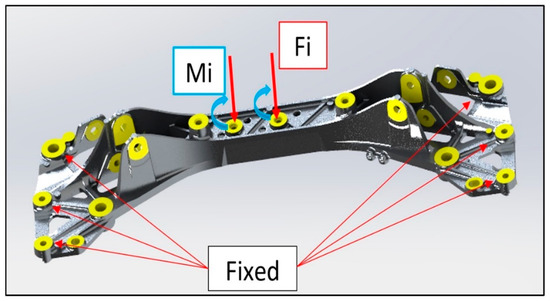
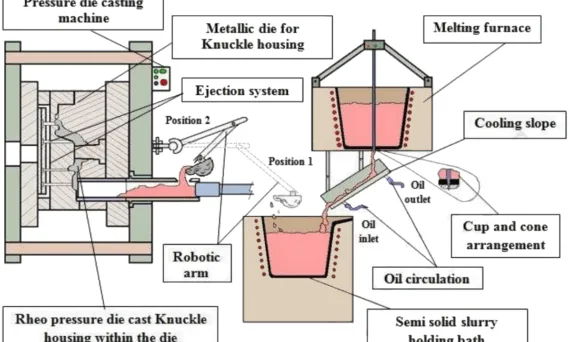
This introduction paper is based on the paper “Studies on Die Filling of A356 Al alloy and Development of a Steering Knuckle Component using Rheo Pressure Die Casting System” published by “Journal of Materials Processing Technology”. 1. Overview: 2. Abstract: In this study, a computational fluid dynamics (CFD) model is developed to investigate die filling
How Smoothed Particle Hydrodynamics (SPH) Delivers Unprecedented Accuracy in Predicting HPDC Filling and Defects This technical brief is based on the academic paper “Simulation of casting complex shaped objects using SPH” by P.W. Cleary, J. Ha, M. Prakash, and T. Nguyen, published in the proceedings of the Shape Casting: The John Campbell Symposium by TMS
This introduction paper is based on the paper “Modelling the High Pressure Die Casting Process Using SPH” published by “CSIRO Mathematical and Information Sciences, Victoria, Australia”. 1. Overview: 2. Abstract: In this paper we review the progress in the SPH modelling of HPDC that has occurred over the past four years of this CAST funded
This introduction paper is based on the paper “Mega and Giga Casting: A New Technological Paradigm for Die Material and Design” published by “The 75th World Foundry Congress”. 1. Overview: 2. Abstract: The sociotechnological transition to electric mobility requires much lighter, more economic and more sustainable life cycle Electric Vehicles (EVs). To meet with these
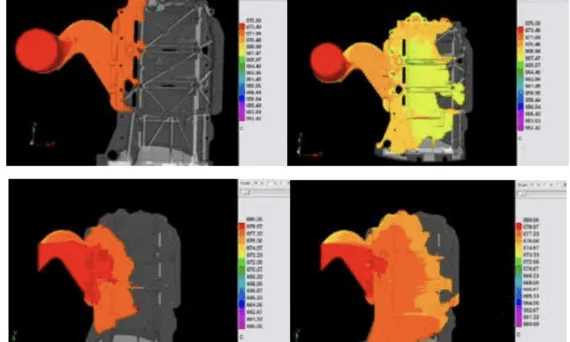
This introduction paper is based on the paper “Study of two alternative cooling systems of a mold insert used in die casting process of light alloy components” published by “Procedia Structural Integrity”. 1. Overview: 2. Abstract: A mold insert is an important component of the molds commonly used in die casting processes. Its purpose is
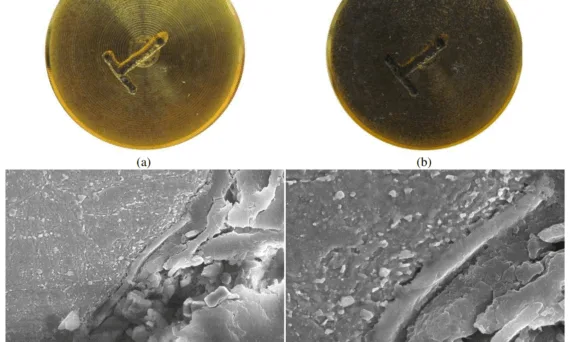
This introduction paper is based on the paper “The coating failure of coated core pin for die casting process” published by “NADCA Transactions”. 1. Overview: 2. Abstract: Soldering of core pins is one of the issues limiting the productivity of aluminum castings using high pressure die casting process. Ceramic coating is usually applied on the
This introduction paper is based on the paper “OPTIMIZATION PRODUCT PARTS IN HIGH PRESSURE DIE CASTING PROCESS” published by “Mälardalen University Press Licentiate Theses”. 1. Overview: 2. Abstract: This thesis describes optimization of die temperature in high pressure die-casting (HPDC) of A380 alloy by experimental observation and numerical simulationwith the use of statistical tools.The goal
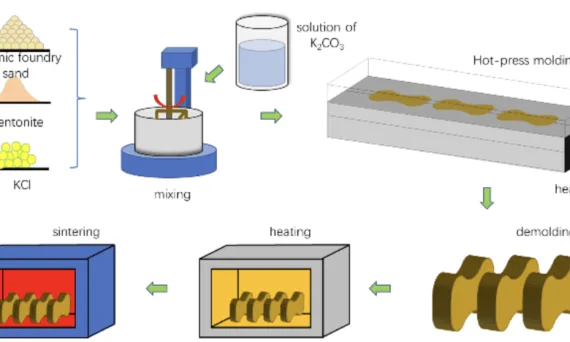
This introduction paper is based on the paper “Development of Water-Soluble Composite Salt Sand Cores Made by a Hot-Pressed Sintering Process” published by “ARCHIVES of FOUNDRY ENGINEERING”. 1. Overview: 2. Abstract: A wide variety of water-soluble cores are widely used in hollow composite castings with internal cavities, curved channels, and undercuts. Among them, the cores
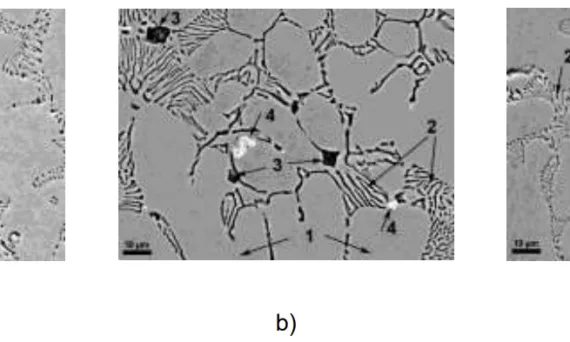
This introduction paper is based on the paper “DESIGN OF A NEW CASTING ALLOYS CONTAINING LI OR TI+ZR AND OPTIMIZATION OF ITS HEAT TREATMENT” published by “METAL 2014”. 1. Overview: 2. Abstract: In this paper was proposed to design new casting alloys on the base of the Al-Mg-Si system using Li addition to achieve precipitation
This introduction paper is based on the paper “Experimental and Numerical Study of an Automotive Component Produced with Innovative Ceramic Core in High Pressure Die Casting (HPDC)” published by “Metals (MDPI)”. 1. Overview: 2. Abstract: Weight reduction and material substitution are increasing trends in the automotive industry. High pressure die casting (HPDC) is the conventional
![Fig. 6. Temperature in the core of the insert [°C].](https://castman.co.kr/wp-content/uploads/image-2291-570x342.webp)