This article introduces the paper “Advanced casting technologies for lightweight automotive applications”. 1. Overview: 2. Background: Lightweighting in the automotive industry is crucial for improving fuel efficiency. Aluminum and magnesium castings have been utilized for this purpose for a considerable time, gaining significant traction since the mid-1970s. Aluminum castings offer a 30-50% mass reduction compared
This article introduces the paper [Added Value of Process Modelling in Development of Automotive Die Casting Parts] presented at the [Japan Die Casting Congress] 1. Overview: 2. Research Background: The automotive industry increasingly demands high-performance castings with superior mechanical properties and structural integrity. While Gravity and Low Pressure Die Casting are traditionally used for such
This article introduces the paper “Numerical determination of process parameters for fabrication of automotive component” presented at the Conference Tools for Materials Science & Technology (MSE 2010) 1. Overview: 2. Research Background: 3. Research Purpose and Research Questions: 4. Research Methodology 5. Main Research Results: 6. Conclusion and Discussion: 7. Future Follow-up Research: 8. References:
This article introduces the paper “A super-ductile alloy for the die-casting of aluminium automotive body structural components”. 1. Overview 2. Research Background This research is based on the premise that weight reduction through the use of lightweight materials in the manufacturing of fuel-efficient transportation systems is an effective method for improving fuel economy and reducing
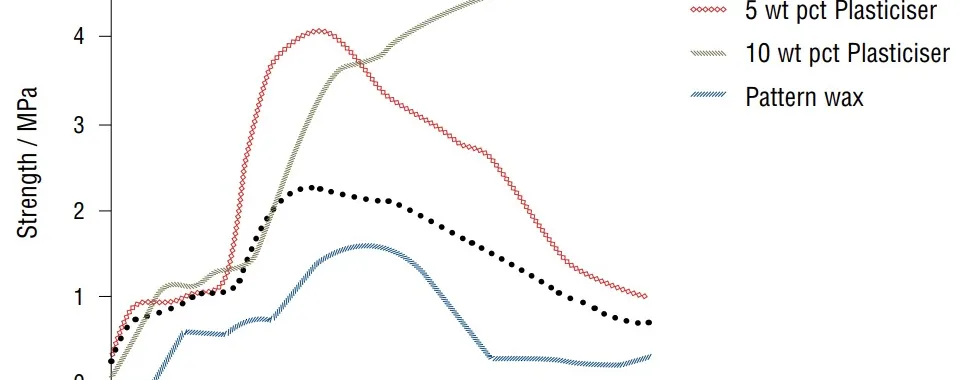
This article introduces the paper “Development of water soluble cores for investment casting – A review” presented in INDIAN ENGINEERING EXPORTS 1. Overview: 2. Research Background: Investment Casting utilizes wax patterns for creating complex castings. Cores are essential for forming internal geometries like undercuts and channels within these castings. Traditionally, core removal post-casting involves methods
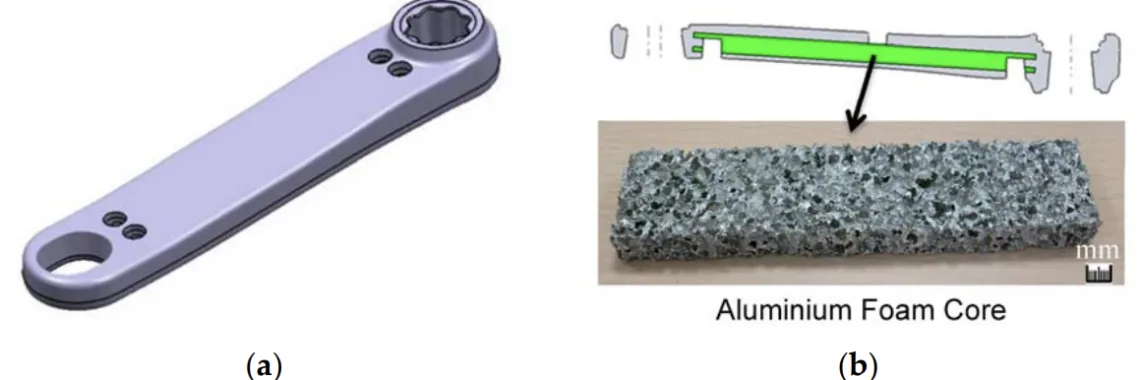
This article introduces the paper “Aluminium Foam and Magnesium Compound Casting Produced by High-Pressure Die Casting” presented in Metals, MDPI 1. Overview: 2. Research Background: In the automotive and transport industries, reducing vehicle weight is a primary focus to decrease fuel consumption and carbon dioxide emissions. Substituting traditional heavier materials like steel and iron with
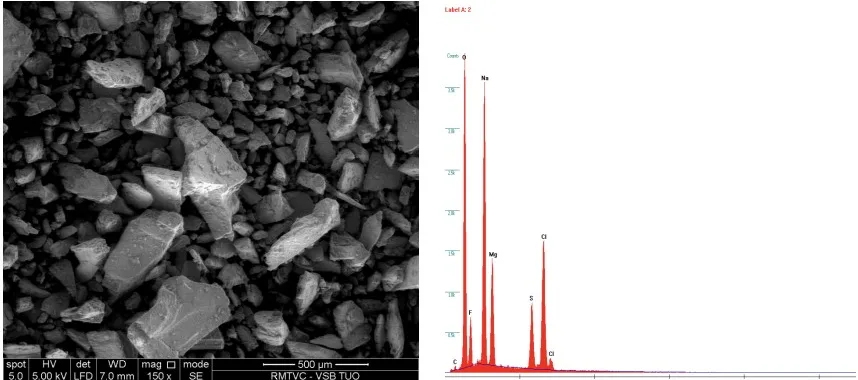
This article introduces the paper “Advances in Technology of Soluble Cores for Die Castings” presented at the Archives of Foundry Engineering 1. Overview: 2. Research Background: The increasing complexity of casting designs presents a significant challenge to traditional die casting methods that rely on simple metal cores. These existing methods struggle to meet the rising
This article introduces the paper “Influence of Die Temperature in High Pressure Die Casting of Thin-Walled Components” by M. Wessén and L. Näslund: 1. Overview: 2. Research Background: 3. Research Purpose and Research Questions: 4. Research Methodology 5. Main Research Results: 6. Conclusion and Discussion: 7. Future Follow-up Research: 8. References: 9. Copyright: This material
This article introduces the paper “The DIRECTOOL Software – Tool Design on Facet Geometries with Decision Support” presented at the INTERNATIONAL CONFERENCE ON ENGINEERING DESIGN 1. Overview: Title: THE DIRECTOOL SOFTWARE – TOOL DESIGN ON FACET GEOMETRIES WITH DECISION SUPPORTAuthor: Dieter H. Müller, Claus Aumund-Kopp, Robert Weitzel, Axel SelkPublication Year: 2003Publishing Journal/Academic Society: INTERNATIONAL CONFERENCE
This article introduces the paper “Improvement and validation of Zamak die casting moulds” presented at the Procedia Manufacturing 1. Overview: 2. Research Background: 3. Research Purpose and Research Questions: 4. Research Methodology: 5. Main Research Results: 6. Conclusion and Discussion: 7. Future Follow-up Research: 8. References: [1] C. Rosa, F. J. G. Silva, L. P.
![Figure 3.5: SEM images on the fracture surface of HPDC processed primary alloy showing: (a) gas pores, and (b) shrinkage pore. (adapted from [79])](https://castman.co.kr/wp-content/uploads/image-240-906x380.webp)