본 소개 자료는 "NADCA 2015 Die Casting Congress & Exposition (North American Die Casting Association)"에서 발행한 "The High Fluidity (HF) Zinc Alloy: Process-Property and Ageing Characteristics" 논문을 기반으로 합니다.
1. 개요:
- 제목: The High Fluidity (HF) Zinc Alloy: Process-Property and Ageing Characteristics
- 저자: F.E. Goodwin, L.H. Kallien, W. Leis
- 발행 연도: 2015년 1월
- 발행 학술지/학회: NADCA 2015 Die Casting Congress & Exposition (North American Die Casting Association)
- 키워드: 고유동성 아연 다이캐스팅 합금, 기계적 특성, 다이캐스팅 공정 변수, 벽 두께, 상온 시효, 인공 시효 (초록에서 파생됨)
2. 초록:
2005년부터 2014년까지 미국 에너지부와 NADCA 기술 관리 그룹의 자금 지원으로 새로운 고유동성 아연 다이캐스팅 합금이 개발되었습니다. 이 합금은 ASTM B989 표준 규격에 따라 상업 생산에 들어갔으며 0.4mm에서 3mm 사이의 벽 두께에 사용되고 있습니다. 본 논문은 기계적 특성과 가장 중요한 다이캐스팅 공정 변수들 간의 관계를 벽 두께와 함께 설명합니다. 또한, 상온 시효와 인공 시효가 기계적 특성에 미치는 영향도 기술하며, 그 거동을 기존 전통적인 아연 다이캐스팅 합금에 대해 이전에 개발된 결과와 비교합니다.
3. 서론:
아연-4% 알루미늄 조성을 기반으로 하는 전통적인 아연 열간 챔버 다이캐스팅 합금은 1mm(0.04인치) 미만의 벽 두께로 크고 작은 부품을 주조하는 데 사용되어 왔으며, 이는 다른 많은 경쟁 주조 재료 및 공정보다 얇은 두께를 달성할 수 있습니다. 지난 몇 년 동안 아연-4.5% 알루미늄 조성을 기반으로 하는 HF 합금은 전통적인 합금보다 더 높은 주조 유동성을 나타내는 것으로 나타났으며, 0.25mm(0.01인치)만큼 얇은 두께의 부품을 만드는 데 사용되었습니다. 대부분의 다른 합금과 마찬가지로 HF 합금은 주조가 응고된 후 시효 효과를 겪을 것으로 예상됩니다. 이는 합금 원소의 용해도가 1차 고상보다 액상 용탕에서 훨씬 높기 때문입니다. 특히 아연 합금은 다른 합금 시스템에 비해 낮은 용융점으로 인해 상온에서 시효될 수 있는 능력을 가지고 있습니다. 이 시효는 과포화된 1차상에서 기존 2차상 또는 새로운 상 생성으로 합금 원소가 확산되는 것에 기반한 것으로 알려져 있습니다. 확산 속도는 다양한 고상 간의 합금 원소 농도 구배와 이러한 상의 농도 중심 간의 거리에 따라 달라집니다. 과거 연구에서는 전통적인 아연 합금의 시효 현상에 대한 세부 정보가 제공되었습니다. ¹,² 본 연구 프로젝트의 목적은 이 논문에 초기 결과가 기술되어 있으며, 일반적인 다이캐스팅 공정 변수가 HF 합금의 기계적 특성에 미치는 영향과 자연 시효 및 인공 시효의 영향을 조사하는 것입니다.
4. 연구 요약:
연구 주제의 배경:
전통적인 아연 열간 챔버 다이캐스팅 합금(Zn-4%Al)은 얇은 벽을 주조할 수 있지만, 고유동성(HF) 합금(Zn-4.5%Al)은 훨씬 더 높은 주조 유동성을 보여 0.25mm만큼 얇은 두께를 가능하게 합니다. 다른 합금과 마찬가지로 HF 합금은 액상 용탕에서의 합금 원소 용해도가 고상보다 높아 시효를 겪으며, 이는 과포화된 1차상에서 2차상으로 또는 새로운 상 생성으로 확산됩니다. 아연 합금은 상온에서 시효되는 것으로 유명합니다.
이전 연구 현황:
이전 연구(References 1, 2)에서는 전통적인 아연 합금의 시효 현상을 상세히 기술했습니다. 본 연구는 더 새로운 HF 합금에 초점을 맞춰 이러한 이해를 기반으로 합니다.
연구 목적:
주요 목적은 일반적인 다이캐스팅 공정 변수(예: 벽 두께, 게이트 속도, 금형 온도)가 HF 합금의 기계적 특성에 미치는 영향을 조사하는 것입니다. 추가적으로, 이 연구는 자연(상온) 시효와 인공 시효가 이러한 특성에 미치는 영향을 조사하는 것을 목표로 합니다.
핵심 연구:
본 연구는 HF 아연 합금의 공정-특성 관계 및 시효 특성을 조사합니다. 이는 다음을 포함합니다:
- 다양한 다이캐스팅 공정 조건(게이트 속도, 금형 온도) 하에서 다양한 두께(0.4mm ~ 3mm)의 시험편 주조.
- HF 합금의 기계적 특성(인장 강도, 항복 강도, 연신율, 탄성 계수) 평가.
- HF 합금의 미세 구조 연구.
- 자연 시효(본 보고 단계에서는 상온에서 최대 6개월) 및 인공 시효(65°C, 85°C, 105°C에서 24시간)가 기계적 특성에 미치는 영향 분석.
- HF 합금의 거동을 전통적인 아연 다이캐스팅 합금(Alloys 2, 3, 5 및 ZA-8)과 비교.
5. 연구 방법론
연구 설계:
주조 횟수를 최소화하기 위해 실험 설계(DOE) 방법론, 특히 Stat-Ease의 Design-Expert 7을 적용한 실험적 접근 방식을 채택했습니다. DOE에는 1.5mm 벽 두께, 160°C 금형 온도 및 40m/s 게이트 속도의 중심점 조건이 포함되었습니다. 평판 시험편은 0.4, 0.8, 1.5 및 3mm 두께로 고압 다이캐스팅되었습니다.
데이터 수집 및 분석 방법:
- 재료 준비: 사용된 HF 합금은 ASTM specification B989에 따랐습니다. 비교를 위한 기존 합금과 함께 그 조성은 상세히 기술되어 있습니다(표준은 Table 1, 실제 주조 조성은 Table 2). 시험용 HF 합금의 Mg 수준은 규격보다 높았지만 Alloy 3과 유사했으며, 기계적 특성이나 시효 거동에 큰 영향을 미치지 않을 것으로 예상되었으나 유동성에는 영향을 미칠 수 있었습니다.
- 주조: 시험편(DIN 50125 Form E)은 Frech DAW 80 열간 챔버 다이캐스팅 기계에서 생산되었습니다. 주조 섹션 두께, 게이트 속도 및 금형 온도 각각에 대해 3개씩, 총 9개의 주조 매개변수가 사용되었습니다. 기계 및 금형 내의 압력 및 온도 센서가 공정을 제어하는 데 사용되었습니다.
- 시효: 시편은 상온에서 자연 시효(결과는 최대 6개월까지 보고됨) 또는 인공 시효(65, 85, 105°C에서 24시간 처리)를 거쳤습니다.
- 기계적 시험: -35°C, 상온 및 +85°C에서 인장 시험을 수행하여 항복 강도, 인장 강도, 파단 연신율 및 탄성 계수를 결정했습니다. 논문에는 사용 가능한 인장 시험 결과만 보고되었습니다.
- 미세 구조 분석: 주조 합금의 미세 구조를 조사했습니다(Figures 1 and 2 참조).
연구 주제 및 범위:
- 합금: 고유동성(HF) 아연 합금 (ASTM B989). Alloys 2, 3, 5 및 ZA-8과 비교.
- 공정 변수:
- 주조 섹션 두께: 0.4, 0.8, 1.5 및 3 mm.
- 게이트 속도: 다양함 (예: Table 3 및 Table 5에 따라 25 m/s, 40 m/s, 55 m/s).
- 금형 온도: 다양함 (예: Table 4 및 Table 5에 따라 120°C, 160°C, 200°C).
- 시효 조건:
- 자연 시효: 주조 직후, 3주, 2개월, 6개월 (더 긴 기간 계획됨).
- 인공 시효: 65°C, 85°C, 105°C에서 24시간 처리.
- 조사된 특성: 기계적 특성(보고된 결과에서는 주로 인장 강도) 및 미세 구조. 충전 시간, 응고 시간(Chvorinov equation) 및 주조 품질 간의 관계도 고려되었습니다.
6. 주요 결과:
주요 결과:
- 미세 구조: HF 합금은 아연 다이캐스팅 합금의 전형적인 층상 미세 구조를 나타냅니다. 표면 근처에서는 미세 결정질 표피 아래에 주상정 1차상 구조가 관찰됩니다. 내부는 수지상 미세 구조를 가진 아연이 풍부한 1차상과 공정(eutectic)을 보여줍니다. 미세 구조는 매우 미세하여 시효 중 확산 거리가 짧음을 의미합니다 (Figures 1, 2).
- 상온 시효:
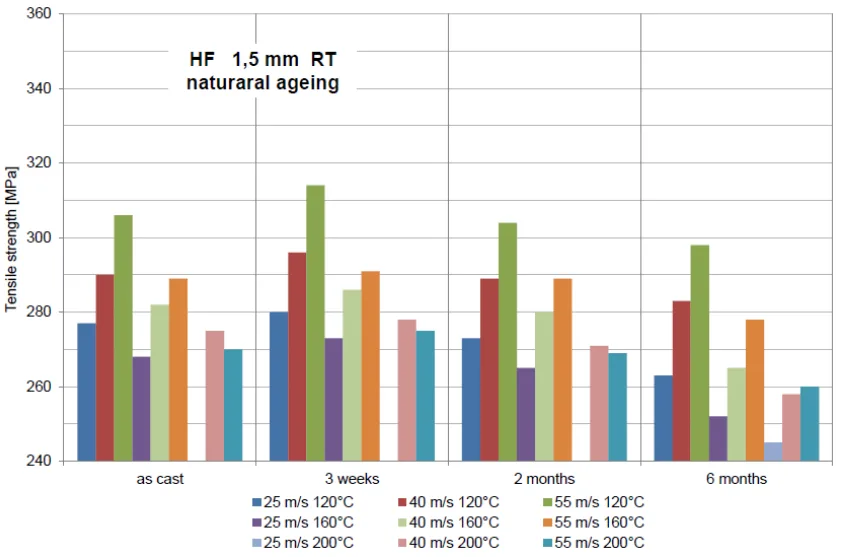
- 인장 강도는 얇은 섹션 두께와 낮은 금형 온도(예: 120°C)에서 더 높습니다.
- 인장 강도는 일반적으로 자연 시효 시간이 증가함에 따라 감소합니다 (Figures 3, 4).
- 공정 변수의 영향은 두꺼운 시편(1.5mm)보다 얇은 시편(0.8mm)에서 덜 두드러집니다.
- 인공 시효:
- HF 합금의 인장 강도는 Alloy 5의 높은 구리 함량으로 인해 Alloy 5보다 지속적으로 낮습니다 (Figure 5).
- HF 합금은 Alloy 3과 유사한 방식으로 시효될 것으로 예측됩니다 (Figure 6).
- 1.5mm 두께의 경우, 약 100일의 자연 시효 시간은 65°C에서 24시간 동안 인공 시효함으로써 모사될 수 있습니다 (Figure 6).
- 공정 변수가 인장 강도에 미치는 영향 (주조 상태):
- 섹션 두께: 가장 큰 영향을 미칩니다. 섹션 두께를 절반으로 줄이면 인장 강도가 약 10% 증가합니다.
- 게이트 속도: 게이트 속도를 중간 지점(40m/s)에서 더 높은 값으로 증가시키면 인장 강도가 약 3.5% 증가합니다. 25m/s로 감소시키면 인장 강도가 약 3.5% 감소합니다.
- 금형 온도: 금형 온도를 중간 지점(160°C)에서 200°C로 증가시키면 인장 강도가 약 4.5% 감소합니다. 120°C로 감소시키면 인장 강도가 약 4.5% 증가합니다.
- 이러한 효과는 국부 응고 시간(Chvorinov equation에 따름), 충전 시간 및 열 전달이 미세 구조에 영향을 미치는 것과 관련이 있습니다. 0.4mm 두께의 양질 주물은 충전 시간이 응고 시간을 초과하는 유리한 조건에서만 얻어졌습니다.
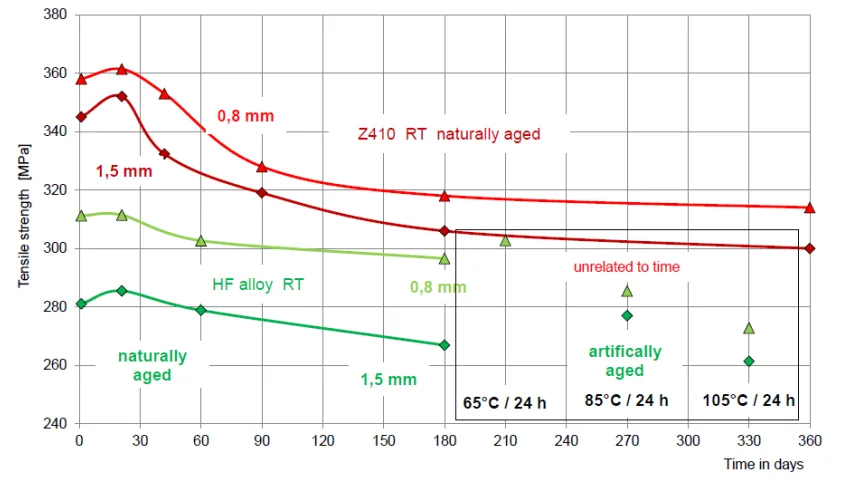
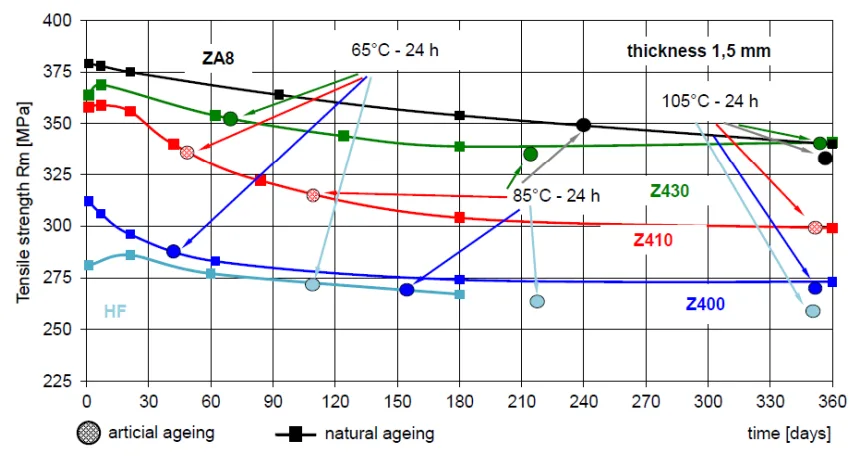
그림 목록:
- Figure 1. Microstructure of HF alloy at the surface, thickness 0.4 mm, casting conditions 160°C / 55 m/s
- Figure 2. Microstructure of HF alloy in the center of the casting, thickness 0.4 mm, casting conditions 160°C / 55 m/s
- Figure 3. Tensile strength as a function of production parameters through the natural ageing process of HF alloy, wall thickness 0.8 mm, average of 5 specimens
- Figure 4. Tensile strength as a function of production parameters through the natural ageing process of HF alloy, wall thickness 1.5 mm, average of 5 specimens
- Figure 5. Tensile strength as a function of wall thickness through the natural and artificial ageing process of HF alloy, wall thickness 0.8 and 1.5 mm compared with the natural ageing of alloy 5 (Z410)
- Figure 6. Comparison of natural and artificial ageing behavior of the 4 conventional hot chamber zinc die casting
7. 결론:
사용 가능한 결과는 HF 합금이 전통적인 열간 챔버 아연 다이캐스팅 합금과 유사한 방식으로 시효에 반응한다는 것을 보여줍니다. HF 합금의 인장 강도 또한 섹션 두께, 게이트 속도 및 금형 온도의 변화에 유사하게 반응합니다. 달성 가능한 인장 강도는 합금 함량에 의해 영향을 받습니다. HF 합금의 낮은 구리 함량과 높은 알루미늄 함량은 주조 또는 시효 조건에 관계없이 전통적인 아연 합금에 비해 주조 상태의 인장 강도를 감소시키는 것을 볼 수 있습니다. 그러나 이러한 낮은 강도는 HF 합금의 크게 향상된 주조성에 의해 상쇄되어 훨씬 얇은 섹션을 달성할 수 있게 합니다. 이는 휴대용 전자 장치 인클로저 및 유사 응용 분야와 같이 주물 질량 감소가 기계적 특성 문제보다 우선시되는 경우, 그리고 다이캐스트 방열판과 같이 얇은 섹션이 다른 목적으로 사용되는 경우에 이점이 될 수 있습니다.
8. 참고문헌:
- 1. F. E. Goodwin, "Ageing Properties of Zinc,” NADCA 2011 Congress, Columbus, OH, September 19-21, 2011.
- 2. F. E. Goodwin, L. H. Kallien, W. Leis, “New Mechanical Properties Data for Zinc Casting Alloys, Proceedings NADCA 2014 Die Casting Congress, Sept. 22-24, 2014, Milwaukee, WI, USA, paper T14-032.
- 3. Friebel, V.R. and Roe, W.P., "Fluidity of Zinc-Aluminum Alloy”, Modern Castings, September 1962, pp. 117-120.
- 4. N. Chvorinov, Giesserei, v. 27, p. 177, 1940
9. 저작권:
- 본 자료는 "F.E. Goodwin, L.H. Kallien, W. Leis"의 논문입니다. "The High Fluidity (HF) Zinc Alloy: Process-Property and Ageing Characteristics"을 기반으로 합니다.
- 논문 출처: https://www.researchgate.net/publication/283726224
본 자료는 위 논문을 바탕으로 요약되었으며, 상업적 목적의 무단 사용을 금합니다.
Copyright © 2025 CASTMAN. All rights reserved.