This technical summary is based on the academic paper "An investigation on effect of rotary degassing-ultrasonic method on high pressure die casting products" published in La Metallurgia Italiana (2022). It was analyzed and summarized for HPDC experts by CASTMAN experts with the help of LLM AI such as Gemini, ChatGPT, and Grok.
Keywords
- Primary Keyword: HPDC porosity reduction
- Secondary Keywords: rotary degassing-ultrasonic, Al-Si-Cu alloys, inclusion removal, cavitation in die casting, hydrogen removal, high pressure die casting quality, dross formation
Executive Summary
- The Challenge: Porosity in Al-Si-Cu alloys, a persistent issue in HPDC, compromises the quality of automotive components like ladder frames and engine blocks, driven by factors like hydrogen entrapment and inclusions.
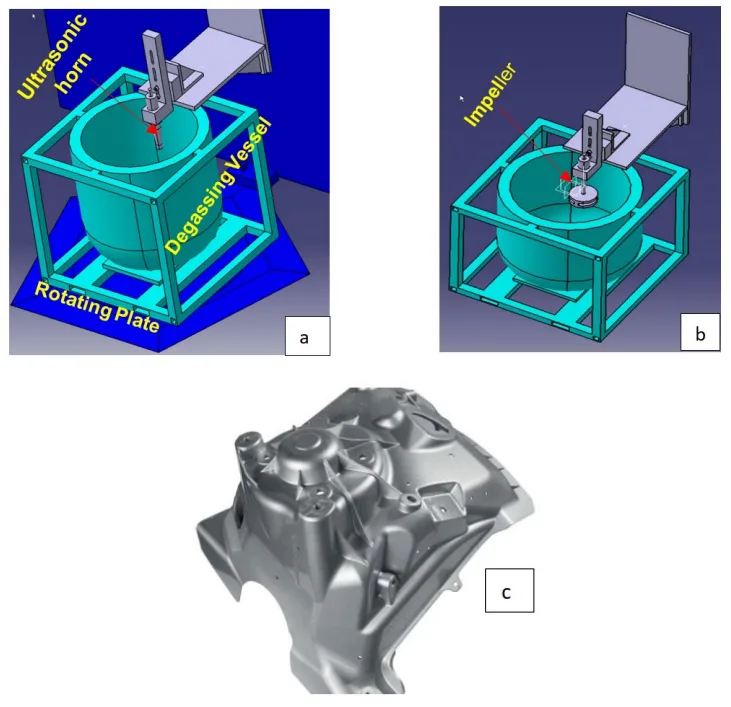
- The Method: Researchers implemented a novel rotary degassing-ultrasonic system on a 400 kg melt of Al-9 wt.% Si-3 wt.% Cu-1.3 wt.% Fe, comparing it to traditional impeller degassing.
- The Key Breakthrough: The rotary degassing-ultrasonic method reduced hydrogen content by 20% more than impeller degassing in one-third the time, with inclusion removal improved by up to 6 times.
- The Bottom Line: This approach enhances melt quality, reduces defects, and boosts mechanical properties, offering a scalable solution for HPDC manufacturers.
The Challenge: Why This Research Matters for HPDC Professionals
Porosity remains a critical hurdle in high pressure die casting (HPDC), particularly for Al-Si-Cu alloys used in automotive applications like engine blocks and ladder frames. As outlined in the paper’s Introduction, porosity arises from multiple factors, including hydrogen entrapment, the obstruction of feeding channels by Al-Fe phases, and the precipitation of intermetallic compounds during the final stages of solidification, when permeability is lowest [1]. These defects weaken mechanical properties like ultimate tensile strength (UTS) and elongation, impacting component reliability. For HPDC professionals, achieving consistent, high-quality castings without excessive porosity is a top priority, and traditional degassing methods often fall short in efficiency and effectiveness.
The Approach: Unpacking the Methodology
The study, detailed in the Experiment section, investigated the efficacy of a rotary degassing-ultrasonic system compared to conventional impeller degassing (impeller-N). Researchers processed 400 kg of molten Al-9 wt.% Si-3 wt.% Cu-1.3 wt.% Fe, a significant leap from the previously reported maximum of 200 kg. The ultrasonic treatment utilized a frequency of 25 kHz to induce cavitation, while the rotary system enhanced bubble dispersion. The methodology focused on measuring hydrogen removal, inclusion reduction, and dross formation, with results analyzed via density index measurements and Pore and Oxide Distribution Frequency Analysis (PODFA).
The Breakthrough: Key Findings & Data
The research revealed transformative improvements in melt quality, as detailed in the paper’s findings:
- Superior Hydrogen Removal: The rotary degassing-ultrasonic system reduced the density index from 10.3% to 2.6%, a 20.6% greater improvement compared to impeller-N’s reduction to 4.4% (Figure 2). Notably, this was achieved in one-third the time required by impeller degassing.
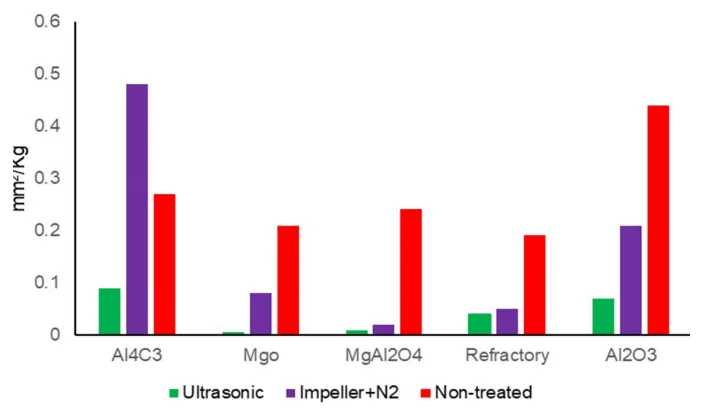
- Enhanced Inclusion Removal: Ultrasonic treatment decreased aluminum oxides by 6 times and carbides to 0.09 mm³/kg, compared to a 3-times reduction with impeller-N (Figure 3). The combination of cavitation and forced convection facilitated the flotation of inclusions to the melt surface.
- Reduced Dross Formation: The rotary-ultrasonic system produced only 24% dross (300 g) compared to 1300 g with impeller-N, minimizing hydrogen adsorption and improving melt cleanliness [10].
- Improved Mechanical Properties: The Conclusion notes significant enhancements in UTS, yield strength (YS), and elongation, attributed to reduced porosity and inclusions.
These results stem from the high bubble density (1·10⁴ m⁻³, initial radii 1·10⁻⁶ m) and increased bubble surface area induced by ultrasonic cavitation at 25 kHz, which enhances hydrogen diffusion and inclusion flotation [8, 9].
Practical Implications for HPDC Products
The findings in "An investigation on effect of rotary degassing-ultrasonic method on high pressure die casting products" offer actionable insights for HPDC operations:
- For Process Engineers: The 20% improvement in hydrogen removal, as shown in Figure 2, suggests that integrating rotary degassing-ultrasonic systems could significantly reduce porosity-related defects, enhancing component reliability in less time.
- For Quality Control: The drastic reduction in inclusions (Figure 3) provides a new benchmark for melt cleanliness, enabling stricter quality standards and potentially reducing scrap rates.
- For Die Design: The study’s emphasis on cavitation and bubble dynamics implies that optimizing degassing equipment design to maximize bubble dispersion could further improve melt quality, as detailed in the Conclusion.
By adopting this technology, HPDC facilities can achieve cleaner melts, fewer defects, and superior mechanical properties, directly impacting production efficiency and product performance.
Paper Details
1. Overview:
- Title: An investigation on effect of rotary degassing-ultrasonic method on high pressure die casting products
- Author: R. Haghayeghi
- Year of Publication: 2022
- Journal/Academic Society of Publication: La Metallurgia Italiana, International Journal of the Italian Association for Metallurgy
- Keywords: DIE CASTING, ROTARY DEGASSING-ULTRASONIC, CAVITATION
2. Abstract:
A new rotary degassing-ultrasound system was implemented and compared with impeller N. The results suggest an enhanced hydrogen removal from the melt with a one third of required time for degassing by impeller N. The gas removal increased by 20% in comparison with rotary impeller. Inclusions reduced significantly by 3 and 6 times compared to impeller N and non-treated melt, respectively. Better cavitation dispersion, increased bubble surface area, less dross formation, and better floatation rate contributed to better degassing and inclusion removal. For the first time, the ultrasonic melt treatment was performed on 400 kg melt whereas the maximum volume ever been treated was 200 kg.
3. Introduction:
Al-Si-Cu alloys are widely used in automotive applications but suffer from porosity due to hydrogen entrapment, Al-Fe phase obstructions, and intermetallic precipitation during solidification [1]. Previous research highlights the detrimental Fe-Cu interaction on porosity [1-3]. This study explores the rotary degassing-ultrasonic method to address these issues in HPDC.
4. Summary of the Study:
Background of the Research Topic:
Porosity in Al-Si-Cu alloys compromises HPDC component quality, driven by hydrogen, inclusions, and solidification dynamics.
Status of Previous Research:
Prior studies [1-3] identified Fe-Cu interactions and low permeability as key porosity contributors, with traditional impeller degassing showing limited efficiency [4, 5].
Purpose of the Study:
To evaluate the effectiveness of a rotary degassing-ultrasonic system in reducing porosity and inclusions in a 400 kg Al-Si-Cu melt compared to impeller degassing.
Core Study:
The study processed 400 kg of Al-9 wt.% Si-3 wt.% Cu-1.3 wt.% Fe, comparing rotary-ultrasonic and impeller-N degassing methods via density index and PODFA analysis.
5. Research Methodology
Research Design:
The experiment involved degassing 400 kg of molten Al-9 wt.% Si-3 wt.% Cu-1.3 wt.% Fe using a rotary degassing-ultrasonic system (25 kHz) and impeller-N, followed by density index and PODFA analysis.
Data Collection and Analysis Methods:
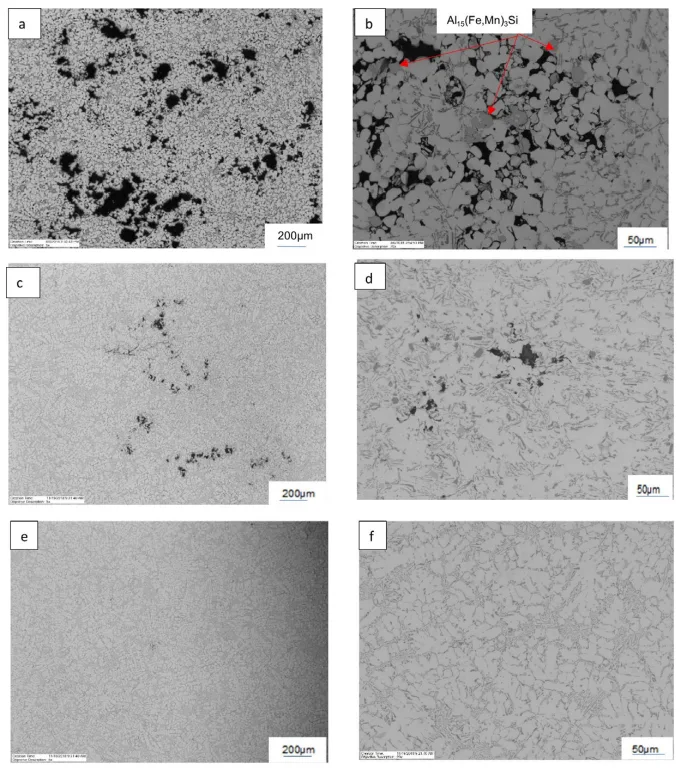
Density index measurements assessed hydrogen removal (Figure 2), while PODFA quantified inclusions (Figure 3). Microstructure analysis (Figure 4) evaluated porosity distribution.
Research Topics and Scope:
The study focused on hydrogen removal, inclusion reduction, dross formation, and their impact on HPDC mechanical properties, using Al-Si-Cu alloys.
6. Key Results:
Key Results:
- Hydrogen removal improved by 20.6% with rotary-ultrasonic compared to impeller-N (Figure 2).
- Inclusions reduced by 6 times (ultrasonic) and 3 times (impeller-N) compared to untreated melt (Figure 3).
- Dross formation dropped to 24% with ultrasonic treatment versus 1300 g with impeller-N.
- UTS, YS, and elongation improved significantly (Conclusion).
Figure Name List:
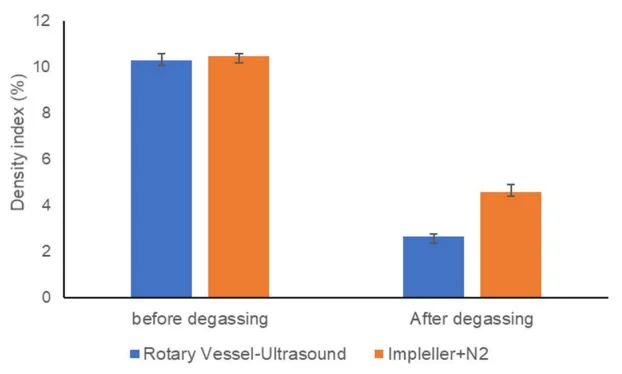
- Figure 2 - Density index of molten metal before and after degassing with two different methods.
- Figure 3 - PODFA analysis of untreated, impeller+N, and ultrasonically treated melts.
- Figure 4 - The microstructure of the diecast alloy at untreated, treated by impeller N, and rotary system.
7. Conclusion:
The rotary degassing-ultrasonic technique improved hydrogen removal by 20% and oxide removal by 2 times compared to impeller-N. It treated 400 kg of melt, doubling the previously reported maximum of 200 kg. The method reduced undesired compositions from the impeller, enhancing melt quality, UTS, YS, and elongation.
8. References:
- [1] Dirvnis C.M. Taylor L.A. Dahle A.K. iron-related porosity in Al-Si (Cu) foundry alloys. Mater. Sci. Eng. 2006, 425, 396.
- [8] Eskin et al. [Details not fully provided in the document].
- [9] [Details not fully provided in the document].
- [10] [Details not fully provided in the document].
- [11] [Details not fully provided in the document].
- [12] Kang et al. [Details not fully provided in the document].
Expert Q&A: Your Top Questions Answered
Q1: What was the single most critical factor identified in this study for improving HPDC melt quality?
A1: The study concluded that ultrasonic cavitation at 25 kHz, combined with rotary degassing, was the most influential factor. This is detailed in the Conclusion and supported by the data in Figure 2.
Q2: How does this research compare to traditional methods for addressing porosity?
A2: The paper’s Introduction notes that traditional impeller degassing struggles with high dross formation and limited inclusion removal. The rotary-ultrasonic method demonstrated a 20% improvement in hydrogen removal and up to 6 times better inclusion reduction (Figure 3).
Q3: Is this finding applicable to all types of alloys, or a specific one?
A3: The research, as described in the Experiment section, was conducted using Al-9 wt.% Si-3 wt.% Cu-1.3 wt.% Fe. Applicability to other alloys would require further investigation.
Q4: What specific measurement or simulation technique did the researchers use to arrive at this conclusion?
A4: The researchers utilized density index measurements and PODFA to quantify hydrogen and inclusion content, as explained in the Experiment section and Figures 2 and 3.
Q5: According to the paper, what is the main limitation or area for future research?
A5: The Conclusion does not explicitly state limitations but implies that scaling the ultrasonic treatment beyond 400 kg and testing on other alloys are areas for future research.
Q6: What is the direct, practical takeaway from this paper for a die casting facility?
A6: The core takeaway is that adopting rotary degassing-ultrasonic systems can reduce porosity by 20% and inclusions by up to 6 times, improving mechanical properties and production efficiency, as detailed in the Conclusion of the paper.
Conclusion & Next Steps
This research provides a valuable roadmap for enhancing melt quality in HPDC. By leveraging rotary degassing-ultrasonic technology, manufacturers can achieve cleaner melts, fewer defects, and superior mechanical properties in less time.
At CASTMAN, we are dedicated to applying the latest industry research to solve our customers' most challenging die casting problems. If reducing porosity and improving component quality resonate with your operational goals, contact our engineering team to discuss how we can help you implement these advanced principles in your components.
Copyright
- This material is a paper by "R. Haghayeghi". Based on "An investigation on effect of rotary degassing-ultrasonic method on high pressure die casting products".
- Source of the paper: [DOI not provided in the document]
- This material is for informational purposes only. Unauthorized commercial use is prohibited.
Copyright © 2025 CASTMAN. All rights reserved.