This technical summary is based on the academic paper "Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components" by A. Bongiovanni, A. Castellero, M. Da Silva, published in La Metallurgia Italiana (Aprile 2024). It has been analyzed and summarized for technical experts by CASTMAN with the assistance of AI.
Keywords
- Primary Keyword: High-Pressure Die Casting (HPDC)
- Secondary Keywords: Secondary Aluminum Alloy, AlSi10MnMg, T6 Heat Treatment, Automotive Structural Components, Recycled Aluminum, Corrosion Resistance
Executive Summary
A 30-second overview for busy professionals.
- The Challenge: The automotive industry needs to use more recycled aluminum in structural components, but high iron (Fe) content from scrap typically degrades mechanical properties, limiting its application.
- The Method: An AlSi10MnMg alloy with up to 90% end-of-life scrap content was produced via High-Pressure Die Casting (HPDC) and its properties were compared in the as-cast (F) state versus after a T6 heat treatment.
- The Key Breakthrough: The T6 heat treatment dramatically improved the alloy's ductility and corrosion resistance, while successfully managing the detrimental effects of high Fe content by promoting favorable intermetallic phases.
- The Bottom Line: High-scrap-content secondary aluminum, when properly T6 heat-treated, can meet the demanding mechanical property requirements for automotive structural components, previously reserved for primary alloys.
The Challenge: Why This Research Matters for HPDC Professionals
As the automotive industry pivots towards electric vehicles and decarbonization, the focus is shifting to the carbon footprint of raw materials. Aluminum is a key enabler for lightweighting, and its infinite recyclability is a major advantage. However, a significant hurdle remains for high-performance structural components: iron (Fe) contamination.
Each recycling loop increases the Fe content in aluminum alloys. This is detrimental to ductility because Fe combines with other elements to form brittle, needle-like intermetallic compounds (β-AlFeSi), which can act as crack initiation sites. Consequently, critical structural parts that demand high ductility and energy absorption during a crash have traditionally relied on low-Fe primary aluminum. This study tackles this challenge head-on by investigating whether a secondary AlSi10MnMg alloy, specifically designed with high manganese (Mn) to counteract Fe embrittlement and containing up to 90% recycled scrap, can achieve the necessary performance for structural HPDC applications.
The Approach: Unpacking the Methodology
The research team evaluated two variants of a secondary AlSi10MnMg alloy produced within the SALEMA European project.
- Materials:
- Variant 4 (V4): Contained 70% end-of-life (EoL) recycled scrap.
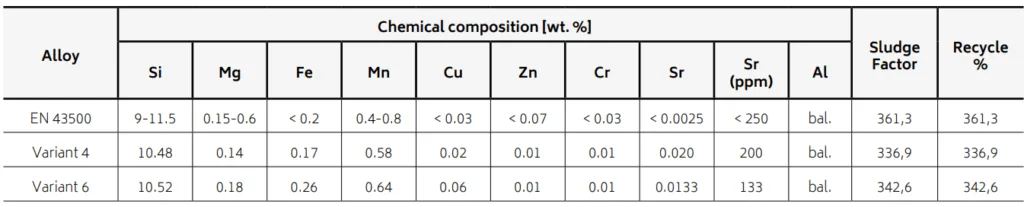
- Variant 6 (V6): Contained 90% EoL recycled scrap, with Fe and Cu levels exceeding the EN 1706 43500 standard.
- Casting Process: A 5250-kN Buhler cold chamber HPDC machine with a vacuum unit (V-HPDC) was used to produce 3 mm thick flat plate specimens. This setup is representative of industrial production for structural components.
- Heat Treatment: A portion of the cast plates underwent a T6 heat treatment, consisting of a solution treatment at 490°C for one hour, followed by water quenching and artificial ageing at 230°C for one hour. The remaining plates were kept in the as-cast (F) condition.
- Analysis & Testing: The researchers conducted a comprehensive comparison between the F and T6 states using:
- Optical Microscopy: To analyze microstructure, casting defects (porosity, cold flakes, cold joints), and intermetallic phases.
- Corrosion Test: A 168-hour CASS (Copper-Accelerated Acetic Acid-Salt Spray) test (ASTM B368) to evaluate corrosion behavior by measuring weight loss.
- Mechanical Testing:
- Bending Test (VDA 238-100): To assess ductility by measuring the bending angle at fracture.
- Brinell Hardness Test: To measure material strength.
The Breakthrough: Key Findings & Data
The study revealed a clear performance trade-off between the as-cast and T6 heat-treated states, with T6 delivering critical improvements for structural applications.
Finding 1: T6 Treatment Transforms Mechanical and Corrosion Performance
The T6 heat treatment proved essential for unlocking the potential of the high-scrap alloy.
- Ductility: T6 treatment resulted in a dramatic increase in ductility. As reported in Table 3, the average bending angle for Variant 4 increased by over 160%, from 22.3° in the as-cast state to 58.5° after T6. Similarly, Variant 6 improved from 23.1° to 51.4°.
- Corrosion Resistance: The improvement in corrosion resistance was even more striking. According to Table 2, the as-cast samples (V4 and V6) lost 7.4% and 8.8% of their weight, respectively, in the CASS test. After T6 treatment, the weight loss plummeted to just 1.0% and 1.9%. The authors hypothesize this is due to the formation of a protective passive oxide layer during the high-temperature solution treatment.
- Hardness: As expected, the T6 treatment caused a decrease in hardness. For V4, hardness dropped from 85.3 HB to 67.5 HB. Despite this reduction, the hardness values for both variants in both F and T6 states satisfied the minimum requirements specified in the EN 1706 standard.
Finding 2: Microstructural Evolution is Key to Success
The study showed that while T6 treatment cannot eliminate casting defects, it beneficially modifies the microstructure.
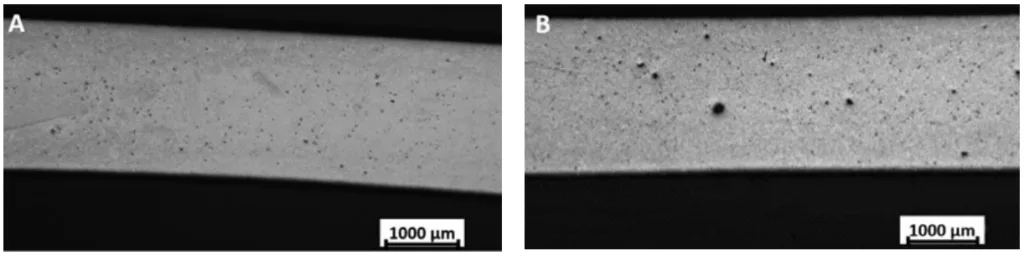
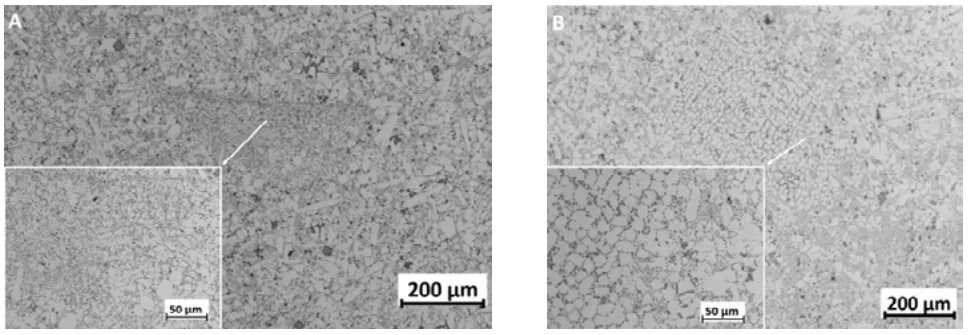
- Defect Management: T6 treatment caused entrapped gas pores to expand, creating larger, more spherical porosity (Figure 1). It did not eliminate flow-related defects like cold flakes or cold joints (Figures 2 and 3). This underscores the importance of optimized die design and process control in HPDC.
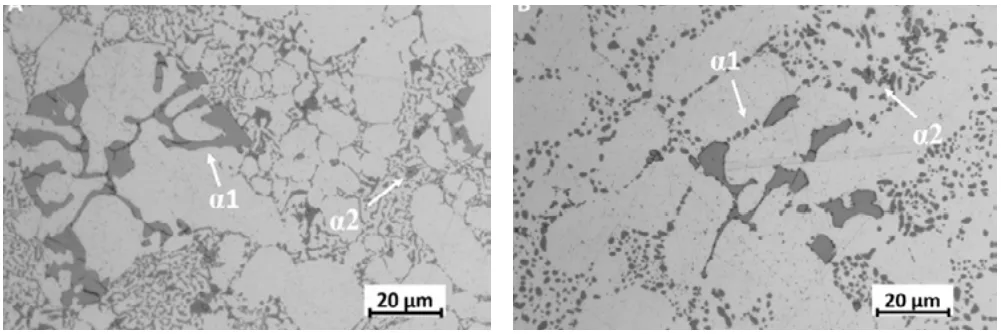
- Intermetallic Control: Crucially, the high Mn content successfully suppressed the formation of brittle, needle-like β-AlFeSi intermetallics. Instead, the more benign, script-like α-AlSiMnFe phase was present (Figure 4).
- Silicon Modification: The T6 treatment transformed the eutectic silicon from a fine, fibrous network in the as-cast state into a spherodized form (Figure 4b). This change is a primary contributor to the significant increase in ductility, as spherical particles are less likely to initiate cracks than sharp, fibrous structures.
Practical Implications for R&D and Operations
- For Process Engineers: This study suggests that implementing a T6 heat treatment is a viable strategy to upgrade high-scrap secondary aluminum for structural applications. The significant improvement in corrosion resistance from the T6 cycle itself is an added process benefit that may reduce the need for subsequent protective coatings.
- For Quality Control Teams: The data in Table 3 provides clear benchmarks for the expected trade-off between ductility and hardness after T6 treatment. The observation in Figure 1 that porosity can grow during the T6 cycle highlights the need for robust initial casting quality and porosity inspection, as this defect will be exacerbated by heat treatment.
- For Design Engineers: The findings indicate that casting defects like cold joints and cold flakes persist after T6 treatment. This reinforces the principle that robust component performance starts with the design phase. Simulation and die design must focus on ensuring smooth metal flow to minimize these defects, as they cannot be rectified by downstream heat treatment.
Paper Details
Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components
1. Overview:
- Title: Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components
- Author: A. Bongiovanni, A. Castellero, M. Da Silva
- Year of publication: 2024
- Journal/academic society of publication: La Metallurgia Italiana - International Journal of the Italian Association for Metallurgy
- Keywords: SECONDARY ALUMINIUM ALLOY, HIGH PRESSURE DIE CASTING, ALSI10MNMG, T6, HEAT TREATMENT, AUTOMOTIVE, STRUCTURAL
2. Abstract:
The automotive industry is working towards further reducing the carbon footprint of its vehicles and, with the electric vehicle transition, the raw materials used for the car itself need to be decarbonized. Aluminium alloys offer infinite recyclability, but they are sensitive to the Fe embrittlement that derives from recycling. High-pressure die casting AlSi10MnMg alloy is the most used alloy for structural components and is typically primary quality due to the high performances required. The present study investigates the behavior of structural secondary AlSi10MnMg alloy developed in the SALEMA European project. The alloy is designed at the upper tolerance level of EN 1706 43500 alloy with 70% and 90% end-of-life recycle content. This study analyzes the microstructure and casting defects, corrosion behavior and mechanical properties (bending and hardness tests) between as cast and T6 heat treatment. The microstructure and hardness are like the ones of primary alloys.
3. Introduction:
The European automotive industry has greatly reduced its carbon footprint, and the next step is to decrease the CO2 emission of the raw materials used for manufacturing. Aluminium is a key contributor, allowing lightweighting and high recyclability. While many components are made with secondary aluminum, they are mostly for ICE vehicle parts like engine blocks. Al-Si-Mg based alloys, particularly AlSi10MnMg, are widely used in HPDC. Structural components in the Body-In-White (BIW) have high mechanical requirements, especially elongation, to absorb energy during a crash. These parts are typically made from primary aluminum with low Fe content, as Fe creates brittle intermetallics. The AlSi10MnMg alloy is designed to suppress the brittle β-AlFeSi phase in favor of the less detrimental α-Al15(Fe,Mn)3Si2 phase through the addition of Mn. This study investigates two AlSi10MnMg structural HPDC alloys produced from high levels of end-of-life scrap.
4. Summary of the study:
Background of the research topic:
There is an industrial need to use more sustainable, recycled aluminum in high-performance automotive structural components. The main technical barrier is the degradation of mechanical properties, particularly ductility, due to increased iron (Fe) content from scrap.
Status of previous research:
It is well-established that Fe forms brittle intermetallics in Al-Si alloys. The addition of Mn can mitigate this by promoting the formation of the less harmful α-phase intermetallics. Most research and industrial application for structural HPDC components still focus on primary, low-Fe alloys to guarantee performance.
Purpose of the study:
To analyze and compare the microstructure, casting defects, corrosion behavior, and mechanical properties of a high-scrap-content secondary AlSi10MnMg alloy in its as-cast (F) condition versus its T6 heat-treated condition, to assess its suitability for structural automotive applications.
Core study:
The study focuses on two alloy variants with 70% (V4) and 90% (V6) recycled content. It characterizes how a standard T6 heat treatment cycle impacts key performance metrics like ductility (bending test), strength (hardness), corrosion resistance (CASS test), and microstructure (porosity, defects, intermetallics, silicon morphology).
5. Research Methodology
Research Design:
A comparative experimental study was conducted. Two variants of a secondary AlSi10MnMg alloy were cast into flat plates using an industrial V-HPDC process. Samples from each variant were divided into two groups: one left as-cast (F) and the other subjected to a T6 heat treatment. The properties of these four groups (V4-F, V4-T6, V6-F, V6-T6) were then measured and compared.
Data Collection and Analysis Methods:
- Chemical Composition: Measured by Optical Emission Spectroscopy (OES).
- Microstructure and Defects: Examined using an optical microscope after etching.
- Corrosion: Assessed by weight loss measurement after a 168-hour ASTM B368 (CASS) test.
- Mechanical Properties: Ductility was evaluated via a bending test according to VDA 238-100 standard, and hardness was measured using a Brinell hardness machine.
Research Topics and Scope:
The research covers the characterization of a secondary AlSi10MnMg alloy for HPDC. The scope includes the effect of high (70% and 90%) end-of-life scrap content and the influence of T6 heat treatment on the final component properties. The study is limited to flat plate specimens and does not investigate a final complex component geometry.
6. Key Results:
Key Results:
- T6 heat treatment significantly increases porosity size compared to the as-cast state.
- Casting defects like cold flakes and cold joints are not eliminated by the T6 treatment.
- The high Mn/Fe ratio successfully promotes the formation of α-AlSiMnFe intermetallics over the brittle β-phase.
- T6 treatment spherodizes the eutectic silicon, which is a key factor in improving ductility.
- T6 treatment dramatically improves corrosion resistance, reducing weight loss in a CASS test by approximately 85-90%.
- T6 treatment significantly increases ductility (bending angle) by over 120% while causing an expected decrease in hardness.
- The alloy with higher recycled content (V6) showed slightly lower ductility after T6 compared to the lower recycled content alloy (V4), which is attributed to its higher Fe content.
- The hardness values of the secondary alloys meet the EN 1706 standard requirements for both F and T6 tempers.
Figure Name List:
- Fig.1 - Optical micrographs showing the porosities in the F (a) and T6 samples (b).
- Fig.2 - Cold flake in the F (a) and T6 (b) samples, insets show magnification of the defects microstructure.
- Fig.3 - Cold joint in the F (a) and T6 (b) samples, insets show magnification of the defects microstructure.
- Fig.4 - Microstructure and α1- AlSiMnFe and α2- AlSiMnFe intermetallics in the F (a) and T6 (b) samples.
7. Conclusion:
The study characterized two variants of a high-performance AlSi10MnMg alloy with high end-of-life scrap content. The key conclusions are:
- Despite high recycled content, detrimental elements were kept close to standard limits (with V6 exceeding Fe and Cu limits).
- The T6 treatment greatly improves corrosion resistance, likely due to a passivation oxide layer.
- Mechanical properties change significantly after heat treatment. Ductility increases, while hardness decreases. The higher Fe content in V6 leads to a slight decrease in ductility compared to V4 after T6.
- The mechanical properties (specifically hardness) of the secondary alloys meet the requirements set for primary alloys, demonstrating their potential for use in structural components.
8. References:
- [1] Paltsev, Sergey & Chen, Y.-H. Henry & Karplus, Valerie & Kishimoto, Paul & Reilly, John & Loeschel, Andreas & von Graevenitz, Kathrine & Koesler, Simon, (2015). "Reducing CO2 from cars in the European Union: Emission standards or emission trading?", CAWM Discussion Papers 84, University of Münster, Münster Center for Economic Policy (МЕР).
- [2] Aluminum content in European Passenger Cars, Public Summary, 2019, Ducker Frontier.
- [3] Bösch, Dominik & Pogatscher, Stefan & Hummel, Marc & Fragner, Werner & Uggowitzer, Peter & Göken, Mathias & Höppel, H.W. (2014). Secondary Al-Si-Mg High-pressure Die Casting Alloys with Enhanced Ductility. Metall and Mat Trans A. 46.
- [4] Raabe, D.; Ponge, D. Making sustainable aluminum by recycling scrap: The science of "dirty" alloys. Prog. Mater. Sci. 2022, 128, 100947.
- [5] https://salemaproject.eu/
- [6] ISO 1706:2020, "Aluminum and aluminum alloys – Castings – Chemical composition and mechanical properties", Int. Organ. Stand, 2020.
- [7] Ceschini, Lorella & Morri, Alessandro & Toschi, Stefania & Bjurenstedt, Anton & Seifeddine, Salem. (2018). Influence of Sludge Particles on the Fatigue Behavior of Al-Si-Cu Secondary Aluminium Casting Alloys. Metals. 8. 268.
- [8] Gobrecht, J. Settling-out of Fe, Mn and Cr in Al-Si casting alloys. Giesserei 1975, 62, 263–266. 15.
- [9] Jorstad, J. Understanding sludge. Die Cast. Eng. 1986, 30, 30-36
- [10] VDA 238-100 test specification draft: Plate bending test for metallic materials. 12/2010
- [11] Bonollo, F., Gramegna, N. & Timelli, G. High-Pressure Die-Casting: Contradictions and Challenges. JOM 67, 901–908 (2015).
- [12] Ahamed, Aziz & Kato, Hiroshi. (2008). Effect of cold flakes on mechanical properties of aluminium alloy die casts. International Journal of Cast Metals Research - INTJ CAST METALS RES. 21. 162-167.
- [13] Taylor, John. (2012). Iron-Containing Intermetallic Phases in Al-Si Based Casting Alloys. Procedia Materials Science. 1. 19–33.
- [14] A.K. Dahle, K. Nogita, S.D. McDonald, C. Dinnis, L. Lu, Eutectic modification and microstructure development in Al-Si Alloys, Mater. Sci. Eng.: A 413-414 (2005) 243-248.
- [15] Bjurenstedt, Anton & Casari, Daniele & Seifeddine, Salem & Mathiesen, Ragnvald & Dahle, A. (2017). In-situ study of morphology and growth of primary a-Al(FeMnCr)Si intermetallics in an Al-Si alloy. Acta Materialia. 130.
- [16] Zaidao Li, Nathalie Limodin, Amina Tandjaoui, Philippe Quaegebeur, Pierre Osmond, David Balloy, Influence of Sr, Fe and Mn content and casting process on the microstructures and mechanical properties of AlSi7Cu3 alloy, Materials Science and Engineering: A, Volume 689, 2017, Pages 286-297
Expert Q&A: Your Top Questions Answered
Q1: The paper states T6 heat treatment increases porosity size. How can the alloy's ductility improve so dramatically if the porosity gets worse?
A1: This is an excellent point that highlights the competing mechanisms at play. The paper shows that while the size of gas pores increases due to thermal expansion during the solution treatment (Figure 1), the microstructural benefits of the T6 cycle far outweigh this negative effect. The primary driver for the massive ductility improvement is the transformation of the eutectic silicon from a brittle, fibrous network into discrete, spherical particles (Figure 4). This change in morphology significantly reduces internal stress concentrations and makes it much harder for cracks to initiate and propagate through the material.
Q2: What is the proposed mechanism for the dramatic improvement in corrosion resistance after T6 treatment?
A2: The paper hypothesizes that the improvement is due to the formation of a protective, passive oxide layer on the surface of the aluminum during the high-temperature solution treatment step of the T6 cycle (490°C for one hour). Although this layer was too thin to be observed via optical microscopy, its presence is inferred from the drastic reduction in weight loss during the CASS test (Table 2). This in-situ surface treatment is a significant, value-added benefit of the T6 process for components exposed to corrosive environments.
Q3: Why was a bending test used to measure ductility instead of a more conventional tensile test?
A3: The authors state that for HPDC components, a bending test can provide more reliable data than a traditional tensile test. This is because HPDC parts are known to contain numerous casting defects. The bending test is less sensitive to these internal defects because only half of the cross-section is under tension. Furthermore, the "skin-effect" in HPDC, where the surface has a finer microstructure, can improve the mechanical performance measured in a bending test, making it more representative of the component's functional behavior.
Q4: Variant 6, with 90% scrap, exceeds the EN standard for Fe and Cu. How did this specifically impact its performance compared to Variant 4?
A4: The higher Fe and Cu content in Variant 6 had a measurable effect. As shown in Table 3, after T6 treatment, V6 exhibited a slightly lower average bending angle (51.4°) compared to V4 (58.5°), indicating lower ductility. It also retained a higher hardness (76.0 HB) compared to V4 (67.5 HB). This is consistent with established metallurgy: higher Fe content leads to a larger volume of intermetallic particles, which increases hardness but reduces ductility. Despite this, V6's performance was still substantially improved by the T6 treatment and met the required standards.
Q5: The study successfully suppressed the brittle β-AlFeSi phase. How was this achieved in an alloy with such high Fe content?
A5: The key was the intentional alloy design, specifically the high manganese (Mn) content. The paper notes that the Fe/Mn ratio was selected to promote the formation of the α-Al(Fe,Mn)Si phase, which has a more compact, "Chinese script" morphology, over the sharp, acicular β-phase. As seen in Figure 4, this strategy was successful. This demonstrates that with careful chemical composition control, particularly by managing the Mn level, the negative effects of high Fe from recycled scrap can be effectively mitigated.
Conclusion: Paving the Way for Higher Quality and Productivity
This research provides compelling evidence that the gap between primary and secondary aluminum for structural applications can be closed. The core challenge of Fe embrittlement in high-scrap alloys can be overcome through intelligent alloy design and the proper application of T6 heat treatment. The study demonstrates that a secondary AlSi10MnMg alloy, even with 90% recycled content, can be processed via High-Pressure Die Casting (HPDC) to meet the stringent mechanical requirements for automotive structural parts. The T6 treatment is the critical enabler, transforming the material by spherodizing silicon to boost ductility and forming a passive layer to enhance corrosion resistance.
At CASTMAN, we are committed to applying the latest industry research to help our customers achieve higher productivity and quality. If the challenges discussed in this paper align with your operational goals, contact our engineering team to explore how these principles can be implemented in your components.
Copyright Information
- This content is a summary and analysis based on the paper "Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components" by "A. Bongiovanni, A. Castellero, M. Da Silva".
- Source: La Metallurgia Italiana - Aprile 2024, pagina 50-56
This material is for informational purposes only. Unauthorized commercial use is prohibited.
Copyright © 2025 CASTMAN. All rights reserved.