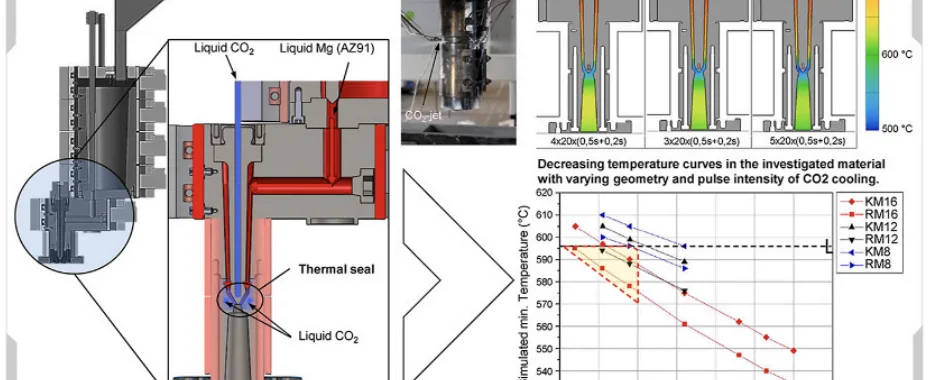
This article introduces the paper [“Efficiency and agility of a liquid CO2 cooling system for molten metal systems”] published by Elsevier. 1. Overview: 2. Abstracts or Introduction In this study investigations on the efficiency and agility of a liquid CO2 cooling system are performed in a test rig. The system uses expansion bores fed with
This article introduces the paper “New Generation of Brake Callipers to Improve Competitiveness and Energy Savings in Very High Performance Cars” published by ResearchGate. 1. Overview: 2. Abstracts or Introduction Recent research in materials science and production processes has focused on energy consumption and weight reduction. Light alloys and semi-solid processes are promising for automotive
This article introduces the paper [‘Automotive Integrated Die Casting Industry Report, 2024’] published by [‘ResearchInChina’]. 1. Overview: 2. Abstracts or Introduction The ‘Automotive Integrated Die Casting Industry Report, 2024’ by ResearchInChina provides a comprehensive analysis of the integrated die casting industry. This report summarizes and investigates the current status of the integrated die casting sector,
This article introduces the paper “The Aluminium Automotive MANUAL” published by the European Aluminium Association. It focuses on the applications of die casting technology in manufacturing car body and body components using aluminum. 1. Body Components and Modules: 2. Engine Cradles and Engine Mounts: 3. Suspension Strut Domes: 4. Front End Carriers: 5. Cross Car
This article introduces the paper [‘Application of Aluminum Alloy Semi-Solid Processing Technology in Automobile: A Review’] published by [‘International Journal of Automotive Manufacturing and Materials’]. 1. Overview: 2. Abstracts or Introduction Abstract:”Semi-solid processing technology is a new forming technology for aluminum alloy components, which has advantages in producing high-quality components with complex shapes. Several methods
This article introduces the paper ‘Applicability of high strength thread forming Aluminum bolts in magnesium power train components’ published by ‘9th European All-Wheel Drive Congress Graz’. 1. Overview: 2. Abstracts or Introduction Abstract “Aluminum thread forming bolts in combination withmagnesium clamping parts in power train componentsoffer a high potential to save costs and weight. Thispaper
This article introduces the paper [‘Analysis of alloying elements and Mechanical properties of T6 treated Aluminium Silicon Alloys’] published by [‘International Journal of Engineering Research & Technology (IJERT)’]. 1. Overview: 2. Abstracts or Introduction Abstract In last decade there has been a rapid increase in the utilization of aluminium-silicon alloys, particularly in automobile industries due
This article introduces the paper [‘ANALIZE DIE CASTING PROCESS AND STRUCTURE OF MOLDING FOR INTERNAL COMBUSTION ENGINE VEHICLE’] published by [‘International Journal Science and Technology’]. 1. Overview: 2. Abstracts or Introduction Abstract:Die casting is part of manufacturing process for making metal product, especially internal combustion engine of vehicle. Molding is component for making product from
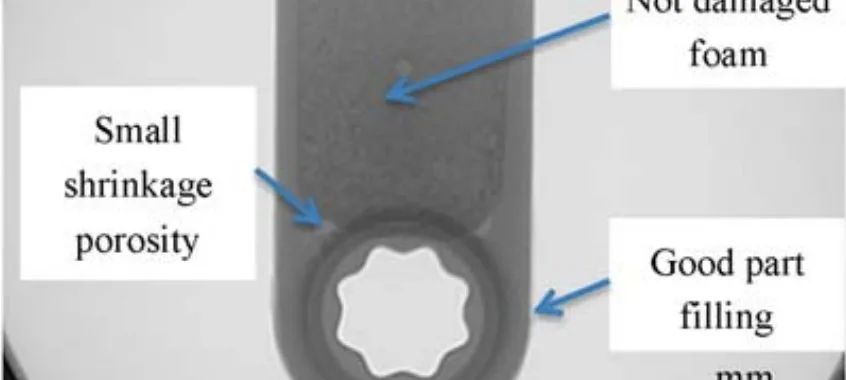
This article introduces the paper ‘Aluminium Foam and Magnesium Compound Casting Produced by High-Pressure Die Casting’ published by ‘MDPI’. 1. Overview: 2. Abstracts or Introduction This research investigates the production of lightweight composite components using High-Pressure Die Casting (HPDC). The study aims to evaluate the influence of different aluminium foams as cores and HPDC injection
This article introduces the paper [‘ALUMINIUM DIE CASTING: LUBRICATION TECHNOLOGY AND TRENDS’] published by [‘Chem-Trend L.P’]. 1. Overview: 2. Abstracts or Introduction Abstract: The drive for improved fuel efficiencies in the automobile industry has led to continuing growth in aluminium die casting as manufacturers strive to reduce the weight of automobiles by replacing steel with