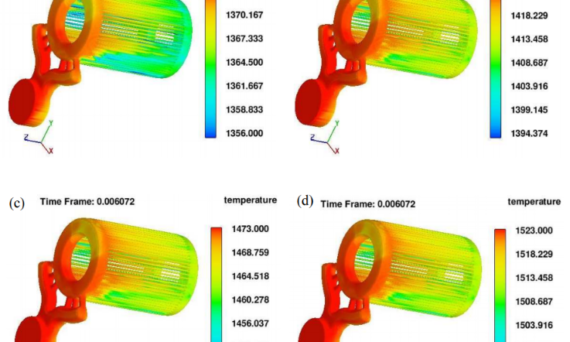
Ya’nan Wu1, a, Guojie Huang1, b, Lei Cheng1,c, Daniel Liang2,d, Wei Xiao1,e1State Key Laboratory of Nonferrous Metals and Processes, General Research Institute forNonferrous Metals, Beijing 100088, China2Motor System,International Copper Association Asia, Tian Zuo International Center,Beijing 100081, Chinaaynwu19@163.com, bhuangguojie@grinm.com, cchenglei@grinm.com,dDaniel.liang@copperalliance.asia, ewxiao@ustb.edu.cn Keywords: Numerical Simulation, Copper Rotors, FLOW-3D, Die Casting. Abstract The parametric optimization of process parameter
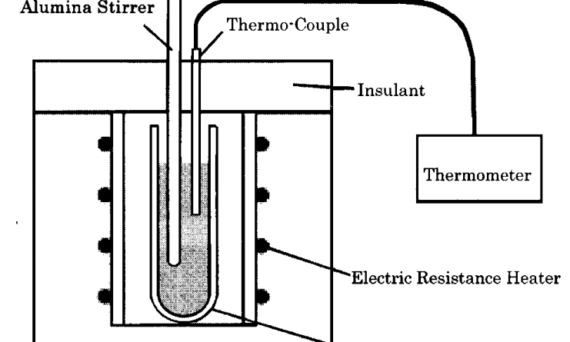
Jun Yaokawa *, Koichi Anzai ** Youji Yamada ***Hiroshi Yoshii *** and Hiroyuki Fukui *** Development of high strength water-soluble salt cores is required for manufacturing undercutshaped products by die casting. In this study, the strength of potassium chloride core compositesreinforced by ceramic particles or whiskers was evaluated by the 4-point support bending test.Moreover, castability
1. Overview: 2. Research Background: In metalcasting, cores are essential components utilized to create internal geometries and voids within cast products. The selection and performance of cores are significantly influenced by the casting technique employed, ranging from gravity casting to high pressure die casting. As component designs become increasingly complex and environmental regulations more stringent,
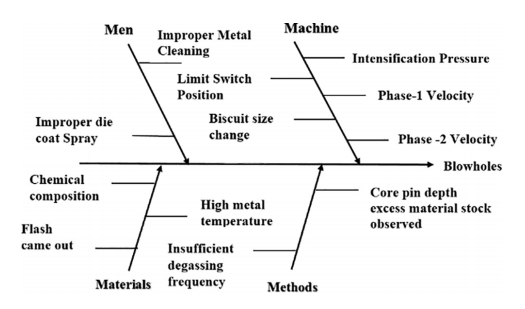
N. Rathinam ⇑, R. Dhinakaran, E. SharathDepartment of Mechanical Engineering, Pondicherry Engineering College, Pillaichavady, Puducherry, 605014, India Abstract Products manufactured from every manufacturing process exhibit some defects. To supply quality products to the customer these defects must be reduced. The motivation for this work is to reduce defects in end products reaching customers, thereby increasing
Attend. Sponsor. Exhibit. Mark your calendars for the must-attend event for the die casting industry. Make your plans now for three days of sessions, more than 100 exhibitors, the International Die Casting Design Competition and the Die Casting Industry Awards Luncheon. Attend Registration is now open. Save your spot and get the dates on your
Suraj Marathea Carmo QuadrosbaDepartment of Mechanical, Don Bosco College of Engineering, Fathorda, Madgoa Goa 403602, IndiabDepartment of Mechanical, Assam Don Bosco University, Tapesia Gardens, Kamarkuchi Sonapu, Assam 782402, India Available online 11 April 2021. Abstract This paper identifies the approximate height of thermal hot spots in casting components manufactured by high pressure die casting. Certain assumptions
by Bing Zhou,Yonglin Kang *,Mingfan Qi,Huanhuan Zhang andGuoming ZhuSchool of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China*Author to whom correspondence should be addressed.Materials2014, 7(4), 3084-3105; https://doi.org/10.3390/ma7043084Received: 24 March 2014 / Revised: 4 April 2014 / Accepted: 4 April 2014 / Published: 15 April 2014(This article belongs to the Special Issue Light Alloys and Their Applications)
S.AravindP.RagupathiG.VigneshDepartment of Mechanical Engineering, Karpagam Academy of Higher Education, Coimbatore, Tamil Nadu 641 021, India Received 30 June 2020, Accepted 14 July 2020, Available online 14 August 2020. Abstract A numerical investigation was carried out with the help of computer based casting simulation software to eliminate defects such as shrinkage due to solidification, cracks, imperfect
DrissEl KhoukhiabcNicolasSaintierbFranckMorelaDanielBellettaPierreOsmondcViet-DucLeaaLAMPA, Arts et Métiers Institute of Technology, Angers, 49 035 Cedex, FrancebI2M, Arts et Métiers Institute of Technology, Talence, 33170 Cedex, FrancecGroupe PSA, Carrières-sous-Poissy, 78955 Cedex, France Received 18 November 2020, Revised 16 March 2021, Accepted 2 May 2021, Available online 4 May 2021. Highlights Point Process Theory is an efficient way to characterize
by Daliang Yu 1,Wen Yang 2,Wanqing Deng 2,Songzhu Zhu 2,Qingwei Dai 1,3,* andDingfei Zhang 31School of Metallurgy and Materials Engineering, Chongqing University of Science and Technology, Chongqing 401331, China2Chongqing Zhicheng Machinery Co., LTD, Chongqing 400039, China3College of Materials Science and Engineering, Chongqing University, Chongqing 400045, China*Author to whom correspondence should be addressed.Metals2021, 11(1), 97; https://doi.org/10.3390/met11010097Received: 27 November 2020 / Revised: 25 December 2020 / Accepted: