This introduction paper is based on the paper “Joining Technologies for Aluminium Castings—A Review” published by “Coatings”. 1. Overview: 2. Abstract: Aluminium castings have been widely used in many industries, including automotive, aerospace, telecommunication, construction, consumer products, etc., due to their lightweight, good electric and thermal conductivity, and electromagnetic interference/radio frequency interference (EMI/RFI) shielding properties.
This introduction paper is based on the paper “The Effect of Microstructural Features, Defects and Surface Quality on the Fatigue Performance in Al-Si-Mg Cast Alloys” published by “Jönköping University, School of Engineering, Dissertation Series No. 084”. 1. Overview: 2. Abstract: Global warming is driving industry to manufacture lighter components to reduce carbon dioxide (CO2) emissions.
This introduction paper is based on the paper “[Evaluation of detrimental effect on the ductility caused by the inhomogeneous skin and casting defects in a high pressure die cast recycled secondary alloy]” published by “[Materials Characterization]”. 1. Overview: 2. Abstract: The usage of recycled alloys in the high pressure die casting (HPDC) applications for automobiles
This introduction paper is based on the paper “Analysis and Optimisation of High Pressure Die Casting Parameters to Achieve Six Sigma Quality Product Using Numerical Simulation Approach” published by “International Journal of Engineering and Management Research”. 1. Overview: 2. Abstract: A numerical simulation approach is proposed to predict the optimal parameter setting during high pressure
This introduction paper is based on the paper “Application of wear-resistant PACVD coatings in aluminium diecasting: economical and ecological aspects” published by “Surface and Coatings Technology”. 1. Overview: 2. Abstract: One of the major manufacturing techniques for aluminium precision parts is the pressure diecasting process. However, nowadays the state of the art involves the application
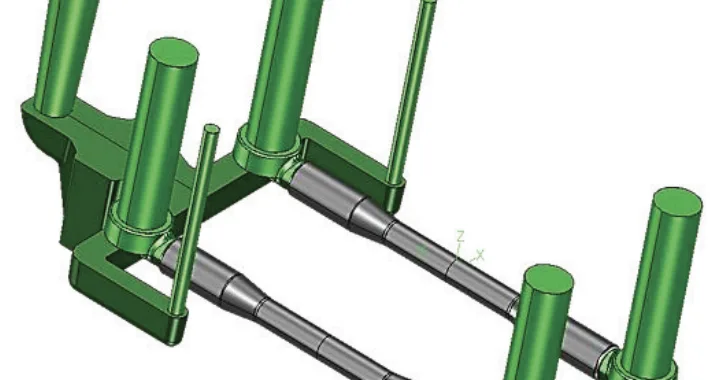
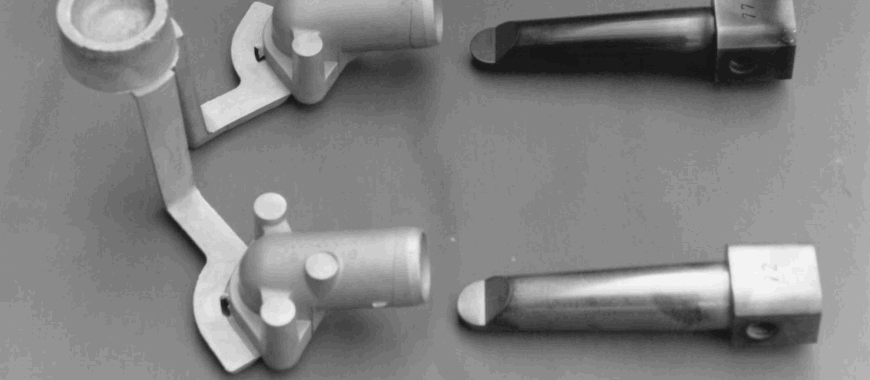
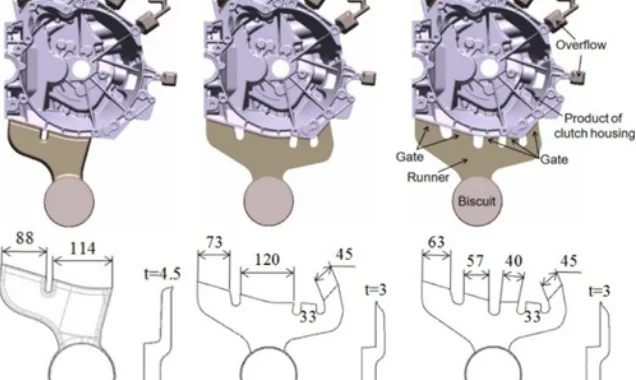
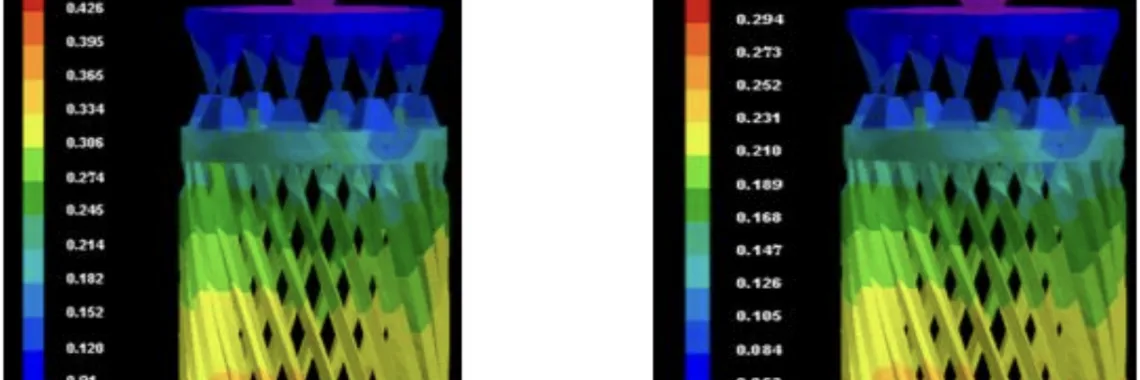
This introduction paper is based on the paper “Mould Design for Clutch Housing Parts using a Casting Simulation of High Pressure Die Casting” published by “International Journal of Precision Engineering and Manufacturing”. 1. Overview: 2. Abstract: To manufacture automotive clutch housing parts in application of high pressure die casting, the following three gating system designs
This article introduces the paper [‘High-pressure die-cast (HPDC) aluminium alloys for automotive applications’] presented at the [‘Advanced materials in automotive engineering’] 1. Overview: 2. Research Background: Background of the Research Topic: The chapter addresses the historical progression of aluminium materials in automotive applications, with a central focus on High-Pressure Die-Cast (HPDC) aluminium alloys. It traces
This introductory paper is the research content of the paper “Thermal Factor of Aluminium High pressure Die Casting Container (Mould) to achieve Six Sigma Quality of Castings” published by IJERT. 1. Overview: 2. Abstract This paper deals with the analysis of the temperature factors of aluminium high pressure die casting Container (mould). It also describes
This paper introduction was written based on the “Market Overview Giga Casting and Giga Presses in the Automotive Industry” published by anp management consulting GmbH, Essen, Germany. Last update: Essen, 8th of January 2024. Introduction This document provides a market overview of giga casting and giga presses within the automotive industry. It highlights market trends,
This introductory paper is the research content of the paper “Medium temperature heat pipes – Applications, challenges and future direction” published by [Applied Thermal Engineering]. 1. Overview: 2. Abstract Heat pipes have been used for thermal management, especially in aerospace, electronics, automotive, and power generation. The operating temperature range requires specific fluid and casing materials.
![Figure 1. Typical applications of aluminium castings in automotive vehicles [5]. Nemak/American Metal Market Conference, 2015, accessed on 1 October 2022.](https://castman.co.kr/wp-content/uploads/image-2335-1101x380.webp)
![Fig. 1. (a) Diagram of HPDC configuration showing different parts, (b) Top view of an actual cast part, and (c) Side view of an actual cast part showing the steps with wall thickness of 1-, 2-, 4-, 6-, 10- and 15-mm. (Adapted with permission from Dalai et al. [19]).](https://castman.co.kr/wp-content/uploads/image-2067-683x380.webp)



![Fig. 5. STRATFLY MR3 Hypersonic vehicle concept by Fusaro et al. [78].](https://castman.co.kr/wp-content/uploads/image-1638-749x380.webp)