This introduction paper is based on the paper "Optimizing the Magnesium Die Casting Process to Achieve Reliability in Automotive Applications" published by "SAE International".
![Figure 1. Grain size and secondary dendrite arm spacing as a
function of the solidification rate for AZ91D. Operating window for
die casting indicated by dashed rectangle [1]](https://castman.co.kr/wp-content/uploads/image-1932-png.webp)
1. Overview:
- Title: Optimizing the Magnesium Die Casting Process to Achieve Reliability in Automotive Applications
- Author: Haavard Gjestland, Stian Sannes, Jørild Svalestuen and Håkon Westengen
- Year of publication: 2005
- Journal/academic society of publication: SAE International (SAE Technical Paper 2005-01-0333)
- Keywords: Magnesium die casting, automotive applications, reliability, solidification rate, microstructure, mechanical properties, shot sleeve, pre-solidification, externally solidified crystals (ESCs), AZ91D, AM60B, thermal management.
2. Abstract:
High pressure die casting is characterized by rapid die filling and subsequent rapid cooling of the molten metal in the die. These characteristics are favourable for magnesium die casting alloys. The high cooling rate favours the formation of a fine dendrite and grain structure, which in turn leads to substantial hardening; this refinement also provides improved ductility. Since the cooling rate of the metal is highly dependent on both the process parameters and the geometry of the part, the three-dimensional flexibility associated with the latter factor means that the cooling rate cannot be uniform. This cooling rate difference in turn can lead to some variation in the mechanical properties between geometrically different portions of a die cast component. This variation is an inherent property of the material, in contrast to casting defects like microporosity, non-metallic inclusions, filling defects, and formation of hot cracks. The mechanical properties of the casting are also affected by the pre-solidification of metal in the shot sleeve. In the present paper the correlation between the thermal conditions in the process and the resulting microstructure and mechanical properties in the casting is discussed. A key factor associated with prediction of the properties is the thermal conditions in the process from the melting furnace through the metering units and shot sleeve, and finally the filling of the die. Only by knowing the impact of the thermal history of all these elements on the properties is it possible to optimize the die casting process. The current investigation firstly describes some basic correlations between the solidification rate of the metal and the resulting microstructure together with the mechanical properties. Such general correlations are valid for all alloys. The paper presents the results from investigations on the alloy AZ91D. Secondly the work describes the general behaviour of a hot metal poured into shot sleeves with different thermal conditions. The paper presents the results from investigations on the alloy AM60B.
3. Introduction:
The growth in the application of magnesium die castings is made possible by technological improvements. Among several factors, the introductions of high purity alloys, fluxless melting, improved die casting technology and virtual design have been of great importance. The combined effect of these improvements offers possibilities for highly automated, cost competitive production of complex, light weight parts fulfilling the requirements of modern mass production. Design and production of light weight structural applications are challenging tasks for die casters, as there is a continuous demand for improved material properties and robust manufacturing performance. The properties of a die cast part are first of all controlled by the local solidification rates in the component. Secondly, any defects formed during the casting process will reduce the theoretically optimal properties.
4. Summary of the study:
Background of the research topic:
Magnesium die castings are increasingly used in automotive applications due to their light weight. However, ensuring reliable mechanical properties in complex, mass-produced parts is critical. High pressure die casting involves rapid solidification, which influences microstructure and properties. Variations in cooling rates due to part geometry and process parameters can lead to inconsistent properties. Furthermore, phenomena occurring before die filling, such as pre-solidification in the shot sleeve, can significantly impact the final casting quality and reliability.
Status of previous research:
It is established that solidification rate dictates microstructural features like grain size (GS) and secondary dendrite arm spacing (DAS) in magnesium alloys such as AZ91D. Faster solidification leads to finer structures (Figure 1). Mechanical properties are strongly linked to microstructure; tensile yield strength follows a Hall-Petch relationship with grain size (Figure 2), and ductility (elongation) generally improves with finer grain sizes (Figure 3). Pre-solidification of metal within the shot sleeve before injection is known to occur, forming fragments termed externally solidified crystals (ESCs). These ESCs are incorporated into the casting during injection and are known to potentially affect mechanical properties.
Purpose of the study:
This study aims to elucidate and quantify the correlation between the thermal conditions throughout the die casting process, particularly within the shot sleeve, and the resulting microstructure (specifically the presence and distribution of ESCs) and mechanical properties of magnesium alloy castings. The ultimate goal is to identify strategies for optimizing the die casting process to achieve improved reliability, especially concerning elongation, in automotive components.
Core study:
The research investigates two main aspects:
- The fundamental relationship between solidification rate, microstructure (GS, DAS), and mechanical properties (yield strength, elongation) using data for the AZ91D alloy.
- The impact of pre-solidification in the shot sleeve on the formation of ESCs and the subsequent effect on the microstructure and mechanical properties of AM60B alloy castings. This involved:
- Computer simulation to estimate the volume fraction of pre-solidified metal under different shot sleeve thermal conditions (Table 1).
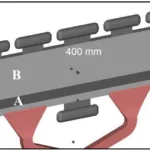
- Experimental high-pressure die casting of AM60B tensile bars using four distinct shot sleeve configurations: standard H13 steel, H13 coated with boron nitride, H13 with a Metal Matrix Composite (MMC) liner, and H13 heated with cartridges.
- Mechanical testing and microstructural analysis of the cast specimens to correlate shot sleeve conditions with ESC presence and property variations, particularly elongation and its statistical distribution.
5. Research Methodology
Research Design:
The study employed a multi-faceted approach combining:
- Review and analysis of existing data on the relationship between solidification parameters and microstructure/properties in AZ91D.
- Computational fluid dynamics (CFD) simulation to model heat transfer and pre-solidification within the shot sleeve under varying thermal boundary conditions.
- Controlled experimental high-pressure die casting trials using an industrial die casting machine (420 metric ton Bühler Evolution).
- Systematic characterization of the resulting castings through mechanical testing and metallographic examination.
- Statistical analysis of the experimental data to evaluate the impact of process modifications on property distribution and reliability.
Data Collection and Analysis Methods:
- Simulation: Computer simulation was used to calculate the volume fraction of pre-solidified AM60B alloy in a shot sleeve (60 mm diameter, 365 mm length, 50% fill fraction) under four defined thermal scenarios representing different sleeve materials, coatings, and temperatures (Table 1).
- Experimentation: Standard ASTM tensile bars (gauge length 75 mm, diameter 6 mm) were die cast using AM60B alloy under the four simulated shot sleeve conditions.
- Mechanical Testing: Tensile tests were performed according to ASTM 557B standard to determine yield strength (Rp0.2), ultimate tensile strength (Rm), and elongation (A). A significant number of samples were tested for statistical relevance (e.g., 200 for condition 1, 93 for condition 3).
- Metallography: Cross-sections of tensile bars were prepared and examined using optical microscopy to observe the microstructure, specifically the presence, distribution, and morphology of ESCs under different casting conditions.
- Statistical Analysis: Average mechanical properties and standard deviations were calculated. Frequency distributions (bar graphs) and 2-parameter Weibull analysis were employed to evaluate the scatter and reliability of elongation values for different shot sleeve conditions.
Research Topics and Scope:
The research focuses on high-pressure die casting of common magnesium alloys used in automotive applications (AZ91D and AM60B). It specifically investigates the influence of:
- Solidification rate on microstructure (grain size, DAS) and mechanical properties (yield strength, elongation).
- Thermal conditions within the shot sleeve (heat transfer coefficient, conductivity, temperature) on the extent of pre-solidification and the formation of Externally Solidified Crystals (ESCs).
- The presence and distribution of ESCs on the mechanical properties (particularly elongation) and their statistical variation (scatter/reliability) in die-cast components.
The scope includes simulation, experimental casting trials under controlled conditions, material characterization, and statistical evaluation, aiming to provide practical guidelines for process optimization.
6. Key Results:
Key Results:
- Microstructure (grain size GS, secondary dendrite arm spacing DAS) in AZ91D is strongly dependent on the solidification rate, with faster cooling yielding finer structures (Figure 1). Typical die casting cooling rates (10 - 1000 °C/s) result in grain sizes between 5 and 100 µm.
- Tensile yield strength (TYS) in AZ91D exhibits a Hall-Petch relationship, increasing with decreasing grain size (Figure 2).
- Elongation to fracture generally increases as grain size decreases for both AZ91D and pure Mg (Figure 3), highlighting the importance of fine microstructure for ductility.
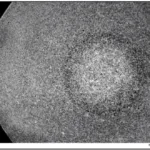
- Pre-solidification occurs in the relatively cold shot sleeve before injection, forming α-magnesium dendrite fragments known as Externally Solidified Crystals (ESCs) (Figure 4).
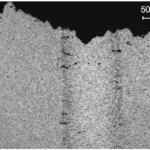
- ESCs are incorporated into the melt flow and found within the final casting, often concentrated near gates and in the core region away from gates (Figures 5a, 5b). ESCs appear as larger, distinct microstructural features.
- ESCs and associated porosity bands (Figure 6) act as initiation sites for fracture under tensile load, limiting the overall ductility and strength of the material (Figure 7).
- Simulations predicted that a standard H13 tool steel shot sleeve (200°C) results in approximately 14% pre-solidified AM60B fraction. Modifying the thermal conditions significantly reduces this: Boron Nitride coating (600 W/m²K heat transfer) yielded 0%, an MMC liner (7.4 W/m°C conductivity) yielded 5%, and heating the H13 sleeve to 440°C yielded 2.5% (Table 1).
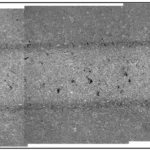
- Experimental casting confirmed the microstructural impact: the standard H13 sleeve resulted in castings with a noticeable presence of ESCs distributed across the cross-section (Figure 9a). The modified sleeves showed significantly reduced or nearly eliminated visible pre-solidification (Figures 9b, 9c, 9d).
- Reducing pre-solidification via modified shot sleeves led to improvements in average mechanical properties, particularly elongation, compared to the standard H13 sleeve (Figure 8).
- Crucially, reducing ESCs significantly reduced the scatter in elongation values. The standard H13 sleeve produced a distribution skewed towards low elongation values, whereas the MMC-lined and heated sleeves resulted in distributions with less scatter and higher minimum values (Figures 10a, 10b, 10c).
- Weibull analysis confirmed the improved reliability (reduced scatter) for the MMC-lined and heated sleeves compared to the standard H13 sleeve, indicated by higher Weibull moduli (Beta values in Figure 11).
-
![Figure 2. Tensile yield strength as a function of grain size in an AZ91D alloy [1]](https://castman.co.kr/wp-content/uploads/Figure-2.-Tensile-yield-strength-as-a-function-of-grain-size-in-an-AZ91D-alloy-1-150x150.webp)
- Figure 2. Tensile yield strength as a function of grain size in an AZ91D alloy [1]
-
![Figure 1. Grain size and secondary dendrite arm spacing as a function of the solidification rate for AZ91D. Operating window for die casting indicated by dashed rectangle [1]](https://castman.co.kr/wp-content/uploads/image-1932-150x150.webp)
- Figure 1. Grain size and secondary dendrite arm spacing as a function of the solidification rate for AZ91D. Operating window for die casting indicated by dashed rectangle [1]
-
![Figure 3. Elongation to fracture as a function of grain size in an AZ91D alloy and in pure-Mg [1]](https://castman.co.kr/wp-content/uploads/image-1933-150x150.webp)
- Figure 3. Elongation to fracture as a function of grain size in an AZ91D alloy and in pure-Mg [1]
-
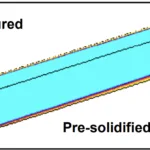
- Figure 4. Illustration of computer simulation of pre-solidification in the shot sleeve
-
![Figure 5b. ESCs in AM60B (large grains with bright contrast) in a U-profile type of casting. A) Close to the gate, B) Far from the gate. Arrows indicate flow direction [3]](https://castman.co.kr/wp-content/uploads/image-1935-150x150.webp)
- Figure 5b. ESCs in AM60B (large grains with bright contrast) in a U-profile type of casting. A) Close to the gate, B) Far from the gate. Arrows indicate flow direction [3]
-
- Figure 6. The dark ‘lines’ are the pore bands, alloy AM690B
-
- Figure 7. Cracks initiated in the pore bands of a tensile bar during tension, alloy AM60B.
-
- Figure 5a. Locations (A and B) for the micrographs in Figure 5b
-
- Figure 9b. Micrograph of tensile bar in AM60B cast with a H13 shot sleeve coated with boron nitride. The ‘white particles’ are the ESCs
-
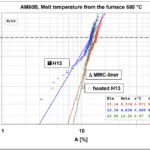
- Figure 11. 2-dimensional Weibull analysis of the elongation in tensile bars cast with different shot sleeve conditions
Figure Name List:
- Figure 1. Grain size and secondary dendrite arm spacing as a function of the solidification rate for AZ91D. Operating window for die casting indicated by dashed rectangle [1]
- Figure 2. Tensile yield strength as a function of grain size in an AZ91D alloy [1]
- Figure 3. Elongation to fracture as a function of grain size in an AZ91D alloy and in pure-Mg [1]
- Figure 4. Illustration of computer simulation of pre-solidification in the shot sleeve
- Figure 5a. Locations (A and B) for the micrographs in Figure 5b
- Figure 5b. ESCs in AM60B (large grains with bright contrast) in a U-profile type of casting. A) Close to the gate, B) Far from the gate. Arrows indicate flow direction [3]
- Figure 6. The dark 'lines' are the pore bands, alloy AM690B.
- Figure 7. Cracks initiated in the pore bands of a tensile bar during tension, alloy AM60B.
- Figure 8. Bar graphs showing the average mechanical properties and one standard deviation in tensile bars cast with different thermal conditions in the shot sleeve, alloy AM60B
- Figure 9a. Micrograph of tensile barin AM60B cast with a H13 shot sleeves. The 'white particles' are the ESCs
- Figure 9b. Micrograph of tensile bar in AM60B cast with a H13 shot sleeve coated with boron nitride. The 'white particles' are the ESCs
- Figure 9c. Micrograph of tensile bar in AM60B cast with a MMC-lined shot sleeve. The 'white particles' are the ESCs
- Figure 9d. Micrograph of tensile bar cast in AM60B with a heated H13 shot sleeve. The 'white particles' are the ESCs
- Figure 10a. Frequency bar graphs for the elongation in tensile specimens cast with a H13 shot sleeve (200 specimens of AM60B)
- Figure 10b. Frequency bar graphs for the elongation in tensile specimens cast with a MMC-lined shot sleeve (93 specimens of AM60B)
- Figure 10c. Frequency bar graphs for the elongation in tensile specimens cast with a heated H13 shot sleeves (34 specimens of AM60B)
- Figure 11. 2-dimensional Weibull analysis of the elongation in tensile bars cast with different shot sleeve conditions
- Table 1. Computer calculation of fraction pre-solidified AM60B as a function of thermal conditions in the shot sleeve
7. Conclusion:
- Use of conventional shot sleeves manufactured from of H13 tool steel results in a significant volume fraction of pre-solidified material in the sleeve due to heat loss in the metal prior to injection.
- Externally solidified crystals (ESCs) are α-magnesium dendrite fragments. When dispersed in the liquid metal and injected into the die cavity, these ESCs lead to reduction in the mechanical properties in the cast components.
- Pre-solidification in the shot sleeve can be decreased by a) reducing the heat transfer from the metal to the sleeve wall by insulating the inner sleeve wall, b) reducing the heat conductivity in the sleeve wall, c) reducing the heat transfer by maintaining a higher temperature in the sleeve wall. These efforts in turn will lead to improved mechanical properties in the casting.
- Heat loss reduction results in a higher temperature in the melt injected into the cavity. This enhances the fluidity for filling the given die, as well as potentially leading to better filling of more complex dies. A negative effect of enhancing fluidity is a larger tendency for flashing of a given die.
- A Best Practice for magnesium die casting to obtain most reliable properties in a component should include:
- Component and die design for highest possible solidification rates in all sections of the component.
- Use of shot sleeves and process parameters causing low heat loss in the metal prior to injection.
8. References:
- [1] H. Gjestland, S. Sannes, H. Westengen and D. Albright, Effects of Casting Temperature, Section Thickness, and Die Filling Sequence Concerning Microstructure and Mechanical Properties of High Pressure Die castings, NADCA conference, Indianapolis, September 2003.
- [2] H. I. Laukli, High Pressure Die Casting of Aluminium and Magnesium Alloys – Grain Structure and Segregation Characteristics, Doctoral Theses, Norwegian University of Science and Technology, 2004.
- [3] H. I. Laukli, O. Lohne, S. Sannes, H. Gjestland and L. Arnberg, Grain Size Distribution in a Complex AM60B Magnesium Alloy Die Casting, Int. J. of Cast Metals Research, 2003, vol. 16, no. 6, pp. 515-521.
- [4] Crack initiation and crack propagation in HPDC tensile bars, Hydro Magnesium Competence Centre, Internal report, August 2003.
9. Copyright:
- This material is a paper by "Haavard Gjestland, Stian Sannes, Jørild Svalestuen and Håkon Westengen". Based on "Optimizing the Magnesium Die Casting Process to Achieve Reliability in Automotive Applications".
- Source of the paper: https://doi.org/10.4271/2005-01-0333
This material is summarized based on the above paper, and unauthorized use for commercial purposes is prohibited.
Copyright © 2025 CASTMAN. All rights reserved.