스퀴즈 캐스팅: A319 알루미늄 합금의 기계적 물성을 극대화하는 방법
이 기술 요약은 M. Naveen Kumar 외 저자들이 11th International Conference on Science Engineering & Technology (2016)에 발표한 논문 "A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy"를 기반으로 하며, 기술 전문가들을 위해 CASTMAN에서 분석 및 요약했습니다.
키워드
- Primary Keyword: 스퀴즈 캐스팅(Squeeze Casting)
- Secondary Keywords: A319 알루미늄 합금, 다이캐스팅, 기계적 물성, 기공률 감소, 충격 강도, 경도
Executive Summary
- 도전 과제: 기존 중력 금형 주조 방식은 기공, 열간 균열 등의 결함을 내포하여 A319 알루미늄 합금의 기계적 물성을 제한합니다.
- 연구 방법: 중력 금형 주조와 50, 75, 100 MPa의 압력을 가하는 스퀴즈 캐스팅 공법으로 A319 합금 부품을 각각 제작하여 경도와 충격 강도를 비교 분석했습니다.
- 핵심 발견: 스퀴즈 캐스팅 압력이 50 MPa에서 100 MPa로 증가함에 따라 기공이 현저히 감소하고 미세한 결정립 구조가 형성되어, 중력 금형 주조 대비 경도와 충격 강도가 크게 향상되었습니다.
- 핵심 결론: 스퀴즈 캐스팅은 A319 알루미늄 합금의 기계적 물성을 획기적으로 개선하여 고품질, 고성능 부품 생산에 매우 효과적인 공법입니다.
도전 과제: 이 연구가 HPDC 전문가에게 중요한 이유
자동차 및 항공우주 산업에서 생산성 향상을 위한 핵심 공정인 주조 기술은 끊임없이 발전하고 있습니다. 특히 A319와 같은 알루미늄 합금은 높은 비강도로 널리 사용되지만, 중력 금형 주조와 같은 전통적인 방식으로는 기공(porosity)이나 열간 균열(hot tears)과 같은 내부 결함을 피하기 어렵습니다. 이러한 결함은 부품의 기계적 강도를 저하시키고 신뢰성을 떨어뜨리는 주된 원인이 됩니다. 따라서 업계에서는 수축 결함과 기공을 최소화하면서도 향상된 기계적 물성과 정밀한 형상을 구현할 수 있는 새로운 주조 공법에 대한 요구가 높습니다. 본 연구는 이러한 산업적 난제를 해결하기 위한 대안으로 스퀴즈 캐스팅 기술의 잠재력을 탐구합니다.
연구 접근법: 방법론 분석
본 연구는 A319 알루미늄 합금의 기계적 물성에 대한 중력 금형 주조와 스퀴즈 캐스팅의 효과를 비교하기 위해 체계적인 실험을 설계했습니다.
- 소재 및 장비: 금형(Die)과 펀치(Punch)의 소재로는 H11 공구강이 사용되었습니다. A319 알루미늄 합금은 1100°C 용량의 머플로(muffle furnace)에서 용해되었습니다. 스퀴즈 캐스팅 공정에는 30톤 용량의 유압 프레스가 사용되었습니다.
- 공정 변수:
- 용탕 온도: A319 합금은 흑연 도가니에서 800°C로 과열되었습니다.
- 금형 온도: 금형은 350°C로 예열되었습니다.
- 스퀴즈 압력: 스퀴즈 캐스팅 공정에서는 50 MPa, 75 MPa, 100 MPa의 세 가지 압력 조건이 30초 동안 적용되었습니다.
- 평가 항목: 두 공정으로 제작된 시편은 ASTM E23 표준에 따라 충격 강도를 측정했으며, 브리넬 경도 시험기를 사용하여 경도를 평가했습니다. 또한, 광학 현미경을 통해 미세조직과 기공 수준을 관찰했습니다.
핵심 발견: 주요 결과 및 데이터
실험 결과, 스퀴즈 캐스팅은 중력 금형 주조에 비해 A319 합금의 기계적 물성을 월등히 향상시키는 것으로 나타났습니다.
결과 1: 충격 강도의 획기적인 증가
스퀴즈 캐스팅은 중력 금형 주조 대비 높은 충격 강도를 보였으며, 압력이 증가할수록 강도 값도 점진적으로 상승했습니다. - 중력 금형 주조 시편의 충격 강도는 23 J였습니다 (Table 1). - 스퀴즈 캐스팅 시편의 경우, 압력이 50 MPa일 때 25 J, 75 MPa일 때 27 J, 100 MPa일 때 31 J로, 압력에 비례하여 충격 강도가 크게 향상되었습니다 (Table 2).
결과 2: 경도의 유의미한 향상
충격 강도와 마찬가지로, 경도 역시 스퀴즈 캐스팅 공법과 압력 증가에 따라 뚜렷한 개선을 보였습니다. - 중력 금형 주조 시편의 브리넬 경도(BHN)는 52였습니다 (Table 3). - 스퀴즈 캐스팅 시편의 경도는 50 MPa에서 57 BHN, 75 MPa에서 62 BHN, 100 MPa에서 69 BHN으로, 압력이 높아질수록 경도가 크게 증가했습니다 (Table 4).
결과 3: 미세조직 분석을 통한 기공률 감소 확인
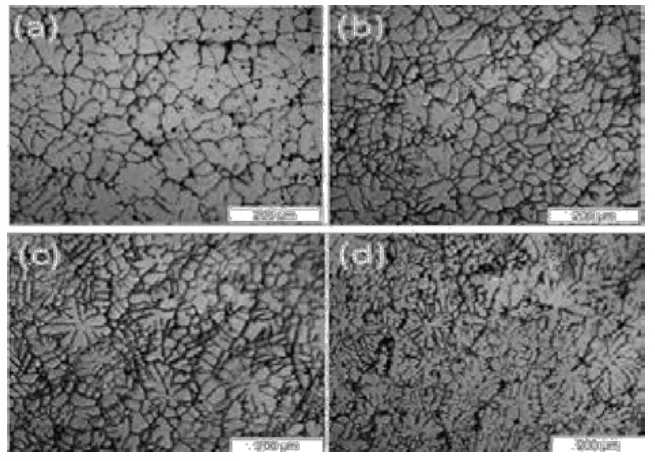
광학 현미경으로 관찰한 미세조직 이미지는 기계적 물성 향상의 원인을 명확히 보여줍니다. - Figure 1(a)의 중력 금형 주조 시편에서는 상당한 수준의 기공이 관찰되었습니다. - 반면, 스퀴즈 캐스팅 시편들(Figure 1(b-d))에서는 기공이 최소 수준으로 나타났습니다. 특히 압력이 50 MPa에서 100 MPa로 증가함에 따라 기공 수준이 점진적으로 감소하는 것이 확인되었습니다. 이는 높은 압력이 용탕과 금형 표면의 밀착을 유도하여 열전달률을 높이고, 결과적으로 미세하고 균일한 결정립 구조를 형성하기 때문입니다.
R&D 및 운영을 위한 실질적 시사점
본 연구 결과는 다양한 분야의 엔지니어들에게 실용적인 통찰력을 제공합니다.
- 공정 엔지니어: 이 연구는 스퀴즈 압력이 A319 합금의 기계적 물성을 결정하는 핵심 변수임을 시사합니다. 100 MPa 수준의 높은 압력을 적용하면 기공을 최소화하고 경도와 충격 강도를 극대화하는 데 기여할 수 있습니다.
- 품질 관리팀: 논문의 Table 2, 4와 Figure 1의 데이터는 스퀴즈 압력 조건에 따른 기계적 물성(충격 강도, 경도) 및 미세조직(기공률)의 변화를 명확히 보여줍니다. 이는 새로운 품질 검사 기준을 수립하는 데 중요한 근거 자료가 될 수 있습니다.
- 설계 엔지니어: 스퀴즈 캐스팅 공법이 미세하고 치밀한 조직을 형성하여 기계적 물성을 향상시킨다는 결과는, 더 얇고 복잡한 형상의 고강도 부품 설계 가능성을 시사합니다. 이는 초기 설계 단계에서부터 공법의 장점을 고려하는 데 유용한 정보입니다.
논문 상세 정보
A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy
1. 개요:
- 제목: A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy
- 저자: M. Naveen Kumar, V. Mohanavel, C. Jayasekar, N. Dineshbabu and S. Udishkumar
- 발표 연도:
- 학회/저널: 11th International Conference on Science Engineering & Technology
- 키워드: Hardness, Temperature, Squeeze Casting; Die Casting; A319; Impact Strength.
2. 초록:
본 논문에서는 중력 금형 주조와 스퀴즈 캐스팅 기법을 사용하여 제작된 A319 합금의 기계적 물성에 대한 비교 연구를 시도했다. 두 공정으로 생산된 부품의 경도와 충격 강도를 평가했다. 본 연구에서 금형 주조로 얻은 부품은 더 낮은 기계적 물성을 보였다. 반면, 스퀴즈 캐스팅 부품은 스퀴즈 압력이 50 MPa에서 100 MPa로 증가함에 따라 기계적 물성이 개선되었다. 100 MPa에서 얻은 스퀴즈 캐스트 A319 합금의 기계적 물성은 중력 금형 주조 및 다른 두 스퀴즈 캐스트 하중 조건에 비해 월등히 향상되었음을 확인했다. 광학 이미지는 금형 주조 시편에 비해 기공 수준이 최소임을 보여주며, 가해진 압력이 점진적으로 증가함에 따라 기공 수준이 감소함을 나타낸다. 따라서 스퀴즈 캐스팅은 향상된 기계적 물성을 가진 부품을 생산할 수 있는 능력과 잠재력을 가지고 있다.
3. 서론:
주조는 자동차 산업의 생산 개발을 이끄는 주요 원동력이다. 이제 기존 주조 공정의 단점을 제거하기 위해 새로운 주조 공정들이 등장하고 있다. 스퀴즈 캐스팅은 액체 금속 단조라고도 알려져 있으며, 유압 프레스의 플레이트 사이에 위치한 닫힌 금형 내에서 압력 하에 용융 금속이 응고되는 공정이다. 가해진 압력과 용융 금속이 금형 표면에 즉시 접촉함으로써 신속한 열전달 조건이 생성되어, 단조 제품에 필적하는 기계적 특성을 가진 기공 없는 미세립 주물을 생산한다. 본 연구는 알루미늄 합금의 충격 거동에 대한 비교 연구가 필수적이라는 점에 착안하여, 스퀴즈 캐스팅과 다이캐스팅 공정으로 생산된 알루미늄 합금의 비교 연구를 수행한다.
4. 연구 요약:
연구 주제의 배경:
전통적인 주조 공정은 기공, 수축 결함 등의 단점을 가지며, 이는 자동차 및 항공우주 부품의 기계적 성능을 저하시킨다.
기존 연구 현황:
다수의 연구자들이 스퀴즈 캐스팅이 미세 기공 제어, 피로 저항성 향상, 기계적 물성 개선에 효과적임을 보고했다. Arami 등[1], Cavaliere 등[2], Ghomashchi와 Vikhrow[4]는 스퀴즈 캐스팅이 미세하고 균일한 조직을 형성하여 기계적 특성을 향상시킨다고 밝혔다.
연구 목적:
A319 알루미늄 합금을 사용하여 중력 금형 주조와 스퀴즈 캐스팅(압력 변화)으로 제작된 부품의 기계적 물성(경도, 충격 강도)과 미세조직을 비교 분석하여 스퀴즈 캐스팅의 우수성을 입증하고자 한다.
핵심 연구:
중력 금형 주조와 세 가지 다른 압력(50, 75, 100 MPa)의 스퀴즈 캐스팅으로 A319 시편을 제작하고, 각 시편의 충격 강도, 브리넬 경도, 미세조직을 측정 및 비교 분석했다.
5. 연구 방법론
연구 설계:
비교 실험 연구 설계를 채택하여, 두 가지 주조 공법(중력 금형 주조, 스퀴즈 캐스팅)과 스퀴즈 캐스팅 내의 세 가지 압력 수준을 독립 변수로 설정하고, 기계적 물성(충격 강도, 경도)과 미세조직을 종속 변수로 측정했다.
데이터 수집 및 분석 방법:
- A319 합금을 800°C로 용해하고 350°C로 예열된 H11 공구강 금형에 주입했다.
- 중력 금형 주조는 자연 냉각시켰고, 스퀴즈 캐스팅은 30톤 유압 프레스를 사용하여 50, 75, 100 MPa의 압력을 30초간 가했다.
- 제작된 시편으로 ASTM E23 표준에 따라 충격 시험을, 브리넬 경도 시험기로 경도 시험을 수행했다.
- 광학 현미경을 사용하여 시편의 미세조직을 관찰했다.
연구 주제 및 범위:
본 연구는 A319 주조 알루미늄 합금에 국한되며, 중력 금형 주조와 스퀴즈 캐스팅 기법의 비교에 초점을 맞춘다. 평가된 기계적 물성은 경도와 충격 강도이다.
6. 주요 결과:
주요 결과:
- 스퀴즈 캐스팅은 중력 금형 주조보다 높은 충격 강도와 경도를 나타냈다.
- 스퀴즈 캐스팅 압력이 50 MPa에서 100 MPa로 증가함에 따라 충격 강도(25 J → 31 J)와 브리넬 경도(57 BHN → 69 BHN)가 점진적으로 향상되었다.
- 미세조직 관찰 결과, 스퀴즈 캐스팅 시편은 중력 금형 주조 시편에 비해 기공이 현저히 적었으며, 압력이 증가할수록 기공 수준이 감소하고 미세한 결정립 구조가 형성되었다.
그림 이름 목록:
- Figure. 1. Optical micrographs of the as cast samples (a) Die casting specimen, (b) Squeeze Casting at pressure of 50MPa, (c) Squeeze Casting at pressure of 75MPa, (d) Squeeze Casting at pressure of 100MPa
7. 결론:
본 연구 결과, 스퀴즈 캐스팅으로 제작된 A319 시편은 중력 금형 주조 시편에 비해 기공, 수축 및 보이드가 매우 적었다. 스퀴즈 캐스트 제품의 충격 강도는 금형 주조 시편에 비해 매우 높게 나타났다. 광학 이미지는 금형 주조 시편에 비해 기공 수준이 최소이며, 가해진 압력이 증가함에 따라 기공 수준이 점진적으로 감소함을 보여준다. 미세조직은 스퀴즈 캐스트 공정에서 미세한 결정립 구조를 나타냈다. 가해진 압력은 냉각 과정을 가속화하고 여러 지점에서 결정립 핵생성을 유도하여 더 미세한 결정립 구조를 얻게 되며, 이는 경도 향상으로 이어진다. A319의 스퀴즈 캐스팅 공정은 금형 주조 공정에 비해 향상된 기계적 물성을 제공한다.
8. 참고 문헌:
- [1] Arami.H, Khalifehzadeh. R, Akbari. M, Khomamizadeh. F, 'Micro porosity control and thermal-fatigue resistance of A319 aluminum foundry alloy', Journal of Materials Science and Engineering, Vol. A 472, pp. 107-114.
- [2] Cavaliere P, Cerri E, Leo P. Effect of heat treatments on mechanical properties and damage evolution of thixoformed aluminium alloys. Mater Charact 2005;55:35-42.
- [3] Rincon E, Lopez. H.F, Cisneros. M.M, Mancha. H, Cisneros. M.A, 'Effect of temperature on the tensile properties of an as-cast aluminum alloy A319', Journal of Materials Science and Engineering, Vol. A 452-453, pp. 682-687.
- [4] Ghomashchi, M, R & Vikhrov, A 'Squeeze casting an overview', Journal of Materials Processing Technology, 2000 Vol.101, pp. 1-9.
- [5] Anand Partheeban C.M. and Rajendran M., 'Squeeze Casting-Influence of Squeeze pressures on Das and other related properties', Journal of Academia and Industrial Research (JAIR), Volume 2, Issue 1 June 2013
- [6] Aweda J.O., Adeyemi. M.B, 'Experimental determination of heat transfer coefficients during squeeze casting of Aluminium', Journal of Materials Processing Technology, Vol.209, pp. 1477-1483.
- [7] Kim E.S., Lee. K.H, Moon. Y.H, 'A feasibility study of the partial squeeze and vacuum die casting process', Journal of Materials Processing Technology, Vol. 105, pp. 42-48.
- [8] Vijian P., Arunachalam. V.P, 'Modeling and multi objective optimization of LM24 Aluminium alloy squeeze cast process parameters using genetic algorithm', Journal of Materials Processing Technology, Vol. 186, pp. 82-86.
- [9] Yang L.J., 'The Effect of solidification time in squeeze casting of Aluminium and Zinc alloys', Journal of Materials Processing Technology, Vol. 192-193, pp. 114-120.
- [10] Maleki.A, Shafyei. A, Niroumand. B 'Effects of squeeze casting parameters on the microstructure of LM13 alloy', Journal of Materials Processing Technology, Vol.209, pp. 3790-3797.
전문가 Q&A: 주요 질문과 답변
Q1: 이 연구에서 사용된 구체적인 공정 온도 조건은 무엇이었나요?
A1: 연구에 따르면, A319 알루미늄 합금은 800°C의 온도로 과열되었으며, 주입될 금형은 세라믹 밴드 히터를 사용하여 350°C로 예열되었습니다. 이러한 온도 조건은 용탕의 유동성을 확보하고 금형 내 충진을 원활하게 하기 위해 설정되었습니다.
Q2: 스퀴즈 캐스팅 시 압력을 30초간 유지한 특별한 이유가 있나요?
A2: 논문에서는 압력을 30초간 적용했다고 명시하고 있습니다. 비록 그 이유를 직접 설명하지는 않았지만, 이는 일반적으로 용융 금속이 압력 하에서 완전히 응고될 수 있는 충분한 시간을 확보하기 위함입니다. 이 시간 동안 높은 압력은 수축 기공을 방지하고 치밀한 조직 형성을 촉진하는 데 결정적인 역할을 합니다.
Q3: 미세조직 사진(Figure 1)에서 압력 증가에 따른 기공 감소가 뚜렷하게 나타나는 이유는 무엇인가요?
A3: Figure 1은 압력이 높아질수록 기공이 줄어드는 것을 명확히 보여줍니다. 그 이유는 높은 압력이 용융 금속을 금형 표면에 강하게 밀착시켜 열전달률을 극대화하기 때문입니다. 빠른 냉각 속도는 결정립 핵생성을 촉진하여 전반적으로 미세하고 균일한 조직을 형성하며, 응고 과정에서 발생할 수 있는 가스 기공이나 수축 기공의 형성을 물리적으로 억제합니다.
Q4: 스퀴즈 캐스팅이 기계적 물성을 향상시키는 핵심 메커니즘은 무엇인가요?
A4: 논문에 따르면 핵심 메커니즘은 두 가지입니다. 첫째, 높은 압력은 응고 과정에서 발생하는 기공을 제거하여 재료의 내부 건전성을 높입니다. 둘째, 압력으로 인해 용탕과 금형 간의 열전달이 촉진되어 냉각 속도가 빨라지고, 이는 미세한 결정립(fine-grained) 구조를 형성합니다. 이러한 미세하고 치밀한 조직 구조가 경도와 충격 강도와 같은 기계적 물성의 향상으로 직접 이어집니다.
Q5: 중력 금형 주조와 스퀴즈 캐스팅 간의 충격 강도 차이는 어느 정도였나요?
A5: 데이터에 따르면 그 차이는 매우 유의미했습니다. Table 1에서 중력 금형 주조 시편의 충격 강도는 23 J였습니다. 반면, Table 2에서 스퀴즈 캐스팅 시편은 가장 낮은 압력인 50 MPa에서도 25 J를 기록했으며, 100 MPa에서는 31 J까지 증가했습니다. 이는 100 MPa 스퀴즈 캐스팅이 중력 주조 대비 약 35% 더 높은 충격 저항성을 가짐을 의미합니다.
결론: 더 높은 품질과 생산성을 향한 길
본 연구는 A319 알루미늄 합금 부품 생산에 있어 기존 중력 금형 주조 방식이 가진 기공 및 기계적 물성 저하의 한계를 명확히 보여주었습니다. 핵심적인 발견은 스퀴즈 캐스팅 공법, 특히 100 MPa의 고압을 적용했을 때, 기공을 획기적으로 줄이고 미세한 결정립 구조를 형성하여 경도와 충격 강도를 크게 향상시킬 수 있다는 점입니다. 이러한 결과는 R&D 및 운영팀에게 고품질, 고성능 부품을 안정적으로 생산할 수 있는 실질적인 방향을 제시합니다.
"CASTMAN은 최신 산업 연구 결과를 적용하여 고객이 더 높은 생산성과 품질을 달성할 수 있도록 최선을 다하고 있습니다. 이 논문에서 논의된 과제가 귀사의 운영 목표와 일치한다면, CASTMAN의 엔지니어링팀에 문의하여 이러한 원칙을 귀사의 부품에 어떻게 구현할 수 있는지 알아보십시오."
저작권 정보
- 이 콘텐츠는 M. Naveen Kumar 외 저자의 논문 "A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy"를 기반으로 한 요약 및 분석 자료입니다.
- 출처: ISBN 978-93-85477-73-7
이 자료는 정보 제공 목적으로만 사용됩니다. 무단 상업적 사용을 금지합니다. Copyright © 2025 CASTMAN. All rights reserved.