This article introduces the paper ['Effects of Casting Defects on Mechanical Properties of Aluminum Alloy Die-Casts'] published by ['Saitama University'].
1. Overview:
- Title: Effects of Casting Defects on Mechanical Properties of Aluminum Alloy Die-Casts
- Author: A.K.M. Aziz Ahamed
- Publication Year: March 2008
- Publishing Journal/Academic Society: Graduate School of Science and Engineering, Saitama University
- Keywords: Not specified in the paper.
2. Abstracts or Introduction
Chapter 1 introduces the importance of die-cast alloy and their defects with development of acoustic microscopy technique and non-destructive evaluation and purpose of this thesis. Aluminium alloys are recognized metals for automotive, aerospace, and transport industries due to their lightweight properties. High pressure die casting is a cost-effective method for producing complex shapes with minimal machining. The automotive industry utilizes aluminum die-casting for parts like transmission housings and cylinder heads. Die-casting is efficient for high volume precision casting, offering tight tolerances and rapid production, but with high tooling costs.
Defects in automotive aluminum alloy castings remain a challenge for metallurgists and production engineers, especially with increasing emphasis on product quality and cost. Aluminum alloy die-casts are used in automobiles under repeated loading and thermal cycling. Therefore, reliability is crucial, and factors affecting mechanical properties must be understood. Studies have examined porosity [1.1-1.7], shrinkage cavity [1.8-1.9], oxide inclusion [1.10-1.12], microstructure [1.13-1.15] and other casting defects [1.16-1.25] on tensile and fatigue properties.
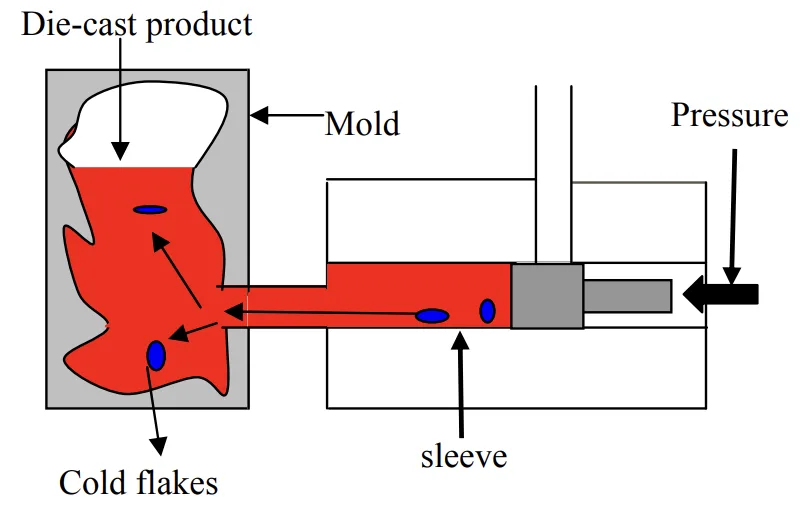
Among casting defects, cold flake [1.21-1.25], an irregular structure, is of interest. Cold flakes form when molten metal is poured into the shot sleeve and pushed by a plunger, breaking the initially solidified layer. These cold flakes are covered by an oxide layer, often contaminated by lubricants and pores [1.26], reducing wettability. This decreases the mechanical properties and reliability of die-cast alloys [1.27]. Eliminating cold flakes is difficult, even with production advancements [1.28]. Non-destructive evaluation is used to investigate defects [1.29].
3. Research Background:
Background of the Research Topic:
Aluminum alloy die-casts are widely used in automotive components due to their lightweight and cost-effectiveness in producing complex shapes. However, casting defects, particularly cold flakes, significantly impact the mechanical properties and reliability of these components, which are subjected to repeated loading and thermal cycling in automotive applications.
Status of Existing Research:
Existing research has focused on various casting defects such as porosity [1.1-1.7], shrinkage cavity [1.8-1.9], oxide inclusion [1.10-1.12], microstructure [1.13-1.15] and other casting defects [1.16-1.25] and their effects on the tensile and fatigue properties of die-casts. Among these, cold flakes [1.21-1.25] are recognized as a critical defect. Non-destructive evaluation methods are employed to detect these defects [1.29], but eliminating cold flakes completely remains a challenge [1.28].
Necessity of the Research:
Despite numerous studies on casting defects, the effect of cold flakes on the mechanical properties of aluminum die-casts, especially concerning non-destructive detection and evaluation of their size and position, requires further investigation. There is a need for effective evaluation methods to ensure the reliability of die-cast components, particularly concerning crack initiation and propagation from cold flakes.
4. Research Purpose and Research Questions:
Research Purpose:
The purpose of this thesis is to evaluate the effects of casting defects, specifically cold flakes, on the mechanical properties of aluminum alloy die-casts. This involves developing an effective ultrasonic method for detecting and characterizing cold flakes, investigating their influence on tensile and fatigue properties, and evaluating crack initiation and propagation from these defects.
Key Research:
- Development of crack opening detection method by ultrasonic measurement through investigating the cold flake.
- Measurement of tensile properties of ADC12 with different size and position of cold flake.
- Investigation of fatigue properties of ADC12 with different size and position of cold flake.
- Evaluation of defects size and position using acoustic microscopy techniques and ultrasonic method with local immersion.
- Observation of crack initiation from the cold flake using acoustic microscopy and ultrasonic measurement.
- Examination of the criterion for failure for the alloy ADC12 using linear elastic fracture mechanics approach.
- Investigation of fatigue properties with the cold flake area, size, shape and direction and determination of crack initiation and propagation from the cold flake during fatigue test using in-process ultrasonic measurement.
Research Hypotheses:
Research hypotheses are not explicitly stated in the paper.
5. Research Methodology
Research Design:
The research employs an experimental design involving:
- Ultrasonic testing and Acoustic Microscopy (SAM): To detect and visualize cold flakes in aluminum alloy die-cast plates (ADC12).
- Tensile testing: To evaluate the influence of cold flakes on the tensile strength of ADC12 alloy.
- Bending test: To observe crack initiation and propagation from cold flakes under bending conditions.
- Fatigue testing: To investigate the impact of cold flakes on the fatigue properties of ADC12 alloy.
- In-process ultrasonic measurement: To monitor crack opening and propagation from cold flakes during tensile and fatigue testing.
Data Collection Method:
- Acoustic Microscopy (SAM): Used to obtain high-resolution images of cold flakes within the die-cast plates. Conditions for image acquisition were set to Gain- 60 dB, gate- 0.075 μm, and F Trig- 50 %.
- Ultrasonic wave measurement: Employed a transducer generating a longitudinal wave of 20 MHz to detect and monitor cold flakes and crack propagation.
- Tensile testing: Conducted using a testing machine with a crosshead speed of 0.5 mm/min to measure tensile strength. Load at fracture (Pf) and initial cross-section (A0) were recorded.
- Fatigue testing: Performed at a stress ratio of R= 0.05 (tension-tension type) and a frequency of 10 MHz to obtain S-N curves and fatigue life data.
- Fractography: Fracture surfaces were observed using optical and scanning electron microscopy (SEM) to analyze crack initiation sites and propagation paths.
Analysis Method:
- Acoustic image analysis: AVS software was used to combine interval acoustic images for 3-D visualization of cold flakes.
- Stress intensity factor analysis: Linear elastic fracture mechanics approach was used to evaluate the critical stress intensity factor (Kc) at failure, using equations from Murakami et al. [3.12,3.13], Newman et al. [3.14,3.15] and Ishida et al. [3.16].
- S-N curve analysis: Fatigue test data was used to generate S-N curves to assess the fatigue life of ADC12 alloy with cold flakes.
- Fractographic analysis: SEM images of fracture surfaces were analyzed to identify crack initiation points and propagation mechanisms related to cold flakes.
Research Subjects and Scope:
- Material: Aluminum alloy die-cast plates (ADC12, nominal composition of Al-11 mass% Si-2.5 mass% Cu).
- Defect: Cold flakes, characterized by size, position (embedded, exposed), and orientation relative to loading direction.
- Specimen: Rectangular specimens machined from die-cast plates, with controlled cold flake size and location for tensile, bending, and fatigue testing.
- Scope: Investigation of cold flake effects on tensile strength, fatigue life, and crack propagation in ADC12 alloy. Development and application of ultrasonic and acoustic microscopy techniques for non-destructive evaluation of cold flakes.
6. Main Research Results:
Key Research Results:
- Ultrasonic Detection of Crack Opening: Developed a local immersion ultrasonic method with a water bag for detecting crack opening from cold flakes. Acoustic microscopy (SAM) effectively visualized cold flakes as bright segments. In-process ultrasonic measurement during tensile testing showed changes in reflected wave phase from cold flakes, indicating crack initiation and propagation.
- Influence of Casting Defects on Tensile Strength: Tensile strength of ADC12 alloy decreased linearly with increasing oxide layer area of cold flakes. Exposed cold flakes perpendicular to the tensile direction significantly reduced tensile strength compared to embedded ones. Oxide layers parallel to the tensile direction had minimal effect. Critical stress intensity factor (Kc*) was evaluated, showing a dependence on the oxide layer area.
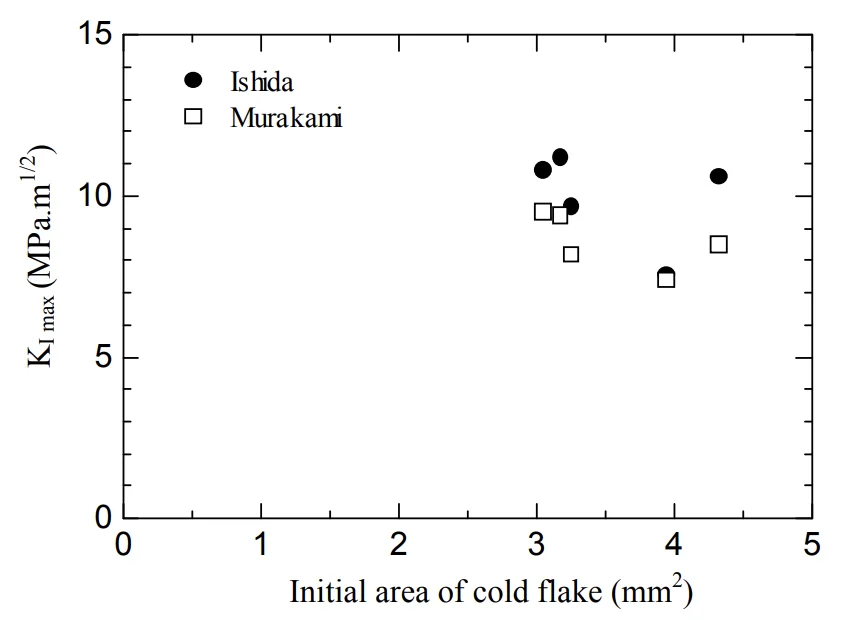
- Influence of Cold Flake on Fatigue Properties: Fatigue life of ADC12 alloy was significantly affected by cold flakes, showing large scatter in S-N curves due to variations in cold flake size and position. Fatigue life decreased with increasing cold flake area. Exposed cold flakes perpendicular to the loading direction were more detrimental to fatigue life than embedded ones. In-process ultrasonic measurement confirmed detachment of cold flakes during fatigue process, leading to crack formation. Maximum stress intensity factor (KImax) evaluated from fatigue crack size was consistent with tensile testing results.
Analysis of presented data:
- Tensile Strength Reduction: The presence of cold flakes, particularly exposed flakes, acts as stress concentrators, leading to premature failure and reduced tensile strength. The size of the oxide layer surrounding the cold flake is directly correlated with the degree of tensile strength reduction.
- Crack Initiation and Propagation: Cold flakes, especially with oxide layers, serve as preferential sites for crack initiation under both tensile and fatigue loading. Ultrasonic measurements effectively tracked crack opening and propagation from these defects.
- Fatigue Life Degradation: Cold flakes significantly shorten fatigue life. The S-N curves exhibit a large scatter, highlighting the variability in defect characteristics and their impact on fatigue performance. The exposed cold flake configuration is more critical in fatigue than embedded ones.
- Fracture Mechanics Analysis: Linear elastic fracture mechanics, using stress intensity factor approaches, provides a reasonable framework for characterizing the fracture behavior of die-casts containing cold flakes, despite some nonlinearity observed in stress-strain curves.
Figure Name List:
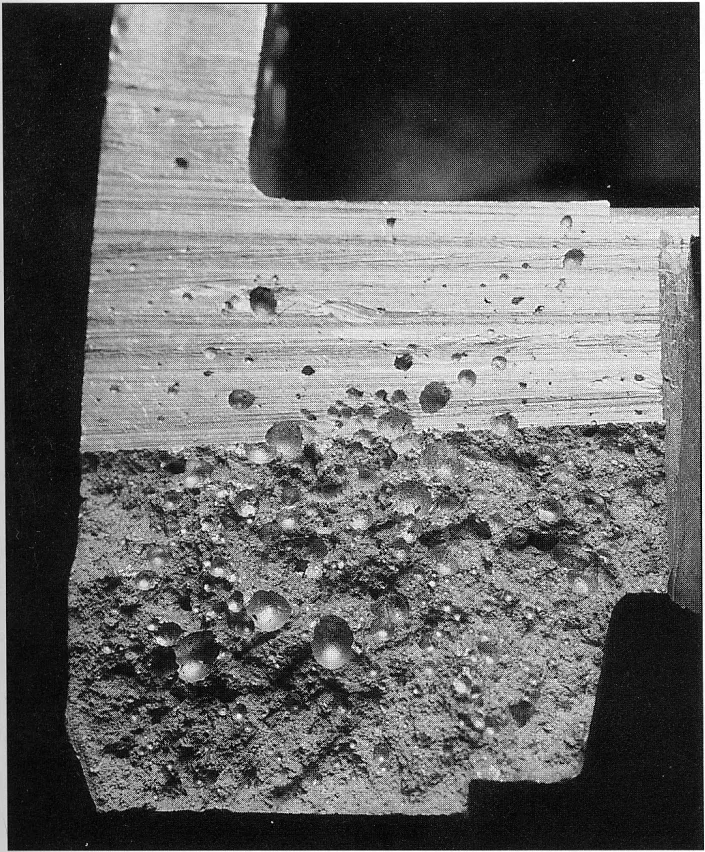
- Fig. 1.1 Gas porosity where the bubbles have been flattened by the pressure.
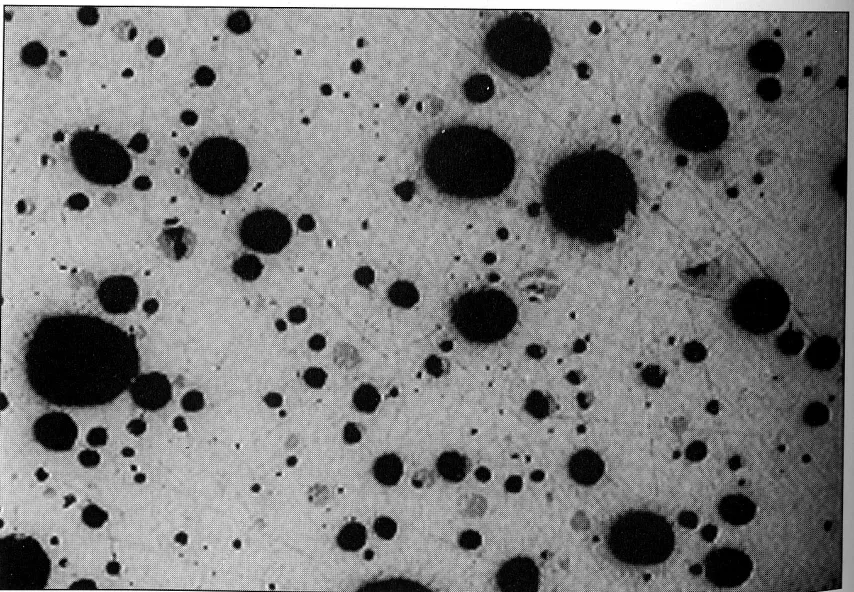
- Fig. 1.2 Photomicrograph of round gas porosity in a casting.
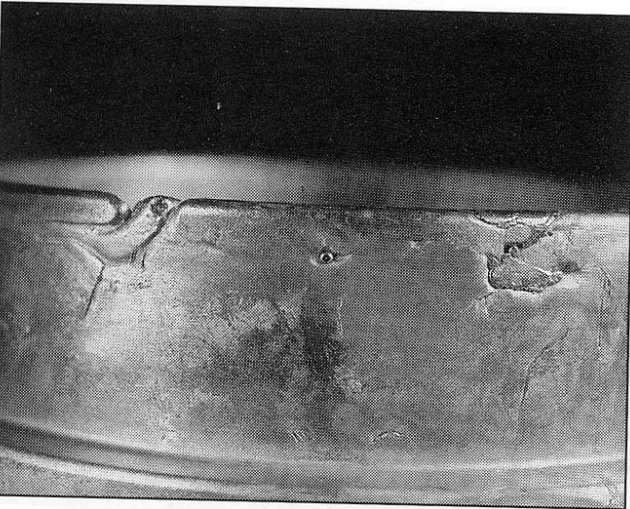
- Fig. 1.3 Typical examples of cold flow surface defects
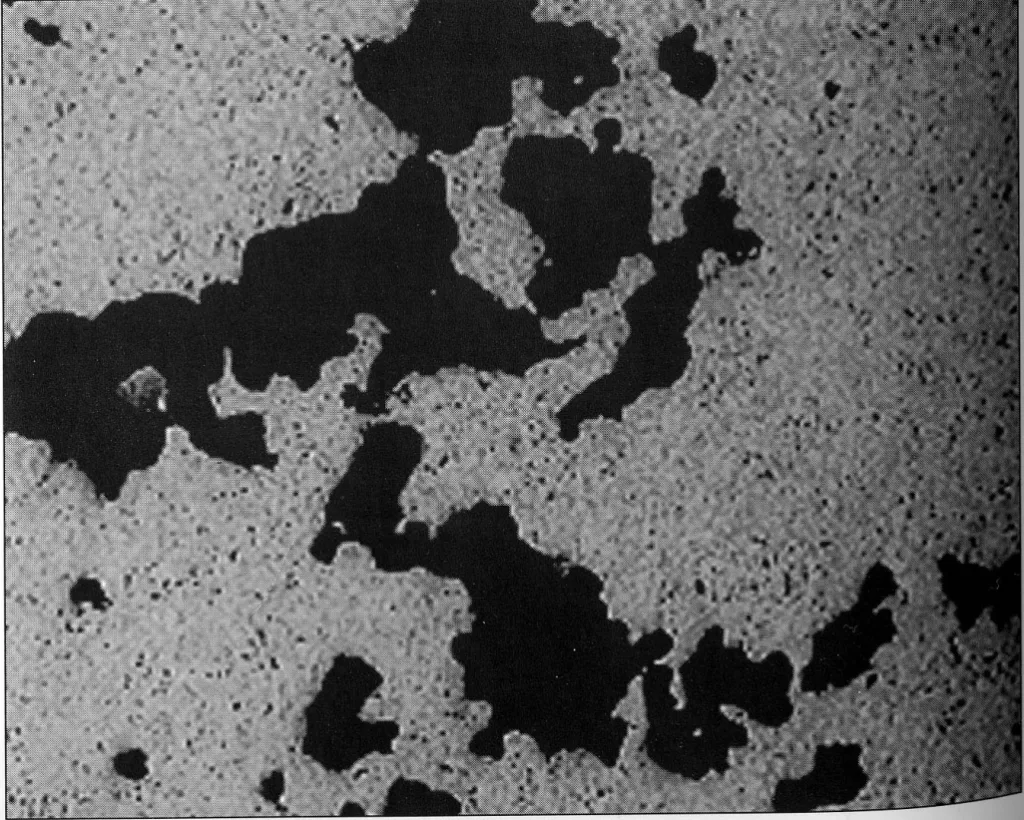
- Fig. 1.4 This shows the typical appearance of shrinkage porosity
- Fig. 1.5 Typical flow porosity extending to the surface.
- Fig. 1.6 Mechanical cracks
- Fig. 1.7 Typical blister
- Fig. 1.8 Softer oxide skimmings from the top of a pot
- Fig. 1.9 Casting that contained dross from the ladle dip out well
- Fig. 1.10 Die-Casting machine (a) conventional die-cast machine, (b) extended view of sleeve and pressure system
- Fig. 1.11 Sleeve and pressure system of die cast machine showing the cold flakes in the product.
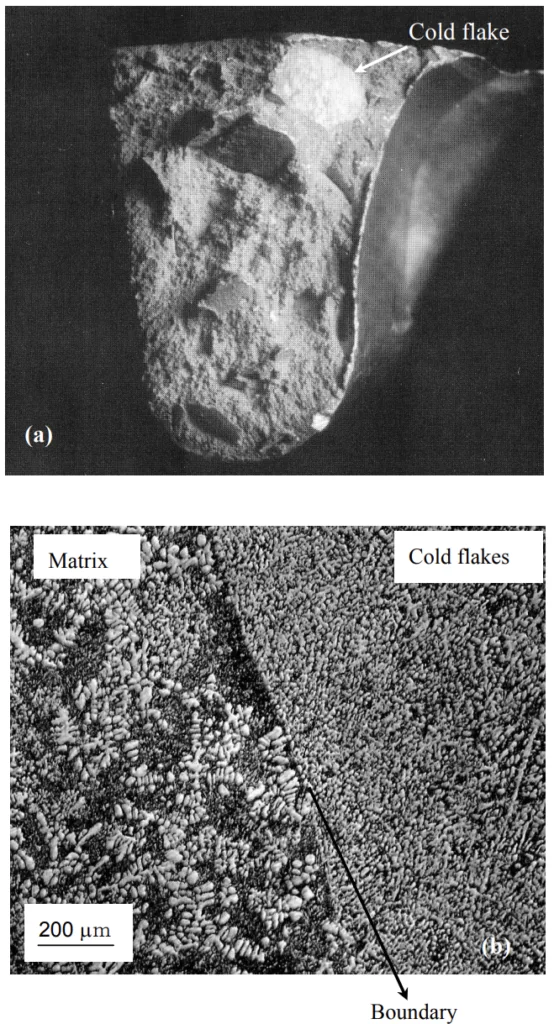
- Fig. 1. 12 Typical cold flakes (a) cold flake in specimen (b) cold flake and matrix separating by a thin oxide boundary
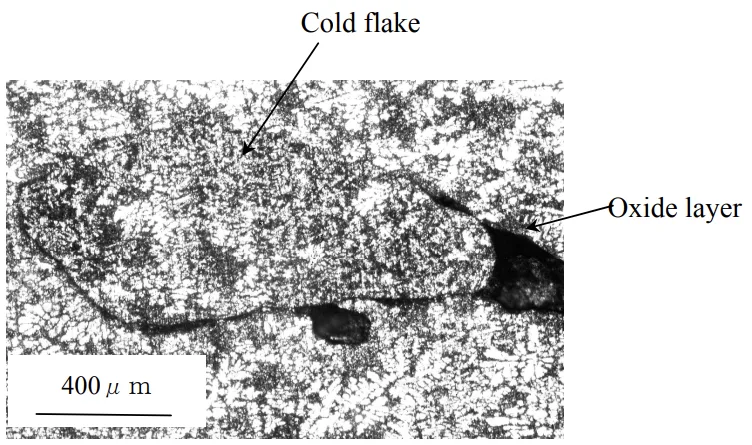
- Fig. 1.13 Typical cold flakes having oxide layer
- Fig. 1.14 Acoustic measurement (a) Acoustic microscopy, (b) Scanner (c) Specimen and probe distance within water, (d) Total image area with several segments
- Fig. 1.15 Schematic view of a C-scan measurement system by scanning acoustic microscope.
- Fig. 1.16 Surface wave and gate position.
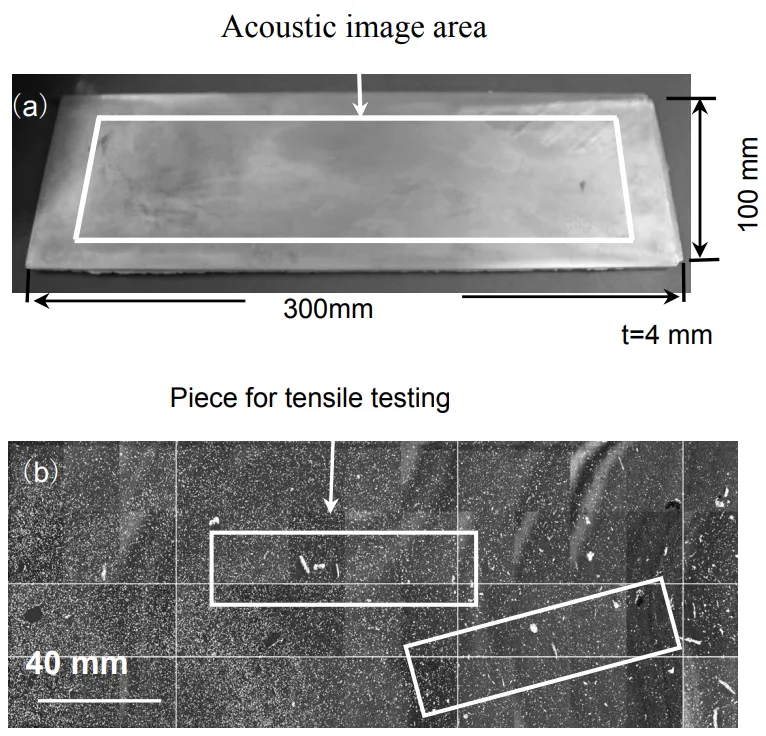
- Fig.2.1 Preparation of specimen. (a) Die-cast plate for selecting tensile specimens. (b) Acoustic image at 2 mm below surface of die-cast plate. Large bright segments are cold flakes.
- Fig. 2.2 Shape and size of specimen for tensile testing.
- Fig.2.3 Specimen for bending testing having selected cold flake.
- Fig. 2.4 Applying monotonic load acoustic image were taken by this device.
- Fig. 2.5 Experimental setup for tensile testing.
- Fig.2.6 Experimental set up for the ultrasonic measurement
- Fig. 2.7 Schematic representation of local immersion methods.
- Fig. 2.8 Setup for in-process ultrasonic measurement during tensile testing.
- Fig. 2.9 Schematic diagram for in-process ultrasonic measurement during tensile testing.
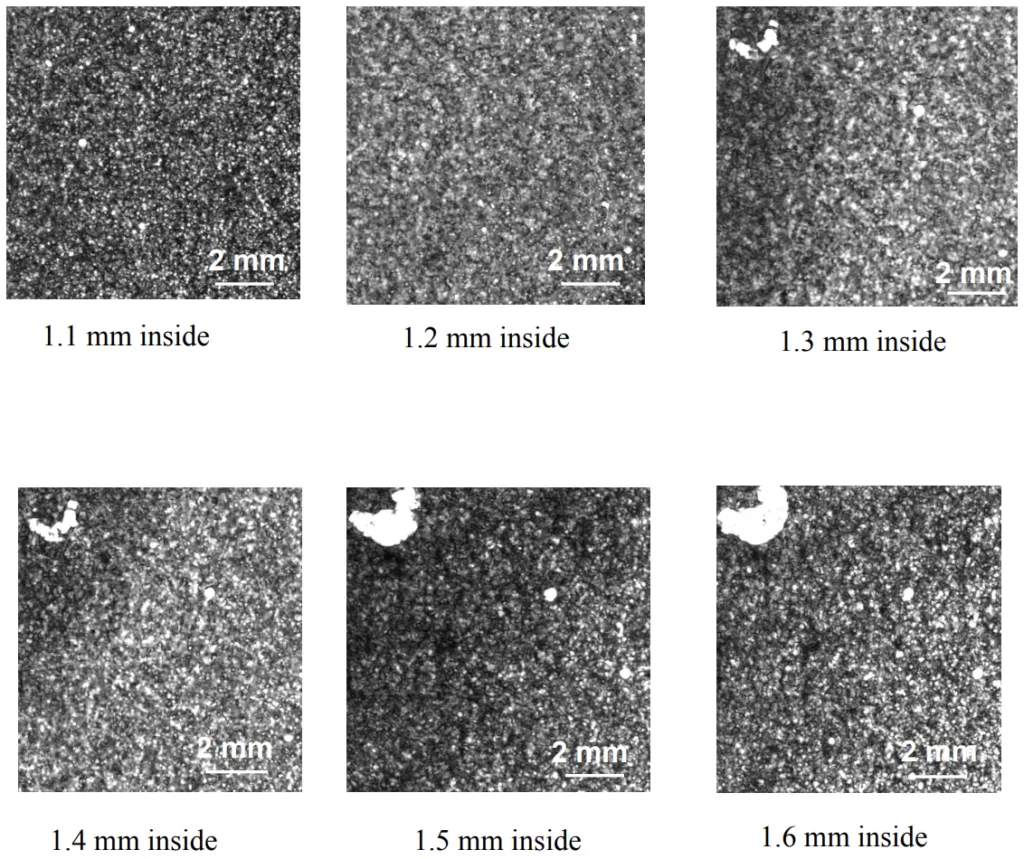
- Fig.2.10 Acoustic image with different depth from the surface
- Fig. 2.11 3-D image with the image from 2.9 by AVS software.
- Fig.2.12 Acoustic image showing the crack initiation from the cold flake.
- Fig.2.13 Acoustic image showing the crack initiation from the cold flake.
- Fig. 2.14 Acoustic image of specimen before tensile testing.
- Fig. 2.15 Ultrasonic wave (RCF) reflected from oxide layer of cold flake in Fig. 4 before tensile testing by immersion method. S and B are echoes reflected from specimen surface and bottom, respectively. (a) standard scale (b) enlarged scale in ordinate.
- Fig. 2.16 Schematic view of echoes reflected from specimen surface, bottom and cold flake.
- Fig. 2.17 Typical boundary between cold flake and matrix.
- Fig. 2.18 Two typical curves obtained in tensile testing (a) without stopping machine, and (b) with stopping machine at different stages.
- Fig. 2.19 Fracture surface of specimen containing coarse cold flake.
- Fig. 2.20 Change in echo reflected from oxide layer of the cold flake during tensile testing.
- Fig. 2.21 Typical change in ultrasonic wave (RCF) reflected from oxide layer of cold flake. S and B show echoes reflected from surface and bottom.
- Fig. 2.22 Acoustic image of the specimen for tensile testing
- Fig. 2.23 Fracture surface of the targeted cold flake in Fig. 2.22
- Fig.2.24 Change in wave from small cold flake during tensile testing obtained by water bag method.
- Fig.2.25 Fracture surface of specimen containing small cold flake.
- Fig. 3.1 Experimental setup for acoustic image of die-cast plate (a) acoustic microscope (b) selective area for image
- Fig. 3.2 Acoustic image of die-cast plate for preparation of tensile specimen. Bright segments and spots show oxide layers of cold flake and fine spots are silicon crystals in matrix.
- Fig. 3.3 Shape and dimensions of specimen for tensile testing.
- Fig. 3.4 Experimental setup for tensile testing.
- Fig. 3.5 Typical stress-strain curves for specimens with and without cold flake.
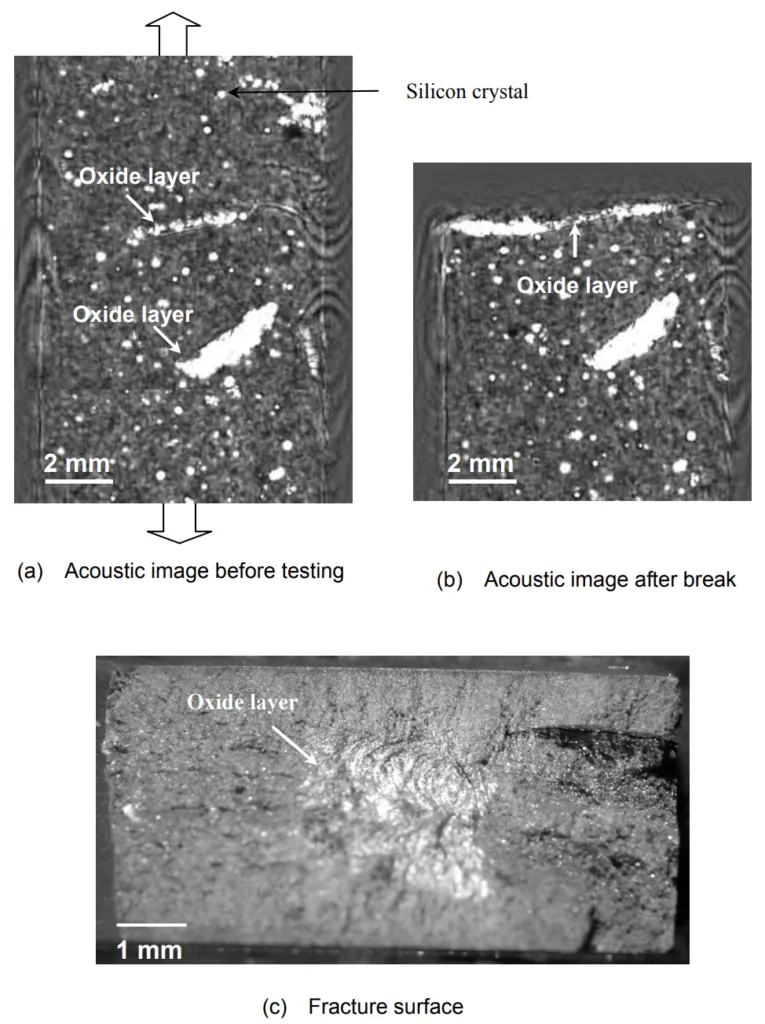
- Fig. 3.6 Comparison of acoustic image and fracture surface of specimen with embedded oxide layer of cold flake directing transversely to tensile direction.
- Fig. 3.7 Fracture surface showing radiating ridge from embedded cold flake
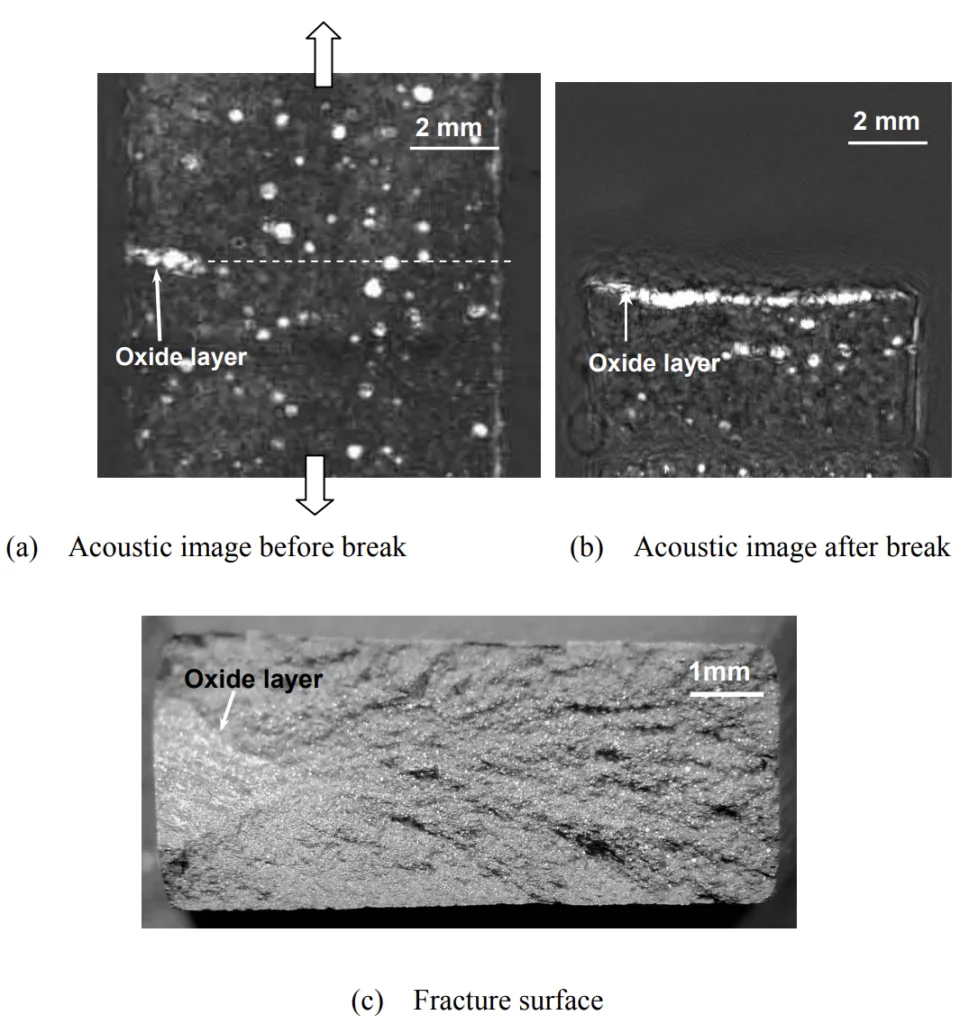
- Fig. 3.8 Comparison of acoustic image and fracture surface of oxide layer of cold flake arranged exposed to the surface.
- Fig. 3.9 Change in nominal tensile strength with area of oxide layer of cold flake.
- Fig. 3.10 Change in nominal tensile strength with area of oxide layer of cold flake.
- Fig. 3.11 Change in effective tensile strength with area of oxide layer of the cold flake.
- Fig. 3.12 Relation between effective tensile strength and distance of oxide layer of the cold flake from surface.
- Fig. 3.13 Comparison of fracture surface of specimens with different exposed lengths of oxide layer of the cold flakes.
- Fig. 3.14 Relation between effective tensile strength and exposed surface length of cold flake.
- Fig. 3.15 Comparison of apparent critical stress intensity factor Kc* of specimen with embedded cold flake calculated by Murakami(32) and Ishida(36) equations.
- Fig. 3.16 Comparison of apparent critical stress intensity factor Kc* of specimen with exposed cold flake calculated with Murakami (32) and Newman (34) equations.
- Fig. 3.17 Comparison of apparent stress intensity factors Kc* of specimens with embedded and exposed cold flake calculated with Murakami equations (32, 33) .
7. Conclusion:
Summary of Key Findings:
The study concludes that cold flakes significantly impact the mechanical properties of aluminum alloy die-casts (ADC12). Tensile strength decreases linearly with the increasing area of the oxide layer associated with cold flakes. Exposed cold flakes, particularly when oriented perpendicular to the tensile direction, are more susceptible to crack initiation and cause a greater reduction in tensile strength and fatigue life compared to embedded cold flakes. In-process ultrasonic measurement effectively detects crack initiation and propagation from cold flakes during both tensile and fatigue testing. The critical stress intensity factor, evaluated using linear fracture mechanics, provides a measure of fracture character and is influenced by the size and location of cold flakes. Fatigue life is also reduced by the presence of cold flakes, with exposed flakes having a more severe effect.
Academic Significance of the Study:
This study contributes to the fundamental understanding of the influence of cold flakes, a common casting defect, on the mechanical behavior of aluminum alloy die-casts. It demonstrates the effectiveness of non-destructive ultrasonic techniques and acoustic microscopy for detecting and characterizing these defects. The research provides quantitative data on the relationship between cold flake characteristics (size, position) and mechanical properties (tensile strength, fatigue life), which is valuable for material science and die casting engineering.
Practical Implications:
The findings have practical implications for the die casting industry, highlighting the importance of minimizing cold flake formation during the die casting process to enhance component reliability. The developed ultrasonic measurement method offers a valuable tool for quality control and non-destructive evaluation of die-cast parts, enabling the detection of critical defects like cold flakes and predicting their impact on mechanical performance. This can lead to improved process control, reduced scrap rates, and enhanced reliability of aluminum die-cast components in automotive and other applications.
Limitations of the Study and Areas for Future Research:
The study acknowledges limitations related to the non-linearity of the stress-strain curve, particularly for specimens with small cold flakes, which may lead to an underestimation of the critical stress intensity factor. Further research could explore non-linear fracture mechanics approaches, such as the J-integral, for a more comprehensive analysis. Additionally, future studies could investigate the effect of cold flake shape and orientation in more detail, explore methods for mitigating cold flake formation during die casting, and extend the investigation to other aluminum alloys and die casting processes. The fatigue crack progress was not confirmed by ultrasonic measurement, which could be an area for improvement in future research.
8. References:
- [1.1] RL Edwards. CR Manning. JK Magor. Effects of porosity on Strength of Aluminum Die-castings. Foundry Management & Technology, 1981; 109(7): 84-91.
- [1.2] JA Eady. DM Smith. The effect of porosity on the Tensile Properties of Aluminum Casting. Materials Forum, 1986; 9(4): 217-223.
- [1.3] M Okayasu. K Kanazawa and N Nishi. Effects of Porosity and Microstructures on Tensile properties of Slow Filling Rate Die Castings. J. JFS 1999; 71: 301-306. (in Japanese)
- [1.4] H Mayer. M Papakyriacou. B Zettl. SE Stanzl-Tschegg. Influence of porosity on the fatigue limit of die cast magnesium and aluminium alloys. Int. J. Fatigue 2003; 25: 245-256.
- [1.5] JZ Yi. YX Gao. PD Lee. HM Flower and TC Lindley. Scatter in fatigue life due to effects of porocity in cast A356-T6 aluminum–silicon alloys. Metallurgical and Materials Transactions A 2003; 34A (9): 1879-1890.
- [1.6] J Linder. M Axelsson. H Nilsson. The influence of porocity on the fatigue life for sand and permanent mould cast aluminum. Int J of Fatigue 2006; 28(12): 1752-1758.
- [1.7] J Linder. A Arvidsson. J Kron. The influence of porosity on the fatigue strength of high-pressure die cast aluminum. Fatigue and Fracture of Engng Mat and Structures 2006; 29 (5): 357-363.
- [1.8] MJ Couper. AE Neeson. JR Griffiths. Casting defects and the fatigue behaviour of an aluminum casting alloy. Fatigue & Fracture of Engng Materials & Structure 1990; 13(3): 213-227
- [1.9] B. Skallerud. T Iveland. G Härkegård. Fatigue life assessment of aluminum-alloys with casting defects. Engng Fracture Mech 1993; 44(6): 857-874
- [1.10] X Cao. J Campbell. Oxide inclusion defects in Al-Si-Mg cast alloys. Canadian Metallurgical Quarterly. 2005; 44 (4): 435-447
- [1.11] X Dai. X Yang. J Campbell. J Wood. Influence of oxide film defects generated in filling on mechanical strength of aluminum alloy castings. Materials Science and Technology, 2004; 20(4): 505-513
- [1.12] X Cao. J Campbell. The solidification characteristics of Fe-Rich Intermetallics in Al-11.5Si-0.4Mg Cast Alloys. Metallurgical and Materials Transactions A, 2004; 35A(5):1425-1435
- [1.13] N Nishi. T Komazaki. Y Takahashi. Formation Mechanisms of Aluminum Die Castings Microstructures. IMONO 1991; 63(4): 347-352. (in Japanese)
- [1.14] T Komazaki. K. Matsuura. N Nishi. Influence of Microstructures on Mechanical Properties of ADC 10 Alloy Die Castings. IMONO 1993; 65(3): 191-196. (in Japanese)
- [1.15] JZ Yi. YX Gao. PD Lee. TC Lindley. Microstructure-based fatigue life prediction for cast A356-T6 aluminum–silicon alloys. Metallurgical and Maerials Transactions B 2006; 37 (2): 301-311
- [1.16 ] A Herrera. V Kondic. The effect of artificial flaws on the tensile properties of Al-Si12 alloy. Brit. Foundryman. 1984; 77(1): 31-34,
- [1.17] K Shiozawa. Y Tohda. SM Sun. Crack initiation and small fatigue crack growth behaviour of squeeze-cast Al-Si aluminum alloys. Fatigue & Fracture of Engng Mat and Structures 1997; 20 (2): 237-247
- [1.18] M Avalle. G Belingardi. MP Cavatorta. R Doglione. Casting defects and fatigue strength of a die cast aluminum alloy: a comparison between standard specimens and production components. Int. J. Fatigue 2002; 24: 1-9
- [1.19] YX Gao. JZ Yi. PD Lee. TC Lindley. A micro-cell model of the effect of microstructure and defects on fatigue resistance in cast aluminum alloys. Acta Materialia 2004; 52 (19): 5435-5449
- [1.20] A Shyam. JE Allison. JW Jones. A small fatigue crack growth relationship and its application to cast aluminum. Acta Materialia 2005; 53: 1499-1509
- [1.21] T Komazaki. Y Maruyama. N Nishi. Effects of Silicon Contents on Formation of Abnormal Structures of Aluminum Alloy Die Castings. IMONO 1995; 67: 258-264. (in Japanese)
- [1.22] H Iwahori. K Tozawa. Y Yamamoto. M Nakamura. Formation of scattered structures in aluminum alloy die-castings. J. Japan Inst. Light Metals 1984; 34: 389-394. (in Japanese)
- [1.23] H Nomura. E Kato. Y Maeda. S Okubo. Melt Cooling and Formation of Solidification Phase in Die Casting Sleeve. J. JFS 2001; 73(10): 656-661. (in Japanese)
- [1.24] H Iwahori. K Tozawa. Y Yamamoto. M Nakamura. Properties of scattered struecures included in aluminum die castings. J. Japan Inst. Light Metals 1984; 34 (9) 389-394. (in Japanese)
- [1.25] M Okayasu. K Kanazawa. N Nishi. Effects of Internal Defects on Tensile Properties of ADC10 Die Castings. J. JFS 1998; 70(11): 779-785. (in Japanese)
- [1.26] C H Caceres.B I Selling. Casting defects and the tensile properties of an Al-Si-Mg alloy. Materials Science and Engg A 1996; 220: 109-116
- [1.27] R Kimura. M Yoshida. G Sasaki. J Pan. H. Fukunaga. Influence of abnormal structure on the reliability of squeeze castings. Journal of Materials Processing Technology 2002; 130-131: 299-303
- [1.28] William G. Walkington. Causes and solutions die-casting defects, North American Die-casting Association Publication, p 155-158, 1997
- [1.29] H Kato. T Suzuki. Y Annou. K Kageyama. Nondestructive detection of Cold Flakes in Aluminum Alloy Die-Cast Plate with Ultrasonic Measurement. Mater. Trans. 2004; 45 (7): 2403-2409.
- [1.30] J. Krautkramer and H. Krautkramer,” Ultrasonic Testing of Material, 4th edition, Springer Verlag, pp 13-14, New York, 1990
- [2.1] H. Iwahori, K. Tozawa, Y. Yamamoto and M. Nakamura : “ Formation of scattered structures in aluminum alloy die-castings”. J. Japan Inst. Light Metals 34 (1984) 389
- [2.2] N. Nishi, T. Komazaki and Y. Takahashi : “Formation mechanism of aluminum die-castings Microstructures” IMONO 63 (1991) 347
- [2.3] T. Komazaki, Y. Maruyama and N. Nishi : “ Effect of Silicon contents on formation of abnormal structures of aluminum alloy die-castings”. IMONO 67 (1995) 258
- [2.4] X Cao. J Campbell. Oxide inclusion defects in Al-Si-Mg cast alloys. Canadian Metallurgical Quarterly. 2005; 44 (4): 435-447
- [2.5] X Dai. X Yang. J Campbell. J Wood. Influence of oxide film defects generated in filling on mechanical strength of aluminum alloy castings. Materials Science and Technology, 2004; 20(4): 505-513
- [2.6] K. Konagaya, S. Aoyama, M. Tachikawa and K. Kanazawa : ”Effect of casting defects on fatigue life of aluminum alloy die-castings”. Japan Die Castings Cong. (1998) 171
- [2.7] M. Okayasu, K. Kanazawa and N. Nishi : “ Effects of internal defects on tensile properties of ADC 10 die-castings” J. JFS 70 (1998) 779
- [2.8] T. Komazaki, K. Matsuura and N. Nishi: “Influence of Microstructures on mechanical properties of ADC10 alloy die-castings” IMONO 65 (1993) 191
- [2.9] H. Iwahori, K. Tozawa, T. Asano,Y. Yamamoto, M. Nakamura, M. Hashimoto and S. Uenishi : J. Japan Inst. Light Metals 34 (1984) 525
- [2.10] Naomi Nishi : Material processing technical seminar ( Japan Material
- [2.11] William G. Walkington. Causes and solutions die-casting defects, North American Die-casting Association Publication, p 155-158, 1997
- [2.12] H. Kato, T. Suzuki, Y. Annou and K. Kageyama : “Nondestructive detection of Cold Flakes in Aluminum Alloy Die-Cast Plate with Ultrasonic Measurement”Mater. Trans. 45 (2004) 2403
- [2.13] J. Krautkrämer and H. Krautkrämer: Ultrasonic Testing of Materials, 4th ed. (Springer-Verlag) (1990) 16
- [2.14] X Cao. J Campbell. Oxide inclusion defects in Al-Si-Mg cast alloys. Canadian Metallurgical Quarterly. 2005; 44 (4): 435-447
- [3.1] X Cao. J Campbell. Oxide inclusion defects in Al-Si-Mg cast alloys. Canadian Metallurgical Quarterly. 2005; 44 (4): 435-447
- [3.2] X Dai. X Yang. J Campbell. J Wood. Influence of oxide film defects generated in filling on mechanical strength of aluminum alloy castings. Materials Science and Technology, 2004; 20(4): 505-513
- [3.3] X Cao. J Campbell. The solidification characteristics of Fe-Rich Intermetallics in Al-11.5Si-0.4Mg Cast Alloys. Metallurgical and Materials Transactions A, 2004; 35A(5):1425-1435
- [3.4] T Komazaki. Y Maruyama. N Nishi. Effects of Silicon Contents on Formation of Abnormal Structures of Aluminum Alloy Die Castings. IMONO 1995; 67: 258-264. (in Japanese)
- [3.5] H Iwahori. K Tozawa. Y Yamamoto. M Nakamura. Formation of scattered structures in aluminum alloy die-castings. J. Japan Inst. Light Metals 1984; 34: 389-394. (in Japanese)
- [3.6] H Nomura. E Kato. Y Maeda. S Okubo. Melt Cooling and Formation of Solidification Phase in Die Casting Sleeve. J. JFS 2001; 73(10): 656-661. (in Japanese)
- [3.7] H Iwahori. K Tozawa. Y Yamamoto. M Nakamura. Properties of scattered struecures included in aluminum die castings. J. Japan Inst. Light Metals 1984; 34 (9) 389-394. (in Japanese)
- [3.8] M Okayasu. K Kanazawa. N Nishi. Effects of Internal Defects on Tensile Properties of ADC10 Die Castings. J. JFS 1998; 70(11): 779-785. (in Japanese)
- [3.9] William G. Walkington. Causes and solutions die-casting defects, North American Die-casting Association Publication, p 155-158, 1997
- [3.10] H Kato. T Suzuki. Y Annou. K Kageyama. Nondestructive detection of Cold Flakes in Aluminum Alloy Die-Cast Plate with Ultrasonic Measurement. Mater. Trans. 2004; 45 (7): 2403-2409.
- [3.11] AKMA Ahamed. H Kato. K Kageyama. T Komazaki. Acoustic Visualization of Cold Flakes and Crack propagation in Aluminum Alloy Die-Cast Plate. Materials Science and Eng A 2006; 423: 313-323.
- [3.12] Y Murakami. H Usuki. Prediction of fatigue strength of high strength steels based on statistical evaluation of inclusion size. Japan Mech. Eng. Soc. 1989; 55 (510): 213-221. (in Japanese)
- [3.13] Y Murakami. Analysis of stress intensity factors of models Ι ΙΙ and ΙΙΙ for inclined surface cracks of arbitrary shape. Engng Fracture Mech. 1985; 22: 101-114.
- [3.14] JC Newman. Jr. IS Raju. An empirical Stress intensity factor equation for the surface crack. Eng. Frac. Mech. 1981; 15(1-2): 185-192.
- [3.15] Y Murakami. Stress Intensity Factor Handbook. Pergamon Press, oxford, 1987
- [3.16] M Ishida. H Noguchi. Tension of a plate containing an embedded elliptical crack. Eng. Frac. Mech. 1984; 20(3): 387-408.
- [3.17] TL Anderson. Fracture Mechanics fundamentals and applications. CRC press, 1995, p.117 p. 142 p. 541
- [3.18] K Kanazawa. K Chijiiwa. H Kubota. K Nakamura. Fracture toughness of Aluminum Alloy Die-Castings. Japan Die-Casting Association 1994; JD94-20: 170-177. (in Japanese)
- [3.19] JM McNaney. RM Cannon. RO Ritchie. Fracture and fatigue-crack growth along aluminum-alumina interfaces. Acta mater. 1996; 44(12): 4713-4728
- [4.1] K. Konagaya, S. Aoyama, M. Tachikawa, K. Kanazawa “ Effect of casting defects on fatigue life of aluminum alloy die-casting” Japan Die Cast Cong., JD98-27, pp 171-179
- [4.2] Y. Ninomiya, K. Kanazawa, K. Konagaya, S. Aoyama, H. Hirokawa, E. Soichi, “ Analytical prediction of fatigue life on aluminum alloy die-castings for high performance parts” Japan Die Cast Cong. JD04-30, pp. 175-180
- [4.3] K. Kanazawa, K. Chijiwa, T. Fukita,” Influence of casting method on properties of fatigue fracture in aluminum alloy die castings” Japan Die Cast Cong. JD92-20
- [4.4] Y. Murakami and H. Usuki: Trans. Japan Mech. Eng. Soc., 1989, 55, 213-221. (in Japanese)
- [4.5] M. Ishida and H. Noguchi: Eng. Frac. Mech., 1984, 20, 387-408.
- [4.6] K. Kanazawa, K. Chijiiwa, H. Kubota and K. Nakamura: Trans. 1994 Japan Die Cast. Cong., Dec. 1994, Japan Die Casting Association, 170-177. (In Japanese)
9. Copyright:
- This material is "A.K.M. Aziz Ahamed"'s paper: Based on "Effects of Casting Defects on Mechanical Properties of Aluminum Alloy Die-Casts".
- Paper Source: [DOI URL] (DOI URL is not available in the paper)
This material was summarized based on the above paper, and unauthorized use for commercial purposes is prohibited.
Copyright © 2025 CASTMAN. All rights reserved.