This paper summary is based on the article [CORE VIABILITY SIMULATION FOR SALT CORE TECHNOLOGY IN HIGH-PRESSURE DIE CASTING] presented at the [International Journal of Metalcasting/Summer 2013]
1. Overview:
- Title: CORE VIABILITY SIMULATION FOR SALT CORE TECHNOLOGY IN HIGH-PRESSURE DIE CASTING
- Author: B. Fuchs, H. Eibisch, C. Körner
- Publication Year: 2013
- Publishing Journal/Academic Society: International Journal of Metalcasting/Summer 2013, American Foundry Society
- Keywords: High-pressure die casting (HPDC), lost core, salt core, undercuts in HPDC, hollow parts in HPDC, casting simulation, fluid-structure-interaction
2. Research Background:
- Social/Academic Context of the Research Topic: High-pressure die casting (HPDC) 기술에서 undercut 형상 구현은 복잡하고 유지 보수가 많이 필요한 슬라이더 사용에 의존해왔으며, 이는 대규모 및 비용 민감형 연속 생산에 적용하기 어려운 실정이다. 기존 sand- 및 low-pressure die casting에 사용되는 유기 및 무기 바인더 시스템 기반의 sand core는 HPDC의 고유 공정 조건으로 인해 적용이 불가능했다. Lost core 기술 중 salt core는 HPDC에서 undercut 형상 구현의 대안으로 주목받고 있다.
- Limitations of Existing Research: 기존 연구에서는 HPDC 공정 조건에서 salt core의 core failure 문제, 특히 높은 ingate velocity 조건에서의 문제점을 해결하기 위한 체계적인 접근 방식이 부족했다. Trial-and-error 방식의 실험적 접근은 비용과 시간이 많이 소요된다는 한계가 있다.
- Necessity of the Research: HPDC 공정에서 salt core 기술의 성공적인 적용을 위해서는 core failure 예측 및 공정 변수 최적화를 위한 객관적이고 데이터 기반의 접근 방식이 필요하다. 특히, 수치 시뮬레이션 기술을 활용하여 core failure 메커니즘을 이해하고, 공정 변수가 core viability에 미치는 영향을 분석하는 연구가 요구된다.
3. Research Purpose and Research Questions:
- Research Purpose: 본 연구의 목적은 수치 시뮬레이션을 활용하여 HPDC 공정에서 salt core의 core failure를 예측하는 방법을 조사하고, 실험 결과와의 비교 검증을 통해 시뮬레이션 결과의 신뢰성을 평가하는 것이다. 궁극적으로, 비용과 시간을 절약하면서 HPDC에서 lost salt core의 성공적인 사용을 위한 공정 변수를 객관적이고 데이터 기반으로 결정하는 접근 방식을 확립하고자 한다.
- Key Research Questions:
- 수치 시뮬레이션은 HPDC 공정에서 salt core의 core failure를 예측하는 데 효과적인가?
- Fluid-Structure-Interaction (FSI) 시뮬레이션은 HPDC 조건에서 salt core에 작용하는 힘과 응력을 정확하게 예측할 수 있는가?
- Salt core의 온도 의존적 기계적 특성은 core viability 시뮬레이션 결과에 어떠한 영향을 미치는가?
- Ingate velocity, dwell pressure와 같은 HPDC 공정 변수는 salt core의 core failure에 어떠한 영향을 미치는가?
- Research Hypotheses: 수치 시뮬레이션, 특히 FSI 시뮬레이션은 HPDC 공정 조건에서 salt core의 거동을 예측하고 core failure 발생 가능성을 평가하는 데 유효할 것이다. Salt core의 기계적 특성은 온도에 따라 변하며, 이는 시뮬레이션의 정확도에 중요한 영향을 미칠 것이다. 높은 ingate velocity는 core에 작용하는 유체 역학적 힘을 증가시켜 core failure 가능성을 높일 것이다.
4. Research Methodology
- Research Design: 본 연구는 수치 시뮬레이션과 실험적 검증을 병행하는 연구 디자인을 채택하였다. Fluid-Structure Interaction (FSI) 시뮬레이션을 사용하여 HPDC 공정 중 salt core에 작용하는 응력을 예측하고, HPDC 실험을 통해 core failure 발생 여부를 확인하여 시뮬레이션 결과를 검증하였다. 또한, salt core의 기계적 특성 (Young's modulus, bending strength)을 온도 변화에 따라 측정하여 시뮬레이션 입력 데이터로 활용하였다.
- Data Collection Method:
- Salt Core Characterization: Resonance-Frequency-Damping Analysis (RFDA)를 이용하여 salt core의 Young's modulus를 측정하고, 3-point bending test를 통해 bending strength를 측정하였다. 측정은 20°C (68°F), 125°C (257°F), 250°C (482°F)의 세 가지 온도 조건에서 수행되었다.
- HPDC Experiments: Müller-Weingarten GDK750 HPDC 장비와 FONDAREX vacuum system을 사용하여 실험을 진행하였다. AlSi12MnMg 합금을 사용하였으며, ingate velocity와 dwell pressure를 변화시키면서 core failure 발생 여부를 관찰하였다. 각 조건 당 10개의 시편을 제작하였다.
- Simulation: 상용 CFD 소프트웨어인 Flow3D를 사용하여 FSI 시뮬레이션을 수행하였다. Volume of Fluid (VOF) method를 사용하여 유체 거동을 모델링하고, Finite Element Method (FEM)을 사용하여 salt core의 응력을 계산하였다.
- Analysis Method: 실험 결과와 시뮬레이션 결과를 비교하여 시뮬레이션의 예측 정확도를 평가하였다. Salt core의 온도 의존적 기계적 특성 데이터를 시뮬레이션에 반영하여 결과의 신뢰성을 높였다. Ingate velocity 변화에 따른 core viability 변화를 분석하고, core failure 발생 임계 조건을 도출하였다.
- Research Subjects and Scope: 본 연구는 HPDC 공정에서 lost salt core 기술의 적용 가능성을 평가하는 데 초점을 맞추고 있다. 연구 대상은 특정 형상의 salt core (beam geometry, 23mm x 23mm 단면, 130mm 길이)와 AlSi12MnMg 합금이며, 특정 HPDC 장비 및 공정 조건 (ingate velocity, dwell pressure) 하에서 수행되었다.
5. Main Research Results:
- Key Research Results:
- Salt core의 Young's modulus와 bending strength는 온도가 증가함에 따라 감소하는 경향을 보였다. 특히 bending strength는 온도 변화에 민감하게 감소하였다.
- HPDC 실험 결과, ingate velocity가 증가함에 따라 core failure 발생 빈도가 증가하는 경향을 확인하였다. 특정 ingate velocity (본 연구에서는 15m/s) 이하에서는 core failure가 발생하지 않는 'core viability domain'이 존재하며, 그 이상에서는 core failure 확률이 증가하는 'critical domain' 및 'overcritical domain'이 나타났다.
- FSI 시뮬레이션 결과, ingate velocity가 증가함에 따라 salt core 내 최대 등가 응력(maximum mean iso stresses)이 증가하고, 임계 응력 초과 시점이 앞당겨지는 것을 확인하였다. 시뮬레이션 결과는 실험 결과와 일치하는 경향을 보였다.
- Core viability는 dwell pressure에는 큰 영향을 받지 않고, ingate velocity에 의해 결정적으로 영향을 받는 것으로 나타났다.
- Statistical/Qualitative Analysis Results: 온도에 따른 salt core의 기계적 특성 변화를 정량적으로 분석하고, ingate velocity 변화에 따른 core failure 확률 변화를 통계적으로 분석하였다. 시뮬레이션 결과와 실험 결과를 비교하여 상관성을 확인하고, core failure 메커니즘을 정성적으로 해석하였다.
- Data Interpretation: 실험 및 시뮬레이션 결과를 종합적으로 해석한 결과, HPDC 공정에서 salt core의 core failure는 높은 ingate velocity로 인해 발생하는 유체 역학적 힘이 salt core의 bending strength를 초과하여 발생하는 것으로 판단되었다. FSI 시뮬레이션은 core failure 발생 가능성을 예측하고 공정 변수 최적화를 위한 유용한 도구임을 입증하였다.
- Figure Name List:
- Figure 1. Salt core specimens in beam-geometry (length of 130mm and a cross section of 23mm²) used for both characterization and HPDC experiments.
- Figure 2. The geometry and dimensions of the cast part as well as the salt core used for the HPDC experiments is shown.
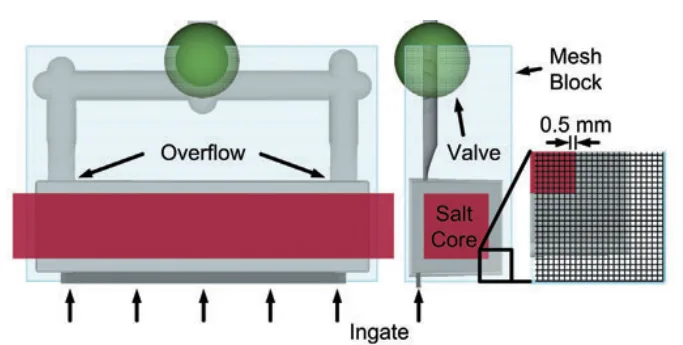
- Figure 3. The specimen geometry with ingate and overflow as modeled in the FDM-mesh in Flow3D. The valve is used to simulate the vacuum-system used in the casting experiments.
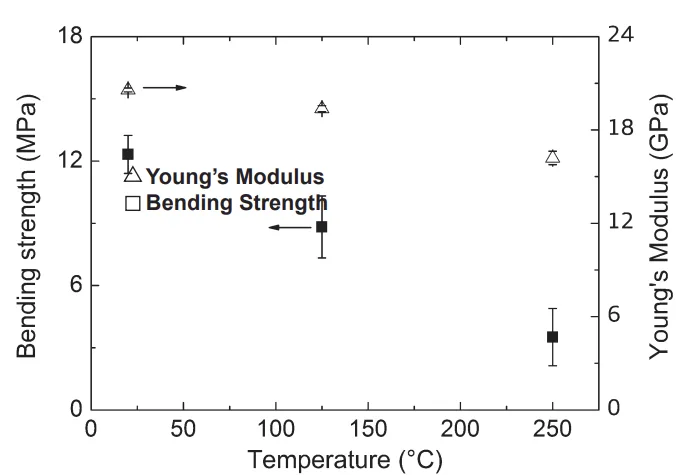
- Figure 4. The decrease in bending strength from three-point-bending experiments is more distinctive than the decrease of the Young's modulus. From 12MPa at room temperature the bending strength drops to 4MPa at 250°C (482°F). From these data the critical value of the bending strength for use in the casting simulations can be extrapolated to 6.5MPa at 175°C (347°F).
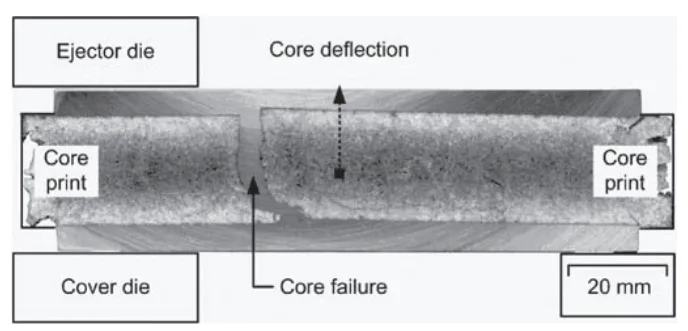
- Figure 5. An HPDC part with the salt core still in place showing a typical core failure when the ingate velocity exceeds the critical limit of the core viability domain. This part was cast with an ingate velocity of 35m/s and a measured dwell pressure of 820bar with a preheat-temperature of 175 C (347 F) for the salt core.
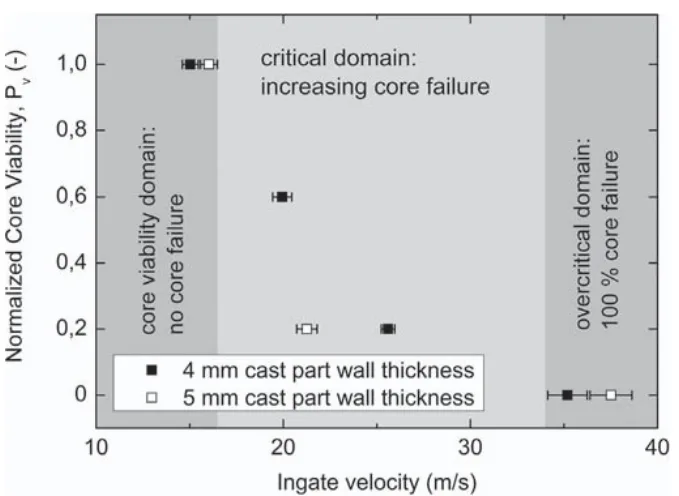
- Figure 6. The normalized core viability (left), decreases with increasing ingate velocity at which molten metal enters the cavity.
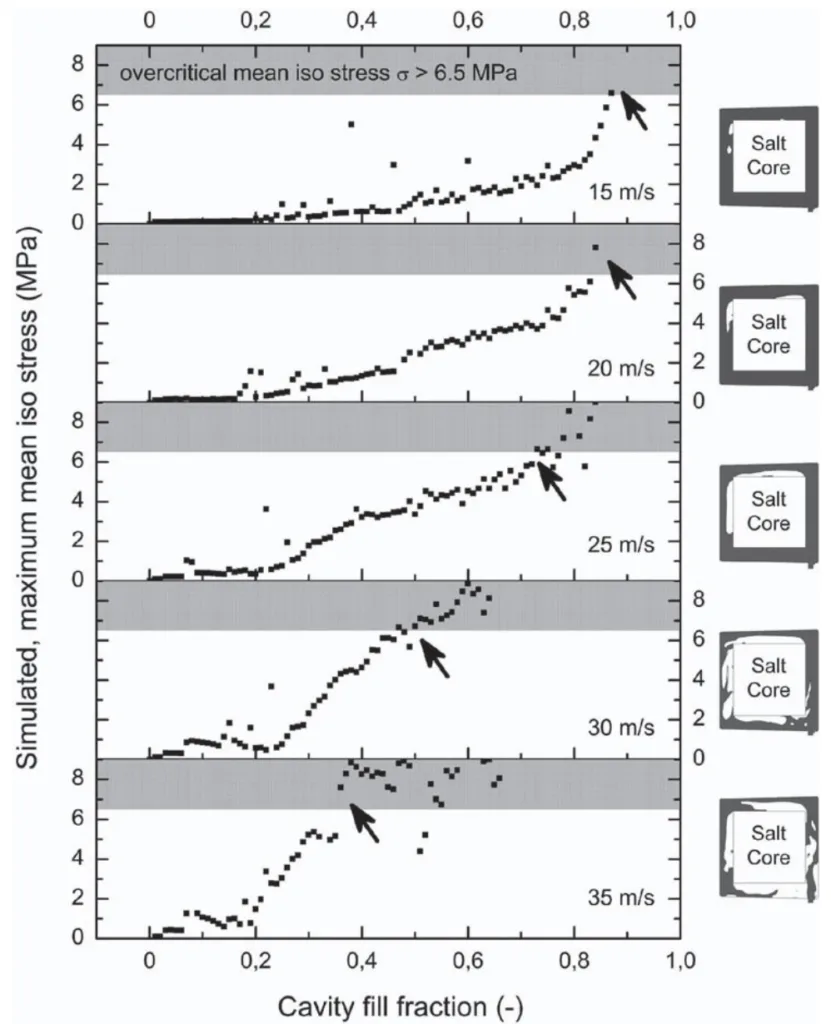
- Figure 7. The occurring maximum mean iso stresses reach overcritical levels earlier for increasing ingate velocities. Due to the unequal filling of the cavity at the fill fraction the aforementioned overcritical stress leads to core failures for the higher ingate velocities.
6. Conclusion and Discussion:
- Summary of Main Results: 본 연구에서는 HPDC 공정에서 salt core 기술의 core viability를 예측하기 위해 FSI 시뮬레이션을 활용하고 실험적으로 검증하였다. Salt core의 온도 의존적 기계적 특성을 고려한 시뮬레이션 모델을 구축하고, ingate velocity 변화에 따른 core failure 발생 경향을 분석하였다. 실험 결과와 시뮬레이션 결과는 일치하는 경향을 보였으며, FSI 시뮬레이션이 HPDC salt core 기술의 core viability 예측에 유효함을 입증하였다.
- Academic Significance of the Research: 본 연구는 HPDC 분야에서 FSI 시뮬레이션 기술의 새로운 적용 가능성을 제시하고, lost core 기술의 core viability 예측을 위한 데이터 기반 접근 방식을 확립하였다는 점에서 학문적 의의를 갖는다. 특히, salt core의 온도 의존적 기계적 특성을 고려한 시뮬레이션 모델은 HPDC 공정 시뮬레이션의 정확도를 향상시키는 데 기여할 수 있다.
- Practical Implications: 본 연구 결과는 HPDC 공정에서 salt core 기술을 적용하고자 하는 산업 현장에 실질적인 가이드라인을 제공할 수 있다. FSI 시뮬레이션을 활용하여 core failure를 사전에 예측하고, ingate velocity와 같은 공정 변수를 최적화함으로써, trial-and-error 방식의 실험 횟수를 줄이고 개발 비용과 시간을 절감할 수 있다. 또한, 균일한 cavity filling을 유도하는 ingate 및 coreprint 설계의 중요성을 강조한다.
- Limitations of the Research: 본 연구는 특정 형상의 salt core 및 AlSi12MnMg 합금, 특정 HPDC 장비 조건에서 수행되었으므로, 연구 결과를 일반화하는 데에는 한계가 있을 수 있다. 또한, 시뮬레이션 모델은 salt core의 탄성 거동만을 고려하였으며, 소성 변형 및 파괴 거동은 고려하지 않았다.
7. Future Follow-up Research:
- Directions for Follow-up Research: 향후 연구에서는 다양한 형상 및 재질의 salt core에 대한 core viability 시뮬레이션 및 실험적 검증 연구가 필요하다. 또한, salt core의 소성 변형 및 파괴 거동을 고려한 보다 정밀한 시뮬레이션 모델 개발이 요구된다.
- Areas Requiring Further Exploration: Ingate design 및 coreprint design이 cavity filling 균일성에 미치는 영향, 그리고 이것이 core viability에 미치는 영향에 대한 추가적인 연구가 필요하다. 또한, 더 높은 ingate velocity 조건에서도 core viability를 확보하기 위한 salt core 재료 및 제조 공정 개선 연구가 필요하다.
8. References:
- 1.Anderko, K., Stark, M., “Kern für Gießereizwecke,” Gießerei, vol. 56, pp. 540–545 (1969).Google Scholar
- 2.Yamada, Y., Yaokawa, J., Yoshii, H., Anzai, K., “Developments and application of expendable salt core materials for high-pressure die casting to apply closed-deck type cylinder block,” JSAE-Report (Society of Automotive Engineers of Japan), pp. 1–5 (2007).
- 3.Graf, E., Izquierdo, P., Lingl, P., Ludwig, P., Schwarz, C., Söll, G., DE Patent No. 10, 2008, 013, 813 (Mar. 12, 2008).
- 4.Verran, G.Q., Mendes, R.P.K., Rossi, M.A., “Influence of injection parameters on defects formation in die casting al12si1,3cu alloy: Experimental results and numeric simulation,” J. Mater. Process. Technol., vol. 179, pp. 190–195 (2006).Article Google Scholar
- 5.Rosindale, I., Davey, K., “Steady state thermal model for the hot chamber injection system in the pressure die casting process,” J. Mater. Process. Technol., vol. 82, pp. 27–45 (1998).Article Google Scholar
- 6.Helenius, R., Lohne, O., Arnberg, L., Laukli, H., “The heat transfer during filling of a high-pressure die-casting shot sleeve,” Mater. Sci. Eng., A, vol. 413–414, pp. 52–55 (2005).Article Google Scholar
- 7.Ahuett-Garza, H., Miller, R.A., “The effects of heat released during fill on the deflections of die casting dies,” J. Mater. Process. Technol., vol. 142, pp. 648–658 (2009).Article Google Scholar
- 8.Lee, B., Baek, U., Han, J., “Optimization of Gating System Design for Die Casting of Thin Magnesium Alloy-Based Multi-Cavity LCD Housings,” J. Mater. Eng. Perform., pp. 1–11 (2012).
- 9.Hilbinger, M., Köpf, J., Rübner, M., Singer, R.F., “Computational optimization of plunger movement during slow shot phase in high-pressure die casting,” International Foundry Research, vol. 63, pp. 44–50 (2011).Google Scholar
- 10.Yarlagadda, P.K.D.V., Chiang, E.C.W., “A neural network system for the prediction of process parameters in pressure die casting,” J. Mater. Process. Technol., vol. 89–90, pp. 583–590 (1999).Article Google Scholar
- 11.Domkin, K., Hattel, J.H., Thorborg, J., “Modeling of high temperature- and diffusion-controlled die soldering in aluminium high-pressure die casting,” J. Mater. Sci. Process. Technol., vol. 209, pp. 4051–4061 (2009).Article Google Scholar
- 12.Hur, D.-S., Mizutani, N., Kim, D.-S., “Direct 3-D numerical simulation of wave forces on asymmetric structures,” Coastal Engineering, vol. 51, pp. 407–420 (2004).Article Google Scholar
- 13.Hojjat, M., Stavropoulou, E., Gallinger, T., Israel, U., Wüchner, R., Bletzinger, K.-U., “Fluid-Structure Interaction in the Context of Shape Optimization and Computational Wind Engineering,” in Bungartz, H.-J., Mehl, M., Schäfer, M., “Fluid Structure Interaction II,” (lecture notes in Computational Science and Engineering,) vol. 73, pp. 351–381, Springer Berlin Heidelberg (2010).Google Scholar
- 14.Takizawa, K., Moorman, C., Wright, S., Spielman, T., Tezduyar, T.E., “Fluid-structure interaction modeling and performance analysis of the Orion spacecraft parachutes,” Int. J. Numer. Methods Fluids, vol. 65, pp. 271–285 (2011).Article Google Scholar
- 15.Wang, C.M., Tay, Z.Y., “Hydroelastic Analysis and Response of Pontoon-Type Very Large Floating Structures” in: Bungartz, H.-J., Mehl, M., Schäfer, M., “Fluid Structure Interaction II,” (lecture notes in Computational Science and Engineering,) vol. 73, pp. 103–130, Springer Berlin Heidelberg (2010)Google Scholar
- 16.Grötzinger, D., DE Patent No. 10, 359, 547 (Mar. 3, 2005).
- 17.Roebben, G., Bollen, B., Brebels, A., Van Humbeeck, J., Van der Biest, O., “Impulse excitation apparatus to measure resonant frequencies, elastic moduli, and internal friction at room and high temperature,” Review of Scientific Instruments, vol. 68, pp. 4511–4515 (1997).Article Google Scholar
- 18.DIN EN 843-1: “Hochleistungskeramik-Mechanische Eigenschaften monolithischer Keramik bei Raumtemperatur-Teil 1: Bestimmung der Biegefestigkeit.”
- 19.Hirt, C.W., Nichols, B.D., “Volume of Fluid (VOF) Method for the Dynamics of Free Boundaries,” J. Comput. Phys., vol. 39, pp. 201–225 (1981).Article Google Scholar
- 20.Brethour, J.M., Isfahani, A.H.G., “The Fluid-Structure Interaction and Thermal Stress Evolution Models in FLOW-3D,” Flow Science, Inc., Santa Fe, NM USA 87505.
- 21.Lohkämper, T., “Phasenverschiebungs-Interferenzmikroskopie von lastinduzierten Lösungs/Fällungsprozessen an Grenzflächen von Halit und NaCl-Lösung,” Ruhr-Universität Bochum (2003).
9. Copyright:
- This material is "[B. Fuchs, H. Eibisch, C. Körner]"'s paper: Based on "[CORE VIABILITY SIMULATION FOR SALT CORE TECHNOLOGY IN HIGH-PRESSURE DIE CASTING]".
- Paper Source: [https://doi.org/](DOI URL is not provided in the text, please add if available)
This material was summarized based on the above paper, and unauthorized use for commercial purposes is prohibited.
Copyright © 2025 CASTMAN. All rights reserved.