본 소개 자료는 Acta Physica Polonica A에서 발행한 "A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part" 논문을 기반으로 작성되었습니다.

1. 개요:
- 제목: A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part (고압 알루미늄 다이캐스팅 부품의 최적화에 관한 시뮬레이션 및 제작 연구)
- 저자: S.Ö. ERTÜRKa,b, L.C. KUMRUOĞLUa,b,* AND A. ÖZELa,b
- 발행 연도: 2014
- 발행 학술지/학회: Acta Physica Polonica A (Vol. 125, No. 2)
- 키워드: 고압 다이캐스팅, 알루미늄 합금, 주조 시뮬레이션, 금형 설계 최적화, 충전, 응고, 방사선 투과 시험 (PACS: 81.20.Hy, 81.05.Bx 기반 및 본문 내용 참조)
2. 초록:
고압 다이캐스팅은 작은 공차와 매끄러운 표면 마감으로 인해 비용 절감을 제공합니다. 생산된 주조 부품은 자동차 산업에서 수백만 개 단위로 소비됩니다. 본 연구에서는 고압 다이캐스팅 설계에 컴퓨터 지원 공학(CAE) 응용 프로그램을 사용하는 것을 연구했습니다. 금형 설계에서 주조 공정 단계의 영향을 연구하고 분석했습니다. 주조 시뮬레이션 소프트웨어를 사용하여 설계를 개선하고 문제를 해결했습니다. 금형 설계 분석에 시뮬레이션 소프트웨어를 사용함으로써 최종 설계에 몇 시간 만에 도달했으며, 따라서 사전 제작의 설계 프로세스가 단축되었고 금형 재료에 대한 수정 없이 금형 제작이 수행되었습니다. 주조 부품에 방사선 투과 시험을 적용했으며, 그 결과는 응고 결과 데이터의 시뮬레이션과 좋은 상관관계를 보여줍니다. 또한 결과는 고압 다이캐스팅 공정의 증압 단계에서 가압력(squeeze pressure) 적용 효과를 주조 시뮬레이션에서 검토할 수 있음을 입증했습니다.
3. 서론:
모든 제조 산업의 목표는 보다 경제적인 최종 제품을 생산하기 위해 가공 단계를 최소화하는 것입니다. 이 목표는 소위 "넷 쉐이프 제조(net shape manufacturing)"를 통해 달성됩니다. 수평형 콜드 챔버 머신(horizontal cold chamber machine)을 사용하는 다이캐스팅은 현재 알루미늄 및 마그네슘 합금의 넷 쉐이프에 가까운 주조 부품을 제조하는 가장 일반적인 공정입니다[1]. 또한 압력 다이캐스팅은 치수 재현성에 대한 능력이 가장 뛰어납니다[2]. 전 세계적으로 알루미늄 합금으로 만들어진 모든 주물의 약 절반이 이 방식으로 제조되어 광범위한 자동차 부품 및 기타 소비재에 사용됩니다[3]. 수평형 콜드 챔버 공정에서는 액체 금속이 플런저에 의해 수평 샷 슬리브(horizontal shot sleeve)를 통해 밀려 금형으로 사출됩니다[1]. 액체 금속의 사출은 일반적으로 고속으로 이루어져 난류 유동(turbulent flow)을 촉진하며, 이는 금형 내 초기 공기와의 공기 혼입(air entrapment)을 초래할 수 있습니다[4]. 주물 내 가스 기공(gas porosity)의 존재는 기계적 특성과 내압 기밀성(pressure tightness)에 부정적인 영향을 미치므로 해롭습니다[5]. 금형 내 초기 공기를 제거하고 혼입된 공기를 포함한 액체 금속을 제거하기 위해, 고압 주조의 금형 설계에는 가스빼기 통로(ventilation channels)와 오버플로우(overflows)가 사용됩니다. 액체 금속의 사출은 저속 및 고속 사출 단계(slow and fast shot phases)라는 두 가지 별개의 단계로 수행됩니다. 저속 사출 단계에서는 플런저가 액체 금속을 밀어 올려 샷 슬리브의 빈 부분을 채웁니다. 고속 사출 단계는 밀리초 단위로 금형 캐비티(mold cavity)에 액체 금속을 사출하는 것입니다. 따라서 캐비티 충전을 제어하고 금형 내 가스빼기 통로와 오버플로우의 올바른 위치를 결정하기 위해 컴퓨터 시뮬레이션이 매우 필요합니다. 고압 다이캐스팅 금형 설계에 대한 다양한 이론적 및 실험적 연구가 있지만, 그 중 어느 것도 컴퓨터 시뮬레이션을 단계별 금형 설계에 사용하는 것과 시행착오 방식(trial-error method)을 통한 이점을 제시하지는 않습니다[6-8].
4. 연구 요약:
연구 주제 배경:
고압 다이캐스팅은 복잡한 형상의 알루미늄 부품을 대량 생산하는 데 효과적인 공정이지만, 난류 충전으로 인한 공기 혼입, 응고 수축 등의 결함 발생 가능성이 있습니다. 이러한 결함을 최소화하고 생산 비용을 절감하며 개발 기간을 단축하기 위해 주조 공정 및 금형 설계의 최적화가 중요합니다.
기존 연구 현황:
고압 다이캐스팅 금형 설계에 대한 이론적, 실험적 연구는 존재하지만, 설계 초기 단계부터 컴퓨터 시뮬레이션을 체계적으로 활용하여 단계별로 설계를 진행하고 최적화하는 과정과 그 이점을 명확히 제시한 연구는 부족했습니다[6-8]. 기존 방식은 종종 시행착오에 의존하여 시간과 비용 손실을 초래할 수 있습니다.
연구 목적:
본 연구의 목적은 고압 알루미늄 다이캐스팅 부품의 금형 설계 과정에서 컴퓨터 주조 시뮬레이션 소프트웨어를 활용하여, 설계 초기 단계부터 최종 생산까지의 과정을 최적화하는 것입니다. 이를 통해 설계 시간을 단축하고, 금형 수정 없이 제작을 완료하며, 최종 제품의 품질을 확보하는 시뮬레이션 기반 설계 방법론의 유효성을 입증하고자 합니다. 또한, 시뮬레이션을 통해 증압 효과를 예측할 수 있는지 확인하는 것도 목표 중 하나입니다.
핵심 연구:
특정 고압 알루미늄 다이캐스팅 부품을 대상으로, 주조 시뮬레이션 소프트웨어를 사용하여 금형 설계를 단계별로 진행하고 최적화했습니다. 주요 연구 내용은 다음과 같습니다:
- 부품 형상 분석 및 파팅 라인(parting line) 결정.
- 구배 각도(draft angles) 적용.
- 탕구(ingate) 및 탕도(runner) 시스템 설계 및 시뮬레이션을 통한 충전 양상 분석 (다양한 탕구 유형 비교).
- 응고 해석을 통한 최적의 탕구 위치 선정 (탕구 막힘 방지).
- 충전 시뮬레이션을 통한 공기 혼입 및 난류 발생 예상 영역 식별.
- 시뮬레이션 결과를 바탕으로 가스빼기 통로 및 오버플로우 설계 및 배치.
- 최종 설계안에 대한 충전 및 응고 시뮬레이션 수행 (증압 효과 포함).
- 시뮬레이션으로 최적화된 설계를 기반으로 금형 제작 및 부품 생산.
- 생산된 부품의 방사선 투과 시험을 통한 내부 결함 검사 및 시뮬레이션 결과 검증.
5. 연구 방법론
연구 설계:
본 연구는 주조 시뮬레이션 소프트웨어를 활용한 반복적인 금형 설계 최적화 프로세스를 따랐습니다.
- 초기 설계: 부품의 3D 모델을 기반으로 금형에서 부품을 용이하게 제거할 수 있도록 파팅 라인(Fig. 2a)을 결정했습니다. 이는 고정측과 이동측 금형 코어와의 접촉 면적을 CAD 소프트웨어로 측정하여, 이동측의 마찰력이 고정측보다 크도록 설계하는 것을 포함합니다. 이후 금형 분할면에 따라 필요한 구배 각도(Fig. 2b)를 적용했습니다.
- 탕구 시스템 설계 및 충전 시뮬레이션: 다양한 탕구 유형(예: 3개 탕구, 단일 얇은 탕구 - Fig. 3)에 따른 충전 양상을 시뮬레이션으로 평가했습니다. 충전 패턴을 분석하여 공기 혼입 가능성이 높은 영역을 식별했습니다.
- 응고 분석 및 탕구 최적화: 부품의 응고 과정을 시뮬레이션하여(Fig. 1), 최종 응고 부위를 확인하고 탕구 막힘(ingate blockage)을 피할 수 있는 최적의 탕구 위치와 유형(emitter type ingate - Fig. 4a)을 선정했습니다.
- 충전 조건 계산: 부품의 평균 두께를 기준으로 문헌(Table)에서 적절한 충전 시간(fill time)을 결정했습니다. 캐비티 부피와 충전 시간으로부터 필요한 유량(flow rate, Q)을 계산하고, 연속의 법칙(Q = V × A)을 이용하여 목표 탕구 속도(V, 예: 30 m/s)와 탕구 단면적(A) 및 치수(두께 2mm, 길이 77.6mm)를 결정했습니다.
- 가스빼기 및 오버플로우 설계: 계산된 충전 조건(1차 속도 0.5 m/s, 2차 속도 2.5 m/s)으로 충전 시뮬레이션을 수행하여 잠재적인 공기 혼입 영역(Fig. 4b, 4c)을 파악하고, 해당 영역 끝에 가스빼기 통로와 오버플로우를 추가했습니다(Fig. 5a). 추가적으로 코어 상단에서의 충돌 및 측벽 난류를 피하기 위해 오버플로우를 추가 설계했습니다(Fig. 5b).
- 최종 시뮬레이션 및 검증: 최종 설계안에 대해 증압(compression force) 효과를 포함한 완전한 충전 및 응고 시뮬레이션을 수행하여 수축 결함(shrinkage defect) 발생 여부를 예측했습니다(Fig. 6a).
- 제작 및 방사선 투과 시험: 시뮬레이션으로 검증된 최종 설계를 바탕으로 금형을 제작하고 부품을 생산했습니다. 생산된 부품은 탕도와 오버플로우를 제거한 후, EN 12681 및 EN 444 표준에 따라 방사선 투과 시험(Baltospot GFD 장치, Kodak MX123 필름 사용)을 수행하여 내부 결함을 검사했습니다(Fig. 6b).
데이터 수집 및 분석 방법:
- 시뮬레이션 데이터: 주조 시뮬레이션 소프트웨어(명칭 미언급)를 사용하여 충전 양상, 온도 분포, 응고 시간, 공기 혼입 위치, 수축 기공 예측 등의 데이터를 수집 및 분석했습니다.
- CAD 데이터: 부품 모델링 및 파팅 라인 결정을 위한 표면적 측정 등에 CAD 소프트웨어(명칭 미언급)를 사용했습니다.
- 문헌 데이터: 부품 두께에 따른 적정 충전 시간을 문헌(Table)에서 참조했습니다.
- 실험 데이터: 제작된 부품에 대해 방사선 투과 시험을 수행하여 내부 결함 유무를 확인하고, 그 결과를 시뮬레이션 예측과 비교 분석했습니다.
연구 주제 및 범위:
본 연구는 특정 고압 알루미늄 다이캐스팅 부품의 금형 설계를 주조 시뮬레이션을 이용하여 최적화하는 데 초점을 맞춥니다. 연구 범위는 파팅 라인 결정, 구배 적용, 탕구/탕도 시스템 설계, 가스빼기/오버플로우 설계 등 금형 설계의 주요 단계를 포함하며, 각 단계에서 시뮬레이션을 활용하여 충전 중 난류 및 공기 혼입, 응고 중 수축 결함과 같은 잠재적 문제를 예측하고 해결하는 과정을 다룹니다. 또한, 시뮬레이션 결과의 타당성을 실제 부품 제작 및 방사선 투과 시험을 통해 검증하는 것까지 포함합니다. H13 금형 재료와 특정 알루미늄 합금(명칭 미언급, 수축률 0.7% 적용)을 대상으로 합니다.
6. 주요 결과:
주요 결과:
- 주조 시뮬레이션은 금형 설계 초기 단계부터 활용되어 몇 시간 만에 최종 설계에 도달하게 함으로써, 전통적인 시행착오 방식에 비해 설계 프로세스를 크게 단축시켰습니다.
- 시뮬레이션을 통해 응고 패턴(Fig. 1)을 분석하여 탕구 막힘을 피할 수 있는 최적의 탕구 위치(emitter type, Fig. 4a)를 성공적으로 결정했습니다.
- 충전 시뮬레이션은 잠재적인 공기 혼입 영역(Fig. 4b, 4c)과 난류 발생 위치(Fig. 5a)를 정확히 예측했으며, 이를 바탕으로 가스빼기 통로와 오버플로우(Fig. 5b)를 효과적으로 설계 및 배치할 수 있었습니다.
- 최종 설계에 대한 시뮬레이션 결과, 증압(compression of liquid metal) 효과로 인해 수축 결함이 발생하지 않을 것으로 예측되었습니다(Fig. 6a).
- 시뮬레이션 기반으로 수정 없이 제작된 금형으로 생산된 부품에 대해 방사선 투과 시험(Fig. 6b)을 수행한 결과, 생산 거부를 유발할 수 있는 가시적인 내부 결함이 발견되지 않아 설계 및 계산된 생산 파라미터의 정확성이 입증되었습니다.
- 방사선 투과 시험 결과와 응고 시뮬레이션 결과(수축 예측 포함) 사이에 좋은 상관관계가 확인되어, 컴퓨터 시뮬레이션이 응고 압축력(solidification compression force)의 효과를 보여주는 지표로서 주조의 성공 여부를 나타낼 수 있음을 보여주었습니다.

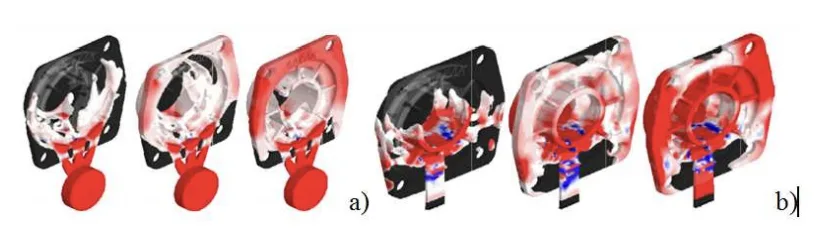


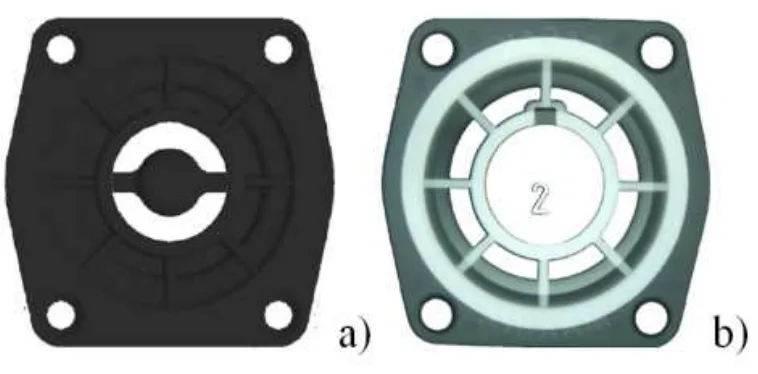
그림 이름 목록:
- Fig. 1. Solidification steps of casting part. (주조 부품의 응고 단계)
- Fig. 2. (a) Mold parting line, (b) draft analyses of casting part. ((a) 금형 파팅 라인, (b) 주조 부품의 구배 분석)
- Fig. 3. (a) Mold filling of model with three ingate, (b) mold filling of model with single and thin ingate. ((a) 3개의 탕구를 가진 모델의 금형 충전, (b) 단일 얇은 탕구를 가진 모델의 금형 충전)
- Fig. 4. (a) The solid model of casting part with emitter type ingate, (b) possible air entrapments in part, (c) possible air entrapments from section. ((a) 에미터 타입 탕구를 가진 주조 부품의 솔리드 모델, (b) 부품 내 가능한 공기 혼입, (c) 단면에서 본 가능한 공기 혼입)
- Fig. 5. (a) Mold filling with three overflows attached model, (b) mold filling of part with five overflows. ((a) 3개의 오버플로우가 부착된 모델의 금형 충전, (b) 5개의 오버플로우를 가진 부품의 금형 충전)
- Fig. 6. (a) The shrinkage view from simulation result, (b) the radiographic result of casting part. ((a) 시뮬레이션 결과로부터의 수축 예측 모습, (b) 주조 부품의 방사선 투과 시험 결과)
7. 결론:
주조 시뮬레이션의 주요 목표 중 하나는 난류 및 공기 혼입과 같이 금형 충전 중에 발생할 수 있는 결함을 피하는 것입니다. 다른 하나는 전통적인 시행착오 방식으로 인한 경제적 및 시간적 손실을 방지하는 것입니다. 본 연구에서는 설계 초기 단계부터 컴퓨터 시뮬레이션을 사용하여 몇 시간 만에 최종 설계에 도달했습니다. 따라서 사전 제작의 설계 프로세스가 단축되었고 금형 재료에 대한 수정 없이 금형 제작이 수행되었습니다. 생산된 부품의 방사선 투과 검사 결과, 생산 거부를 유발할 수 있는 가시적인 내부 결함이 발견되지 않았으며, 이는 설계 및 계산된 생산 파라미터의 정확성을 입증합니다. 방사선 투과 시험 결과와 응고 시뮬레이션 결과의 중첩은, 응고 압축력의 효과를 보여주는 컴퓨터 시뮬레이션이 주조의 성공 여부를 나타내는 지표가 되었음을 보여주었습니다.
8. 참고 문헌:
- [1] A. Jalili Nikroo, M. Akhlaghi, M. Ahmadi Najafabadi, Int. J. Adv. Manuf. Technol. 41, 31 (2009).
- [2] J. Campbell, Mater. Des. 21, 373 (2000).
- [3] P.K.D.V. Yarlagadda, E. Cheng Wei Chiang, J. Mater. Proc. Technol. 89-90, 583 (1999).
- [4] X. Dai, X. Yang, J. Campbell, J. Wood, Mater. Sci. Eng. A 354, 315 (2003).
- [5] X.P. Niu, B.H. Hu, I. Piwill, H. Li, J. Mater. Proc. Technol. 105, 119 (2000).
- [6] B.H. Hu, K.K. Tong, X.P. Niu, I. Pinwill, J. Mater. Proc. Technol. 105, 128 (2000).
- [7] F. Shehata, M. Abd-Elhamid, Mater. Des. 24, 577 (2003).
- [8] W.S. Zhang, S.M. Xiong, B.C. Liu, J. Mater. Proc. Technol. 63, 707 (1997).
9. 저작권:
- 본 자료는 "S.Ö. ERTÜRK, L.C. KUMRUOĞLU, AND A. ÖZEL"의 논문을 요약한 것입니다. 기반 논문: "A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part".
- 논문 출처: [https://doi.org/10.12693/APhysPolA.125.449]
본 자료는 상기 논문을 기반으로 요약되었으며, 상업적 목적의 무단 사용을 금지합니다.
Copyright © 2025 CASTMAN. All rights reserved.