This introductory paper is the research content of the paper “Experimental and Theoretical Studies on the Effect of Die Temperature on the Quality of the Products in High-Pressure Die-Casting Process” published by Hindawi Publishing Corporation. 1. Overview: 2. Abstract Die temperature in high-pressure die casting of A380 alloy is optimized by experimental observation and numerical
This introductory paper is the research content of the paper “Hohl- und Verbundguss von Druckgussbauteilen – Numerische Auslegungsmethoden und experimentelle Verifikation” published by [Fakultät Energie-, Verfahrens- und Biotechnik der Universität Stuttgart ]. 1. Overview: 2. Abstract According to the state oft the art the manufacturing processes of aluminum high pressure die casting (HPDC) parts with
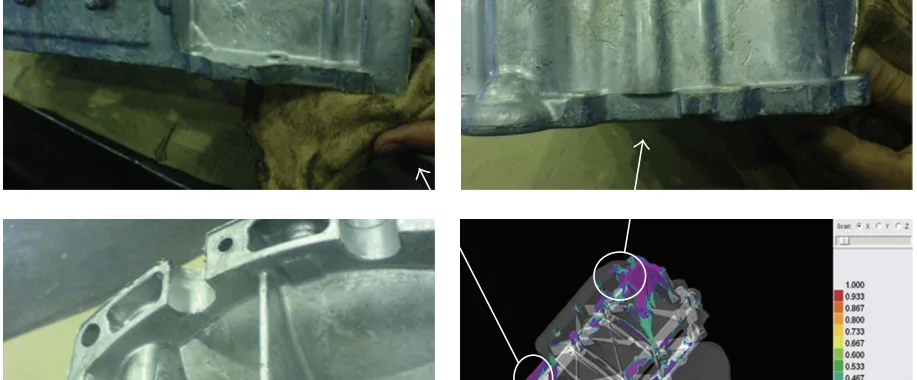
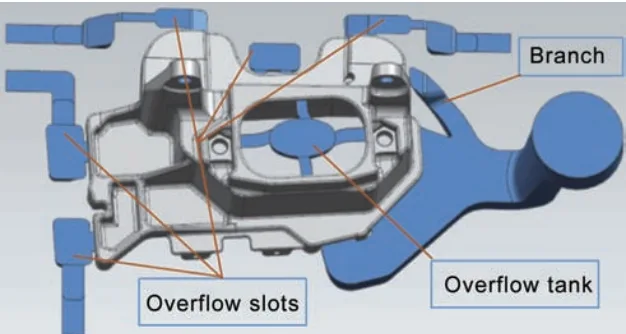
This introductory paper is the research content of the paper [“Process Analysis and Defect Improvement of Integrated Die Casting Parts for a Certain Automobile Rear Cabin”] published by [SPECIAL CASTING & NONFERROUS ALLOYS]. 1. Overview: 2. Abstracts or Introduction Abstract: Using Flow-3D simulation software to fill the initial solution of the product, it is found
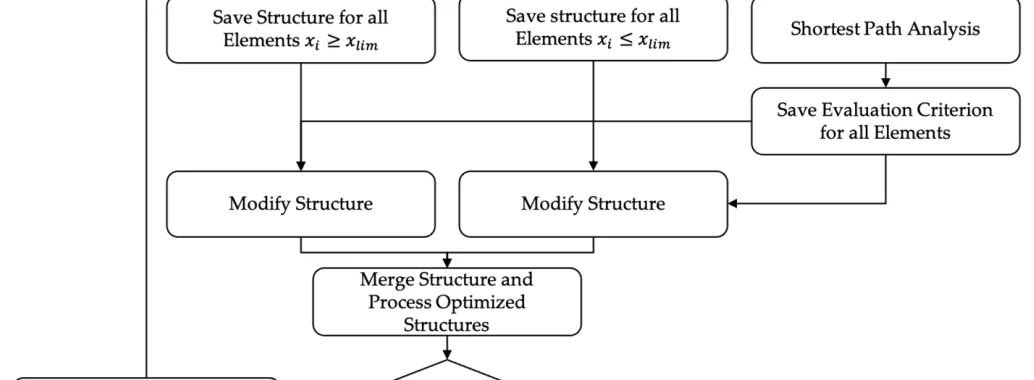
This article introduces the paper [“Combining Structural Optimization and Process Assurance in Implicit Modelling for Casting Parts”] published by [MDPI Materials]. 1. Overview: 2. Abstracts or Introduction The structural optimization of manufacturable casting parts remains a challenging and time-consuming task. Current methods involve topology optimization followed by manual reconstruction and process assurance simulation, leading to
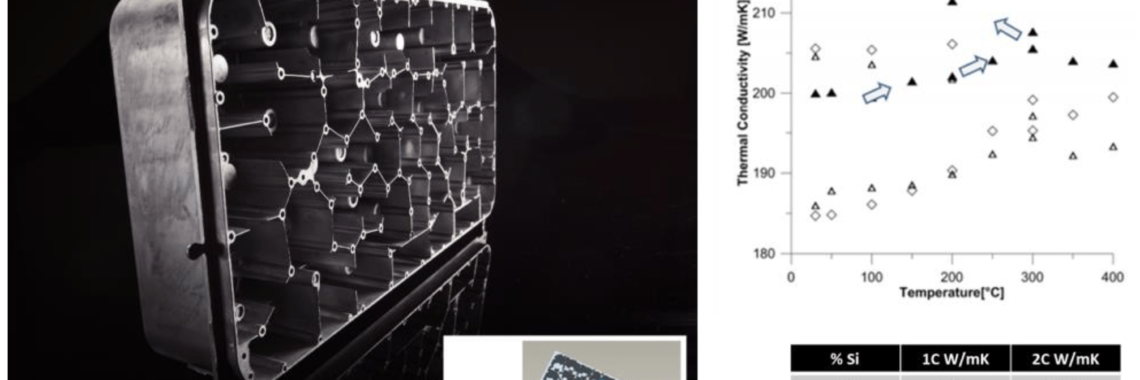
This article introduces the paper ‘Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part II: Technologies New and Revived’ published by MDPI. 1. Overview: 2. Abstracts or Introduction The present text, as the second part of an editorial for the Special Issue “Advances in Metal Casting Technology,” builds upon
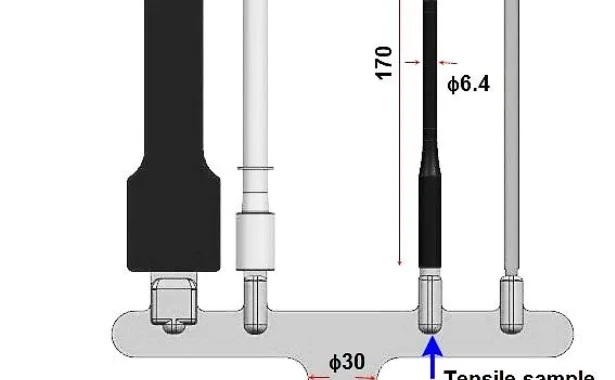
This article introduces the paper ‘Improved tensile properties of a new aluminum alloy for high pressure die casting’ published by ‘Materials Science and Engineering A’. 1. Overview: 2. Abstracts or Introduction AbstractThis paper investigates the effects of strain rate and test temperature on the tensile properties and deformation behavior of a recently developed high-ductility cast
This article introduces the paper [‘Finite element analysis for die casting parameters in high-pressure die casting process’] presented at the [‘CHINA FOUNDRY’] 1. Overview: 2. Research Background: Background of the Research Topic: Aluminum alloy die casting technology is a forming method characterized by filling the cavity with liquid metal at high velocity and solidifying under
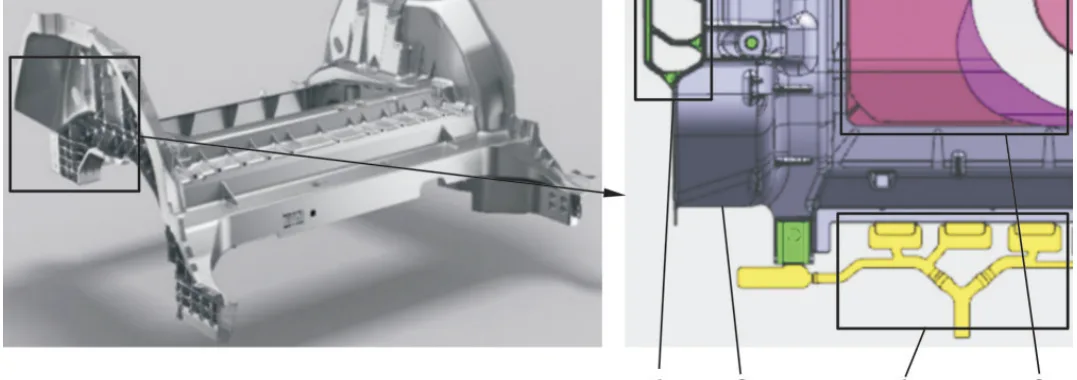
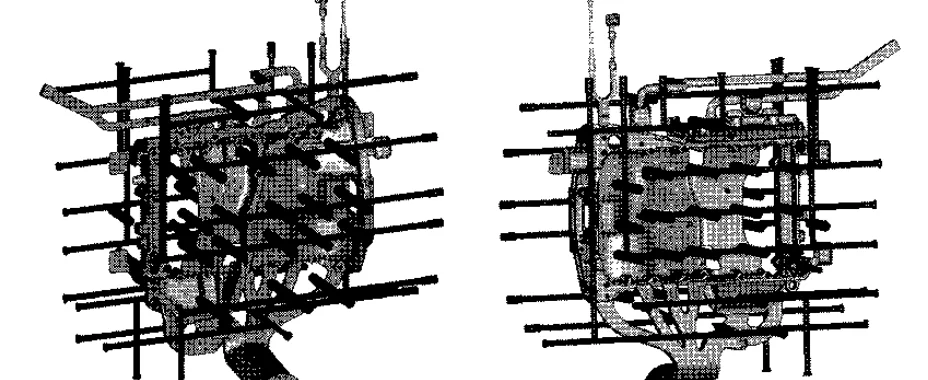
This article introduces the paper ‘Simulation and validation of high-pressure die casting of an electric motor housing for automotive application’ presented at the Politecnico di Torino. 1. Overview: 2. Research Background: Background of the Research Topic: The increasing demand for lightweight and complex automotive components, particularly for electric vehicles, has amplified the significance of High-Pressure
This article introduces the paper “A Study on Die Casting Process of the Automobile Oil Pan Using the Heat Resistant Magnesium Alloy”. Abstract: This research paper investigates the die casting process for automobile oil pans using heat-resistant magnesium alloys, aiming to replace the currently used aluminum alloy. The study uses computational fluid dynamics (CFD) simulations
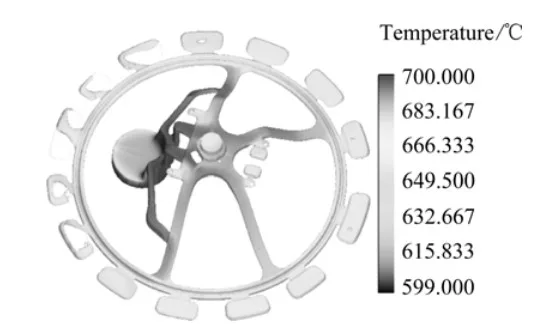
This article introduces the paper “Fatigue behavior of magnesium alloy and application in auto steering wheel frame,” published in Transactions of Nonferrous Metals Society of China in 2008. This paper investigates the low-cycle fatigue properties of die-cast magnesium alloys and their application in automotive steering wheel frames. 1. Overview: 2. Research Background: 3. Research Purpose