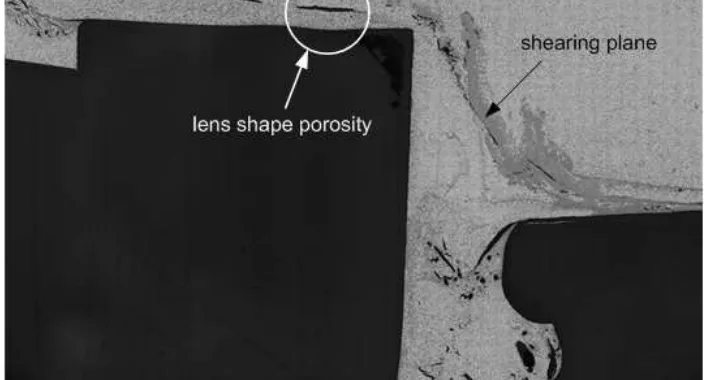
Predicting and Preventing Skin Inclusion in Semi-Solid Casting: An LS-DYNA SPH Approach This technical summary is based on the academic paper “Application of LS-DYNA SPH Formulation to Model Semi-Solid Metal Casting” by F. Pineau and G. D’Amours, published in the 8th European LS-DYNA Users Conference (May 2011). Keywords Executive Summary The Challenge: Why This Research
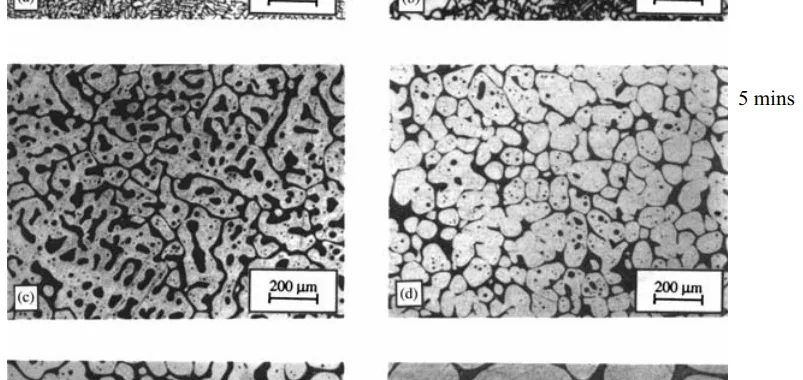
Beyond Conventional Casting: A Deep Dive into Semi-Solid Metal (SSM) Processing for Superior Alloy Components This technical summary is based on the academic book “Semi-solid Processing of Alloys” by David H. Kirkwood, Michel Suéry, Plato Kapranos, Helen V. Atkinson, and Kenneth P. Young, published by Springer in 2010. Keywords Executive Summary The Challenge: Why This
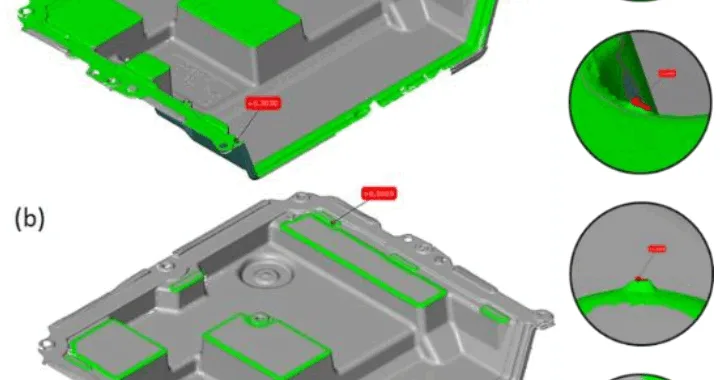
Automated Defect Analysis in HPDC: How Fringe Projection Boosts Quality and Die Life This technical summary is based on the academic paper “Study of automated procedures for surface defects analysis on die-cast components by using fringe projection systems” by Marco Menoncin, Andrea Nicolini, Giorgio Cavaliere, and Enrico Savio, published in euspen’s 20th International Conference &
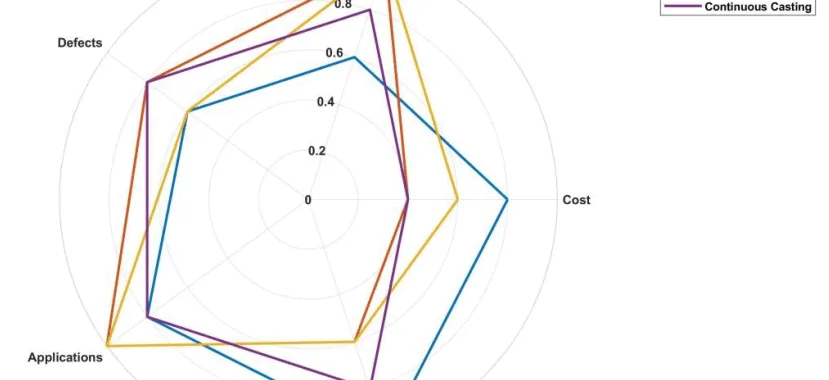
Slashing Defects and Boosting Efficiency: A Deep Dive into Modern Casting Processes This technical summary is based on the academic paper “Recent Advancements and Critical Insights in Casting Processes” by Amarishkumar J Patel and Sunilkumar N Chaudhari, published in the International Journal of Scientific Research in Mechanical and Materials Engineering (2023). Keywords Executive Summary The
Boost Aluminum Casting Strength: A Deep Dive into Vortex Gate Design This technical summary is based on the academic paper “THE EFFECTS OF VORTEX GATE DESIGN ON MECHANICAL STRENGTH OF THIN SECTION CASTING OF LM 25 (A—7Si-0.3Mg) ALUMINUM CASTING ALLOY” by Zaid Ali Subhi, submitted in February 2012 to Universiti Tun Hussein Onn Malaysia. It
Beyond the Surface: How Silicon Content Impacts Anodized HPDC Component Performance This technical summary is based on the academic paper “INFLUENCE OF PRIMARY SILICON PRECIPITATES ON ANODIZED ALUMINUM ALLOYS SURFACE LAYER PROPERTIES” by Krzysztof LABISZ*, Jarosław KONIECZNY, Łukasz WIERZBICKI, Janusz ĆWIEK, and Anna BUTOR, published in TRANSPORT PROBLEMS (2018). Keywords Executive Summary The Challenge: Why
Balancing Cost vs. Wear: The Impact of AZ91 Scrap on HPDC Equipment Life This technical summary is based on the academic paper “Influence of the Home Scrap Content on the Service Life of Equipment Used in High Pressure Die Casting of AZ91 Alloy” by Z. Konopka, M. Łągiewka, A. Zyska, published in ARCHIVES of FOUNDRY
Unlocking Automotive Lightweighting: A Deep Dive into the AJX931 Heat-Resistant Magnesium Alloy This technical summary is based on the academic paper “Features and Vehicle Application of Heat Resistant Die Cast Magnesium Alloy” by Manabu MIZUTANI, Katsuhito YOSHIDA, Nozomu KAWABE, and Seiji SAIKAWA, published in SEI TECHNICAL REVIEW (2019). It has been analyzed and summarized for
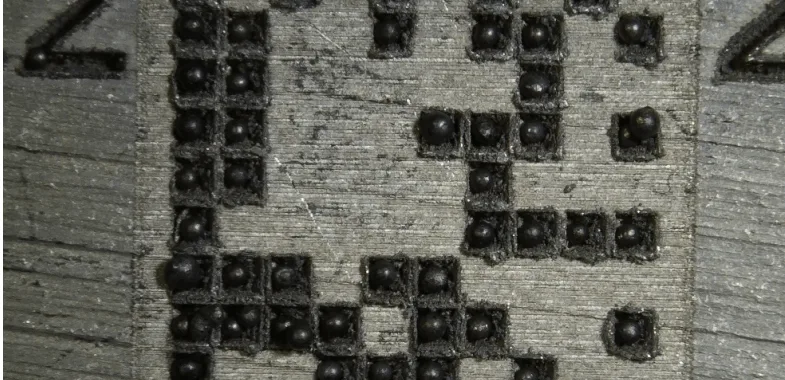
A Breakthrough in Shotblast Resistant Laser Marking: Achieving Indestructible Traceability for Die Cast Parts This technical summary is based on the academic paper “Inline Integration of Shotblast Resistant Laser Marking in a Die Cast Cell” by J. Landry¹, J. Maltais¹, J-M. Deschênes¹, M. Petro², X. Godmaire¹, A. Fraser¹, published in NADCA (2018). Keywords Executive Summary
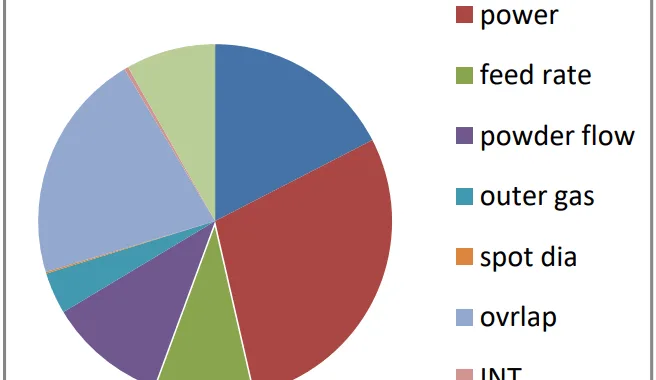
Beyond Repair: How Direct Laser Deposition (DLD) Optimizes Shot Sleeves for High-Pressure Die Casting This technical summary is based on the academic paper “Optimization of Direct Laser Deposition Process for Shot Sleeves Used in Aluminium Diecasting” by Bibin Babu and M. Muthukumaran, published in the International Journal of Latest Technology in Engineering, Management & Applied