This technical summary is based on the academic paper "A critical review on cryogenic machining of titanium alloy (TI-6AL-4V)" published by S. Madhukar, A. Shravan, P. Vidyanand Sai, and Dr. V.V. Satyanarayana in the International Journal of Mechanical Engineering and Technology (2016). It was analyzed and summarized for manufacturing experts by CASTMAN experts with the help of LLM AI such as Gemini, ChatGPT, and Grok.

Keywords
- Primary Keyword: Cryogenic Machining of Titanium Alloy
- Secondary Keywords: Ti-6Al-4V, liquid nitrogen coolant, difficult-to-machine materials, tool life, aerospace alloys, sustainable machining, surface finish improvement
Executive Summary
- The Challenge: Titanium alloys like Ti-6Al-4V are crucial in aerospace and other high-performance industries but are notoriously difficult to machine, leading to extremely short tool life and poor surface quality due to high heat and chemical reactivity.
- The Method: This research reviews the use of cryogenic cooling, specifically with liquid nitrogen (LN2), as an alternative to traditional flood coolants during machining operations.
- The Key Breakthrough: Cryogenic machining effectively dissipates heat, protecting the cutting tool from deformation and built-up edge formation. This results in superior surface finish, reduced cutting forces, higher material removal rates (MRR), and significantly extended tool life compared to conventional methods.
- The Bottom Line: Using liquid nitrogen as a coolant is an advantageous and environmentally friendly alternative for machining hard materials. It not only improves key production metrics but also eliminates the environmental hazards and disposal costs associated with petroleum-based oils.
The Challenge: Why This Research Matters for HPDC Professionals
For decades, engineers have struggled with the poor machinability of high-strength materials like titanium alloys. As stated in the paper's introduction, while these alloys offer an exceptional strength-to-weight ratio and corrosion resistance, their properties present significant machining hurdles. The high temperatures and stresses generated at the cutting point cause rapid tool wear, especially because titanium has strong chemical affinities with most tool materials.
Traditional tool coatings like Al₂O₃ are ineffective due to their low thermal conductivity, which prevents heat dissipation. Similarly, titanium carbide and nitride coatings are unsuitable due to their chemical reactivity with the workpiece. This forces manufacturers to use low cutting speeds, reducing productivity and increasing costs. This paper reviews a powerful solution: cryogenic machining, which addresses the root cause of these issues—excessive heat.
The Approach: Unpacking the Methodology
This paper conducts a critical review of existing research on cryogenic machining. The core of this technique is replacing traditional oil-and-water emulsion coolants with a jet of liquid nitrogen (LN2) applied directly to the cutting zone. As shown in Figure 1, the science of cryogenics has been developing since the mid-19th century, with its application in machining first reported in 1953.
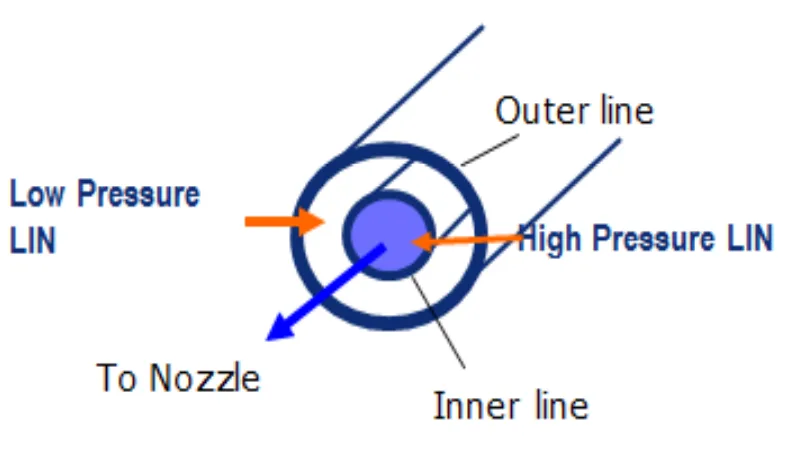
The methodology involves supplying LN2 from a pressurized Dewar storage tank through specialized delivery systems to the machine tool (Figure 2 and Figure 3). Advanced systems, like Air Products' ICEFLY, use coaxial tube-in-tube technology to deliver high-pressure liquid nitrogen directly to the cutting edge without it evaporating prematurely, ensuring maximum cooling efficiency (Figure 4). The research reviewed compares the results of cryogenic machining (MRR, cutting forces, surface roughness) against those achieved with traditional water-based coolants [1].
The Breakthrough: Key Findings & Data
The comprehensive review presented in the paper highlights several critical advantages of employing cryogenic cooling for titanium alloys.
- Finding 1: Superior Cooling and Tool Protection: The primary benefit is efficient heat removal. The paper concludes that liquid nitrogen's extremely low temperature provides immense heat-carrying capacity, which "played a key role in effective and efficient cooling during machining by protecting the cutting tool from deformation and built up edge formation."
- Finding 2: Enhanced Machining Performance: Experiments reviewed in the paper consistently demonstrate that cryogenic cooling leads to a "good surface finish, decreased cutting forces, [and] Higher MRR when compared to water based Coolant." This allows for more aggressive cutting parameters without sacrificing quality or tool life.
- Finding 3: Significant Environmental and Safety Benefits: Cryogenic machining is a sustainable and clean process. As detailed in Table 3, liquid nitrogen has a near-zero global warming potential (GWP), requires less energy, and produces no solid waste compared to mineral oil. The paper's conclusion emphasizes that using LN2 "reduces the environmental harms" and "eliminate[s] conventional coolants and reduce[s] coolant disposal costs."
- Finding 4: Proven Effectiveness for Difficult-to-Machine Alloys: The benefits are not theoretical. The research documents numerous studies that have successfully applied cryogenic cooling to increase productivity and tool life when machining titanium and its alloys [5–14], which have historically been limited to slow, expensive grinding operations for hard parts.
Practical Implications for HPDC Products
While CASTMAN specializes in High-Pressure Die Casting, we understand that many advanced components require secondary machining to meet final specifications. The principles discussed in this paper are highly relevant for any operation involving difficult-to-machine materials, including high-performance cast parts.
- For Process Engineers: For components requiring post-casting machining, the findings suggest that implementing cryogenic cooling could significantly increase throughput. The ability to use higher cutting speeds (e.g., up to 150 m/min as noted in section 8.2) can reduce cycle times and boost overall production efficiency.
- For Quality Control: The direct correlation between cryogenic cooling and improved surface finish, as noted in the conclusion, offers a reliable method for achieving superior part quality. This can reduce or eliminate secondary polishing or finishing steps, saving time and cost.
- For Operations Managers & EHS Leaders: The environmental benefits highlighted in Table 3 are compelling. Adopting cryogenic machining can help meet sustainability goals, reduce worker exposure to harmful oil mists, and eliminate the significant costs associated with the procurement, management, and disposal of conventional cutting fluids. This makes it a strategically sound investment for a modern, responsible manufacturing facility.
Paper Details
A Critical Review on Cryogenic Machining of Titanium Alloy (TI-6AL-4V)
1. Overview:
- Title: A Critical Review on Cryogenic Machining of Titanium Alloy (TI-6AL-4V)
- Author: S. Madhukar, A. Shravan, P. Vidyanand Sai, Dr. V.V. Satyanarayana
- Year of publication: 2016
- Journal/academic society of publication: International Journal of Mechanical Engineering and Technology (IJMET)
- Keywords: cryogenic machining, titanium alloy, liquid coolant
2. Abstract:
The alloys of Nickel, Cobal Titanium, Tungsten belongs to the group of super hard alloys, among them Titanium is one of the fastest growing materials used in aerospace applications. The prime rationale for designers to choose titanium in their designs is its relative low mass for a given strength level and its relative resistance to high temperature. Titanium has long been used in aircraft engine front sections and will continue to be used there for the foreseeable future. In fact, due to its properties, titanium alloys are becoming more prevalent than ever before in structural and landing gear components. One drawback of these alloys is their poor mach inability .Titanium alloy Ti-6Al-4V, a difficult-to-machine material having extremely short tool life. To overcome this problem, advanced techniques are being practiced in machining of titanium alloy, one such technique is cryogenic cooling. Nitrogen is more preferable in machining to dissipate heat generated because it is cost effective, safe, non flammable and environmental friendly gas, in addition to that it cannot contaminate work piece, no separate mechanism for disposal .A review is undertaken in this paper for the machining of titanium alloys in cryogenic conditions.
3. Introduction:
Titanium alloys are metals that contain a mixture of titanium and other chemical elements. (Table1) Such alloys have very high tensile strength and toughness (even at extreme temperatures). They are light in weight, have extraordinary corrosion resistance and the ability to withstand extreme temperatures. These are considered as important engineering materials for industrial applications because of good strength to weight ratio, superior corrosion resistance and high temperature applicability. Titanium alloys have been widely used in the aerospace and aircraft industry due to their ability to maintain their high strength at elevated temperature, and high resistance for corrosion. They are also being used increasingly in chemical process, automotive, biomedical and nuclear industry.
Titanium and its alloys represent the most challenging materials in machining. With advances in cutting tool materials, many difficult-to-machine materials can now be machined at higher metal removal rates. None of these tool materials, however, seems to be effective in machining titanium because of their chemical affinities with titanium. New development in tool coating also does not help titanium machining. Al2 03 Coating has a lower thermal conductivity than the tungsten carbide insert, which prevents heat dissipation from extremely concentrated high stress and high temperature at the cutting point. Titanium carbide and titanium nitride coatings are not suitable for machining titanium alloys because of their chemical affinities. Thus, cryogenic machining lowers the cutting temperature and enhances chemical stability of the work piece and the tool, is expected to greatly increase productivity level in the machining of titanium and its alloys. Most cryogenic machining studies [5–14] on titanium and its alloys have documented improved machinability when freezing the work piece or cooling the tool using a cryogenic coolant.
Cryogenic machining is a machining process where the traditional lubro -cooling liquid (an emulsion of oil into water) is replaced by a jet of liquid nitrogen .Cryogenic machining is useful in rough machining operations, in order to increase the tool life. It can also be useful to preserve the integrity and quality of the machined surfaces in finish machining operations. Cryogenic machining tests have been performed by researchers since several decades, but the actual commercial applications are still limited to very few companies Both cryogenic machining by turning and milling are possible .The machinability study has been carried out under cryogenic coolant as well as water based coolant on these alloys where MRR, Cutting forces and surface roughness values were studied in machining of Titanium alloy ( Ti-6Al-4V ) under the both environment. In Which the results obtained for cryogenic coolant are superior than water based coolant.[1]
4. Summary of the study:
Background of the research topic:
Titanium alloys, particularly Ti-6Al-4V, are vital for industries like aerospace due to their high strength-to-weight ratio and temperature resistance. However, their poor machinability, characterized by high heat generation and chemical reactivity with cutting tools, leads to very short tool life and limits manufacturing productivity.
Status of previous research:
Previous research cited in the paper [5-14] has documented improved machinability of titanium by using cryogenic coolants. Studies have been performed for several decades, comparing cryogenic results for MRR, cutting forces, and surface roughness against conventional water-based coolants, showing cryogenic methods to be superior [1]. The paper reviews the historical development (Figure 1), application methods (Figures 2, 3, 4), and benefits of this technology.
Purpose of the study:
The purpose of this paper is to provide a critical review of cryogenic machining as an advanced technique to overcome the challenges of machining titanium alloys. It aims to consolidate the findings on its benefits, process parameters, and potential to replace conventional, less effective, and environmentally harmful cooling methods.
Core study:
The core of this work is an analysis of the literature concerning the use of liquid nitrogen (LN2) as a coolant in machining titanium. It explores the mechanisms by which cryogenic cooling improves tool life, surface finish, and material removal rates. It also compares the environmental impact of LN2 with other coolants (Table 3) and discusses practical process parameters like flow rate and cutting speeds (Section 8).
5. Research Methodology
Research Design:
The paper is a critical review, meaning its design is based on the synthesis and analysis of existing academic and technical literature on the topic of cryogenic machining. It does not present new experimental data but instead organizes and evaluates prior findings to draw comprehensive conclusions.
Data Collection and Analysis Methods:
Data was collected from a range of sources including journal articles, conference proceedings, and technical guides [1-17]. The analysis involves comparing and contrasting the results from different studies to identify consistent trends, benefits, and established process parameters for the cryogenic machining of titanium alloys.
Research Topics and Scope:
The scope of the research covers the properties and applications of titanium alloys, the historical development of cryogenic technology, methods for supplying cryogenic coolant to the machine, the potential benefits (technical, economic, environmental), and key process parameters for turning and milling operations.
6. Key Results:
Key Results:
- Cryogenic cooling with liquid nitrogen effectively protects the cutting tool from thermal damage, deformation, and built-up edge formation, leading to increased tool life.
- Compared to conventional water-based coolants, cryogenic machining yields a better surface finish, lower cutting forces, and a higher material removal rate (MRR).
- The use of liquid nitrogen is an environmentally friendly alternative, eliminating hydrocarbon-based oils, reducing energy use, and generating no solid waste, as shown in Table 3.
- The technology is well-developed, with established methods for supplying LN2 to the cutting zone using systems like the ICEFLY coaxial tube (Figure 4).
- Typical cutting parameters for titanium alloys with cryogenic cooling range from 70-150 m/min cutting speed with a feed rate of 0.10-0.25 mm/rev (Section 8.2).
Figure Name List:
- Figure 1 A timeline for early milestones in cryogenic technology
- Figure 2 Schematic diagram of cryogenic cooling setup
- Figure 3 Cryogenic Machining Setup
- Figure 4 Discharge Process of Liquid Nitrogen ( LN₂ )
7. Conclusion:
The liquid nitrogen has huge amount of heat carrying away capability due to its very low temperature in liquid form. The liquid nitrogen has played a key role in effective and efficient cooling during machining by protecting the cutting tool from deformation and built up edge formation. The Experiments Conducted also proves that it has a good surface finish, decreased cutting forces, Higher MRR when compared to water based Coolant, The liquid nitrogen is an advantageous and alternative coolant for machining of hard materials. The usage of liquid nitrogen reduces the environmental harms causes by hydro carbons from petroleum based mineral oils, eliminate conventional coolants and reduce coolant disposal costs.
8. References:
- [1] [1]A.R. Machado, J. Wallbank, Machining of titanium and its alloys: a review, Proc. Inst. Mech.Eng. 204 (1990) 53.
- [2] [2]P.D. Hartung, B.M. Kramer, Tool wear in titanium machining, Ann. CIRP 31 (1982) 75–80.
- [3] [3]M.J. Donachie Jr., in: ASM (Ed.), Titanium, a Technical Guide, 1982, p. 163.
- [4] [4]R. Komanduri, B.F. von Turkovich, New observation on the mechanism of chip formation when machining titanium alloys, Wear 69 (1981) 179–188.
- [5] [5] E.H. Rennhack, N.D. Carlsted, Effect of temperature on the lathe machining characteristics of Ti-6-4, in: Ann.Trans. Technol. Conf., 1974, p. 467.
- [6] [6] D. Ulutan and T. Ozel, Machining induced surface integrity in titanium and nickel alloys: a review, International Journal of Machine Tools and Manufacture, vol. 51, pp. 250-280, 2011.
- [7] [7] E. Ezugwu, High speed machining of aero-engine alloys, Journal of the Brazilian society of mechanical sciences and engineering, vol. 26, pp. 1-11, 2004.
- [8] [8]V. I. Babitsky, V. V. Silberschmidt, A. Roy, and A. Maurotto, Analysis of machinability of Ti-and Ni-based alloys, Solid State Phenomena, vol. 188, pp. 330-338, 2012.
- [9] [9]A. Shokrani, V. Dhokia, and S. T. Newman, Environmentally conscious machining of difficult-to machine materials with regard to cutting fluids, International Journal of Machine Tools and Manufacture, vol. 57, pp. 83-101, 2012.
- [10] [10] D. Lung, F. Klocke, and A. Krämer, High Performance Cutting of Aerospace Materials, Advanced Materials Research, vol. 498, pp. 127-132, 2012.
- [11] [11]Y. Yildiz and M. Nalbant, A review of cryogenic cooling in machining processes, International Journal of Machine Tools and Manufacture, vol. 48, pp. 947-964, 2008.
- [12] Saravanan P Sivam, Dr. Antony Michael Raj and Dr. Satish Kumar S, “Influence Ranking of Process Parameters in Electric Discharge Machining of Titanium Grade 5 Alloy using Brass Electrode". International Journal of Mechanical Engineering and Technology (IJMET), 4(5), 2013,pp. 71–80.
- [13] [12]E. Ezugwu, J. Bonney, and Y. Yamane, An overview of the machinability of aeroengine alloys, Journal of Materials Processing Technology, vol. 134, pp. 233-253, 2003.
- [14] [13] E. Ezugwu and Z. Wang, Titanium alloys and their machinability—a review, Journal of Materials Processing Technology, vol. 68, pp. 262-274, 1997.
- [15] [14]C. Machai, A. Iqbal, D. Biermann, T. Upmeier, and S. Schumann, On the Effects of Cutting Speed and Cooling Methodologies in Grooving Operation of Various Tempers of β-Titanium Alloy, Journal of Materials Processing Technology, 2013.
- [16] Rajesh Nayak and Ravirajshetty, “Cutting Force and Surface Roughness in Cryogenic Machining of Elastomer”. International Journal of Mechanical Engineering and Technology (IJMET), 5(9), 2014, pp. 151-156.
- [17] [15]V. Venkatesh, T. T. Mon, J. Ramli, A. Jeefferie, and S. Sharif, Performance of cryogenic machining with nitrogen gas in machining of titanium Applied Mechanics and Materials, vol. 52, pp. 2003-2008, 2011.
Expert Q&A: Your Top Questions Answered
Q1: Why is traditional flood cooling so ineffective for machining titanium alloys?
A1: According to the paper's introduction, traditional cooling fails for two main reasons. First, titanium alloys have very low thermal conductivity, meaning heat concentrates at the cutting point instead of dissipating through the workpiece. Second, titanium has a high chemical affinity for most tool materials, and this reactivity is accelerated by high temperatures, causing rapid tool wear. Conventional coolants often can't remove heat fast enough to prevent these issues.
Q2: What are the main environmental benefits of switching to cryogenic machining?
A2: The paper's conclusion and Table 3 provide a clear answer. Cryogenic machining with liquid nitrogen eliminates the use of petroleum-based mineral oils, which are environmental hazards and costly to dispose of. As shown in Table 3, liquid nitrogen has a global warming potential (GWP) of 0.00 kg CO₂eq compared to 3.56 for mineral oil, and it produces no solid waste.
Q3: How is the liquid nitrogen (LN2) actually applied to the cutting zone without boiling away first?
A3: Section 6 of the paper describes a specialized delivery method called the ICEFLY system. This system uses a "coaxial tube-in-tube technology," where high-pressure LN2 flows through an inner tube that is insulated by a jacket of low-pressure LN2 in the outer tube. This design minimizes heat loss and "ensures liquid arrives right at the end of the tube where it can be jetted on to the cutter." Figure 4 illustrates this discharge process.
Q4: Besides extending tool life, what other key performance metrics are improved by cryogenic cooling?
A4: The paper's conclusion explicitly states that experiments have proven cryogenic cooling results in "a good surface finish, decreased cutting forces, [and] Higher MRR (Material Removal Rate) when compared to water based Coolant." This means you can machine parts faster, with better quality, and with less stress on the machine tool.
Q5: Are there recommended cutting speeds and feeds for cryogenic machining of Ti-6Al-4V?
A5: Yes, Section 8.2 provides general parameters from the reviewed literature. For titanium-based alloys, the cutting speed was typically tested in the range of 70–150 m/min with a feed rate between 0.10–0.25 mm/rev. The depth of cut was generally in the range of 0.30–2.00 mm.
Conclusion & Next Steps
This research provides a valuable roadmap for enhancing the machinability of challenging materials like Ti-6Al-4V. The findings offer a clear, data-driven path toward improving quality, extending tool life, and creating a safer, more sustainable manufacturing environment. By tackling the fundamental problem of heat generation at its source, cryogenic machining unlocks new levels of productivity.
At CASTMAN, we are dedicated to applying the latest industry research to solve our customers' most challenging manufacturing problems. We understand that a world-class die-cast component often requires high-precision secondary processing. If the machining challenges discussed in this paper resonate with your operational goals, contact our engineering team to discuss how we can partner with you to optimize the entire lifecycle of your components.
Copyright
- This material is a paper by "S. Madhukar, A. Shravan, P. Vidyanand Sai, Dr. V.V. Satyanarayana". Based on "A critical review on cryogenic machining of titanium alloy (TI-6AL-4V)".
- Source of the paper: The paper reviewed is available at http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=7&IType=5
This material is for informational purposes only. Unauthorized commercial use is prohibited. Copyright © 2025 CASTMAN. All rights reserved.