본 소개 자료는 "[Robotics and Computer-Integrated Manufacturing]"에서 출판한 "[Systematic approach for automated determination of parting line for die-cast parts]" 논문을 기반으로 작성되었습니다.
1. 개요:
- 제목: Systematic approach for automated determination of parting line for die-cast parts (다이캐스팅 부품의 파팅 라인 자동 결정을 위한 체계적 접근법)
- 저자: Ranjit Singh, Jatinder Madan
- 발행 연도: 2013
- 발행 학술지/학회: Robotics and Computer-Integrated Manufacturing
- 키워드: Die-casting (다이캐스팅), Die design (금형 설계), Core (코어), Cavity (캐비티), Undercut (언더컷), Parting line region (파팅 라인 영역), Parting line (파팅 라인)
2. 초록:
다이캐스팅 부품의 파팅 라인 결정은 부품 형상 및 다이캐스팅 공정 요구사항과 관련된 여러 요인에 따라 달라지는 간단하지 않은 작업입니다. 이는 다이캐스팅 금형의 설계 및 제조뿐만 아니라 부품 제조에도 영향을 미치는 중요한 결정입니다. 일반적으로 다이캐스팅 금형 설계 전문가는 이 결정을 내리는 데 많은 시간, 노력, 자원을 투자하며, 이는 부품 제조 리드 타임과 비용에 영향을 미칩니다. 본 논문에서는 다이캐스팅 부품의 파팅 라인을 자동 결정하기 위한 체계적인 접근법을 제시합니다. 부품의 기하학적 요인만을 고려했던 이전 시스템과 달리, 본 논문에서 제안된 시스템은 다이캐스팅 공정 요구사항도 고려하여 체계적이고 자동화된 방식으로 파팅 라인을 결정합니다. 여기서는 다이캐스팅 부품 표면 분류, 언더컷 및 돌출부 식별, 파팅 라인 영역 식별, 파팅 라인 결정에 대해 논의합니다. 시스템은 다이캐스팅 공정 요구사항을 적용한 후 주어진 파팅 방향에서 여러 개의 실현 가능한 파팅 라인을 생성합니다. 마지막으로, 업계 모범 사례를 고려하여 실현 가능한 파팅 라인 중에서 가장 적합한 파팅 라인이 결정됩니다. 시스템에서 얻은 결과는 업계의 결과와 유사합니다. 제안된 시스템은 다이캐스팅 금형 설계 자동화를 향한 주요 단계가 될 것이며, 이는 다이캐스팅 공정의 설계-제조 통합으로 이어질 것입니다.
3. 서론:
다이캐스팅은 용융 금속을 고압으로 금형 캐비티에 주입하는 것이 특징인 근사 형상(near net shape) 금속 주조 공정입니다. 금형 캐비티는 코어(core)와 캐비티(cavity)라는 두 개의 반쪽으로 구성된 영구 금속 금형(다이(die)라고도 함)을 사용하여 만들어집니다. 용융 금속이 금형 캐비티에서 응고된 후, 고정된 상태로 유지되는 캐비티 반쪽에서 코어 반쪽이 멀어집니다. 그 후, 응고된 다이캐스팅 부품이 금형에서 제거됩니다. 금형이 열리는 방향을 파팅 방향(Parting Direction, PD)이라고 하며, 이는 양의 파팅 방향(+PD)과 음의 파팅 방향(-PD)으로 나눌 수 있습니다. 이 두 방향 중 하나는 코어 반쪽의 이동 방향입니다. 다이캐스팅 부품에서 두 금형 반쪽의 접합부에 해당하는 선 또는 이음새를 파팅 라인(parting line)이라고 합니다. 위치 때문에 파팅 방향으로 성형될 수 없는 다이캐스팅 부품의 기하학적 영역을 언더컷(undercuts)이라고 합니다. 이러한 언더컷을 성형하려면 사이드 코어(side-core)라는 별도의 금속 도구가 필요합니다. 사이드 코어는 사이드 코어 방향으로 알려진 방향으로 이동하여 금형에서 분리됩니다. 다이캐스팅 금형의 명칭은 그림 1에 나와 있습니다.
다이캐스팅 금형 설계는 금형 제조 비용과 시간뿐만 아니라 다이캐스팅 부품에도 영향을 미치므로 매우 중요합니다. 다이캐스팅 금형 설계에는 파팅 방향 선택, 파팅 라인 결정, 캐비티 레이아웃 설계, 게이팅 시스템 설계와 같은 많은 활동이 포함됩니다. 금형 설계는 여러 단계를 포함하며 많은 시간이 필요하다고 보고되었습니다[1]. 전통적인 방식에서 다이캐스팅 금형 설계는 주로 시행착오 방법에 기반하며, 많은 인간 전문 지식을 포함하고 자동화가 거의 또는 전혀 없어 리드 타임이 길어지고 비용이 증가합니다[2]. 특히 오늘날 CAD, CAM, CAE 사용이 일반 제조 산업 전반과 특히 다이캐스팅 산업에서 매우 일반적인 상황에서, 정보 기술의 이점을 완전히 실현하기 위해 금형 설계 프로세스를 자동화하는 것이 매우 바람직합니다.
다이캐스팅 금형 설계에서 가장 시간이 많이 소요되는 활동 중 하나는 파팅 라인 결정입니다[3]. 이는 주로 부품 형상 및 다이캐스팅 공정과 관련된 많은 요인을 파팅 라인 결정 시 고려해야 하기 때문입니다. 따라서 우리는 파팅 라인을 자동화된 방식으로 결정하여 다이캐스팅 부품의 제조 리드 타임과 비용을 크게 줄일 수 있는 시스템이 필요하다고 생각합니다.
본 논문에서는 다이캐스팅 부품의 파팅 라인을 자동 결정하기 위한 체계적인 접근법을 제안합니다. 면(Facet), V-맵(V-Map), 국소/전역 가시성(Local/Global visibility), 상향/하향/중립 면(Up/Down/Neutral facet), 코어/캐비티/코어-캐비티 표면(Core/Cavity/Core-cavity surface), 볼록/오목 모서리(Convex/Concave edge), 차폐 표면(Obstructed surface), 파팅 라인 영역(Parting Line Region, PLR)과 같은 주요 용어가 정의되어 있습니다(그림 2 참조).
4. 연구 요약:
연구 주제 배경:
파팅 라인 결정은 다이캐스팅 금형 설계에서 중요하고 복잡한 단계입니다. 이는 금형의 제조 가능성, 비용 및 주조 부품의 최종 품질에 큰 영향을 미칩니다. 전통적으로 이 과정은 수작업이며, 경험에 기반하고 반복적이어서 설계 주기의 병목 현상을 나타냅니다.
이전 연구 현황:
이전 연구에서는 파팅 방향 결정[7-11], 언더컷 형상 인식[12-19], 파팅 라인 결정[3, 20-33]을 다루었습니다. 그러나 많은 접근법은 기하학적 요인에만 초점을 맞추거나, 단일 실현 가능한 파팅 라인만 생성하거나, 특정 부품 형상(예: 다면체, 평면 표면)으로 제한되는 경우가 많습니다. 결정적으로, 많은 시스템은 취출 중 코어 측에 부품이 남아 있어야 하는 요구사항, 언더컷용 사이드 코어의 이동 제약, 코어-캐비티 표면의 돌출부 영향, 미관상 중요한 표면의 플래시(flash) 방지 등 다이캐스팅 공정 요구사항을 적절히 고려하지 않습니다. 표 1은 이러한 측면과 관련된 이전 연구의 한계를 요약합니다. 자동 파팅 라인 생성 및 선택을 위해 기하학적 분석과 공정 제약을 체계적으로 통합하는 데 상당한 격차가 존재합니다.
연구 목적:
본 연구는 다이캐스팅 부품의 파팅 라인을 자동 결정하기 위한 체계적인 접근법을 개발하고 제시하는 것을 목표로 합니다. 주요 목표는 기하학적 분석과 함께 다이캐스팅 공정 요구사항을 명시적으로 통합하여 이전 연구의 한계를 극복하는 것입니다. 이 시스템은 주어진 파팅 방향에 대해 여러 개의 실현 가능한 파팅 라인을 생성한 다음, 확립된 산업 모범 사례 및 기준에 따라 가장 적합한 것을 선택하여 설계 리드 타임과 비용을 줄이고 설계-제조 통합을 촉진하도록 설계되었습니다.
핵심 연구:
핵심 연구는 세 가지 주요 모듈로 구현된 체계적인 방법론을 포함합니다(그림 15):
- 언더컷, 돌출부 식별 및 부품 표면 분류: 이 모듈은 테셀레이션된 부품 모델(STL)을 입력으로 받습니다. 면 법선과 주어진 파팅 방향(+PD) 간의 내적(dot product)을 기반으로 면을 상향 면(up-facet), 하향 면(down-facet) 또는 중립 면(neutral-facet)으로 분류합니다(그림 5). 비볼록 영역(non-convex region)이 식별됩니다[31]. 수정된 IsObstructing 알고리즘[26]을 사용하여 장애물 검사를 통해 비볼록 영역 내에서 언더컷(함몰부)과 돌출부를 구별합니다(그림 6, 그림 7). 나머지 면은 가시성과 연결성을 기반으로 코어 성형(Score), 캐비티 성형(Scavity), 코어-캐비티 성형(Score-cavity) 표면으로 분류됩니다(섹션 4.1-4.6). 부품이 코어 측에 남도록 코어 측이 식별됩니다.
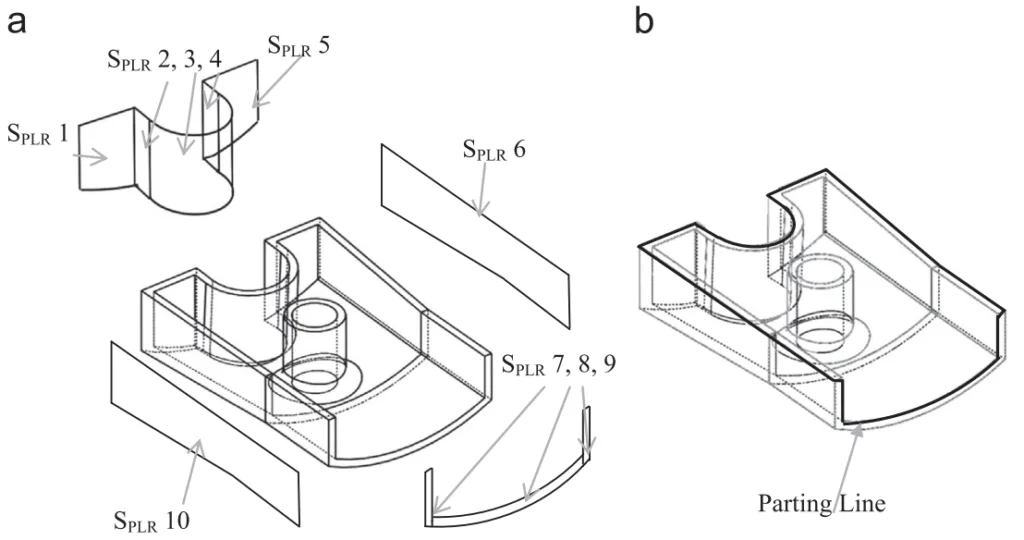
- 파팅 라인 영역(PLR) 결정: 이 모듈은 파팅 라인이 통과할 수 있는 코어-캐비티 표면의 허용 영역(PLR)을 식별합니다. 형상이 없는 코어-캐비티 표면의 경우 전체 표면이 PLR입니다. 언더컷이 있는 표면의 경우, 언더컷 경계 분할(코어/캐비티 세그먼트)과 사이드 코어 이동 요구사항(코어 측과 함께 이동해야 함, +PD 방향)을 기반으로 스윕(swept)된 영역을 빼서 PLR을 결정합니다(그림 8, 그림 9). 돌출부가 있는 표면의 경우, +PD 및 -PD 양방향으로 돌출부 경계에 의해 스윕된 영역을 빼서 PLR을 찾습니다(그림 10). 사용자 입력을 통해 미적으로 민감한 영역을 PLR에서 제외할 수 있습니다(섹션 5, 그림 11, 그림 12).
- 파팅 라인 결정 및 선택: 이 모듈은 실현 가능한 파팅 라인을 생성하고 최적의 것을 선택합니다. 실현 가능한 파팅 라인은 다음으로 구성된 닫힌 루프로 구성됩니다: (i) 코어와 캐비티 표면 사이의 공통 모서리(Lk), (ii) 코어-캐비티 표면에 놓인 언더컷의 관련 경계 세그먼트(ELm), (iii) Z 좌표 제약을 준수하며 PLR을 가로지르는 것을 기반으로 결정된 PLR을 분할하는 실현 가능한 선 세그먼트(LĮ) (그림 13). 여러 개의 실현 가능한 파팅 라인 루프가 생성될 수 있습니다(그림 14). 최적의 파팅 라인은 치수 안정성, 평탄도, 드로우(draw), 플래시, 구배(draft)와 같은 산업 관행[34]에서 파생된 기준을 사용하여 이러한 실현 가능한 대안 중에서 평가하여 선택됩니다(섹션 6, 부록 A).
5. 연구 방법론
연구 설계:
본 연구는 자동 파팅 라인 결정을 위한 체계적인 계산 방법론을 설계하고 구현하는 구성적 접근법(constructive approach)을 사용합니다. 이 방법론은 면 가시성 및 연결성에 기반한 기하학적 추론과 다이캐스팅 공정 제약을 통합합니다. 이는 표면 분류/형상 식별, PLR 결정, 파팅 라인 생성/선택의 세 가지 순차적 모듈로 구성됩니다(그림 15).
데이터 수집 및 분석 방법:
주요 입력 데이터는 테셀레이션된 모델(STL 형식)로 표현된 다이캐스팅 부품의 형상입니다. 기하학적 분석에는 면 법선과 파팅 방향 벡터 간의 내적 계산, 비볼록 영역 식별, 장애물 알고리즘[26]을 사용한 가시성 검사 수행, 경계 곡선 및 스윕 영역 결정이 포함됩니다. 사이드 코어 이동 제약 및 코어에서의 부품 유지와 같은 공정 규칙은 PLR 결정 로직에 인코딩됩니다. PLR 내의 기하학적 경로와 코어/캐비티 모서리 및 언더컷 경계와의 연결을 기반으로 여러 실현 가능한 파팅 라인이 알고리즘적으로 생성됩니다. 분석은 확립된 방법[34] 및 산업 모범 사례에 기반한 정성적 기준(치수 안정성, 평탄도, 드로우, 플래시, 구배) 세트를 사용하여 최적의 파팅 라인을 평가하고 선택하는 것으로 마무리되며, 5점 척도로 평가됩니다(부록 A, 표 A1에 상세 설명).
연구 주제 및 범위:
본 연구는 미리 정의된 파팅 방향이 주어졌을 때 다이캐스팅 부품의 파팅 라인을 자동 결정하는 데 중점을 둡니다. 주요 주제는 다음과 같습니다:
- 부품 표면 분류 (코어, 캐비티, 코어-캐비티).
- 파팅 라인에 영향을 미치는 언더컷 및 돌출부 형상 식별.
- 공정 제약(사이드 코어 이동, 미관)을 고려한 파팅 라인 영역(PLR) 결정.
- 여러 실현 가능한 파팅 라인 후보 생성.
- 제조 가능성 기준(치수 안정성, 평탄도, 드로우, 플래시, 구배)에 기반한 최적 파팅 라인 선택.
범위는 입력 부품이 성형 가능하고, 파팅 방향은 사용자가 제공하며, 부품에 내부 언더컷이나 교차/복합 언더컷 형상이 없다고 가정합니다. 테셀레이션된 모델은 곡면 처리를 허용하지만, 이러한 표면에서의 파팅 라인 형상 최적화는 현재 범위 밖에 있습니다.
6. 주요 결과:
주요 결과:
MATLAB 7.0을 사용하여 자동 파팅 라인 결정을 위한 체계적인 접근법이 성공적으로 개발 및 구현되었습니다. 이 시스템은 테셀레이션된 부품 모델의 기하학적 분석과 중요한 다이캐스팅 공정 요구사항을 효과적으로 통합합니다. 표면을 자동으로 분류하고, 언더컷과 돌출부를 식별하며, 유효한 파팅 라인 영역(PLR)을 결정하고, 여러 실현 가능한 파팅 라인 옵션을 생성하며, 정의된 기준에 따라 최적의 것을 선택합니다.
이 방법론은 다양한 기하학적 복잡성을 가진 6개의 산업용 다이캐스팅 부품(예제 부품 1-6, 그림 16-21)에 대해 테스트되었습니다. 결과는 시스템이 코어-캐비티 표면, 언더컷 및 돌출부가 있는 부품을 처리할 수 있는 능력을 보여줍니다. 생성된 파팅 라인은 산업 관행에 따라 선택된 것과 일관되게 일치합니다. 부록 A(표 A1)에 실현 가능한 옵션에 대해 상세히 설명된 평가 기준(치수 안정성, 평탄도, 드로우, 플래시, 구배)은 각 경우에 가장 적합한 파팅 라인을 효과적으로 선택하도록 안내했습니다. 이 시스템은 금형 설계에서 중요하고 복잡한 작업을 성공적으로 자동화하여 잠재적인 산업 관련성과 설계-제조 통합에 대한 기여를 보여줍니다. 실행 시간은 부품 복잡성에 따라 수 초에서 수 분까지 다양했습니다.
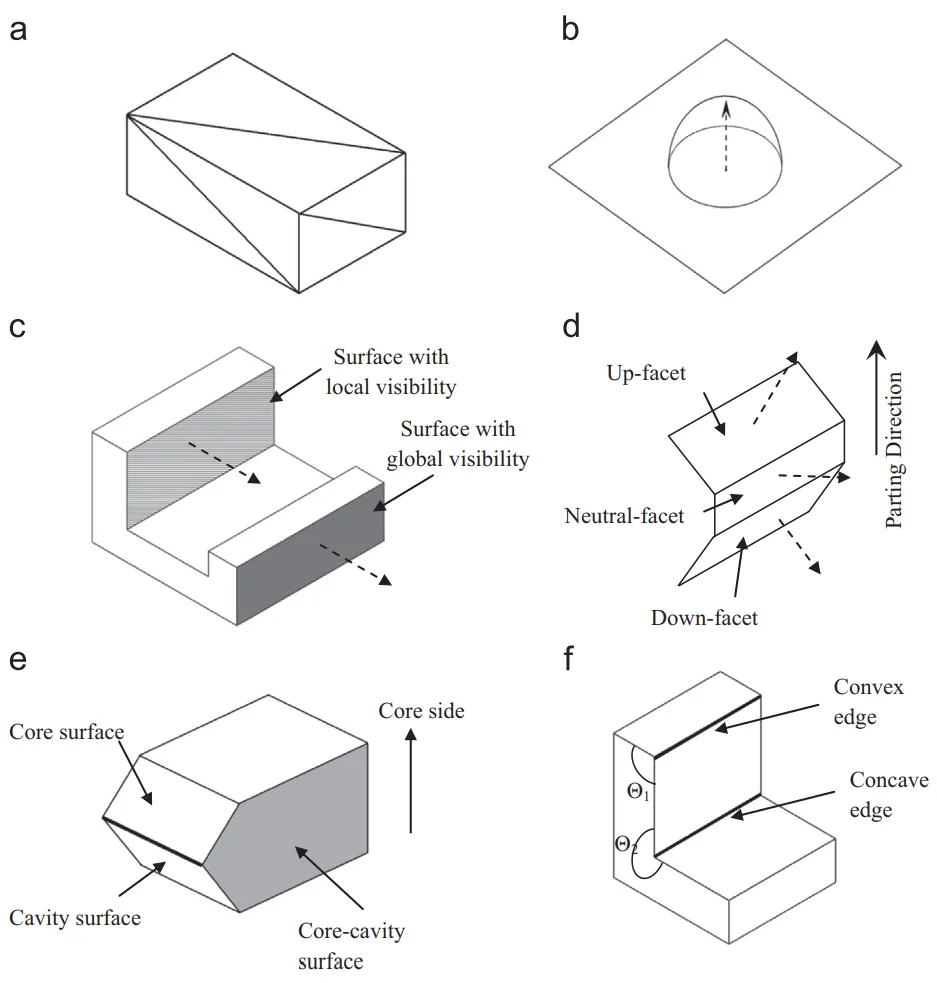
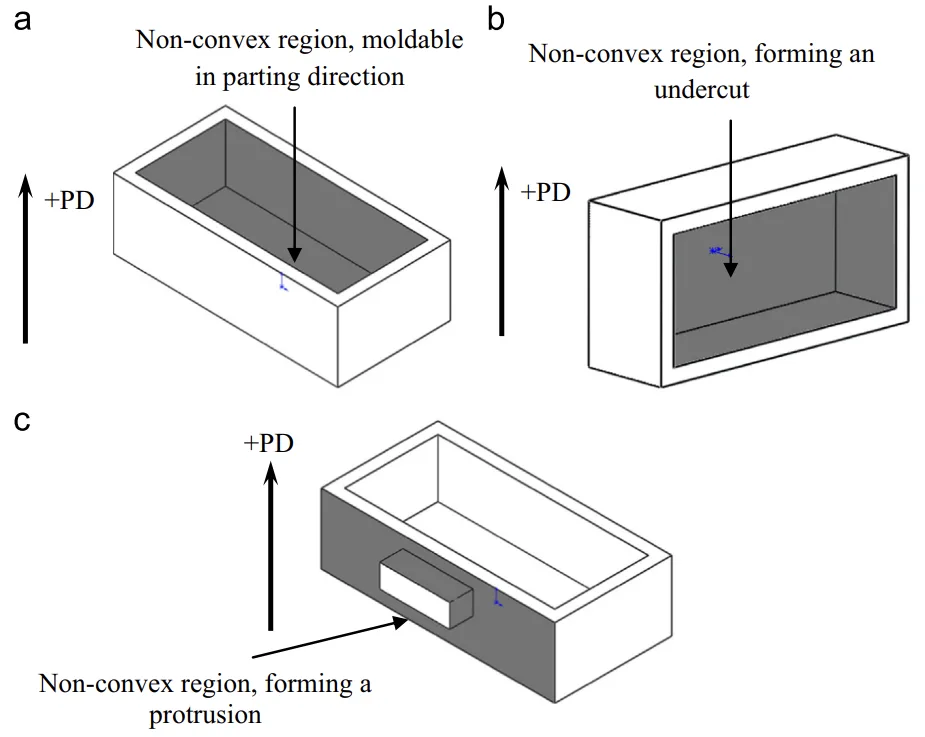
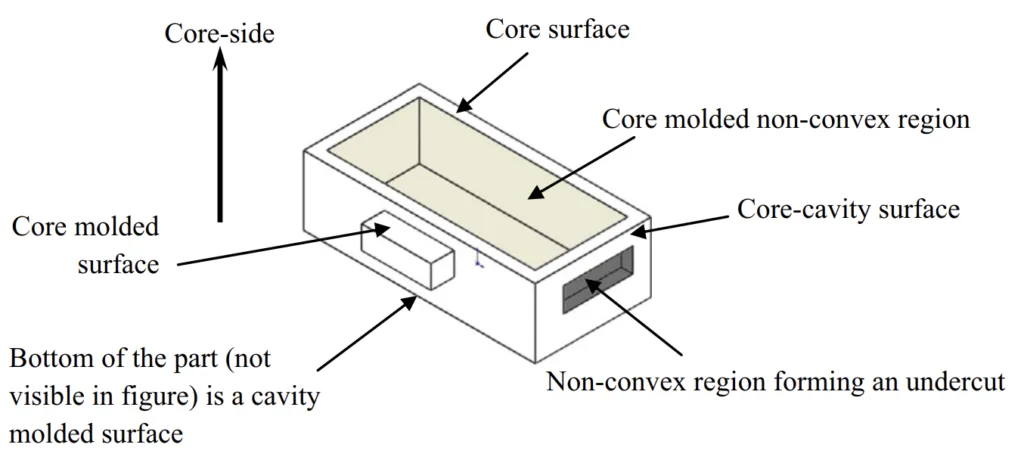
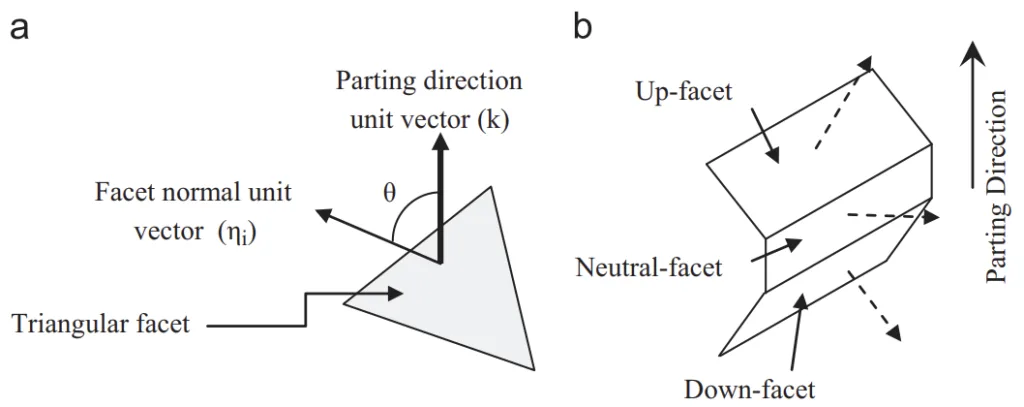
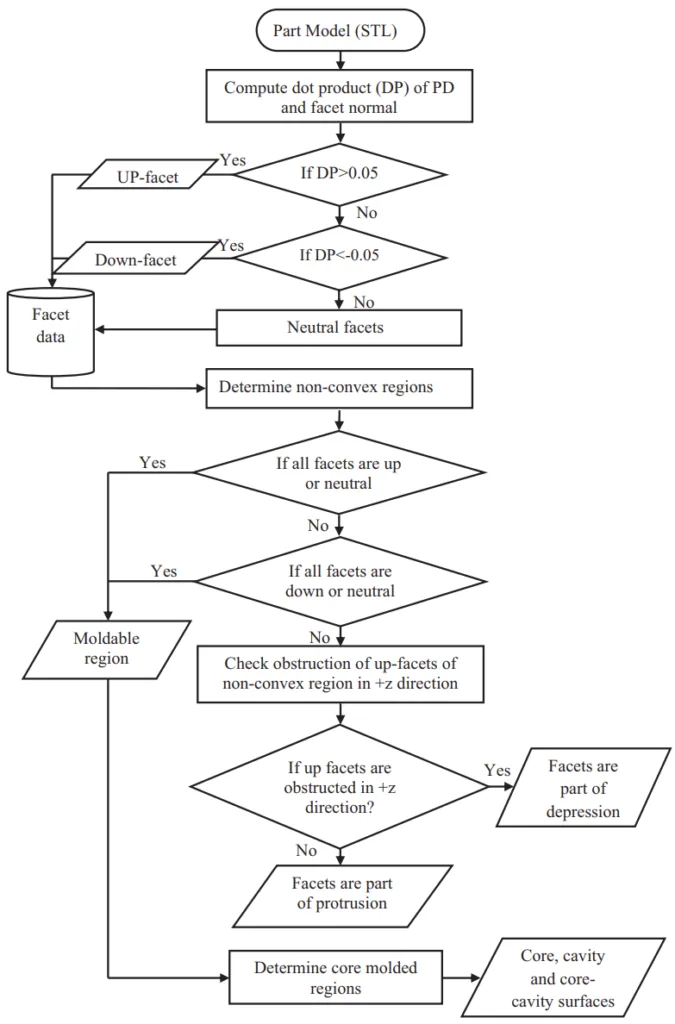
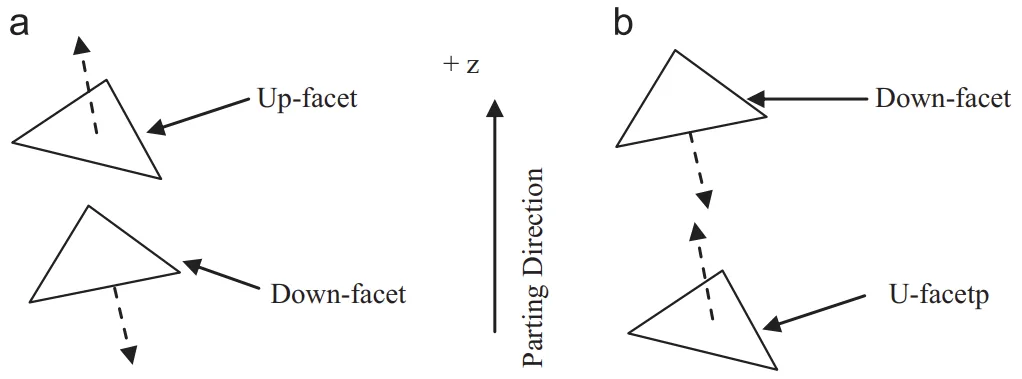
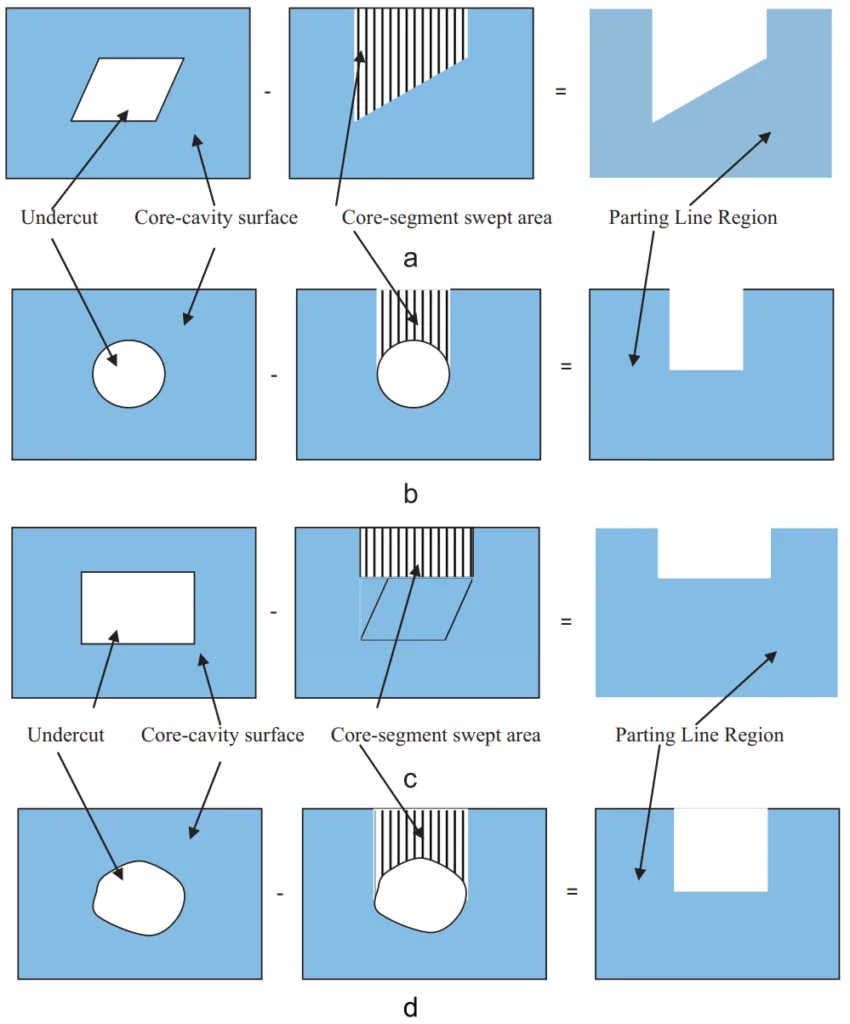
그림 및 표 목록:
- 그림 1. 다이캐스팅 금형의 명칭.
- 그림 2. (a) 직육면체의 테셀레이션 모델, (b) 표면 상의 점의 가시성 맵, (c) 국소 및 전역 가시성, (d) 상향 면, 하향 면 및 중립 면, (e) 코어 표면, 캐비티 표면 및 코어-캐비티 표면, (f) 볼록 모서리 및 오목 모서리.
- 그림 3. 비볼록 영역: (a) 파팅 방향으로 성형 가능, (b) 언더컷 형성, (c) 돌출부 형성.
- 그림 4. 다이캐스팅 부품의 영역 및 표면 유형.
- 그림 5. (a) 면 법선과 파팅 방향의 내적(DP) 및 (b) 상향 면, 중립 면, 하향 면.
- 그림 6. (a) 돌출부 형상 및 (b) 언더컷(함몰부) 형상.
- 그림 7. 언더컷, 돌출부 식별 및 표면 분류를 위한 정보 흐름도.
- 그림 8. 언더컷 형상이 있는 코어-캐비티 표면의 PLR 결정.
- 그림 9. 일반적인 언더컷 형상에 대한 PLR.
- 그림 10. (a) 직사각형 돌출부 및 (b) 원형 돌출부가 있는 코어-캐비티 표면의 PLR.
- 그림 11. PLR 결정을 위한 정보 흐름도.
- 그림 12. (a) 다이캐스팅 예제 부품 및 (b) 이 부품의 파팅 라인 영역.
- 그림 13. 파팅 라인 세그먼트 유형 및 Z-범위 개념.
- 그림 14. 파팅 라인 결정을 위한 정보 흐름도.
- 그림 15. 다이캐스팅 부품의 파팅 라인 결정을 위한 체계적 접근법의 아키텍처.
- 그림 16. 예제 부품 1과 그 PLR, 파팅 라인 및 실현 가능한 옵션.
- 그림 17. 예제 부품 2와 그 PLR, 파팅 라인 및 실현 가능한 옵션.
- 그림 18. (a) 텐셔너 하우징과 그 PLR, (b) 선택된 파팅 라인, (c-d) 실현 가능한 옵션.
- 그림 19. (a) 로커 암과 그 PLR, (b) 식별된 파팅 라인, (c-d) 실현 가능한 옵션.
- 그림 20. (a) 예제 5 다이캐스팅 부품과 그 PLR, (b) 선택된 파팅 라인, (c-d) 실현 가능한 옵션.
- 그림 21. (a) 다이캐스팅 부품(크랭크 케이스 커버)과 그 PLR 및 (b) 이 부품의 파팅 라인.
- 표 1. 파팅 라인 결정에 대한 이전 연구 작업의 한계.
- 표 2. 다이캐스팅 부품 1 및 2의 PLR 및 파팅 라인 상세 정보.
- 표 3. 예제 다이캐스팅 부품 3 및 4의 PLR 및 파팅 라인 상세 정보.
- 표 4. 다이캐스팅 부품 5 및 6의 PLR 및 파팅 라인 상세 정보.
- 표 A1. 실현 가능한 파팅 라인 옵션의 평가.
7. 결론:
본 논문은 다이캐스팅 부품의 파팅 라인을 자동 결정하기 위한 체계적인 접근법을 제시했습니다. 테셀레이션된 모델을 사용하여 기하학적 추론과 다이캐스팅 공정 요구사항을 통합함으로써, 개발된 시스템은 이전 연구의 주요 한계를 해결합니다. 관련 부품 형상(언더컷, 돌출부) 및 표면(코어, 캐비티, 코어-캐비티)을 성공적으로 식별하고, 사이드 코어 이동과 같은 공정 제약을 고려하여 허용 가능한 파팅 라인 영역(PLR)을 결정하며, 여러 실현 가능한 파팅 라인 후보를 생성하고, 산업 관련 기준에 따라 최적의 것을 선택합니다.
이 시스템은 금형 설계 프로세스의 자동화를 촉진하여 설계자가 요구하는 시간과 노력을 줄이고, 제조 리드 타임을 최소화하며, 금형 및 부품 비용을 절감합니다. 또한 제조 가능성 분석을 위한 귀중한 도구 역할을 합니다. 다양한 산업용 다이캐스팅 부품에 대한 테스트는 시스템의 효과와 산업 관련성을 입증했으며, 산업 관행과 일치하는 결과를 생성했습니다.
향후 연구에는 사용자 선호도 통합, 다중 계단형, 테이퍼형 및 복합 파팅 라인 처리 기능 향상, 교차 언더컷 및 돌출부 해결이 포함됩니다. 이 방법론은 API를 통해 상용 CAD 소프트웨어에 통합될 수 있으며, 근사 형상 제조를 위한 통합 제품 및 공정 개발이라는 더 넓은 목표에 기여합니다[35, 36].
8. 참고문헌:
- [References] (참고문헌 목록은 원본 논문의 형식을 따름)
- [1] Fuh JYH, Wu SH, Lee KS. Development of a semi-automated die casting die design system. Proceedings of the Institution of Mechanical Engineers 2002;216(B):1575–88.
- [2] Wu SH, Fuh JYH, Lee KS. Semi-automated parametric design of gating systems for die-casting die. Computers and Industrial Engineering 2007;53(2):222–32.
- [3] Wong T, Tan ST, Sze WS. Parting line formation by slicing a 3D CAD model. Engineering with Computers 1998;14:330–43.
- [4] Li Weishi, Ralph R, Martin, Frank C, Langbein Gan GH, Woo TC, et al. Spherical maps: their construction, properties and approximation. ASME Journal of Mechanical Design 1994;116:357–63.
- [5] Elber G, Cohen E. Arbitrarily precise computation of gauss maps and visibility sets for freeform surface. In: Transactions of ACM solid modeling ’95; 1995.
- [6] Chen LL, Chou SY, Woo TC. Parting directions for mould and die design. Computer-Aided Design 1993;25:762–8.
- [7] Hui KC, Tan ST. Mould design with sweep operations—a heuristic search approach. Computer-Aided Design 1992;24(2):81–92.
- [8] Chen YH. Determining parting direction based on minimum bonding box and fuzzy logics. International Journal of Machine Tools and Manufacture 1997;37 (9):1189–99.
- [9] Yin Zhou-Ping, Ding Han, Xiong You-Lun. Mouldability analysis for near net shaped manufacturing parts using freedom cones. International Journal of Advanced Manufacturing Technology 2000;16:169–75.
- [10] Madan J, Rao PVM, Kundra TK. Optimal-parting direction selection for die-casting. International Journal of Manufacturing Technology and Management 2009;18(2):167–82.
- [11] Khardekar R, Burton G, McMains S. Finding feasible mold parting directions using graphics hardware. Computer-Aided Design 2006;38:327–41.
- [12] Fu MW, Fuh JYH, Nee AYC. Generation of optimal parting direction based on undercut features in injection moulded parts. IIE Transactions 1999;31:947–55.
- [13] Lu HY, Lee WB. Detection of interference elements and release directionin die-cast and injection-moulded components. Proceedings of the Institution of Mechanical Engineers 1999;214:431–41.
- [14] Ye XG, Fuh JYH, Lee KS. Automatic undercut feature recognition for side core design of injection molds. Journal of Mechnical Design 2004;126(3):519–26.
- [15] Yin Zhou-Ping, Ding Han, Li Han-Xiong, Xiong You-Lun. Geometric mouldability analysis by geometric reasoning and fuzzy decision making. Computer-Aided Design 2004;36(1):37–50.
- [16] Nee AYC, Fu MW, Fuh JYH, Lee KS, Zhang YF. Determination of optimal parting directions in plastic injection mold design. Annals of the CIRP 1997;46 (1):429–32.
- [17] Banerjee Ashis Gopal, Gupta K. Geometric algorithms for automated design of side actions in injection moulding of complex parts. Computer-Aided Design 2007;39:882–97.
- [18] Zhang Chunjie, Zhou Xionghui, Li Congxin. Feature extraction from freeform molded parts for moldability analysis. International Journal of Advanced Manufacturing Technology 2010;48:273–82.
- [19] Bassi R, Reddy NV, Bedi S. Automatic recognition of intersecting features of side core design in two piece permaneent molds. International Journal of Advanced Manufacturing Technology 2010;50:421–39.
- [20] Ravi B, Srinivasan MN. Decision criteria for computer-aided parting surface design. Computer-Aided Design 1990;22(1):11–8.
- [21] Tan ST, Yuen MF, Sze WS, Kwong KW. Parting lines and parting surfaces of injection moulded parts. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 1990;204(4):211–21.
- [22] Weinstein M, Manoochehri S. Optimum parting line design of molded and cast parts for manufacturability. Journal of Manufacturing Systems 1997;16(1):1–12.
- [23] Majhi J, Gupta P, Janardan R. Computing a flattest, undercut free parting line for a convex polyhedron, with application to mold design. Computational Geometry 1999;13:229–52.
- [24] Nee AYC, Fu MW, Fuh JYH, Lee KS, Zhang YF. Automatic determination of 3-D parting lines and surfaces in plastic injection mould design. Annals of CIRP 1998;47(1):95–8.
- [25] Fu MW, Nee AYC, Fuh JYH. The application of surface visibility and moldability to parting line generation. Computer-Aided Design 2002;34(6):469–80.
- [26] Priyadarshi K, Gupta K. Geometric algorithms for automated design of multi-piece permanent molds. Computer-Aided Design 2004;36:241–60.
- [27] Zhiqiang Zhao JYH, Fuh AYC, Nee A. Hybrid parting method based on iterative surface growth algorithm and geometric mouldability. Computer-Aided Design & Applications 2007;4(6):783–93.
- [28] Weishi Li, Martin RR, Langbein FC. Molds for meshes: computing smooth parting lines and undercut removal. IEEE Transactions on Automation Science and Engineering 2009;6(3):423–32.
- [29] Madan J, Rao PVM, Kundra TK. Die-casting feature recognition for automated parting direction and parting line determination. Journal of Computing and Information Science in Engineering 2007;7(3):236–48.
- [30] Kumar N, Ranjan R, Tiwari MK. Recognition of undercut feature and parting surface of moulded parts using polyhedron face adjacency graph. International Journal of Advanced Manufacturing Technology 2007;34(1–2): 47–55.
- [31] Chakraborty P, Reddy NV. Automatic determination of parting directions, parting lines and parting surfaces for two-piece permanent moulds. Journal of Materials Processing Technology 2000;209:2464–76.
- [32] Khardekar R, McMains S. Efficient computation of a near-optimal primary parting line. In: Joint conference on Geometric and Physical Modeling (SPM ’09); 2009. p. 319–24.
- [33] Rubio Paramio MA, Perez Garcia JM, Rios Chueco J, Vizan Idoipe A, Sevillano JJMarquez. A procedure for plastic parts demoldability analysis. Robotics and Computer-Integrated Manufacturing. 2006;22:81–92.
- [34] Singh R, Madan J, Singh A. Optimal selection of parting line for die-casting. International Journal of Applied Engineering Research 2010;5(17):2899–906.
- [35] Chen Yuh-Min. Development of a computer-aided concurrent net shape product and process development environment. Robotics and Computer-Integrated Manufacturing 1997;13(4):337–60.
- [36] Chen Yuh-Min, Wen Chiun-Cheng, Ho Chengter Ted. Extraction of geometric characteristics for manufacturability assessment. Robotics and Computer-Integrated Manufacturing 2003;19(4):371–85.
9. 저작권:
- This material is a paper by "Ranjit Singh, Jatinder Madan". Based on "Systematic approach for automated determination of parting line for die-cast parts".
- Source of the paper: http://dx.doi.org/10.1016/j.rcim.2013.02.002
본 자료는 상기 논문을 바탕으로 요약된 것으로, 상업적 목적의 무단 사용을 금지합니다.
Copyright © 2025 CASTMAN. All rights reserved.