이 소개 자료는 "[Materials and Technologies]"에 게재된 "[Laser repair welding of thermal cracks on Aluminium die casting dies]" 논문을 기반으로 작성되었습니다.
1. 개요:
- 논문 제목: 알루미늄 다이캐스팅 금형의 열 균열 레이저 보수 용접 (Laser repair welding of thermal cracks on Aluminium die casting dies)
- 저자: Matej Pleterski, Janez Tušek, Ladislav Kosec, Damjan Klobčar, Mitja Muhič, Tadej Muhič
- 발행 연도: 2008년
- 게재 학술지/학회: Materials and Technologies (MTAEC9, 42(5)211(2008))
- 키워드: 다이캐스팅, 금형, 균열, 보수, 레이저 용접, 알루미늄 (die casting, dies, cracks, repairing, laser welding, aluminium)
2. 초록:
손상되거나 마모된 공구의 보수 용접은 생산성을 크게 향상시키고 생산 비용을 절감할 수 있는 방법입니다. 이를 위해 최근에는 국부적인 가열 효과, 좁은 열영향부(HAZ), 무시할 수 있는 수준의 언더컷과 같은 주요 이점을 가진 레이저 기술이 사용되고 있습니다. 다이캐스팅 공정에서 금형은 복잡한 열-기계적 응력을 받으며 금형 표면에 높은 응력이 유도됩니다. 이는 열피로 균열로 이어질 수 있습니다. 본 논문에서는 펄스 Nd:YAG 레이저를 이용한 열 균열 보수(홈 가공, 용접) 기술에 대해 설명합니다. 균열, 홈, 용접부 주변 영역의 미세경도 분석도 수행되었습니다. 시험 결과는 균열 주변의 피로 영역을 비교적 빠르고 쉽게 제거하고, 적절한 용접을 통해 공구의 작동성을 회복시킬 수 있음을 시사합니다.
3. 서론:
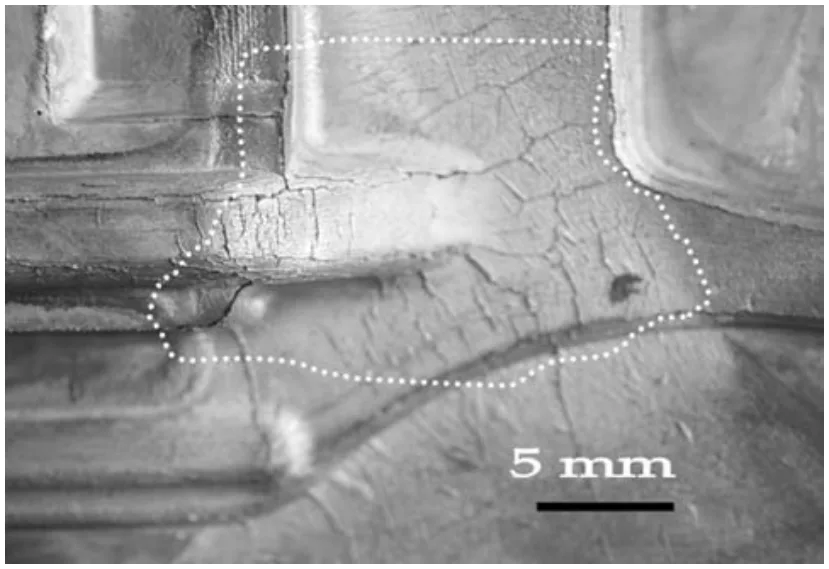
레이저 용접은 초기의 산업적 레이저 응용 분야 중 하나이며, 레이저 보수 용접 및 클래딩은 주조 및 공구 제작과 같은 산업에서 공구 유지보수를 위해 점점 더 많이 사용되는 새로운 기술입니다. 다이캐스팅 금형은 일반적으로 고품질 열간 공구강(예: 비철금속용으로 HRc ≈ 45 요구)으로 제작되며, 작동 중 복잡한 열-기계적 응력으로 인해 표면에 열피로 균열이 발생하기 쉽습니다(그림 1). 기존의 보수 방법에는 연삭, 밀링, 아크 용접 등이 있지만, 레이저 기술은 이러한 균열을 홈 가공하여 제거하고 후속적으로 용접할 수 있는 기능을 제공하여 대안적인 보수 솔루션을 제공합니다.
4. 연구 요약:
연구 주제의 배경:
다이캐스팅 금형은 사용 수명 동안 복잡한 열-기계적 응력을 받으며, 이는 종종 표면에 열피로 균열을 형성하게 합니다. 이러한 균열의 보수는 주조 부품의 품질을 유지하고 금형의 수명을 연장하는 데 중요합니다. 레이저 기술은 국부적인 열 입력, 좁은 열영향부(HAZ), 최소한의 변형 또는 언더컷 등 공구 보수에 여러 가지 이점을 제공합니다.
이전 연구 현황:
이전 연구들에서는 금형 보수의 다양한 측면을 탐구했습니다. Sun 등1,2은 용가재 없이 균열을 재용융하는 연구를 수행하여 피로 및 인장 특성에 중점을 두었습니다. Vedani 등3은 공구강의 보수 용접 시 미세구조 발달 및 야금학적 문제를 조사했습니다. 다른 연구자들4,5은 다양한 응용 분야에서 레이저 보수 용접을 탐구했으며, 일부는 특정 상황(예: 선박 판재 보수)에서 기존 방법(예: 아크 용접)보다 수리 시간 및 비용 절감으로 인해 우수하다고 제안했습니다.
연구 목적:
본 연구의 주요 목적은 알루미늄 다이캐스팅 금형의 열 균열을 보수하기 위한 레이저 기반 기술을 제시하고 평가하는 것이었습니다. 여기에는 펄스 Nd:YAG 레이저를 사용하여 균열을 홈 가공하여 제거하고 후속 용접하는 과정이 포함되었습니다. 이 연구는 원래 균열, 레이저 가공된 홈, 그리고 결과 용접부 주변 영역의 미세경도를 분석하여 보수가 공구 작동성을 회복시키는 데 얼마나 효과적인지 평가하는 것을 목표로 했습니다.
핵심 연구:
연구의 핵심은 레이저 보수 공정에 대한 실험적 조사였습니다. 이는 다음을 포함합니다:
- 열 균열을 나타내는 1.2343 (X38CrMoV5-1) 강으로 제작된 마모된 알루미늄 다이캐스팅 금형 선택.
- 균열된 재료를 제거하기 위한 레이저 홈 가공의 체계적인 적용.
- 적절한 용가재(Uddeholm G3)를 사용한 홈 가공 영역의 레이저 용접.
- 원래 균열 부근, 홈 가공 후, 용접 후 등 다양한 단계에서 금형 재료의 상세한 미세경도 시험 및 미세조직 특성 분석(SEM 사용).
5. 연구 방법론
연구 설계:
본 연구는 실험적 연구로 설계되었습니다. 자동차 안전벨트 릴용 다이캐스팅 공구의 사용된 측면 코어(1.2343 (X38CrMoV5-1) 강으로 제작, 열 균열 존재)를 시험편으로 선택했습니다(그림 2). 시험편은 보수 공정의 여러 단계(초기 상태, 레이저 홈 가공 후, 레이저 용접 후)에서 단면을 절단하여 분석을 용이하게 했습니다. 미세경도 측정 및 주사전자현미경(SEM)을 사용하여 재료의 상태를 평가했습니다.
데이터 수집 및 분석 방법:
- 모재: 금형은 1.2343 (X38CrMoV5-1) 공구강으로 제작되었으며, 45 ± 2 HRc (450 ± 30 HV에 해당)로 경화되었습니다.
- 레이저 시스템: 홈 가공 공정에는 120W 출력의 펄스 Nd:YAG 레이저가 사용되었습니다.
- 용가재: 용접 공정에는 직경 0.5mm의 Uddeholm G3 와이어가 사용되었습니다.
- 보호 가스: 홈 가공 및 용접 중 순도 99.9996%의 아르곤(Ar)이 보호 가스로 사용되었습니다.
- 레이저 매개변수: 레이저 홈 가공 및 용접을 위한 특정 매개변수(펄스 주파수, 펄스 지속 시간, 평균 출력, 펄스 에너지, 초점 거리)가 정의되었으며 원 논문의 표 1에 자세히 설명되어 있습니다. 홈 가공을 위해서는 강철을 증발시키고 제거하기 위해 높은 에너지 밀도(1010 W/m² 이상)가 필요했습니다.
- 미세경도 시험: 100g 하중(0.981N 힘)으로 비커스 미세경도 시험을 수행했습니다. 측정은 표면에서 0.3mm, 0.6mm, 1mm 깊이에서 이루어졌으며, 명확성을 위해 주로 1mm 깊이의 결과가 제시되었습니다.
- 미세조직 분석: 준비된 매크로 단면을 검사하고, SEM(SEI)을 사용하여 미세조직 세부 사항을 분석했습니다.
연구 주제 및 범위:
본 연구는 다음에 중점을 두었습니다:
- 알루미늄 다이캐스팅 금형의 열 균열 제거(홈 가공) 및 후속 보수 용접 모두에 펄스 Nd:YAG 레이저를 사용하는 것의 실현 가능성 및 효과.
- 모재, 열영향부(HAZ), 레이저 홈 가공 영역 및 레이저 용접 영역의 경도 프로파일 및 미세조직 특성화.
- 조사는 정의된 레이저 처리 조건 하에서 1.2343 공구강 및 Uddeholm G3 용가재에 특정되었습니다.
6. 주요 결과:
주요 결과:
- 초기 균열 분석: 기존 열 균열(그림 3) 주변의 미세경도는 공구강의 공칭 경도보다 약 200HV 높은 것으로 나타났습니다(그림 4). 이는 열피로 균열(일반적으로 경도가 떨어짐)의 특징이 아니며, 금형이 이전에 보수 시도를 거쳤을 수 있음을 시사했습니다.
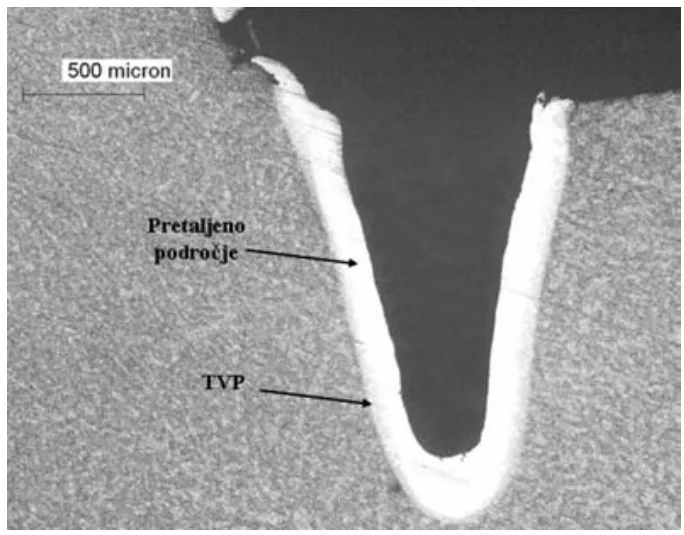
- 레이저 홈 가공: 레이저 홈 가공은 균열된 재료를 성공적으로 제거하는 데 사용되었습니다. 홈의 매크로 단면은 그림 5에 나와 있습니다. 홈 가장자리를 따라 뚜렷하고 좁은(~0.2mm 너비) 재용융 및 재경화 영역이 관찰되었습니다. 이 영역은 레이저 홈 가공 중 높은 에너지 밀도와 급속 자체 담금질 효과로 인해 모재보다 최대 300HV 더 높은 현저하게 증가된 경도를 나타냈습니다(그림 6).
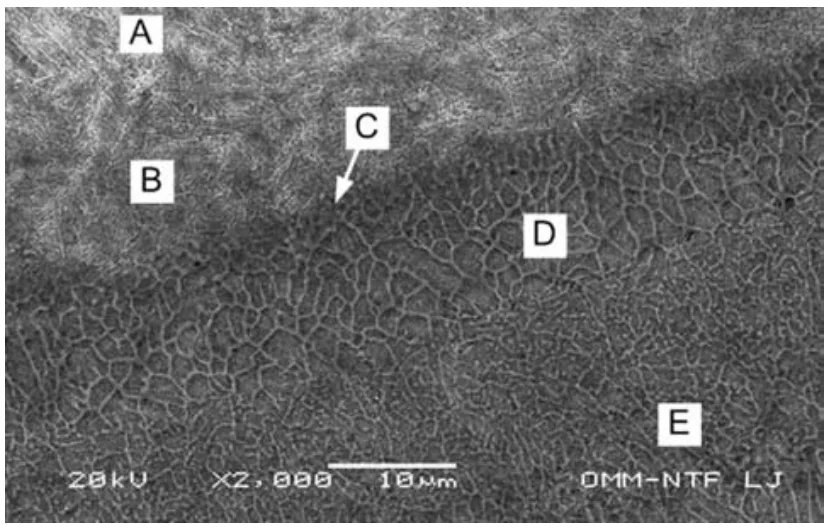
- 홈 가공 영역의 미세조직: 홈에서의 미세조직(그림 7)은 뚜렷한 영역을 나타냈습니다: A-모재; B-열영향부(HAZ); C-응고선; D-셀룰러 덴드라이트 영역; E-축상 덴드라이트 영역.
- 레이저 용접: 홈 가공된 영역은 이후 Uddeholm G3 용가재를 사용하여 보수 용접되었습니다. 용접된 홈의 매크로 단면은 그림 8에 나와 있습니다. 용접부 전체의 경도 프로파일이 분석되었습니다(그림 9).
- 용접부 미세조직 및 경도: 용접 경계부의 미세조직(그림 10)은 A-모재; B-열영향부(HAZ); C-덴드라이트 영역; D-다층 홈 채움의 열 영향으로 인한 층으로 구성되었습니다. 이 전이 영역 또한 높은 경도를 나타냈습니다. 용접부 중심의 미세조직(그림 11)은 미세한 수지상(마르텐사이트) 조직이었으며, 그 경도는 모재의 경도보다 약간 높은 것으로 나타났습니다.
- 전반적인 보수 효과: 본 연구는 레이저 매개변수와 적절한 용가재(레이저 용접을 위해 모재보다 낮은 C 함량과 높은 Cr, Mo 함량을 가짐)를 신중하게 선택함으로써 균열된 금형을 효과적으로 보수할 수 있다고 결론지었습니다. 이 공정을 통해 피로된 재료를 제거하고 원래 금형 재료의 경도 값에 가까운 용접부를 생성하여 공구 작동성을 회복시킬 수 있습니다.
그림 이름 목록:
- 그림 1: 열 균열의 결과로 주물에 나타난 균열 자국
- 그림 2: 절단 표시가 있는 시험편
- 그림 3: 열 균열의 매크로 단면
- 그림 4: 측정 위치 (a) 및 균열에 수직 방향의 경도 프로파일 (b)
- 그림 5: 홈의 매크로 단면
- 그림 6: 홈에 수직 방향의 경도 프로파일
- 그림 7: 홈에서의 미세조직 이미지: A-모재; B-열영향부(HAZ); C-응고선; D-셀룰러 덴드라이트 영역; E-축상 덴드라이트 영역; SEM (SEI)
- 그림 8: 용접된 홈의 매크로 단면
- 그림 9: 용접부 전체의 경도 프로파일
- 그림 10: 용접 경계부의 미세조직: A-모재; B-열영향부(HAZ); C-덴드라이트 영역; D-다층 홈 채움의 열 영향으로 인한 층; SEM (SEI)
- 그림 11: 용접부의 미세조직; 미세 수지상 미세조직; SEM (SEI)
7. 결론:
연구 결과는 레이저 기술을 사용하면 균열된 공구를 비교적 빠르고 쉽게 보수할 수 있음을 보여줍니다. 레이저 빔의 적절한 매개변수를 사용하면 균열을 홈 가공하여 균열 주변의 피로된 재료를 제거할 수 있습니다. 이렇게 준비된 홈에는 좁은 재용융 영역이 나타나 강하게 경화되지만, 적절한 레이저 매개변수를 설정하고 올바른 용가재를 선택하면 용접부의 경도가 모재의 경도에 가깝도록 공구를 용접할 수 있습니다.
8. 참고문헌:
- [1 Y. Sun, S. Hanaki, M. Yamashita, H. Uchida, H. Tsujii: Vacuum 73 (2004), 655-660]
- [2 Y. Sun, H. Sunada, N. Tsujii: ISIJ International, 41 (2001) 9, 1006-1009]
- [3 M. Vedani: Journal of Materials Science (2004), 241-249]
- [4 E. Capello, D. Colombo, B. Previtali: Journal of Materials Pro-cessing Technology 164-165 (2005), 990-1000]
- [5 P. M. Brown, G. Shannon, W. Deans, J. Berd: Weld World (1999), 33]
- [6 F. Kosel, L. Kosec: Mechanical Engineering Journal 29, (1983), E1-E8]
9. 저작권:
- 이 자료는 "Matej Pleterski, Janez Tušek, Ladislav Kosec, Damjan Klobčar, Mitja Muhič, Tadej Muhič"의 논문입니다. "[Laser repair welding of thermal cracks on Aluminium die casting dies]" 논문을 기반으로 합니다.
- 논문 출처: https://www.researchgate.net/publication/283814470
- 이 자료는 위 논문을 바탕으로 요약되었으며, 상업적 목적의 무단 사용을 금합니다.
- Copyright © 2025 CASTMAN. All rights reserved.