더욱 복잡하고 정밀한 다이캐스팅 부품, 이제 CASTMAN 솔트 코어로 실현 가능합니다.
다이캐스팅은 자동차, 전자제품, 산업기계 등 다양한 산업 분야에서 널리 사용되는 금속 부품 제조 기술입니다. 특히 대량 생산에 적합하고 정밀한 형상 구현이 가능하다는 장점 덕분에 그 중요성은 날로 커지고 있습니다.
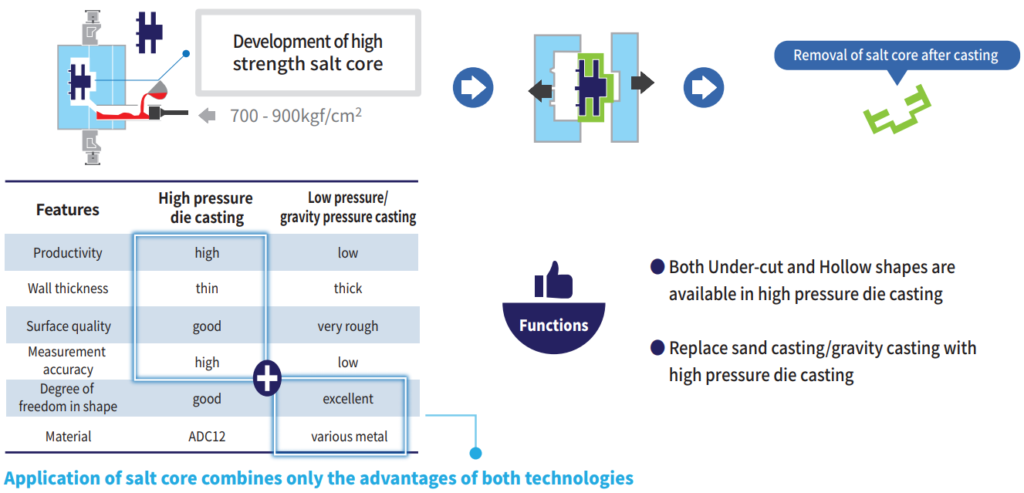
하지만 기존 다이캐스팅 방식은 금형의 개폐 방향과 코어 설계에 제약이 많아 복잡한 내부 형상을 가진 부품을 제작하는 데 어려움이 있었습니다. 모래 주조나 반영구적인 주형 주조 방식은 이러한 제약을 어느 정도 극복할 수 있지만, 다이캐스팅에 비해 공정이 복잡하고 생산성이 낮다는 단점이 존재합니다.
이제 CASTMAN의 혁신적인 솔트 코어 다이캐스팅 기술이 이러한 문제점을 완벽하게 해결합니다!
CASTMAN 솔트 코어 다이캐스팅, 왜 특별할까요?
- 설계 자유도의 극대화: 기존 다이캐스팅의 금형 개폐 방향 제약에서 벗어나, 더욱 복잡하고 혁신적인 디자인의 부품을 구현할 수 있습니다. 언더컷, 내부 캐비티 등 기존 방식으로는 불가능했던 형상도 솔트 코어를 통해 자유롭게 설계하세요.
- 생산 효율성 향상: 다이캐스팅 공정 자체의 높은 생산성은 그대로 유지하면서, 복잡한 형상까지 구현 가능하여 생산 효율성을 극대화합니다. 별도의 복잡한 조립 공정 없이, 한 번의 다이캐스팅으로 완성도 높은 부품을 제작할 수 있습니다.
- 경쟁사 기술 역설계 방지: 솔트 코어는 다이캐스팅 후 물에 용해되어 제거됩니다. 따라서 경쟁사에서 제품을 역설계하려 해도, 핵심적인 내부 형상 정보를 파악하기 어렵습니다. 기술 경쟁력을 보호하고 시장 우위를 선점하는 데 기여합니다.
- 정밀 다이캐스팅 기술: CASTMAN은 다이캐스팅 방식으로 솔트 코어를 직접 생산합니다. 이는 곧 정밀하고 균일한 품질의 코어를 안정적으로 공급할 수 있다는 의미입니다. 정밀한 솔트 코어는 최종 다이캐스팅 부품의 품질 향상으로 이어집니다.
- 다양한 산업 분야 적용: 자동차 부품, 전자제품 케이스, 의료기기 부품 등 복잡한 내부 구조를 요구하는 다양한 산업 분야에 적용 가능합니다. 새로운 제품 개발과 성능 향상에 기여할 수 있습니다.
Competitive Cost Reduction
- Mass production enabled by short cycle time of high pressure die casting increases productivity
- Also reduces weight by 10-20% vs sand casting
- Cheaper materials compared to sand casting (AC4C ▶ ADC12)
Products Made by Replacing Sand Core with Salt Core Technology

CASTMAN 솔트 코어 다이캐스팅, 핵심 기술력과 차별화된 가치
CASTMAN은 다년간의 다이캐스팅 기술 노하우와 끊임없는 연구 개발을 통해 솔트 코어 다이캐스팅 분야를 선도하고 있습니다. 단순히 솔트 코어를 제공하는 것을 넘어, 고객의 성공적인 제품 개발과 생산을 위한 최적의 솔루션을 제공합니다.
CASTMAN 솔트 코어 기술의 핵심 경쟁력:
- 최적화된 솔트 코어 배합 기술: 다이캐스팅 공정 조건과 부품 형상에 최적화된 솔트 코어 배합 기술을 보유하고 있습니다. 높은 강도와 용해성을 동시에 확보하여, 안정적인 코어 성능과 용이한 제거를 보장합니다.
- 정밀 다이캐스팅 코어 생산 기술: 다이캐스팅 방식으로 솔트 코어를 생산하여, 정밀하고 균일한 품질의 코어를 대량 생산할 수 있습니다. 이는 최종 다이캐스팅 부품의 정밀도 향상과 불량률 감소에 직접적인 영향을 미칩니다.
- 맞춤형 코어 설계 및 제작: 고객의 요구사항과 부품 설계에 맞춰 최적의 솔트 코어 형상을 설계하고 제작합니다. 풍부한 경험과 전문성을 바탕으로, 고객 맞춤형 솔루션을 제공합니다.
- 다양한 다이캐스팅 공법 적용: 고압 다이캐스팅, 진공 다이캐스팅 등 다양한 다이캐스팅 공법에 CASTMAN 솔트 코어를 적용할 수 있습니다. 폭넓은 호환성을 통해, 고객의 생산 환경에 유연하게 대응합니다.
- 기술 지원 및 컨설팅: 솔트 코어 다이캐스팅 기술 적용에 대한 전문적인 기술 지원 및 컨설팅을 제공합니다. 초기 설계 단계부터 양산 단계까지, 고객의 성공적인 제품 개발을 위한Total Solution을 지원합니다.
캐스트맨의 솔트 코어 공법은 컴퓨터의 첨단 유동 해석을 통해 솔트코어 제작 기술 개발과 충진 및 응고 시뮬레이션 수행을 통해 최적의 솔트코어 평가 시스템 및 제조 프로세스를 구축하였습니다.
솔트 코어 장점
| - 부드러운 표면 품질 - 높은 열충격성 - 수용성 - 단열성 | - 화학적 바인더 사용안함 - 별도 코팅재 사용안함 - 유해물질 사용안함 - 코어 지지구조 일체화 | - 복잡한 내부유로 설계가능 - 언더컷 성형 가능 - 표면 품질 스펙 가능 - 다른 솔트코어 결합가능 | - 부품일체화 가능 - Near net shape 제조 - 생산성 향상 |
 |  |  |  |
다이캐스팅 관련 문의는 sales@castman.co.kr 로 연락 주시기 바랍니다.