RESEARCHES CONCERNING CONSTRUCTIVE AND TECHNOLOGICAL IMPROVEMENTS OF AUTOMOTIVE GEARBOX SUSPENSION BRACKETS
고압 다이캐스팅(HPDC) 결함 최소화: 자동차 기어박스 브래킷의 다공성 결함을 해결하는 최적의 공정 조건
이 기술 요약은 Ferencz PETI와 Lucian GRAMA가 작성하여 2012년 Interdisciplinarity in Engineering International Conference “Petru Maior” University of Tîrgu Mureş, Romania, 2012에 발표한 학술 논문 "RESEARCHES CONCERNING CONSTRUCTIVE AND TECHNOLOGICAL IMPROVEMENTS OF AUTOMOTIVE GEARBOX SUSPENSION BRACKETS"를 기반으로 합니다.
키워드
- 주요 키워드: 고압 다이캐스팅 공정 최적화
- 보조 키워드: 기어박스 서스펜션 브래킷, 다공성, 다이캐스팅 결함, 자동차 부품, Flow 3D 시뮬레이션, AlSi9Cu3(Fe), ASTM E505
핵심 요약
- 도전 과제: 고압 다이캐스팅(HPDC)으로 제조되는 자동차 기어박스 브래킷과 같은 핵심 부품의 구조적 무결성을 저해하는 다공성 결함(가스, 수축) 문제.
- 연구 방법: Flow 3D를 이용한 디지털 시뮬레이션과 700톤 HPDC 장비에서의 물리적 실험을 결합하여, 전환점, 2차 충전 속도, 증압 압력 등 핵심 공정 변수를 조정하며 연구를 수행했습니다.
- 핵심 성과: ASTM E505 기준 2등급의 가장 낮은 다공성을 가진 브래킷을 일관되게 생산하는 최적의 공정 조건(전환점 320mm, V2 max 3.24-3.26 m/s, 증압 압력 280 bar)을 성공적으로 식별했습니다.
- 결론: 시뮬레이션과 실제 데이터를 연계함으로써, 제조업체는 HPDC 공정 변수를 정밀하게 제어하여 다공성을 최소화하고 안전에 중요한 알루미늄 부품의 기계적 신뢰성을 향상시킬 수 있습니다.
도전 과제: 이 연구가 HPDC 전문가에게 중요한 이유
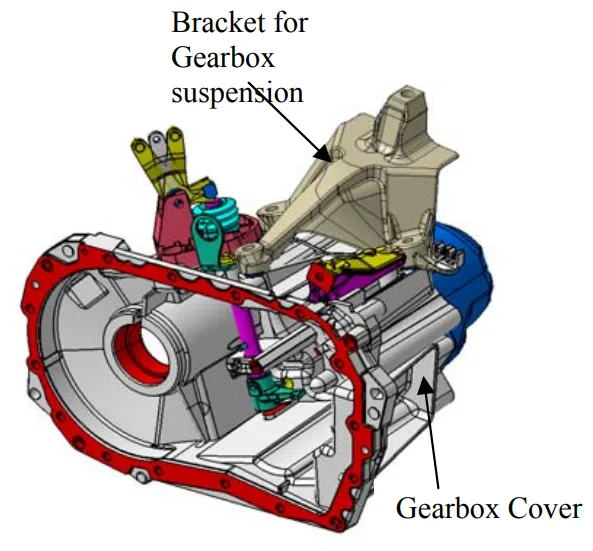
자동차의 기어박스 서스펜션 브래킷은 엔진과 기어박스의 무게를 지탱하고 주행 중 발생하는 진동에 저항하는 핵심 부품입니다. 이러한 부품은 견고한 형상과 높은 강도를 요구하며, 주로 고압 다이캐스팅(HPDC) 공정을 통해 생산됩니다.
하지만 HPDC 공정에서 가장 흔하게 발생하는 문제는 다공성 결함입니다. 가스 다공성, 수축 다공성 등은 부품 내부에 기공을 형성하여 기계적 강도를 저하시키고, 심각한 경우 부품 파손으로 이어질 수 있습니다. 특히 안전과 직결된 자동차 부품에서 이러한 결함은 반드시 해결해야 할 과제입니다. 본 연구는 이 고질적인 다공성 문제를 최소화하여 브래킷의 구조적 역할을 강화하기 위한 이상적인 공정 조건을 찾는 것을 목표로 시작되었습니다.
접근 방식: 연구 방법론 분석
본 연구는 디지털 시뮬레이션, 실제 장비를 이용한 실험, 그리고 실험실 분석이라는 세 가지 방향으로 체계적인 연구를 수행했습니다(그림 2 참조). 이는 예측의 정확성을 높이고 실제 생산 환경에 적용 가능한 결과를 도출하기 위함입니다.
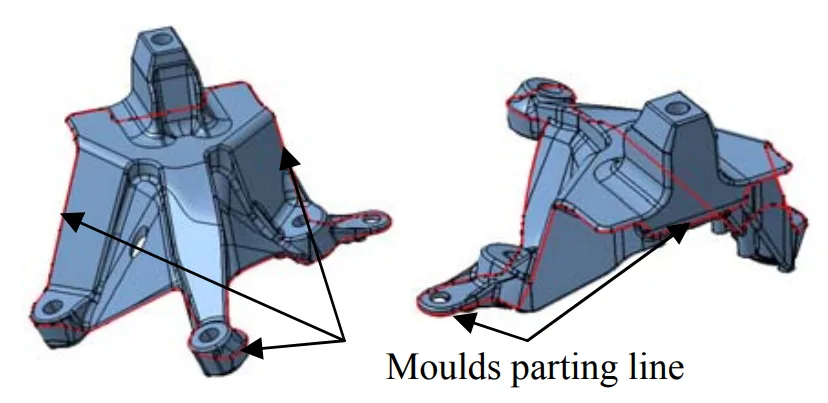
방법 1: 디지털 실험 (시뮬레이션) Flow 3D 소프트웨어를 사용하여 브래킷의 3D 모델을 기반으로 용탕 충전 및 응고 과정을 시뮬레이션했습니다. 이를 통해 파팅 라인, 드래프트 각도, 탕구계 및 오버플로우 설계를 최적화하고, 잠재적인 다공성 발생 위험 영역을 사전에 예측했습니다.
방법 2: 생산 현장 실험 (물리적 샘플 제작) Idra 700 tF 고압 다이캐스팅 장비와 AlSi9Cu3(Fe) 합금을 사용하여 실제 브래킷 샘플을 제작했습니다. 1차 및 2차 충전 사이의 전환점, 2차 충전 속도, 증압 압력 등 내부 품질에 큰 영향을 미치는 세 가지 주요 공정 변수를 7가지 다른 조건(A-G 카테고리)으로 설정하여 샘플을 생산했습니다.
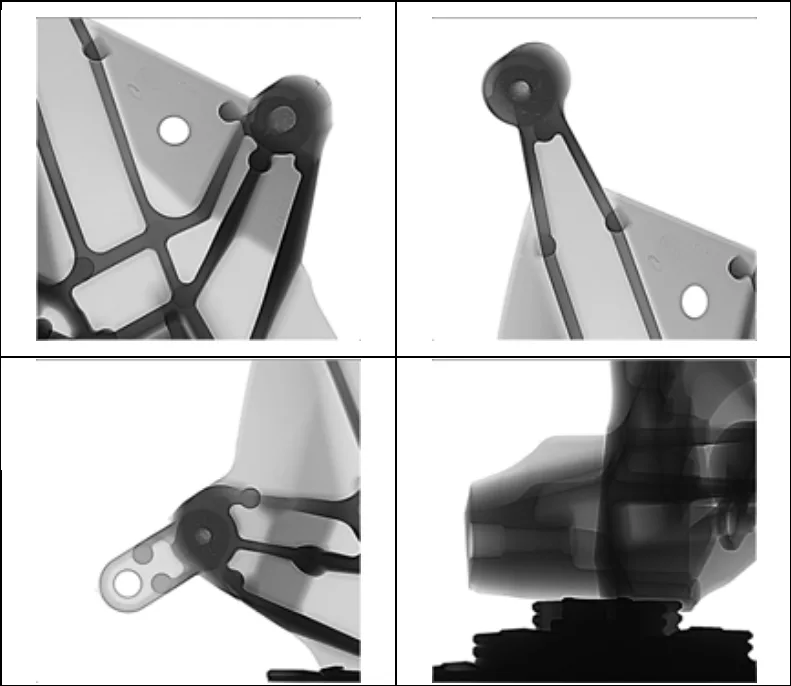
방법 3: 실험실 분석 (비파괴 검사) 제작된 각 카테고리의 샘플에 대해 RX 머신(X-ray)을 사용하여 내부 결함을 비파괴 방식으로 분석했습니다. 이를 통해 샘플 내부의 다공성 존재 여부와 그 정도를 정량적으로 평가하고, ASTM E505 표준에 따라 등급을 분류했습니다.
핵심 성과: 주요 발견 및 데이터
본 연구는 시뮬레이션 예측과 실제 실험 결과 간의 강력한 상관관계를 입증하며, 다공성을 최소화하는 구체적인 공정 조건을 제시했습니다.
성과 1: 시뮬레이션을 통한 결함 발생 고위험 영역의 정확한 예측
충전 시뮬레이션 결과는 용탕이 마지막으로 채워지는 영역, 즉 공기가 갇힐 가능성이 가장 높은 위치를 명확하게 보여주었습니다(그림 17). 또한, 응고 시뮬레이션은 합금의 응고가 가장 늦게 일어나는 영역, 즉 수축 다공성이 발생할 위험이 가장 큰 위치를 식별했습니다(그림 18). 이후 RX 분석을 통해 실제 샘플에서 다공성이 발견된 위치는 시뮬레이션에서 예측된 고위험 영역과 정확히 일치했습니다. 이는 시뮬레이션이 금형 설계 단계에서 오버플로우 위치를 최적화하는 데 매우 유용한 도구임을 증명합니다.
성과 2: 다공성 최소화를 위한 최적의 공정 파라미터 규명
7가지 다른 조건으로 제작된 샘플을 분석한 결과, B 카테고리의 샘플이 가장 우수한 내부 품질을 보였습니다. 표 5와 그림 19에서 볼 수 있듯이, B 카테고리 샘플은 ASTM E505 표준에 따라 다공성 2등급을 달성했습니다. 이 결과를 얻기 위한 최적의 공정 조건은 다음과 같습니다.
- 전환점(v1에서 v2로): 320mm
- 2차 충전 속도(V2 max): 3.24-3.26 m/s
- 증압 압력(P3): 약 280 bar
이 데이터는 특정 형상의 부품에 대해 다공성을 최소화할 수 있는 정밀한 공정 윈도우를 제공합니다.
R&D 및 운영을 위한 실질적 시사점
- 공정 엔지니어: 이 연구는 전환점, 2차 충전 속도, 증압 압력과 같은 특정 공정 변수를 조정하는 것이 다공성 결함을 줄이는 데 직접적인 영향을 미친다는 것을 보여줍니다. 특히 B 카테고리의 파라미터는 유사한 부품의 공정 설정에 중요한 기준이 될 수 있습니다.
- 품질 관리팀: 그림 15의 RX 분석 데이터와 표 5의 ASTM E505 등급 분류는 공정 변수에 따른 부품 품질을 검증하는 강력한 프레임워크를 제공합니다. 이는 새로운 품질 검사 기준을 수립하는 데 활용될 수 있습니다.
- 설계 엔지니어: 시뮬레이션 결과는 특정 설계 형상이 응고 중 결함 형성에 영향을 미칠 수 있음을 나타냅니다. 이는 초기 설계 단계에서부터 오버플로우 및 게이트 설계를 공정 엔지니어와 긴밀히 협력하여 고려하는 것이 중요함을 시사합니다.
논문 상세 정보
자동차 기어박스 서스펜션 브래킷의 구조 및 기술 개선에 관한 연구
1. 개요:
- 제목: RESEARCHES CONCERNING CONSTRUCTIVE AND TECHNOLOGICAL IMPROVEMENTS OF AUTOMOTIVE GEARBOX SUSPENSION BRACKETS
- 저자: Ferencz PETI, Lucian GRAMA
- 발행 연도: 2012
- 학술지/학회: The 6th edition of the Interdisciplinarity in Engineering International Conference “Petru Maior” University of Tîrgu Mureş, Romania, 2012
- 키워드: High pressure die casting, bracket, mould, porosity, aluminium, automotive
2. 초록:
본 연구의 대상인 브래킷은 자동차의 핵심 부품인 기어박스 서스펜션 시스템에 속합니다. 브래킷은 엔진과 기어박스의 무게를 지지하기 때문에 견고한 형상과 특정 중량을 가집니다. 본 연구의 목적은 기어박스 서스펜션 브래킷의 구조적 및 기술적 특성에 주요한 영향을 미치는 제조 공정 요소들의 조합에서 이상적인 해결책을 찾는 것입니다.
3. 서론:
자동차 브래킷 제조에서 제조 기술, 이 경우 고압 다이캐스팅 공정은 중요한 역할을 합니다. 고압 다이캐스팅 공정에서 가장 흔하게 나타나는 결함은 가스 다공성, 수축 다공성 또는 누설과 같은 다공성 유형의 결함입니다. 본 연구는 이러한 기술적 특성인 결함들을 최소화하여 기어박스 서스펜션 브래킷의 구조적 역할을 증대시키기 위한 이상적인 해결책을 찾는 데 중점을 둡니다.
4. 연구 요약:
연구 주제의 배경:
본 연구는 자동차의 핵심 구조 부품인 기어박스 서스펜션 브래킷을 고압 다이캐스팅(HPDC) 공정으로 제조하는 과정에 초점을 맞춥니다. 이 부품은 엔진과 기어박스의 무게를 지탱하고 진동을 견뎌야 하므로 높은 수준의 내부 품질이 요구됩니다.
이전 연구 현황:
본 논문은 HPDC 공정에서 흔히 발생하는 다공성 결함이라는 지속적인 문제를 다룹니다. 기존의 다이캐스팅 원리와 시뮬레이션 기술을 기반으로, 특정 부품에 대한 공정 변수의 영향을 체계적으로 분석하여 문제를 해결하고자 합니다.
연구 목적:
기어박스 서스펜션 브래킷의 구조적 및 기술적 특성에 큰 영향을 미치는 제조 공정 요소들의 이상적인 조합을 찾아, 다공성 결함을 최소화하고 부품의 신뢰성을 향상시키는 것을 목표로 합니다.
핵심 연구:
연구는 그림 2에 제시된 구조화된 방법론을 따릅니다. 이는 (1) 3D 설계 및 유동/응고 시뮬레이션을 포함하는 디지털 실험, (2) 다양한 공정 변수를 적용하여 HPDC 장비에서 샘플을 생산하는 현장 실험, (3) 생산된 샘플의 내부 결함을 분석하는 실험실 실험으로 구성됩니다.
5. 연구 방법론
연구 설계:
전산 시뮬레이션과 물리적 프로토타이핑 및 비파괴 검사를 결합한 다단계 실험 설계를 채택했습니다.
데이터 수집 및 분석 방법:
- 디지털: 유동 및 응고 시뮬레이션을 위해 Flow 3D 소프트웨어를 사용했습니다.
- 물리적: Idra 700 tF HPDC 장비의 샷 컨트롤 기능을 통해 실제 공정 데이터를 수집했습니다(표 3).
- 분석: 다공성 분석을 위해 YXLON MU2000/160 kV RX 장비를 사용했으며, 결과는 ASTM E 505 표준에 따라 분류했습니다.
연구 주제 및 범위:
본 연구는 특정 부품(Renault X95 기어박스 서스펜션 브래킷), 특정 재료(AlSi9Cu3(Fe)), 특정 결함 유형(다공성)에 국한됩니다. 연구는 세 가지 주요 HPDC 변수, 즉 전환점, 2차 충전 속도, 증압 압력의 영향을 조사합니다.
6. 주요 결과:
주요 결과:
- 충전 및 응고 시뮬레이션은 가스 및 수축 다공성의 발생 위험이 가장 높은 위치를 정확하게 예측했습니다(그림 17, 18).
- 공정 변수를 달리하여 7개 카테고리(A-G)의 샘플을 생산했습니다(표 2).
- 샷 컨트롤 시스템에서 얻은 설정값과 실제값을 비교한 결과, 각 카테고리의 공정은 안정적이었습니다(표 3).
- RX 분석 결과, 다공성은 시뮬레이션에서 예측된 영역에 국부적으로 존재하는 것이 확인되었습니다.
- 최적의 공정 파라미터는 B 카테고리(전환점 320mm, V2 max 3.24-3.26 m/s, 증압 압력 P3 ~280 bar)에서 발견되었으며, 이 조건에서 생산된 부품은 ASTM E 505 표준에 따라 다공성 2등급을 달성했습니다(표 5, 그림 19).
Figure Name List:
- Fig. 1 - Isometric view subassembly gearbox cover and bracket Renault X95
- Fig. 2 – Definition of the research steps
- Fig. 3 – Definition of parting lines
- Fig. 4 – Analyze of draft angles
- Fig. 5 – 3D design of the runner system
- Fig. 6 – Flow simulation with Flow 3D software
- Fig. 7 – Solidification simulation with Flow 3D software
- Fig. 8 – 3D design of the cavities of the mould
- Fig. 9 – Structural scheme of the mould
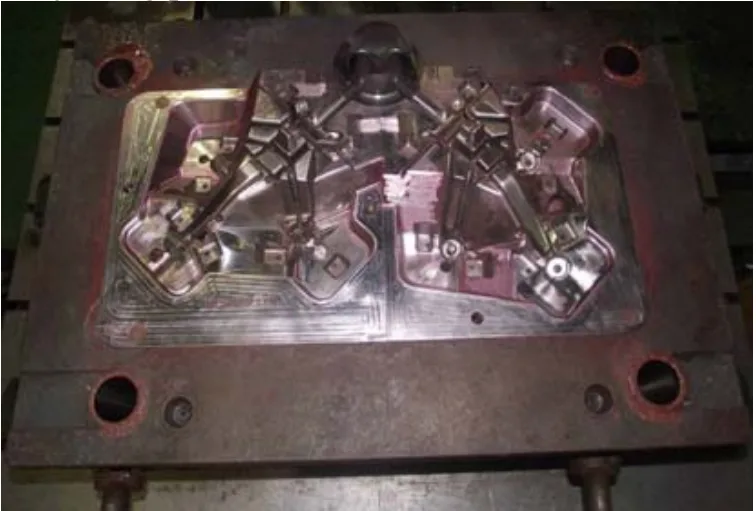
- Fig. 10 – Mobile side of the mould – 3D view
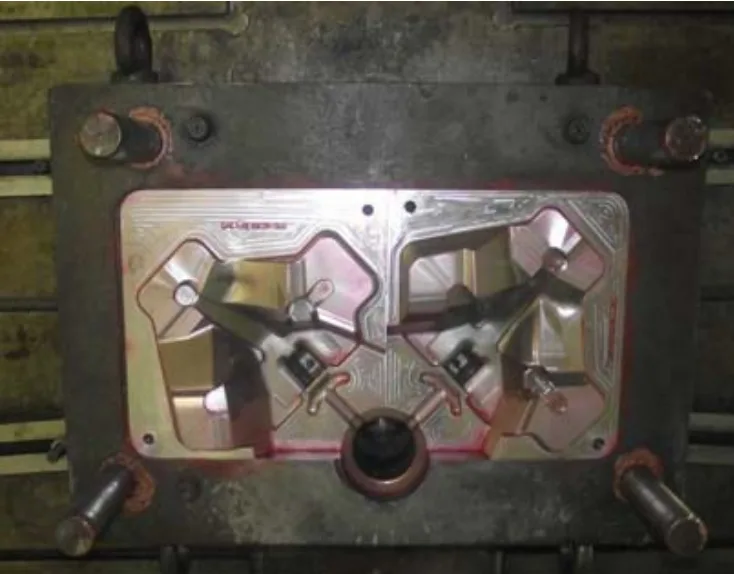
- Fig. 11 – Fix side of the mould – 3D view
- Fig. 12 – Mobile side of the mould – mounted on the adjusting press
- Fig. 13 – Fixe side of the mould – mounted on the adjusting press
- Fig. 14 – Grouping of samples in function of categories
- Fig. 15 – Samples inside the RX machine
- Fig. 16 – Analyze of samples on the RX machine
- Fig. 17 – Interpretation of filling simulations results
- Fig. 18 – Interpretation of solidification simulations results
- Fig. 19 - Representation of the obtained porosity level in function of parameters
7. 결론:
충전 및 응고 시뮬레이션에서 예측된 다공성 고위험 영역은 실제 샘플 제조 및 분석을 통해 입증되었습니다. 모든 샘플에서 다공성은 시뮬레이션에서 예측된 동일한 영역에 국부적으로 나타났습니다. 최종 고객이 요구하는 재료 건전성 요구사항을 만족시키는 공정 조건이 확립되었습니다. 이 기어박스 서스펜션 브래킷 형상에 권장되는 파라미터는 전환점 320mm, 2차 충전 속도 V2 max 3.24-3.26 m/s, 증압 압력 P3 280 bar입니다. 본 연구의 주요 기여는 디지털 결과와 실제 현장 및 실험실 결과를 연관시키고, 공정 파라미터가 부품의 내부 건전성에 미치는 영향을 규명한 것입니다.
8. References:
- [1] MONTES, J., (2008), Fundamentos de la fundicion a presion, CIE C. Vilanova, Spain
- [2] MONTES, J., (2008), Revision Tecnica del Producto, CIE C. Vilanova, Spain
- [3] Company documentation Bühler, 2010
- [4] Company documentation CATIA, 2012
- [5] Company documentation Idra, 2011
- [6] Company documentation Italpresse, 2011
- [7] Introduction to Fluid Dynamics, Engineering Materials and Processes, (2007), Casting: An Analytical Approach, Pages 13-41
- [8] Norma Ingenieria NCV21006C Tiempo llenado del molde, (2006), CIE C. Vilanova, Spain
- [9] Norma Ingenieria NCV21007B – Velocidad en el ataque, (2006), CIE C. Vilanova, Spain
- [10] Part Design, Engineering Materials and Processes, (2007), Casting: An Analytical Approach, Pages 43-96
- [11] Procedimiento IDT 05/1: Cuaderno de cargas de moldes, rev05, (2007), CIE Inyectametal, Spain
- [12] Process Design, Engineering Materials and Processes, (2007), Casting: An Analytical Approach, Pages 97-155
- [13] Specification SR EN 1706
- [14] Specification ASTM E505- Reference Radiographs for Inspection of Aluminium and Magnesium die castings, 2002
- [15] Specification DIN 1688
- [16] VDG Specification P201- VEREIN DEUTCHER GIESSEREIFACHLEUTE
- [17] http://www.buhlergroup.com
- [18] http://www.diecasting.org/faq/
- [19] http://www.diecastingengineer.org
- [20] http://www.flow3d.com/
- [21] http://www.idracasting.com
- [22] http://www.springerlink.com
- [23] http://www.wikipedia.org
전문가 Q&A: 자주 묻는 질문
Q1: 이 연구에서 AlSi9Cu3(Fe) 합금을 선택한 이유는 무엇입니까?
A1: 논문에 명시적으로 선택 이유가 나와 있지는 않지만, AlSi9Cu3(Fe)는 자동차 산업에서 널리 사용되는 표준 다이캐스팅용 알루미늄 합금입니다. 이 합금은 강도, 주조성, 내열성의 균형이 뛰어나 기어박스 브래킷과 같은 구조 부품에 적합합니다. 표 1은 이 연구에 사용된 합금의 정확한 화학 성분을 보여줍니다.
Q2: 디지털 시뮬레이션과 실제 결과 간의 상관관계는 어떻게 검증되었습니까?
A2: 연구팀은 Flow 3D 시뮬레이션(그림 17, 18)을 통해 다공성 발생 위험이 높은 영역을 예측했습니다. 그 후, 실제 생산된 샘플을 RX 장비로 분석하여 내부 결함을 확인했습니다. 분석 결과, 실제 다공성이 발견된 위치가 시뮬레이션에서 예측한 고위험 영역과 정확히 일치함을 확인함으로써 둘 사이의 강력한 상관관계를 검증했습니다.
Q3: 7개의 샘플 카테고리(A-G)에서 변경된 주요 공정 변수는 무엇이었습니까?
A3: 표 2에 따르면, 연구에서 중점적으로 변경한 주요 변수는 1차 충전에서 2차 충전으로 넘어가는 '전환점(Changeover point)', 용탕이 캐비티를 채우는 속도인 '2차 충전 속도(2nd stage velocity)', 그리고 응고 중 압력을 가하는 '증압 압력(Contra pressure)'이었습니다. 이 세 가지 변수의 조합을 통해 다양한 내부 품질의 샘플을 제작했습니다.
Q4: 이 부품에서 'ASTM E505에 따른 다공성 2등급'은 무엇을 의미합니까?
A4: ASTM E505는 알루미늄 다이캐스팅 제품의 방사선 사진 검사 표준입니다. 다공성 2등급은 매우 낮은 수준의 다공성을 의미하며, 이는 해당 부품이 자동차의 안전 관련 부품으로서 요구되는 엄격한 내부 재료 건전성 요구사항을 충족한다는 것을 나타냅니다. 본 연구의 결론에서 언급된 바와 같이, 이는 최종 고객의 기대를 만족시키는 수준입니다.
Q5: 논문에서 언급된 '오버플로우'의 구체적인 기능은 무엇이었습니까?
A5: 충전 시뮬레이션(그림 17)은 용탕이 금형 캐비티를 채울 때 마지막으로 채워지는 영역을 식별했습니다. 이 영역에는 공기나 초기 용탕의 산화물이 갇힐 가능성이 높습니다. 오버플로우는 이러한 위치에 설치되어 갇힌 공기와 오염된 용탕을 캐비티 밖으로 배출하는 통로 역할을 합니다. 이를 통해 가스 다공성 결함을 효과적으로 줄일 수 있습니다.
결론: 더 높은 품질과 생산성을 향한 길
자동차 기어박스 브래킷의 다공성 결함은 고압 다이캐스팅 공정의 고질적인 문제였습니다. 본 연구는 시뮬레이션과 체계적인 물리적 실험을 결합하는 접근법을 통해, 고압 다이캐스팅 공정 최적화가 이 문제를 해결할 수 있음을 명확히 보여주었습니다. 특히 전환점, 2차 충전 속도, 증압 압력을 정밀하게 제어함으로써 부품의 내부 품질을 예측하고 최고 수준으로 끌어올릴 수 있다는 사실을 입증했습니다.
CASTMAN은 최신 산업 연구 결과를 적용하여 고객이 더 높은 생산성과 품질을 달성할 수 있도록 최선을 다하고 있습니다. 이 논문에서 논의된 과제가 귀사의 운영 목표와 일치한다면, 저희 엔지니어링 팀에 연락하여 이러한 원칙을 귀사의 부품에 어떻게 구현할 수 있는지 논의해 보십시오.
저작권 정보
이 콘텐츠는 "Ferencz PETI"와 "Lucian GRAMA"가 작성한 논문 "RESEARCHES CONCERNING CONSTRUCTIVE AND TECHNOLOGICAL IMPROVEMENTS OF AUTOMOTIVE GEARBOX SUSPENSION BRACKETS"를 기반으로 한 요약 및 분석 자료입니다.
출처: [논문 DOI URL 또는 링크 제공]
이 자료는 정보 제공 목적으로만 사용됩니다. 무단 상업적 사용을 금지합니다. Copyright © 2025 CASTMAN. All rights reserved.