This paper summary is based on the article [CORE VIABILITY SIMULATION FOR SALT CORE TECHNOLOGY IN HIGH-PRESSURE DIE CASTING] presented at the [International Journal of Metalcasting/Summer 2013]
Abstract
In high-pressure die casting (HPDC) undercuts can only be fabricated by using complex high-maintenance sliders. Until now, this technology has not been used for large-scale and cost-sensitive serial applications. Sand cores from sand-and low-pressure die casting with organic and inorganic binder systems are not suitable for application in HPDC. Using lost cores made from sodium chloride may be a solution for HPDC. Due to the high dynamic forces during the casting process, core failure is still a problem, especially with high ingate velocities.
In this work, the use of numerical simulation is investigated to predict core failure during the casting process. The numerical results are compared with corresponding experiments to evaluate the simulation results with mechanical characterization. This way, an objective, data-based approach to find process parameters for the successful use of lost salt cores in HPDC without costly, time consuming trial-and-error-testing was established.
1. Overview:
- Title: CORE VIABILITY SIMULATION FOR SALT CORE TECHNOLOGY IN HIGH-PRESSURE DIE CASTING
- Author: B. Fuchs, H. Eibisch, C. Körner
- Publication Year: 2013
- Publishing Journal/Academic Society: International Journal of Metalcasting/Summer 2013, American Foundry Society
- Keywords: High-pressure die casting (HPDC), lost core, salt core, undercuts in HPDC, hollow parts in HPDC, casting simulation, fluid-structure-interaction
2. Research Background:
- Social/Academic Context of the Research Topic: In High-Pressure Die Casting (HPDC) technology, the implementation of undercut shapes has relied on the use of complex and high-maintenance sliders, making it challenging to apply to large-scale and cost-sensitive serial applications. Sand cores based on organic and inorganic binder systems, used in conventional sand- and low-pressure die casting, are not suitable for HPDC due to the inherent process conditions. Salt cores, as a type of lost core technology, are gaining attention as an alternative for implementing undercut shapes in HPDC.
- Limitations of Existing Research: Existing research lacks a systematic approach to address the core failure issues of salt cores under HPDC process conditions, especially at high ingate velocities. The trial-and-error experimental approach is limited by high costs and time consumption.
- Necessity of the Research: For the successful application of salt core technology in HPDC processes, an objective and data-driven approach is needed to predict core failure and optimize process parameters. In particular, research utilizing numerical simulation technology to understand core failure mechanisms and analyze the impact of process variables on core viability is required.
3. Research Purpose and Research Questions:
- Research Purpose: The purpose of this study is to investigate a method for predicting core failure of salt cores in HPDC processes using numerical simulation and to evaluate the reliability of simulation results through comparison and verification with experimental results. Ultimately, it aims to establish an objective and data-driven approach to determine process parameters for the successful use of lost salt cores in HPDC, saving costs and time.
- Key Research Questions:
- Is numerical simulation effective in predicting core failure of salt cores in HPDC processes?
- Can Fluid-Structure-Interaction (FSI) simulation accurately predict the forces and stresses acting on salt cores under HPDC conditions?
- How do temperature-dependent mechanical properties of salt cores affect core viability simulation results?
- How do HPDC process variables such as ingate velocity and dwell pressure affect core failure of salt cores?
- Research Hypotheses: Numerical simulation, especially FSI simulation, will be effective in predicting the behavior of salt cores and assessing the possibility of core failure under HPDC process conditions. The mechanical properties of salt cores vary with temperature, which will significantly affect the accuracy of the simulation. High ingate velocity will increase the hydrodynamic forces acting on the core, increasing the likelihood of core failure.
4. Research Methodology
- Research Design: This study adopted a research design that combines numerical simulation and experimental verification. Fluid-Structure Interaction (FSI) simulations were used to predict the stress acting on the salt core during the HPDC process, and HPDC experiments were conducted to verify the simulation results by observing the occurrence of core failure. In addition, the temperature-dependent mechanical properties (Young's modulus, bending strength) of the salt core were measured and used as input data for the simulation.
- Data Collection Method:
- Salt Core Characterization: Young's modulus of the salt core was measured using Resonance-Frequency-Damping Analysis (RFDA), and bending strength was measured through a 3-point bending test. Measurements were performed at three temperature conditions: 20°C (68°F), 125°C (257°F), and 250°C (482°F).
- HPDC Experiments: Experiments were conducted using a Müller-Weingarten GDK750 HPDC equipment and a FONDAREX vacuum system. AlSi12MnMg alloy was used, and the occurrence of core failure was observed while varying ingate velocity and dwell pressure. Ten specimens were fabricated for each condition.
- Simulation: FSI simulation was performed using the commercial CFD software Flow3D. The Volume of Fluid (VOF) method was used to model fluid behavior, and the Finite Element Method (FEM) was used to calculate the stress of the salt core.
- Analysis Method: The prediction accuracy of the simulation was evaluated by comparing the simulation results with the experimental results. The reliability of the results was improved by reflecting the temperature-dependent mechanical property data of the salt core in the simulation. Changes in core viability according to changes in ingate velocity were analyzed, and the critical conditions for core failure occurrence were derived.
- Research Subjects and Scope: This study focuses on evaluating the applicability of lost salt core technology in the HPDC process. The research subjects are salt cores of a specific shape (beam geometry, 23mm x 23mm cross-section, 130mm length) and AlSi12MnMg alloy, and the study was conducted under specific HPDC equipment and process conditions (ingate velocity, dwell pressure).
5. Main Research Results:
- Key Research Results:
- The Young's modulus and bending strength of the salt core tended to decrease as the temperature increased. In particular, the bending strength decreased sensitively with temperature changes.
- HPDC experiments confirmed a tendency for core failure frequency to increase as ingate velocity increased. A 'core viability domain' was identified where core failure did not occur below a specific ingate velocity (15m/s in this study), and 'critical domain' and 'overcritical domain' appeared where core failure probability increased above that velocity.
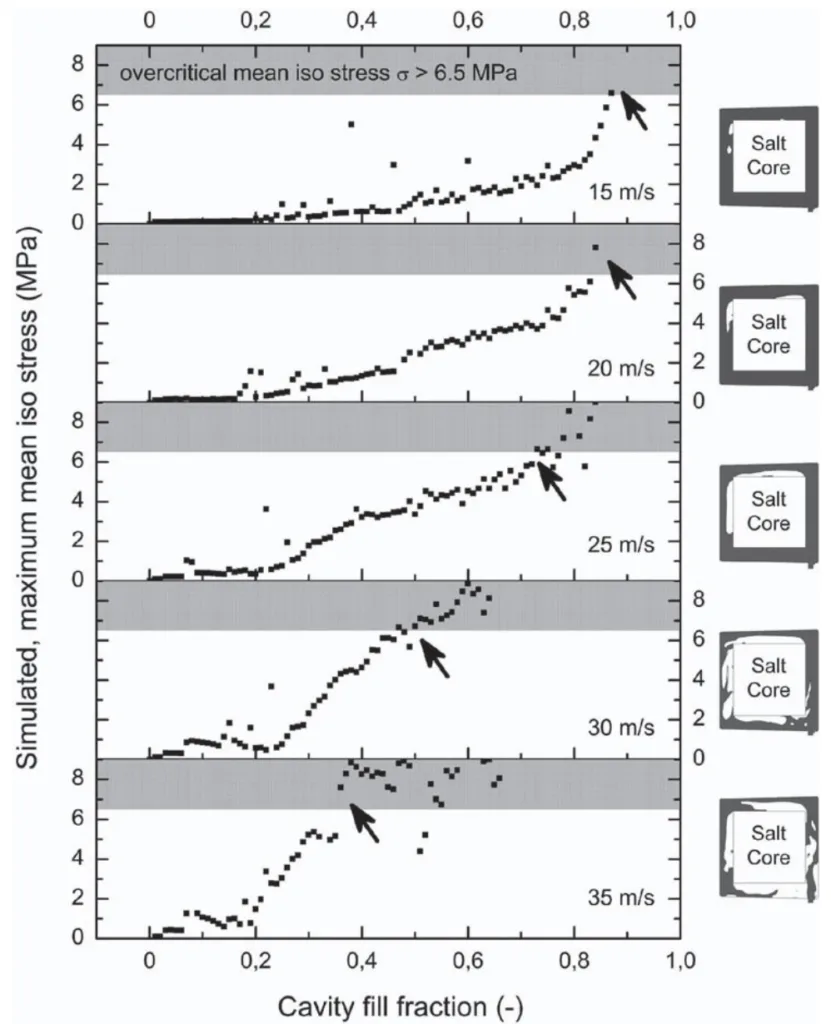
- FSI simulation results confirmed that as ingate velocity increased, the maximum mean iso stresses within the salt core increased, and the point at which critical stress was exceeded was advanced. The simulation results showed a trend consistent with the experimental results.
- Core viability was found to be decisively affected by ingate velocity, with little influence from dwell pressure.
- Statistical/Qualitative Analysis Results: Quantitative analysis of changes in mechanical properties of salt cores with temperature and statistical analysis of changes in core failure probability with changes in ingate velocity were performed. Correlation between simulation results and experimental results was confirmed, and the core failure mechanism was interpreted qualitatively.
- Data Interpretation: Comprehensive interpretation of experimental and simulation results indicated that core failure of salt cores in the HPDC process is caused by hydrodynamic forces generated by high ingate velocity exceeding the bending strength of the salt core. FSI simulation proved to be a useful tool for predicting the possibility of core failure and optimizing process parameters.
- Figure Name List:
- Figure 1. Salt core specimens in beam-geometry (length of 130mm and a cross section of 23mm²) used for both characterization and HPDC experiments.
- Figure 2. The geometry and dimensions of the cast part as well as the salt core used for the HPDC experiments is shown.
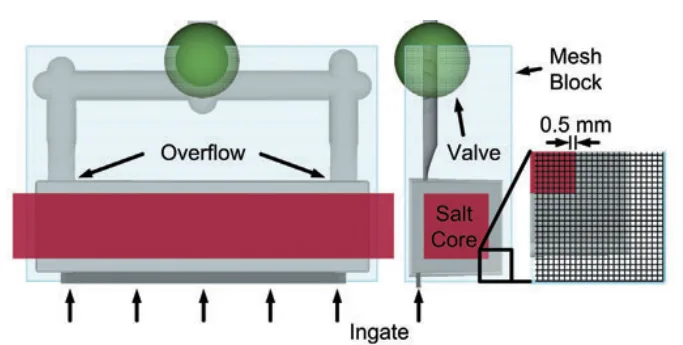
- Figure 3. The specimen geometry with ingate and overflow as modeled in the FDM-mesh in Flow3D. The valve is used to simulate the vacuum-system used in the casting experiments.
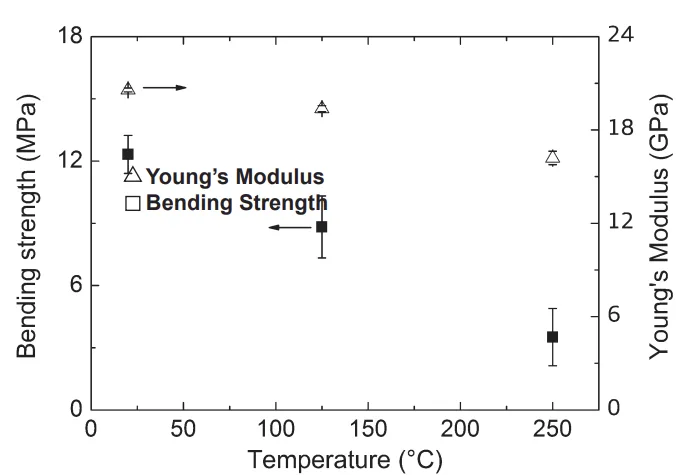
- Figure 4. The decrease in bending strength from three-point-bending experiments is more distinctive than the decrease of the Young's modulus. From 12MPa at room temperature the bending strength drops to 4MPa at 250°C (482°F). From these data the critical value of the bending strength for use in the casting simulations can be extrapolated to 6.5MPa at 175°C (347°F).
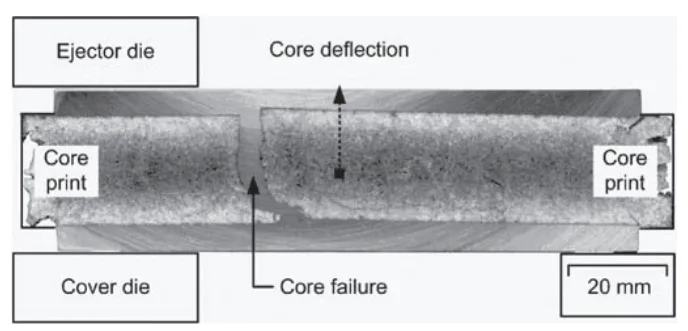
- Figure 5. An HPDC part with the salt core still in place showing a typical core failure when the ingate velocity exceeds the critical limit of the core viability domain. This part was cast with an ingate velocity of 35m/s and a measured dwell pressure of 820bar with a preheat-temperature of 175 C (347 F) for the salt core.
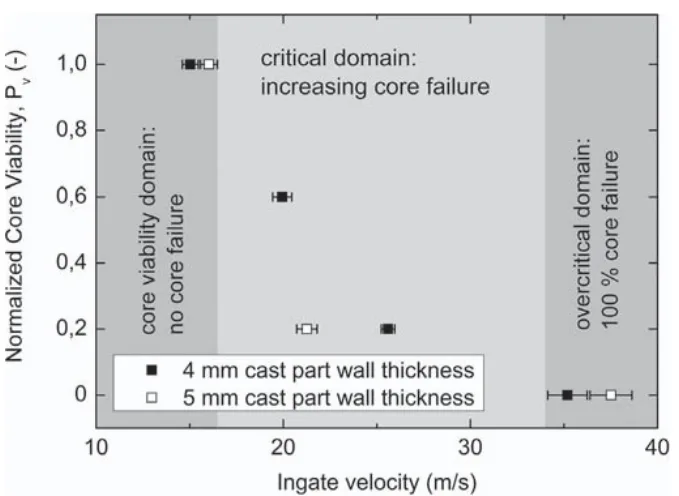
- Figure 6. The normalized core viability (left), decreases with increasing ingate velocity at which molten metal enters the cavity.
- Figure 7. The occurring maximum mean iso stresses reach overcritical levels earlier for increasing ingate velocities. Due to the unequal filling of the cavity at the fill fraction the aforementioned overcritical stress leads to core failures for the higher ingate velocities.
6. Conclusion and Discussion:
- Summary of Main Results: In this study, FSI simulation was utilized and experimentally verified to predict the core viability of salt core technology in the HPDC process. A simulation model considering the temperature-dependent mechanical properties of the salt core was established, and the core failure occurrence trend according to changes in ingate velocity was analyzed. Experimental and simulation results showed consistent trends, demonstrating that FSI simulation is effective in predicting the core viability of HPDC salt core technology.
- Academic Significance of the Research: This study is academically significant in that it presents a new application possibility of FSI simulation technology in the HPDC field and establishes a data-driven approach for predicting core viability of lost core technology. In particular, the simulation model considering the temperature-dependent mechanical properties of salt cores can contribute to improving the accuracy of HPDC process simulations.
- Practical Implications: The results of this study can provide practical guidelines for industrial sites seeking to apply salt core technology in the HPDC process. By predicting core failure in advance using FSI simulation and optimizing process variables such as ingate velocity, the number of trial-and-error experiments can be reduced, and development costs and time can be saved. It also emphasizes the importance of ingate and coreprint design that induces uniform cavity filling.
- Limitations of the Research: This study was conducted under specific conditions of salt core shape, AlSi12MnMg alloy, and HPDC equipment, so there may be limitations in generalizing the research results. In addition, the simulation model considered only the elastic behavior of the salt core, and plastic deformation and fracture behavior were not considered.
7. Future Follow-up Research:
- Directions for Follow-up Research: Future research should include core viability simulation and experimental verification studies for salt cores of various shapes and materials. In addition, it is necessary to develop a more sophisticated simulation model that considers the plastic deformation and fracture behavior of salt cores.
- Areas Requiring Further Exploration: Further research is needed on the impact of ingate design and coreprint design on cavity filling uniformity and how this affects core viability. In addition, research is needed to improve salt core materials and manufacturing processes to secure core viability even under higher ingate velocity conditions.
8. References:
- 1.Anderko, K., Stark, M., “Kern für Gießereizwecke,” Gießerei, vol. 56, pp. 540–545 (1969).Google Scholar
- 2.Yamada, Y., Yaokawa, J., Yoshii, H., Anzai, K., “Developments and application of expendable salt core materials for high-pressure die casting to apply closed-deck type cylinder block,” JSAE-Report (Society of Automotive Engineers of Japan), pp. 1–5 (2007).
- 3.Graf, E., Izquierdo, P., Lingl, P., Ludwig, P., Schwarz, C., Söll, G., DE Patent No. 10, 2008, 013, 813 (Mar. 12, 2008).
- 4.Verran, G.Q., Mendes, R.P.K., Rossi, M.A., “Influence of injection parameters on defects formation in die casting al12si1,3cu alloy: Experimental results and numeric simulation,” J. Mater. Process. Technol., vol. 179, pp. 190–195 (2006).Article Google Scholar
- 5.Rosindale, I., Davey, K., “Steady state thermal model for the hot chamber injection system in the pressure die casting process,” J. Mater. Process. Technol., vol. 82, pp. 27–45 (1998).Article Google Scholar
- 6.Helenius, R., Lohne, O., Arnberg, L., Laukli, H., “The heat transfer during filling of a high-pressure die-casting shot sleeve,” Mater. Sci. Eng., A, vol. 413–414, pp. 52–55 (2005).Article Google Scholar
- 7.Ahuett-Garza, H., Miller, R.A., “The effects of heat released during fill on the deflections of die casting dies,” J. Mater. Process. Technol., vol. 142, pp. 648–658 (2009).Article Google Scholar
- 8.Lee, B., Baek, U., Han, J., “Optimization of Gating System Design for Die Casting of Thin Magnesium Alloy-Based Multi-Cavity LCD Housings,” J. Mater. Eng. Perform., pp. 1–11 (2012).
- 9.Hilbinger, M., Köpf, J., Rübner, M., Singer, R.F., “Computational optimization of plunger movement during slow shot phase in high-pressure die casting,” International Foundry Research, vol. 63, pp. 44–50 (2011).Google Scholar
- 10.Yarlagadda, P.K.D.V., Chiang, E.C.W., “A neural network system for the prediction of process parameters in pressure die casting,” J. Mater. Process. Technol., vol. 89–90, pp. 583–590 (1999).Article Google Scholar
- 11.Domkin, K., Hattel, J.H., Thorborg, J., “Modeling of high temperature- and diffusion-controlled die soldering in aluminium high-pressure die casting,” J. Mater. Sci. Process. Technol., vol. 209, pp. 4051–4061 (2009).Article Google Scholar
- 12.Hur, D.-S., Mizutani, N., Kim, D.-S., “Direct 3-D numerical simulation of wave forces on asymmetric structures,” Coastal Engineering, vol. 51, pp. 407–420 (2004).Article Google Scholar
- 13.Hojjat, M., Stavropoulou, E., Gallinger, T., Israel, U., Wüchner, R., Bletzinger, K.-U., “Fluid-Structure Interaction in the Context of Shape Optimization and Computational Wind Engineering,” in Bungartz, H.-J., Mehl, M., Schäfer, M., “Fluid Structure Interaction II,” (lecture notes in Computational Science and Engineering,) vol. 73, pp. 351–381, Springer Berlin Heidelberg (2010).Google Scholar
- 14.Takizawa, K., Moorman, C., Wright, S., Spielman, T., Tezduyar, T.E., “Fluid-structure interaction modeling and performance analysis of the Orion spacecraft parachutes,” Int. J. Numer. Methods Fluids, vol. 65, pp. 271–285 (2011).Article Google Scholar
- 15.Wang, C.M., Tay, Z.Y., “Hydroelastic Analysis and Response of Pontoon-Type Very Large Floating Structures” in: Bungartz, H.-J., Mehl, M., Schäfer, M., “Fluid Structure Interaction II,” (lecture notes in Computational Science and Engineering,) vol. 73, pp. 103–130, Springer Berlin Heidelberg (2010)Google Scholar
- 16.Grötzinger, D., DE Patent No. 10, 359, 547 (Mar. 3, 2005).
- 17.Roebben, G., Bollen, B., Brebels, A., Van Humbeeck, J., Van der Biest, O., “Impulse excitation apparatus to measure resonant frequencies, elastic moduli, and internal friction at room and high temperature,” Review of Scientific Instruments, vol. 68, pp. 4511–4515 (1997).Article Google Scholar
- 18.DIN EN 843-1: “Hochleistungskeramik-Mechanische Eigenschaften monolithischer Keramik bei Raumtemperatur-Teil 1: Bestimmung der Biegefestigkeit.”
- 19.Hirt, C.W., Nichols, B.D., “Volume of Fluid (VOF) Method for the Dynamics of Free Boundaries,” J. Comput. Phys., vol. 39, pp. 201–225 (1981).Article Google Scholar
- 20.Brethour, J.M., Isfahani, A.H.G., “The Fluid-Structure Interaction and Thermal Stress Evolution Models in FLOW-3D,” Flow Science, Inc., Santa Fe, NM USA 87505.
- 21.Lohkämper, T., “Phasenverschiebungs-Interferenzmikroskopie von lastinduzierten Lösungs/Fällungsprozessen an Grenzflächen von Halit und NaCl-Lösung,” Ruhr-Universität Bochum (2003).
9. Copyright:
- This material is "[B. Fuchs, H. Eibisch, C. Körner]"'s paper: Based on "[CORE VIABILITY SIMULATION FOR SALT CORE TECHNOLOGY IN HIGH-PRESSURE DIE CASTING]".
- Paper Source: [https://doi.org/](DOI URL is not provided in the text, please add if available)
This material was summarized based on the above paper, and unauthorized use for commercial purposes is prohibited.
Copyright © 2025 CASTMAN. All rights reserved.