본 소개 자료는 "[International Journal of Precision Engineering and Manufacturing]"에 게재된 "[Mould Design for Clutch Housing Parts using a Casting Simulation of High Pressure Die Casting]" 논문을 기반으로 작성되었습니다.
1. 개요:
- 논문 제목: Mould Design for Clutch Housing Parts using a Casting Simulation of High Pressure Die Casting (고압 다이캐스팅의 주조 시뮬레이션을 이용한 클러치 하우징 부품 금형 설계)
- 저자: Seong Il Jeong, Chul Kyu Jin, Hyung Yoon Seo, Jong Deok Kim, and Chung Gil Kang
- 발행 연도: 2016
- 게재 학술지/학회: International Journal of Precision Engineering and Manufacturing
- 키워드: High pressure die casting (고압 다이캐스팅), Gate system (게이트 시스템), Casting simulation (주조 시뮬레이션), Casting aluminium alloy (주조 알루미늄 합금), Casting defects (주조 결함)
2. 초록:
자동차 클러치 하우징 부품을 고압 다이캐스팅으로 제조하기 위해 세 가지 게이팅 시스템 설계를 고려했습니다. 실제 실험에서 이러한 게이팅 시스템 설계를 채택하는 것은 너무 많은 비용과 시간이 소요되므로, 대신 주조 시뮬레이션 프로그램을 사용했습니다: 금형을 채우는 요소로서의 유동 거동을 분석했습니다. 용탕이 금형에 완전히 채워진 후의 공기압과 에어 포켓을 기반으로 최종 게이팅 시스템 설계를 선택했습니다. 5개의 게이트를 가진 세 번째 게이팅 시스템 설계는 다른 설계보다 결함이 적고 균일할 것으로 예상되었습니다. 냉각 채널과 칠 벤트가 설계되었습니다. 실제 주조 테스트에서는 총 5개의 제품이 생산되었습니다. 모든 제품은 건전했으며, 미충진 부위나 표면 결함이 없었습니다. 실제 테스트는 분석 결과에 기반하여 수축 기공 발생을 예상했으며, 실제로 수축 기공이 발생한 제조된 제품의 위치와 정확히 일치하지는 않았지만 유사했습니다. 경도는 위치에 관계없이 약 84 HV였습니다.
3. 서론:
고압 다이캐스팅은 고속, 고압을 이용하는 주조 공정입니다. 비철금속을 금형에 빠르게 충전시킨 후 응고시키고, 주물을 금형에서 제거합니다. 이 방법은 복잡하고 정밀한 형상과 균일한 품질을 가진 제품의 대량 생산에 적합합니다. 또한, 박판 형태의 제품 생산도 가능합니다. 적용 분야는 계속 증가하고 있습니다. 고압 다이캐스팅은 알루미늄 합금에 자주 적용되며, 최근에는 자동차 제조업체에서 마그네슘 합금을 이용한 고압 및 고진공 다이캐스팅 적용 대량 생산 연구를 수행하고 있습니다.
고압 다이캐스팅에서 발생할 수 있는 결함으로는 충전 과정 중 공기나 다른 물질의 혼입과 같은 유동 결함, 미세 기공(블로우 홀 또는 핀 홀), 응고 과정 중의 수축 기공 등이 있습니다. 과거의 금형 설계에서는 금형 설계자와 현장 기술자의 시행착오 방식에 많은 어려움이 있었지만, 최근 고압 주조 금형 설계에서는 초기 개발 단계부터 충전 및 응고 과정에 대해 컴퓨터 이용 공학(CAE)을 도입하여 제품 품질 예측 및 평가를 기반으로 최적의 금형 설계 계획 수립이 가능해졌습니다. 또한, 많은 설계자들이 현장 경험을 바탕으로 CAE와 결합된 금형 설계 방법을 채택함에 따라 불량률이 감소하고 비용이 절감되며 개발 기간이 단축되었습니다. 이 분야의 발표된 논문 대부분은 주조 시뮬레이션이나 주조 기술, 그리고 대량 생산 방식으로 제조 비용을 절감하기 위한 개선 방법에 초점을 맞추고 있습니다. 반면, 제품의 품질을 결정하는 금형 설계에 대한 연구는 거의 없습니다.
본 연구는 주조 소프트웨어인 MAGMA를 이용하여 자동차 엔진의 동력을 제어하거나 전달하는 클러치 하우징 제품에 대한 주조 시뮬레이션을 포함합니다. 우선, 충전 및 응고 과정에서 발생 가능한 주조 결함을 예측하거나 방지하여 제품을 대량 생산하기 위한 최적의 게이팅 시스템 설계 및 주조 조건을 모색했습니다. 데이터베이스를 기반으로 주조 비용을 최소화하는 방법을 모색했습니다. 최적의 게이팅 시스템 설계를 금형 설계에 적용했으며, 금형 제작 후 주조 공정에서 결함을 최소화한 최상의 품질 제품을 제조했습니다.
4. 연구 요약:
연구 주제의 배경:
고압 다이캐스팅(HPDC)은 복잡하고 정밀하며 균일한 품질의 부품, 특히 자동차 산업용 알루미늄 및 마그네슘과 같은 비철 합금으로 만든 박육 부품의 대량 생산에 널리 사용되는 제조 공정입니다. 그러나 HPDC 공정은 유동 결함(공기 혼입), 미세 기공(블로우 홀, 핀 홀), 수축 기공과 같은 결함이 발생하기 쉽습니다.
기존 연구 현황:
전통적으로 금형 설계는 설계자와 기술자의 시행착오 경험에 크게 의존했습니다. 최근에는 초기 설계 단계부터 충전 및 응고 공정을 시뮬레이션하기 위해 컴퓨터 이용 공학(CAE) 도구가 점점 더 많이 채택되고 있습니다. 이를 통해 금형 설계를 예측, 평가 및 최적화하여 결함, 비용 및 개발 시간을 줄일 수 있습니다. 많은 연구가 시뮬레이션 기술이나 비용 절감에 초점을 맞추고 있지만, 금형 설계가 제품 품질에 미치는 영향을 구체적으로 다루는 연구는 상대적으로 적습니다.
연구 목적:
본 연구는 주조 시뮬레이션 소프트웨어(MAGMAsoft)를 활용하여 HPDC를 통해 ALDC 12 알루미늄 합금으로 제작되는 자동차 클러치 하우징 부품을 위한 최적의 금형을 설계하는 것을 목표로 했습니다. 구체적인 목표는 최상의 게이팅 시스템 설계 및 주조 조건을 결정하고, 충전 및 응고 중 잠재적인 주조 결함을 예측 및 방지하며, 시뮬레이션 데이터를 기반으로 제조 비용을 최소화하고, 궁극적으로 최적화된 금형 설계를 통해 결함이 최소화된 고품질 부품을 생산하는 것이었습니다.
핵심 연구:
연구의 핵심은 Pro/ENGINEER와 MAGMAsoft를 사용하여 클러치 하우징 부품에 대한 세 가지 다른 게이팅 시스템(Case I, II, III)을 설계하고 시뮬레이션하는 것이었습니다. Case I은 수직 게이트를 특징으로 했고, Case II는 측면 게이트를 포함한 4개의 게이트를 사용했으며, Case III는 유동 제어를 위해 Case II를 5개의 게이트로 수정한 것입니다. 냉각 채널은 계산된 열 부하(식 1-8)를 기반으로 설계되었으며, 스폿 냉각과 라인 냉각을 혼합했습니다. 가스 배출을 용이하게 하기 위해 파형의 칠 벤트(STD 61 재질)가 설계되었습니다. MAGMAsoft를 사용하여 주조 시뮬레이션을 수행했으며, 정의된 HPDC 조건(ALDC 12 합금, STD 61 금형, 특정 온도, 속도, 1600톤 기계) 하에서 각 게이팅 설계에 대한 충전 거동, 온도 분포, 공기 접촉, 공기압 및 응고 패턴을 분석했습니다. 가장 균일한 충전과 가장 적은 결함을 예측한 시뮬레이션 결과를 바탕으로 Case III가 선택되었습니다. 마지막으로, Case III 금형 설계를 사용하여 실제 주조 실험을 수행하여 부품을 생산하고 품질(외관 검사, 미세 조직, 경도)을 분석하고 예측된 결함(수축 기공)과 실제 발생을 비교하여 시뮬레이션 결과를 검증했습니다.
5. 연구 방법론
연구 설계:
본 연구는 계산 시뮬레이션과 실험적 검증을 결합한 비교 접근 방식을 사용했습니다. 클러치 하우징 금형에 대한 세 가지 고유한 게이팅 시스템 설계를 모델링하고 시뮬레이션했습니다. 최상의 결과를 산출할 것으로 예측된 설계(Case III)를 선택하여 제작하고, 실제 고압 다이캐스팅 시험에 사용하여 시뮬레이션 예측을 검증하고 최종 제품 품질을 평가했습니다.
데이터 수집 및 분석 방법:
- 시뮬레이션: MAGMAsoft 주조 시뮬레이션 소프트웨어를 사용했습니다. 분석은 유체 유동 및 열 전달에 대한 지배 방정식(질량 보존식 (9), 운동량 보존/Navier-stokes 식 (10), 에너지 보존식 (11), 유체 체적법 (12))에 의존했으며, 특정 메쉬 해상도(1백만 개 이상의 금속 셀)를 가진 유한 체적법(FVM)을 사용하여 해결했습니다. 분석된 시뮬레이션 출력에는 용탕 유동 패턴(충전 거동, 속도), 온도 분포, 공기 접촉, 공기압 분포 및 응고 진행이 포함되어 미충진, 공기 혼입 및 수축 기공과 같은 잠재적 결함을 예측했습니다.
- 실험: 실제 HPDC는 1600톤 콜드 챔버 기계, ALDC 12 알루미늄 합금 및 최적화된 금형(Case III 설계)을 사용하여 수행되었습니다. 공정 파라미터는 시뮬레이션 설정을 반영했습니다. 금형 예열 온도는 비접촉 열화상 카메라를 사용하여 측정되었습니다. 5개의 주조 부품을 생산하고 결함(미충진, 균열, 유동 흔적)에 대해 육안 검사를 수행했습니다. 채워진 칠 벤트의 형상을 조사했습니다. 부품의 평균 두께 및 두꺼운 영역의 단면에 대해 미세 조직 분석을 수행했습니다. 시편 부품의 7개 다른 위치에서 200g 하중을 사용하여 비커스 경도를 측정했습니다.
- 비교: 시뮬레이션 예측, 특히 충전 균일성, 결함 위치(에어 포켓, 수축 기공)를 실험 주조에서 얻은 결과와 정성적 및 (해당하는 경우) 정량적으로 비교했습니다.
연구 주제 및 범위:
본 연구는 ALDC 12 알루미늄 합금을 사용하여 고압 다이캐스팅으로 제조되는 자동차 클러치 하우징 부품의 금형 설계에 초점을 맞췄습니다. 범위는 다음과 같습니다:
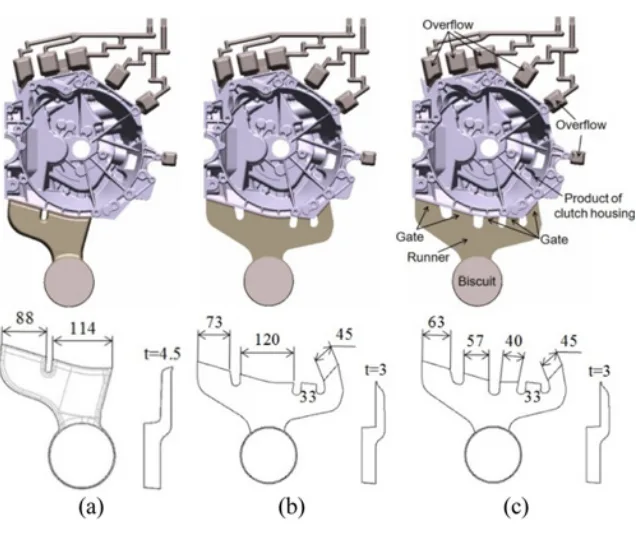
- 세 가지 다른 게이팅 시스템(러너, 게이트, 오버플로우)의 설계 및 비교.
- 열 계산에 기반한 금형 냉각 채널 설계.
- 가스 배출을 위한 칠 벤트 설계.
- MAGMAsoft를 이용한 충전, 응고 및 잠재적 결함 예측 주조 시뮬레이션.
- 시뮬레이션 결과에 기반한 최적의 게이팅 시스템 선택.
- 실제 주조 시험(5회)을 통한 실험적 검증.
- 주조 제품 품질 분석 (외관 검사, 미세 조직, 경도 테스트 포함).
- 시뮬레이션 예측(특히 기공)과 실험 결과 간의 비교.
6. 주요 결과:
주요 결과:
- 세 가지 게이팅 시스템(Case I, II, III)의 시뮬레이션 분석 결과, Case III(5개 게이트)가 Case I 및 Case II에 비해 가장 균일한 충전 패턴과 온도 분포를 제공하며, 잠재적으로 공기 접촉이 적고 공기압 관리가 더 우수함을 보여주었습니다 (Fig. 5, Fig. 6, Table 5).
- Case III는 시뮬레이션에서 예측된 전반적인 "양호(good)"한 성능, 특히 Case I에 비해 잠재적인 산화물/개재물 배출 문제를 처리하고 Case II보다 더 균일한 유동을 제공하는 능력 때문에 최적의 설계로 선택되었습니다 (Table 5).
- 냉각 채널 설계 계산 결과, 라인 냉각과 스폿 냉각(스폿 냉각이 1.4~2.0배 더 효과적)을 모두 고려한 필요한 유효 길이가 산출되었습니다 (Section 2.1.2, Fig. 2).
- 다양한 두께(1 mm, 0.8 mm, 0.6 mm)의 8개 파형과 쿠션 부분을 가진 특정 칠 벤트 설계가 구현되었습니다 (Section 2.1.3, Fig. 3).
- Case III에 대한 응고 시뮬레이션 결과, 더 두꺼운 중앙 및 왼쪽 영역에서 느린 냉각이 예측되어 해당 영역에서 수축 기공 발생 확률이 높음을 나타냈습니다 (Fig. 8).
- Case III 금형 설계를 사용한 실험 주조 결과, 미충진이나 표면 유동 흔적 없이 5개의 완전한 클러치 하우징 부품이 성공적으로 생산되었습니다 (Fig. 11).
- 첫 번째 실험 주조에서 칠 벤트는 4번째~5번째 파형까지 채워져 가스 배출 기능을 나타냈습니다 (Fig. 12).
- 실험적으로 주조된 부품의 두꺼운 부분에서 수축 기공이 관찰되었으며, 이는 시뮬레이션에서 예측된 위치와 대체로 일치했지만 정확히 동일하지는 않아 실제 공정 변수의 영향을 시사했습니다 (Fig. 13).
- 미세 조직 분석 결과, 평균 두께 부분(공정 네트워크 내 침상 Si)과 두꺼운 부분(1차 α-Al 상 + 덜 명확한 Si 입자를 가진 공정 상) 사이에 다른 응고 속도로 인한 차이가 나타났습니다 (Fig. 14).
- 비커스 경도 측정 결과, 주조 부품의 다양한 위치에서 약 84 HV의 일관된 경도를 보였습니다 (Fig. 15).
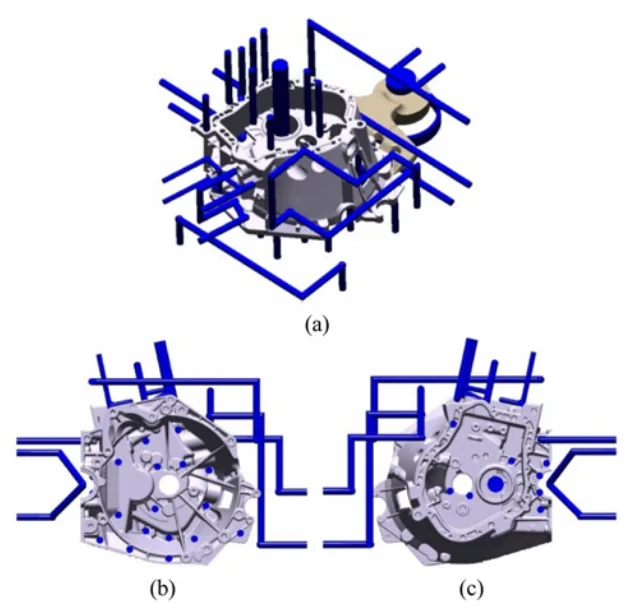
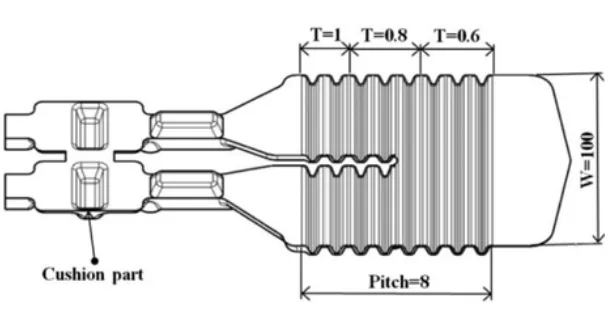
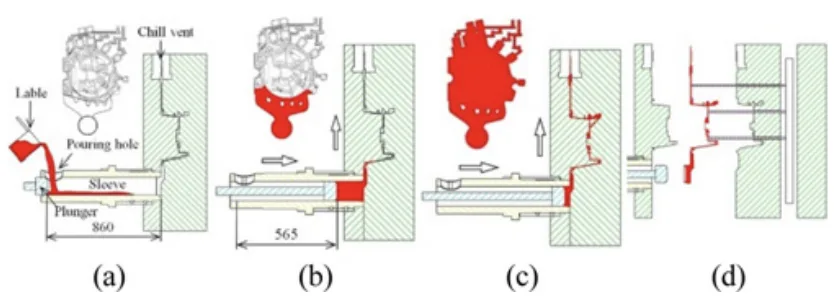
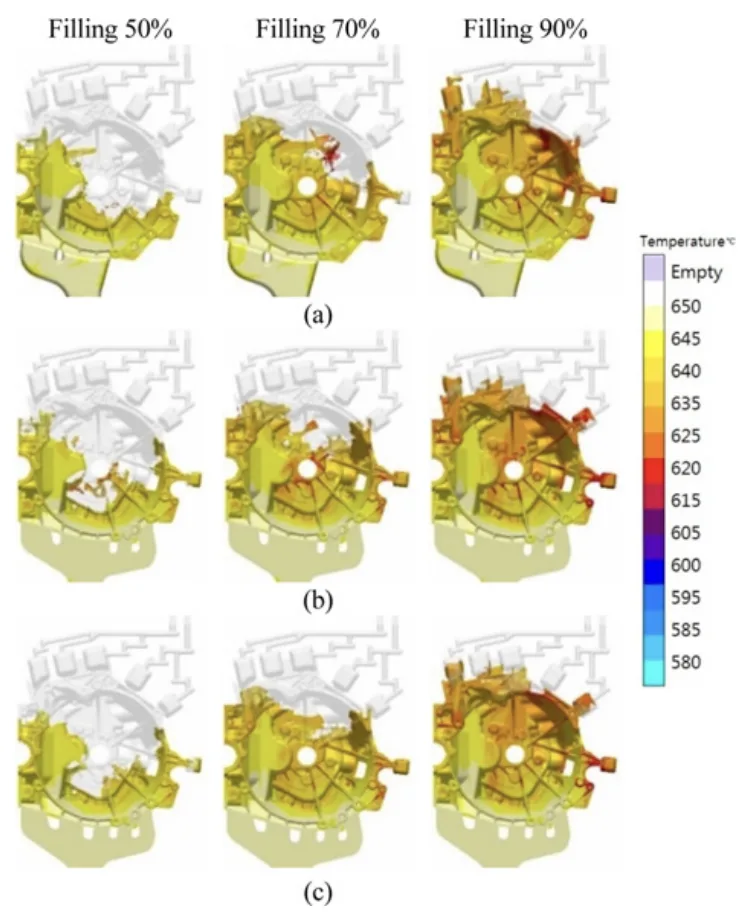
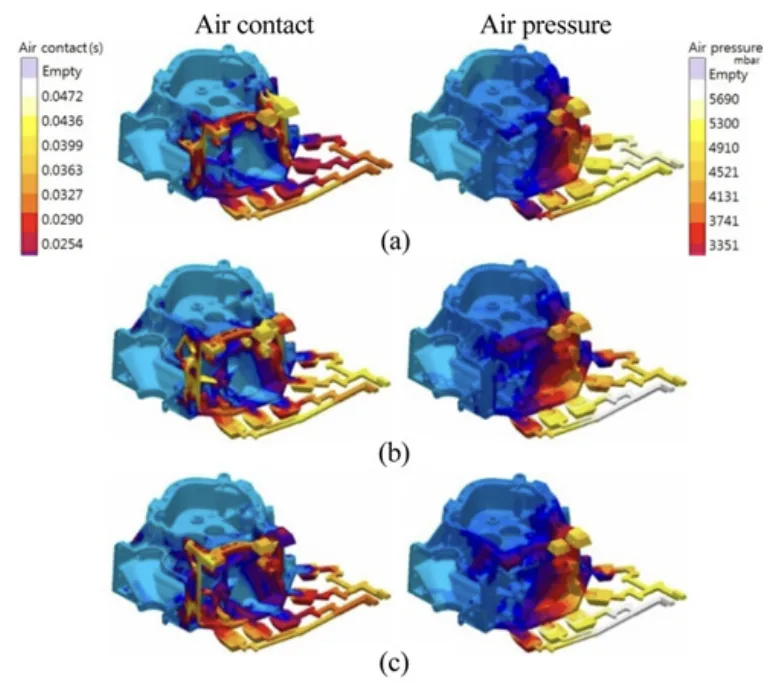
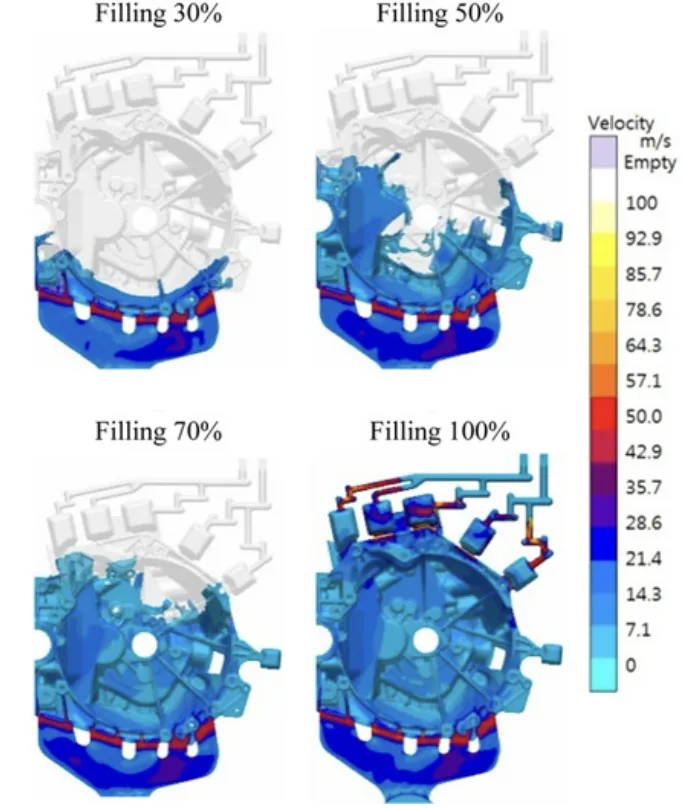
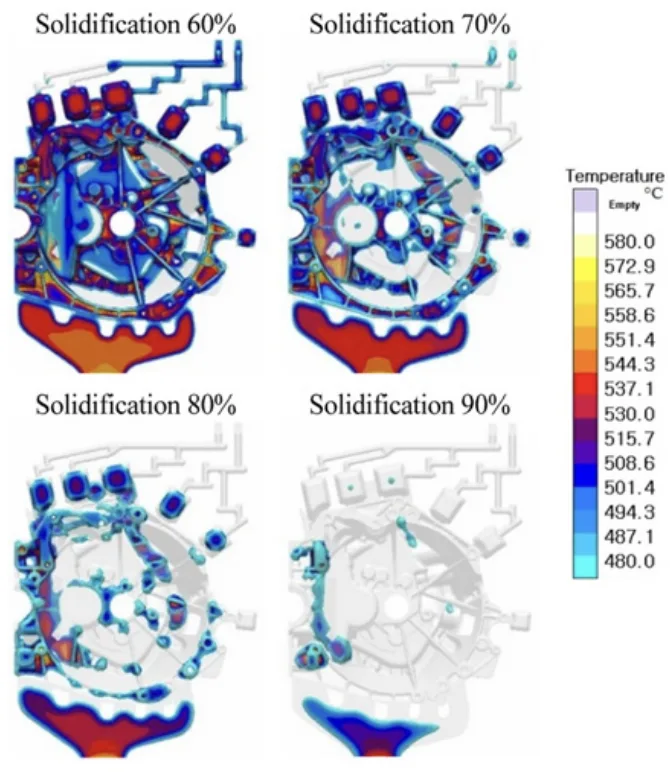
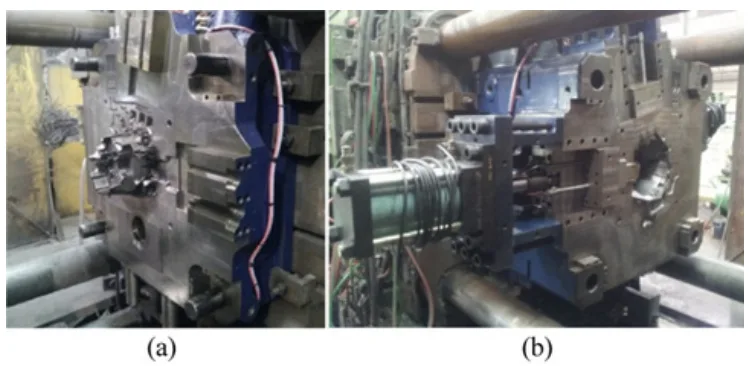
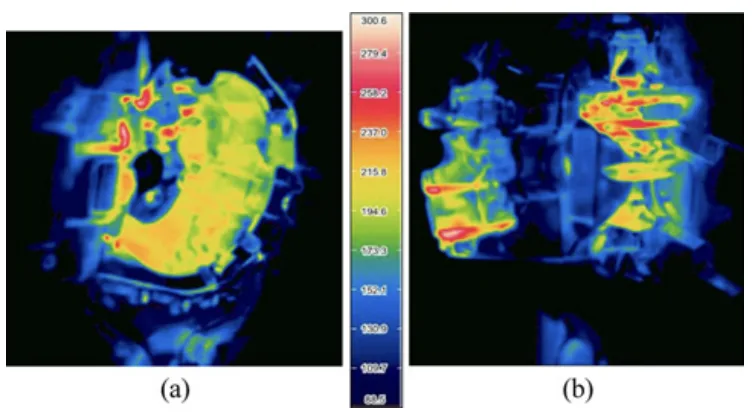
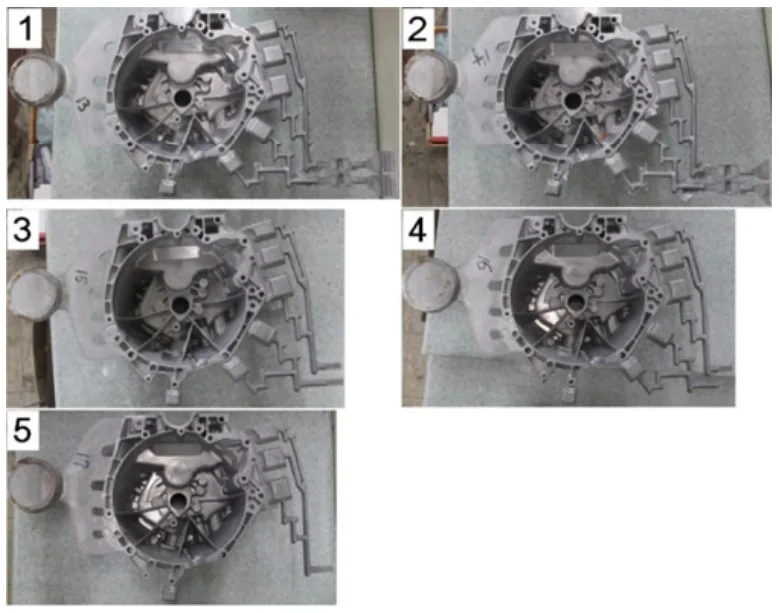
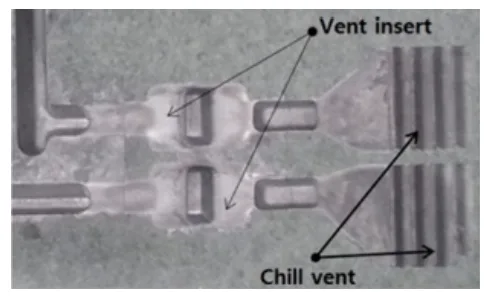
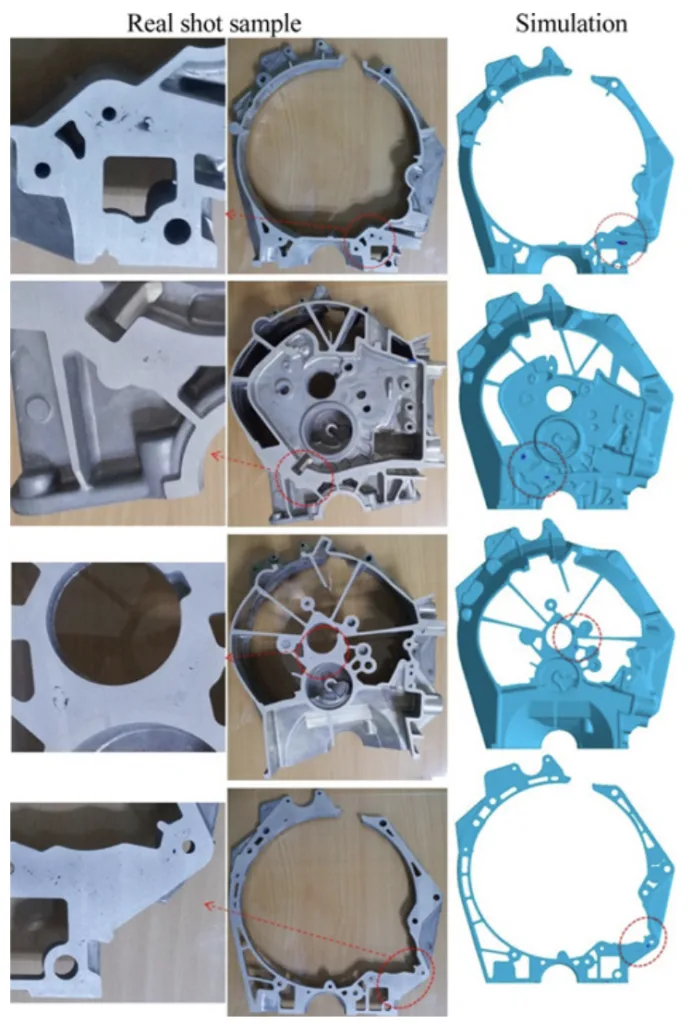
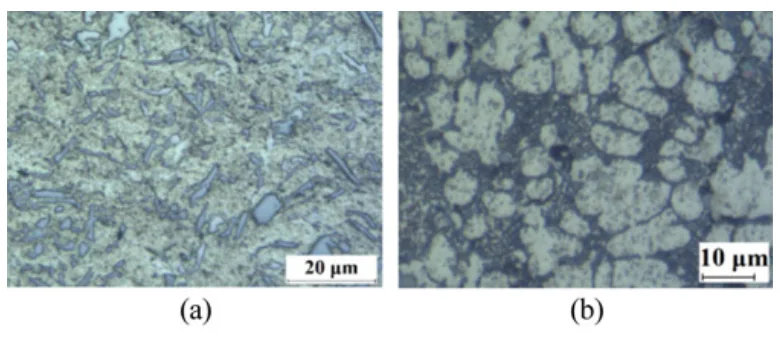
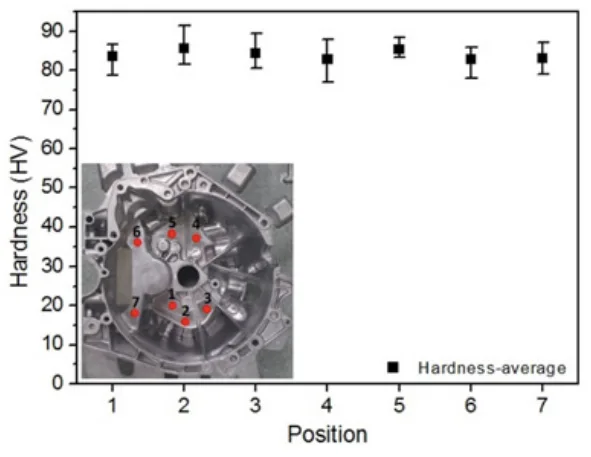
그림 이름 목록:
- Fig. 1 Gating system design of clutch housing: (a) case I, (b) case II, and (c) case III
- Fig. 2 Cooling line of mould: (a) 3D view, (b) fixed mould view and (c) movable mould view
- Fig. 3 The chill vent for mould
- Fig. 4 Schematic diagram of the high pressure die casting process: (a) pouring melt, (b) slow shot, (c) fast shot, and (d) casting removal by ejector
- Fig. 5 Filling behavior by different gating systems: (a) case I, (b) case II, and (c) case III
- Fig. 6 Air contact and air pressure by different gating systems: (a) case I, (b) case II, and (c) case III
- Fig. 7 Velocity distribution of case III gating system
- Fig. 8 Solidification behavior of case III gating system
- Fig. 9 Moulds assembled high pressure die casting machine: (a) fixed mould and (b) movable mould
- Fig. 10 Block diagram of multi-modal chatter model of a high speed machining center: (a) fixed mould and (b) movable mould
- Fig. 11 Fabricated clutch housing castings: 1 first shot, 2 second shot, 3 third shot, 4 fourth shot and 5 fifth shot
- Fig. 12 Chill vent connected with first shot castings
- Fig. 13 Comparison of porosity distribution between simulation and real shot test
- Fig. 14 Microstructures of clutch housing in different positions: (a) normal thickness and (b) thick thickness
- Fig. 15 Vickers hardness at different positions
7. 결론:
본 연구에서는 MAGMAsoft를 이용하여 ALDC12를 사용하는 자동차 클러치 하우징 부품의 게이팅 시스템을 설계했습니다. 실제 주조를 통해 미충진 부위가 없는 완벽한 클러치 하우징 시편을 제조했습니다. 시뮬레이션 및 실험 결과는 다음과 같이 요약됩니다:
- 주조 시뮬레이션 프로그램을 통해 5개의 게이트를 가진 게이팅 시스템 설계가 2개 및 4개의 게이트를 가진 설계보다 제품을 더 철저하고 균일하게 충전시키며, 제품 전체에 걸쳐 균일한 온도 분포를 보이고 다른 설계보다 제품 내 에어 포켓이 적다는 것을 입증했습니다. 분석 결과를 바탕으로 5개의 게이트를 가진 게이팅 시스템 설계를 선택했습니다.
- 금형에 필요한 냉각관의 유효 길이에 대해, 스폿 냉각 효율이 라인 냉각보다 1.4~2.0배 더 우수했습니다. 따라서 전체에 스폿 냉각을 적용하면 수축 결함을 최소화할 수 있을 것으로 예상됩니다.
- 주조 시험을 통해 제조된 오버플로우를 포함한 5개의 클러치 하우징 시편 모두 미충진 부위 없이 완벽하게 형성되었습니다. 표면에 균열이나 유동 흔적도 없었습니다. 비커스 경도는 위치에 관계없이 약 84HV였습니다.
- 제품의 두꺼운 부분에서 응고가 느렸기 때문에 제품 내부에 수축 기공이 형성되었습니다. 수축 기공 발생 위치에 대해, 주조 시뮬레이션 결과는 실제 발생 위치와 달랐는데, 이는 아마도 현장 조건의 다양한 요인 때문일 것입니다. 결과에서 알 수 있듯이, 주조 시뮬레이션에 절대적으로 의존하기보다는 이를 참조하여 경향을 파악하고 예측하는 것이 바람직합니다.
8. 참고 문헌:
- [1] Jin, C. K. and Kang, C. G, "Fabrication Process Analysis and Experimental Verification for Aluminum Bipolar Plates in Fuel Cells by Vacuum Die-Casting," Journal of Power Sources, Vol. 196, No. 20, pp. 8241-8249, 2011.
- [2] Jin, C. K. and Kang, C. G., "Fabrication by Vacuum Die Casting and Simulation of Aluminum Bipolar Plates with Micro-Channels on Both Sides for Proton Exchange Membrane (PEM) Fuel Cells," International Journal of Hydrogen Energy, Vol. 37, No. 2, pp. 1661-1676, 2012.
- [3] Choi, S., Kim, Y., Cho, J., and Kang, C., "Influence of Die Casting Process Parameters on Castability and Properties of Thin Walled Aluminium Housings," International Journal of Cast Metals Research, Vol. 21, No. 1-4, pp. 330-333, 2008.
- [4] Dørum, C., Hopperstad, O., Berstad, T., and Dispinar, D., "Numerical Modelling of Magnesium Die-Castings using Stochastic Fracture Parameters," Engineering Fracture Mechanics, Vol. 76, No. 14, pp. 2232-2248, 2009.
- [5] Cho, C. Y., Uan, J. Y., and Lin, H. J., "Surface Compositional Inhomogeneity and Subsurface Microstructures in a Thin-Walled AZ91D Plate Formed by Hot-Chamber Die Casting," Materials Science and Engineering: A, Vol. 402, No. 1, pp. 193-202, 2005.
- [6] Timelli, G. and Bonollo, F., "Fluidity of Aluminium Die Castings Alloy," International Journal of Cast Metals Research, Vol. 20, No. 6, pp. 304-311, 2007.
- [7] Zhao, H. D., Wang, F., Li, Y. Y., and Xia, W., "Experimental And Numerical Analysis of Gas Entrapment Defects in Plate ADC12 Die Castings," Journal of Materials Processing Technology, Vol. 209, No. 9, pp. 4537-4542, 2009.
- [8] Tian, C., Law, J., Van Der Touw, J., Murray, M., Yao, J.-Y., Graham, D., and John, D.S., "Effect of Melt Cleanliness on the Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings," Journal of Materials Processing Technology, Vol. 122, No. 1, pp. 82-93, 2002.
- [9] Kim, Y.-C., Kang, C.-S., Cho, J.-I., Jeong, C.-Y., Choi, S.-W., and Hong, S.-K., "Die Casting Mold Design of the Thin-Walled Aluminum Case by Computational Solidification Simulation," Journal of Materials Science and Technology, Vol. 24, No. 3, pp. 383-388, 2008.
- [10] Chang, Q. M., Chen, C. J., Zhang, S. C., Schwam, D., and Wallace, J. F., "Effects of Process Parameters on Quality of Squeeze Casting A356 Alloy," International Journal of Cast Metals Research, Vol. 23, No. 1, pp. 30-36, 2013.
- [11] Hu, B. H., Tong, K. K., Niu, X. P., and Pinwill, I., "Design and Optimisation of Runner and Gating Systems for the Die Casting of Thin-Walled Magnesium Telecommunication Parts through Numerical Simulation," Journal of Materials Processing Technology, Vol. 105, No. 1-2, pp. 128-133, 2000.
- [12] Hangai, Y. and Kitahara, S., "Quantitative Evaluation of Porosity in Aluminum Alloy Die Castings by Fractal Analysis of Spatial Distribution of Area," Materials & Design, Vol. 30, No. 4, pp. 1169-1173, 2009.
- [13] Chen, J. H., Hwang, W. S., Wu, C. H., and Lu, S. S., "Design of Die Casting Process of Top Cover of Automobile Generator Through Numerical Simulations and Its Experimental Validation," International Journal of Cast Metals Research, Vol. 24, No. 3-4, pp. 163-169, 2011.
- [14] Domkin, K., Hattel, J. H., and Thorborg, J., "Modeling Of High Temperature-and Diffusion-Controlled Die Soldering in Aluminum High Pressure Die Casting," Journal of Materials Processing Technology, Vol. 209, No. 8, pp. 4051-4061, 2009.
- [15] Kim, G.-Y., "Die Casting Die Designing (3)-Design of Die Cooling," Journal of Korea Foundry Society, Vol. 19, No. 4, pp. 369-369, 1999.
- [16] Kang, B.-H., Kim, T.-B., and Kim, K.-Y., "Evaluation on Performance of Chill Vent In High Pressure Die Casting by using a Commercial Software," Journal of Korea Foundry Society, Vol. 32, No. 3, pp. 133-137, 2012.
9. 저작권:
- 본 자료는 "[Seong Il Jeong 외]"의 논문입니다. "[Mould Design for Clutch Housing Parts using a Casting Simulation of High Pressure Die Casting]"을 기반으로 합니다.
- 논문 출처: https://doi.org/10.1007/s12541-016-0178-6
본 자료는 상기 논문을 바탕으로 요약된 자료이며, 상업적 목적의 무단 사용을 금지합니다.
Copyright © 2025 CASTMAN. All rights reserved.