This introduction paper is based on the paper "Material characterization of aluminum alloys for automotive and aerospace applications" published by "Luleå University of Technology".
![Figure 2.1: (a) SEM micrograph of AA7075-T6 alloy showing diferent intermetallics (adapted from [32]), and (b) Bright-feld image of aged AA7075 alloy showing amorphous SiO2 phase (adapted from [28]).](https://castman.co.kr/wp-content/uploads/image-2115-png.webp)
1. Overview:
- Title: Material characterization of aluminum alloys for automotive and aerospace applications
- Author: Biswajit Dalai
- Year of publication: 2024
- Journal/academic society of publication: Luleå University of Technology
- Keywords: Aluminum alloys, AA7075-T651, AlSi10MnMg(Fe), High Pressure Die Casting (HPDC), Material Characterization, Microstructure, Mechanical Behavior, Fracture, Dynamic Recovery (DRV), Dynamic Recrystallization (DRX), Adiabatic Shear Bands (ASBs), Skin Layer, Casting Defects
2. Abstract:
Aluminum alloys are one of the widely used materials in the structural components of automobiles and especially aircraft. The valid prediction of the performance and life span of these components via running simulations requires the usage of sophisticated physics-based material models. Such models are based on the mechanical response and the underlying microstructure evolution at varied deformation conditions. With the above motivation in mind, the aim of the current doctoral thesis was to investigate and understand the relationship between processing, microstructure, mechanical and fracture behavior of AA7075-T651 alloy and recycled AlSi10MnMg(Fe) alloy.
First, the deformation behavior of AA7075-T651 alloy, which was initially drawn from extruded round bars, was studied through compression tests at low (0.01 and 1 s⁻¹) as well as at high (1400 - 5300 s⁻¹) strain rates and deformation temperatures ranging between room temperature (RT) and 500 °C. At low strain rate deformation, the alloy experienced more softening due to adiabatic heating arising from 1 s⁻¹ strain rate up to 200 °C. Beyond 200 °C, the softening effect was taken over by dynamic recovery and dynamic recrystallization which were enhanced by 0.01 s⁻¹ strain rate. The deformation at high strain rates and elevated temperatures led to the formation of adiabatic shear bands (ASBs) and cracks in the material. The feasibility of formation and growth of ASBs and cracks increased with increase in strain and temperature, neglecting any significant effect from the strain rate.
Secondly, the recycled secondary AlSi10MnMg(Fe) alloy, which was produced by high pressure die casting (HPDC), was investigated. The secondary alloy showed great potential of exhibiting the strength and ductility within the range exerted by its conventional primary counterpart, i.e., AlSi10MnMg alloy, however, its tensile properties were restricted by the inhomogeneously formed fine-grained skin layer on the casting surface. The said inhomogeneity in skin formation was corresponded to the "waves and lakes" type of casting defect. Such inhomogeneous skin layer limited the ductility of the secondary alloy by undergoing abrupt fracture due to its poor bonding with the adjoining matrix. Even if the AlSi10MnMg(Fe) alloy used in the current research contained an abundance of porosity, cold flakes and intermetallics, which are known to be the driving factors behind the fracture of HPDC processed materials, the effect from the inhomogeneous skin was found out to be predominant.
3. Introduction:
Aluminum alloys are widely used in structural components for automobiles and aircraft due to properties like high strength, light weight, and dimensional stability. Predicting component performance and lifespan accurately requires sophisticated physics-based material models, which rely on understanding the material's behavior under various conditions. These models correlate microstructure evolution with mechanical response. This research focuses on characterizing two aluminum alloys: extruded AA7075-T651 (used in aircraft fittings, gears, etc.) and high pressure die cast (HPDC) recycled secondary AlSi10MnMg(Fe) (potential alternative for automotive components like shock towers). The performance of these alloys is influenced by their initial microstructure from manufacturing and its evolution during deformation. This thesis aims to investigate the relationship between processing, microstructure, mechanical behavior, and fracture for these two alloys under varied temperature and strain rate conditions.
4. Summary of the study:
Background of the research topic:
Accurate performance prediction of aluminum alloy components in automotive and aerospace applications necessitates robust material models. Developing and calibrating these models requires detailed experimental data on mechanical behavior and associated microstructure evolution under relevant service conditions (varying temperatures and strain rates). This study focuses on AA7075-T651, a high-strength wrought alloy common in aerospace, and a recycled secondary AlSi10MnMg(Fe) alloy produced by HPDC, targeting sustainable automotive applications. Understanding the behavior of the recycled HPDC alloy is particularly important due to the growing interest in secondary alloys and the complexities introduced by the HPDC process and recycling.
Status of previous research:
For AA7075, while low strain rate deformation is studied, there's a lack of detailed microstructural analysis (like EBSD) demonstrating dynamic recovery (DRV) and dynamic recrystallization (DRX) phenomena at elevated temperatures. Furthermore, data on high strain rate (10³ s⁻¹) deformation behavior, especially at elevated temperatures, is scarce. For the recycled secondary AlSi10MnMg(Fe) HPDC alloy, literature is limited regarding its microstructure evolution and mechanical properties. Specifically, the formation and influence of the surface skin layer, particularly its potential inhomogeneity and effect on mechanical properties compared to other casting defects, have not been thoroughly investigated.
Purpose of the study:
The primary aim is to investigate and understand the relationship between processing, microstructure, mechanical behavior, and fracture in extruded AA7075-T651 and HPDC recycled secondary AlSi10MnMg(Fe) alloys. The research addresses the following questions:
- How does the initial microstructure influence the stress/strain behavior of AA7075-T651 and AlSi10MnMg(Fe) alloys with respect to temperature/strain rate?
- What are the underlying deformation mechanisms in these two alloys leading to such mechanical behavior?
Core study:
The research involved two main investigations:
- AA7075-T651: Characterization of deformation behavior using compression tests at low (0.01, 1 s⁻¹) and high (1400-5300 s⁻¹) strain rates across a range of temperatures (RT to 500°C). Microstructure evolution, including DRV, DRX, adiabatic shear bands (ASBs), and cracking, was analyzed using SEM and EBSD. (Corresponds to Paper A and Paper B).
- Recycled AlSi10MnMg(Fe): Characterization of HPDC castings with varying thicknesses. Investigation focused on as-cast microstructure (including skin layer inhomogeneity, porosity, cold flakes, intermetallics), hardness distribution, and tensile properties (at strain rates 0.001, 0.1, 10 s⁻¹). The study correlated microstructure and defects with fracture behavior, particularly evaluating the role of the inhomogeneous skin layer. (Corresponds to Paper C and Paper D).
5. Research Methodology
Research Design:
The research employed an experimental approach focused on material characterization. Two distinct aluminum alloys were studied: AA7075-T651 provided as extruded round bars and a recycled secondary AlSi10MnMg(Fe) alloy processed via High Pressure Die Casting (HPDC) into stepped thickness parts. The methodology involved subjecting these materials to mechanical tests under various conditions (temperature, strain rate) and subsequently analyzing their microstructure and fracture behavior.
Data Collection and Analysis Methods:
- AA7075-T651:
- Low strain rate (0.01, 1 s⁻¹) compression tests performed at RT, 100, 200, 300, 400, 500 °C using a Gleeble-3800 thermo-mechanical simulator. True stress-strain data was derived from force, axial reduction (L-gauge), and diametrical expansion (optical micrometer).
- High strain rate (1400 - 5300 s⁻¹) compression tests performed at RT, 200, 300, 400 °C using a Split-Hopkinson Pressure Bar (SHPB) setup with an induction coil for heating. Stress, strain, and strain rate were calculated using classical SHPB theory.
- Microstructural characterization of as-received and deformed samples using Scanning Electron Microscopy (SEM - FEI-Nova NNS 450, JEOL-IT300) with Back-Scattered Electron (BSE) imaging, Energy Dispersive Spectroscopy (EDS), and Electron Back-Scattered Diffraction (EBSD) analyzed via Orientation Imaging Microscopy (OIM) software (IPF, grain boundary, GOS maps).
- Recycled AlSi10MnMg(Fe):
- HPDC casting into parts with varied step thicknesses (1, 2, 4, 6, 10, 15 mm).
- Microstructural analysis of as-cast samples using Optical Microscopy (OM - Nikon Eclipse MA100) and SEM (FEI Magellan 400 XHR) with EDS for phase identification.
- Microhardness measurements (Struers Duramin-40) across the thickness of a 2 mm step.
- X-ray Microtomography (XMT - Zeiss Xradia 620 Versa) on tensile specimens machined from 2, 6, 10 mm steps to analyze porosity.
- Uniaxial tensile tests at strain rates of 0.001, 0.1 s⁻¹ (Instron 1272) and 10 s⁻¹ (Instron VHS 160/100-20) on specimens with and without the surface skin layer (skin removed by grinding). Elongation measured using extensometer or non-contacting displacement transducer. High-speed camera (Phantom V2512) used for crack initiation observation.
- Fracture analysis using SEM observation of fracture surfaces and OM observation of lateral surfaces parallel to the loading direction.
Research Topics and Scope:
The research focused on:
- Alloy 1: Extruded AA7075-T651. Investigated deformation behavior, softening mechanisms (adiabatic heating, DRV, DRX), and failure mechanisms (ASBs, cracks) under low (0.01, 1 s⁻¹) and high (10³ s⁻¹) strain rates at temperatures from RT to 500°C.
- Alloy 2: HPDC recycled secondary AlSi10MnMg(Fe). Investigated as-cast microstructure (α-Al, Al-Si eutectic, α-Fe intermetallics), casting defects (porosity, cold flakes), surface skin layer formation (including inhomogeneity - "waves and lakes" defect), and their influence on tensile properties (strength, ductility) and fracture behavior at RT under strain rates of 0.001, 0.1, and 10 s⁻¹. The study compared the detrimental effects of inhomogeneous skin versus other casting defects.
- Limitation: The research focused on experimental characterization and did not involve the development or calibration of material constitutive models.
6. Key Results:
Key Results:
- AA7075-T651 Deformation:
- At low strain rates (0.01, 1 s⁻¹), flow stress decreased with increasing temperature and decreasing strain rate. Softening up to 200°C was dominated by adiabatic heating (more pronounced at 1 s⁻¹). Above 200°C, dynamic recovery (DRV) and dynamic recrystallization (DRX) became the primary softening mechanisms. DRX (via CDRX and GDRX) was enhanced by lower strain rates (0.01 s⁻¹), higher temperatures (≥ 400°C), and higher local strain.
- At high strain rates (1400-5300 s⁻¹), deformation at elevated temperatures (≥ 200°C) led to plastic instability, forming adiabatic shear bands (ASBs - distorted and transformed types) and cracks. The tendency for ASB/crack formation increased with strain and temperature, with negligible effect from strain rate within the tested range. The initial microstructural heterogeneity from extrusion influenced this instability.
- Recycled AlSi10MnMg(Fe) HPDC Alloy:
- The alloy exhibited potential for strength and ductility comparable to primary counterparts. However, tensile properties were significantly limited by an inhomogeneously formed fine-grained skin layer on the casting surface, linked to the "waves and lakes" casting defect phenomenon arising from meeting melt fronts at different temperatures.
- This inhomogeneous skin, characterized by poor bonding to the underlying matrix, caused abrupt fracture through delamination, severely restricting ductility with high variability.
- The detrimental effect of the inhomogeneous skin on ductility was found to be predominant compared to other casting defects like porosity and cold flakes. The order of negative impact on ductility was: Inhomogeneous skin > Cold flakes > Porosity.
- The skin layer slightly increased the overall strength but its negative impact on ductility persisted even at higher strain rates (0.1 and 10 s⁻¹).
![Figure 3.1: The process chain of high pressure die casting. (adapted from [62])](https://castman.co.kr/wp-content/uploads/image-2116-768x642.webp)
![Figure 3.2: Diagram showing relevant features of HPDC confgurtion. (adapted from [63])](https://castman.co.kr/wp-content/uploads/image-2117-png.webp)
![Figure 3.4: As-cast microstructure of HPDC processed primary alloy: (a) SEM image showing primary α-Al and eutectic Al-Si (adapted from [77]), and (b - d) Synchrotron X-ray tomography images of α-Fe intermetallics showing their 3D morphology of (b) polyhedral, (c) fne compact, and (d) Chinese script (adapted from [78]).](https://castman.co.kr/wp-content/uploads/image-2119-768x433.webp)
![Figure 3.3: OM image showing needle-shaped β-Al5FeSi compounds. (adapted from [68])](https://castman.co.kr/wp-content/uploads/image-2118-png.webp)
![Figure 3.5: SEM images on the fracture surface of HPDC processed primary alloy showing: (a) gas pores, and (b) shrinkage pore. (adapted from [79])](https://castman.co.kr/wp-content/uploads/image-2120-768x427.webp)
![Figure 3.6: OM image of a cold fake observed in HPDC processed AlSi10MnMg alloy with red line indicating the fat straight edge of the defect. (adapted from [93])](https://castman.co.kr/wp-content/uploads/image-2121-png.webp)
![Figure 3.7: OM image of the skin layer formed at the casting surface of HPDC processed AlSi10MnMg alloy. (adapted from [79])](https://castman.co.kr/wp-content/uploads/image-2122-png.webp)
![Figure 4.2: (a) Schematic presentation of SHPB setup used to perform high strain rate compression tests (adapted from [102]), and (b) actual SHPB setup showing the pressure bars, sample, thermocouple, ceramic wool, induction coil and water bucket.](https://castman.co.kr/wp-content/uploads/image-2124-768x481.webp)
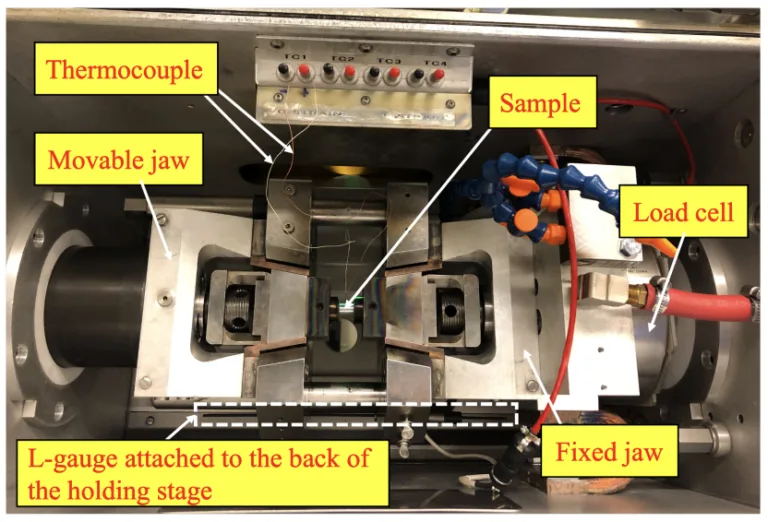
Figure Name List:
- Figure 2.1: (a) SEM micrograph of AA7075-T6 alloy showing different intermetallics (adapted from [32]), and (b) Bright-field image of aged AA7075 alloy showing amorphous SiO₂ phase (adapted from [28]).
- Figure 2.2: Schematic representation of DRV through rearrangement and annihilation of dislocations with simultaneous formation of sub-grain clusters
- Figure 2.3: Schematic representation of microstructure evolution during DDRX
- Figure 2.4: Schematic representation of microstructure evolution during CDRX
- Figure 2.5: Schematic representation of microstructure evolution during GDRX
- Figure 3.1: The process chain of high pressure die casting. (adapted from [62])
- Figure 3.2: Diagram showing relevant features of HPDC configurtion. (adapted from [63])
- Figure 3.3: OM image showing needle-shaped β-Al₅FeSi compounds. (adapted from [68])
- Figure 3.4: As-cast microstructure of HPDC processed primary alloy: (a) SEM image showing primary α-Al and eutectic Al-Si (adapted from [77]), and (b - d) Synchrotron X-ray tomography images of α-Fe intermetallics showing their 3D morphology of (b) polyhedral, (c) fine compact, and (d) Chinese script (adapted from [78]).
- Figure 3.5: SEM images on the fracture surface of HPDC processed primary alloy showing: (a) gas pores, and (b) shrinkage pore. (adapted from [79])
- Figure 3.6: OM image of a cold flake observed in HPDC processed AlSi10MnMg alloy with red line indicating the flat straight edge of the defect. (adapted from [93])
- Figure 3.7: OM image of the skin layer formed at the casting surface of HPDC processed AlSi10MnMg alloy. (adapted from [79])
- Figure 4.1: Compression chamber of Gleeble-3800 thermo-mechanical simulator showing the sample, thermocouple, load cell and L-gauge.
- Figure 4.2: (a) Schematic presentation of SHPB setup used to perform high strain rate compression tests (adapted from [102]), and (b) actual SHPB setup showing the pressure bars, sample, thermocouple, ceramic wool, induction coil and water bucket.
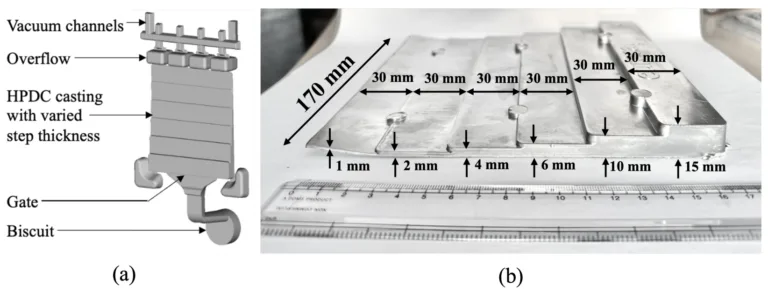
- Figure 4.3: (a) Diagram of HPDC configuration showing different parts, and (b) Side view of an as-cast part showing the steps with different wall thicknesses.
- Figure 4.4: Graphical representation of as-cast step part, with green and red colored boxes respectively indicating the locations used for microscopic analysis and hardness measurements. The pink arrows indicate the two casting surfaces on which the skin layer is supposedly formed.
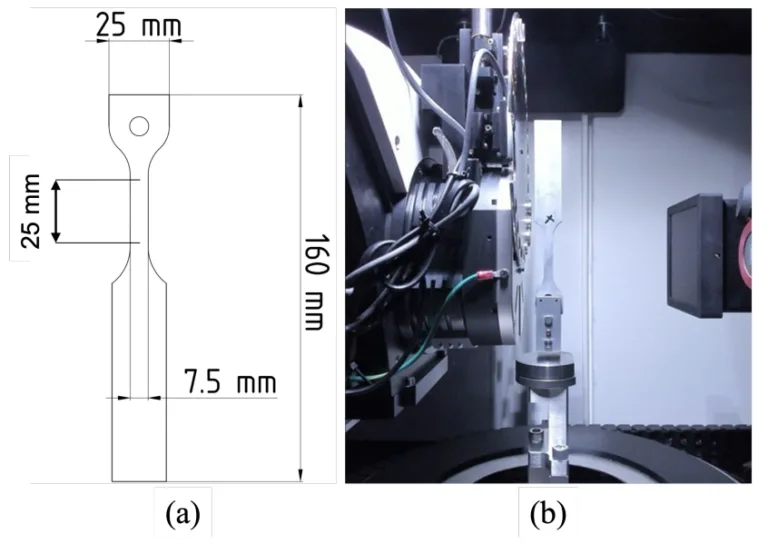
- Figure 4.5: (a) Schematic diagram showing the dimensions used for uniaxial tensile specimens, and (b) The actual tensile specimen of 2 mm thickness under X-ray microtomography setup.
7. Conclusion:
This research provided insights into the influence of initial microstructure and deformation conditions on the mechanical behavior and fracture mechanisms of extruded AA7075-T651 and HPDC recycled AlSi10MnMg(Fe) alloys.
For AA7075-T651, hot deformation at low strain rates involves DRV and DRX, with their prevalence depending on temperature and strain rate. At high strain rates, the inherent microstructural heterogeneity promotes plastic instability leading to ASBs and cracks at elevated temperatures.
For the HPDC recycled AlSi10MnMg(Fe) alloy, the fine-grained surface skin layer, formed inhomogeneously due to the casting process ("waves and lakes" defect), acts as the primary limiting factor for ductility. It causes premature, abrupt fracture via delamination from the matrix, regardless of strain rate. This effect is more detrimental than that of other casting defects like cold flakes and porosity. While the skin may slightly enhance strength, its restriction on ductility is significant.
These findings highlight the critical role of initial microstructure (whether from extrusion or HPDC) and its evolution under specific temperature/strain rate conditions in determining the performance and failure modes of these aluminum alloys. Understanding these relationships is crucial for optimizing processing routes and accurately modeling material behavior for automotive and aerospace applications.
8. References:
[1] V. Singh. “Non-ferrous metals and alloys”. In: Physical Metallurgy, pp. 679-688.
[2] Aerospace Specification Metals Inc. 2018.
[3] R. Muraca and J. Whittick, eds. Materials Data Handbook: Aluminum Alloy 7075. 2nd. San Carlos, California: Western Applied Research & Development, 1972.
… (References [4] through [105] as listed on pages 47-55 of the original thesis) …
[105] W.-S. Lee and C.-F. Lin. “Plastic deformation and fracture behaviour of Ti-6Al-4V alloy loaded with high strain rate under various temperatures". In: Materials Science and Engineering: A 241.1-2 (Jan. 1998), pp. 48–59.
9. Copyright:
- This material is a paper by "Biswajit Dalai". Based on "Material characterization of aluminum alloys for automotive and aerospace applications".
- Source of the paper: [DOI URL not provided in the document] - Luleå University of Technology Doctoral Thesis, 2024.
This material is summarized based on the above paper, and unauthorized use for commercial purposes is prohibited.
Copyright © 2025 CASTMAN. All rights reserved.