinm.com, cchenglei@grinm.com,dDaniel.liang@copperalliance.asia, ewxiao@ustb.edu.cn Keywords: Numerical Simulation, Copper Rotors, FLOW-3D, Die Casting. Abstract The parametric optimization of process parameter
Jun Yaokawa *, Koichi Anzai ** Youji Yamada ***Hiroshi Yoshii *** and Hiroyuki Fukui *** Development of high strength water-soluble salt cores is required for manufacturing undercutshaped products by die casting. In this study, the strength of potassium chloride core compositesreinforced by ceramic particles or whiskers was evaluated by the 4-point support bending test.Moreover, castability