この論文の要約は、MDPI発行の「Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part II: Technologies New and Revived」に基づいて作成されました。 1. 概要: 2. 抄録または序論 本稿は、Special Issue「Advances in Metal Casting Technology」のために書かれた社説の第2部であり、2022年11月に発表されたパートIを基にしています。パートIでは、グローバルな金属鋳造産業の概要を示し、e-モビリティやギガキャスティング技術の出現、鋳造産業への環境負荷低減圧力など、市場と製品の変化を強調しました。パートIIでは、視点を変え、業界内の技術開発を検討し、一般的なトレンドまたは先行する課題への対応として分類し、「新規技術と再活性化技術の両方」を網羅的に議論します。網羅的な記述は不可能であることを認めつつも、本レビューは「読者にさらなる研究のための出発点を提供する」ことを目指しています。最終章では、Special Issueへの寄稿を、議論された技術分野の文脈において位置づけます。パートIと同様に、著者の専門分野である「アルミニウム合金の高圧ダイカスト(HPDC)」に偏っている可能性があることをご了承ください。 3. 研究背景: 研究トピックの背景: 金属鋳造業界は、「e-モビリティ、ギガキャスティング技術の出現、鋳造業界への環境負荷低減圧力[1]」など、市場と製品の変化によって変化の時代を迎えています。これらの進化する要求は、分野における技術進歩の再検討を必要としています。「ガー Gartner hype cycle [2-4]」のような技術中心のモデルや、「コンドラチエフ波とその関連[5]」のような経済レベルの観察など、技術進化の周期的な性質は、新規技術と再活性化技術の両方を定期的に再評価することの重要性を強調しています。 既存研究の現状: 以前に発表された本論説のパートIでは、鋳造業界に影響を与える「変化する市場と境界条件」についてすでに「本稿のパートIで議論」しています。既存の研究には、グローバルな金属鋳造のトレンドの概要や、ギガキャスティングのような特定の技術の分析が含まれます。「半凝固金属加工」のような特定の技術への学術的および産業界の関心は、「図2」に示すように、Google ScholarやScopusのようなデータベースの出版トレンドによって証明されています。しかし、特に現在の業界の課題の文脈において、新規技術と再活性化技術の両方に焦点を当てた包括的なレビューが必要です。 研究の必要性: 「鋳造業界への環境負荷低減圧力の増大[1]」と、e-モビリティのような新しい市場の要求への適応は、鋳造所が高度な技術を探求し採用する「必要性」を生み出しています。本レビューは、この必要性に対応するために、「新規技術と再活性化技術の両方」の概要を提供し、「読者にさらなる研究のための出発点を提供」し、戦略的な技術採用の意思決定を支援することを目的としています。さらに、「新しいアイデア、新しい市場ニーズ、または制限特許の失効」により「技術の再出現」の可能性と技術の周期的な性質を理解することは、長期的な業界競争力にとって重要です。 4. 研究目的と研究課題: 研究目的: 本レビューの主な「目的」は、「業界内の技術開発を、一般的なトレンドまたは先行する課題への対応として見ることができる技術開発、言い換えれば、本稿では新規技術と再活性化技術の両方について議論する」ことを検討し、要約することです。専門家レベルのハンドブック概要をこれらの技術について提供し、金属鋳造における現在の最先端技術の文脈において位置づけることを目指しています。第二の目的は、Special Issue「Advances in Metal Casting Technology」への寄稿を、議論されたより広範な技術的展望の中に位置づけることです。 主な研究: 本レビューで探求される「主な研究」分野は以下の通りです。
この論文は、[‘AU J.T.’発行の「A Comparative Analysis of Grain Size and Mechanical Properties of Al-Si Alloy Components Produced by Different Casting Methods」に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録 本研究は、様々な鋳造方法で製造されたアルミニウムシリコン合金部品の鋳造組織と機械的特性を比較するために実施されました。この目的のために、砂型鋳造、チル鋳造、およびスクイズ鋳造法を用いて、Al-8%Si合金から同じ形状とサイズの同様の製品を製造しました。鋳造品の微細組織の結晶粒径は、スクイズ鋳造、チル鋳造、砂型鋳造の順に大きくなることが観察されました。逆に、鋳造品の機械的特性は、砂型鋳造、チル鋳造、スクイズ鋳造の順に向上しました。したがって、スクイズ鋳造品は、高品質部品を必要とする工学用途において、鋳造肌のままの状態で使用でき、チル鋳造品および砂型鋳造品は、非工学用途またはより低い品質部品を必要とする工学用途において、鋳造肌のままの状態で使用できます。 序論 鋳造または金属鋳造は、紀元前2000年に遡る最も初期の金属成形法の一つであり、当時使用されていたプロセスは、今日使用されているものと原理的にほとんど変わりません(Amstead et al. 1979)。Wright (1990) と Rao (1992) は、金属鋳造はもっと早くから存在していたと考えています。Rao (1992) は紀元前3500年、Wright (1990) は鋳造の起源を約6000年前と見ています。彼はさらに、鋳造における多くの発展は東洋から来たものであり、紀元前1000年以前に中国人は鉄の鋳造方法を開発し、るつぼ鋼の鋳造方法は後にインドで発明されたと指摘しました。東洋の鋳造技術は中東とヨーロッパに輸出され、最初の鋳鉄製大砲は1500年頃にイングランドで製造されました。アメリカで作られた最初の既知の鉄鋳物は、1642年に作られた鋳鉄製調理鍋でした(Jain 1992)。この質素な始まりから、現代の鋳造産業は成長しました。今日、長年にわたって進化してきた数多くの鋳造プロセスが存在します。これらの鋳造プロセスは、一般的に砂型鋳造と特殊鋳造の2つの広範なクラスに分類できます。特殊鋳造には、ダイカスト、重力鋳造、インベストメント鋳造、遠心鋳造、加圧鋳造などが含まれ、それぞれに独自の特徴的な利点と欠点があります。砂型鋳造は、製造される鋳物の約80%を占めています(Mikhailov 1989)。1979年には、英国で製造される鋳物の80%がグリーンサンドモールド(Williams 1979)であり、連邦ドイツでは1986年の鋳造生産量の67%がグリーンサンドモールドであったと推定されています(Weiss and Kleinheyer 1987)。エンジニアリング製品や消費財は、砂型鋳造やダイカストなど、多くの技術によって製造されています。それぞれの代替技術は、独自の明確な能力と関連コストによって特徴付けられ、特定の用途分野を決定します。良好な比較のために、スクイズ鋳造、加圧ダイカスト、チル鋳造、砂型鋳造による製品の製造について検討します。砂型鋳造とスクイズ鋳造の比較を行う中で、Lynch et al. (1975) は、砂型鋳造部品は表面仕上げが粗いものの、砂型鋳造はアンダーカットやチャンネルを部品に鋳込むことができ、多くの小型部品を同時に同じ鋳型で鋳造できるため、生産性が向上するという安価な製造手段を提供すると指摘しました。一方、スクイズ鋳造は、収縮や微細孔のない完全密度の部品と、砂型鋳造よりも滑らかな表面仕上げとより近い公差を実現できます。さらに、高い生産速度と高い金属利用効率により、費用対効果の高い製造プロセスです。スクイズ鋳造で得られる最大重量は、アルミニウム基合金で19kgです(Clegg 1991; Yue and Chadwick 1996)。しかし、チル鋳造で得られる最大重量は、アルミニウム基合金、マグネシウム基合金、鋳鉄、銅基合金でそれぞれ70kg、25kg、13.6kg、9kgです(West and
This paper introduction was written based on the ‘INDUSTRY 4.0 FOUNDRY DATA MANAGEMENT AND SUPERVISED MACHINE LEARNING IN LOW-PRESSURE DIE CASTING QUALITY IMPROVEMENT’ published by ‘International Journal of Metalcasting’. 1. 概要: 2. 概要または序論 低圧ダイカスト(LPDC)は、高性能、高精度なアルミニウム合金自動車ホイール鋳物の製造に広く使用されており、気孔率欠陥などの欠陥は許容されません。LPDC部品の品質は、鋳造プロセス条件に大きく影響されます。ガスや収縮気孔率などの困難な欠陥に対する部品品質を向上させるためには、プロセス変数を最適化する必要があります。これを行うには、プロセス変数の測定値を欠陥の発生率と照らし合わせて調査する必要があります。本論文では、Industry 4.0クラウドベースのシステムを使用してデータを抽出します。これらのデータを用いて、実際の鋳造アルミニウムLPDCプロセスで欠陥を予測する条件を特定するために、教師あり機械学習分類モデルが提案されています。このプロセスの欠陥率は小さく、潜在的なプロセス測定変数が多数存在するため、根本原因の分析は困難です。XGBoost分類アルゴリズムに基づくモデルを使用して、プロセス条件と欠陥のあるホイールリムの生成との間の複雑な関係をマッピングしました。データは、特定のLPDCマシンとダイモールドから、3シフト、6日間連続で収集されました。気孔率欠陥の発生率は、かなり小さなサンプル(1077個のホイール)から収集された13のプロセス変数からの36の特徴量を使用して予測でき、非常に偏っており(欠陥品62個)、良品で87%の精度、気孔率欠陥のある部品で74%の精度でした。この研究は、欠陥を減らすための新製品の量産前段階でのプロセスパラメータ調整を支援する上で役立ちました。 3. 研究背景: 研究トピックの背景: 低圧ダイカスト(LPDC)は、高性能、高精度、大量生産が求められる金属鋳造部品、特に自動車産業におけるアルミニウム合金ホイールリムの製造において広く利用されています。気孔率の不連続性は、LPDCアルミニウム製品で最も頻繁に見られる欠陥の一つです。これらは回避が難しく、部品の完全性と性能を損なう可能性があります。したがって、気孔率欠陥の原因と防止は品質管理において重要な考慮事項であり、部品品質を向上させるためにプロセス変数を最適化する要求を生み出しています。気孔率欠陥の原因は、金属組成、水素含有量、鋳造圧力、温度、指向性凝固速度を得るための金型熱管理など、さまざまな要因に起因する可能性があります。このような鋳造欠陥が発生した場合、正確な根本原因を診断し、適切なプロセスパラメータ変更を行うことはしばしば困難です。気孔率欠陥を引き起こす可能性のあるプロセス設定と逸脱を監視および分析する手段が必要です。Industry 4.0品質管理システムは、すべてのプロセス測定ポイントから記録されたデータを、検査結果を含む個々の部品に関連付けることができます。これにより、機械学習分類器アルゴリズムを利用して、プロセス欠陥を引き起こすプロセス設定の組み合わせを特定できます。これらは、プロセス制御の調整に役立てることができます。 既存研究の現状: LPDC生産は歴史的に高い不良率を示しており、通常、すべての生産部品は気孔率欠陥についてX線検査されています。この研究は気孔率欠陥を予測するのに役立ちますが、検査のためのX線装置に取って代わることはできません。しかし、気孔率欠陥の原因を定量化するのに役立ちます。典型的な鋳造工場では、数百種類のモデルと、毎年数十種類の新製品モデルが導入されます。量産前のプロセス設定を迅速に調整することが重要です。最初のセクションでは、LPDC鋳造工場の生産運転中に欠陥の原因を特定する際の課題が提示され、その後、関連研究について議論します。「Industry 4.0 Foundry Data Collection」では、鋳造工場全体で部品と関連データをデジタルタイムスタンプで追跡するためのIndustry 4.0データ収集システムが提示されています。「LPDC Porosity Defect Prediction」では、監視された鋳造欠陥について議論します。次に、「Classification Algorithm Model」では、気孔率欠陥が発生するプロセス条件を分類する統計的機械学習モデルが提示されています。 研究の必要性: 工場データを使用して欠陥部品の発生を予測する機械学習モデルを構築することは、いくつかの理由から困難です。潜在的な因果関係の要因の数が膨大であること、これらのプロセスデータをすべて収集するために計測することが困難な場合があります。また、時系列データの特徴を特定する必要があります。これには、高低シフト、変動が大きすぎる、またはデータ対時間のジャンプなどが含まれます。欠陥の原因に関連付けられる可能性のある特徴が検討されます。さらに、収集されたプロセスデータは、実際に生産されている部品に関連付けられている必要があります。これにより、これらのプロセス条件を部品の合格または不合格の指標に関連付けることができます。プロセスデータを収集するだけでは不十分であり、プロセスデータは部品にタグ付けする必要があります。これは、どのプロセスデータをどの部品に関連付けるかを知るために、部品を鋳造工場全体で追跡する必要があることを意味します。これは、スマートファウンドリの重要なIndustry 4.0の課題の1つです。鋳造工場は過酷な条件下で操業しており、投入材料の流れの開始から最終鋳造部品まで、各部品を追跡およびマークすることは困難です。2番目の課題は、時系列データを機械学習統計分析用の特徴量に前処理することです。完全なデータセットではなく、プロセスエンジニアが理解できるエンジニアリング統計を検討することが有用です。たとえば、時系列の圧力、温度、冷却データを位相に分離し、各位相内の統計量を計算できます。これには、データを充填や凝固などの位相に分離し、位相内の平均や分散などの特徴量を計算することが含まれる場合があります。プロセスエンジニアは、さまざまな位相での平均シフトと変動の大小が歩留まりにどのように影響するかを理解したいと考えています。最後に、特徴量が与えられた場合、これらの特徴量を欠陥率に関連付けるために利用可能な代替分類手法も多数存在します。全体として、機械学習を活用して欠陥の原因と根本原因をより深く理解するための研究機会が存在します。現在の鋳造工場のプロセス制御は、一般的に検査ベースの受入手順です。投入材料、鋳造結果の品質管理、およびプロセス制御は、指定された制限内でコンプライアンスについて検査または監視されます。部品の欠陥は、気孔率ボイドの存在に関するX線画像の目視検査によって定義されます。操業上の問題は、入力が許容範囲外になった場合に定義されます。この現状では、欠陥制御が困難になっています。第一に、目視検査と手動制御は、かなりの再現性と再現性の測定誤差を伴う可能性があります。また、このアプローチでは、許容範囲内の入力の組み合わせが、気孔率欠陥を発生させることを知らずに許容してしまう可能性があります。プロチャによって導入されたように、ステップバイステップの知識ベースのアプローチを採用して、より高品質な成果を得るために、鋳造プロセスの人工知能とデータ駆動型プロセス制御を構築します。Industry
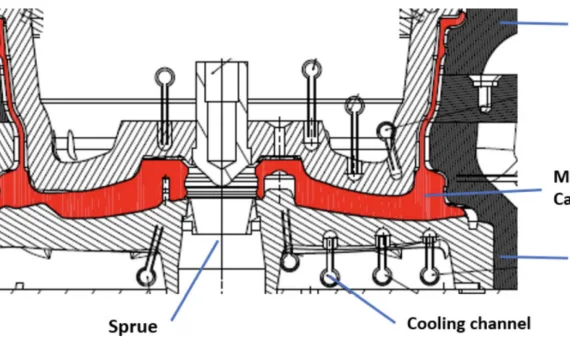
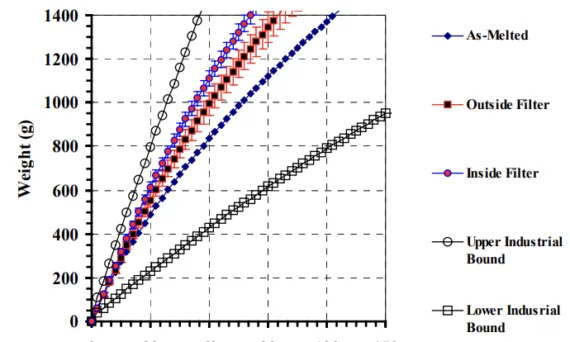
This paper introduction was written based on the ‘Improving Die Casting Melt Quality and Casting Results with Melt Quality Analysis and Filtration’ published by ‘Proceedings, 4th International Conference on Molten Aluminum Processing, AFS’. 1. 概要: 2. 概要または序論 概要 自動車用途におけるアルミニウム鋳物の使用は、著しいペースで拡大し続けています。大量生産の要求は、高圧、低圧、永久金型、精密砂型鋳造プロセスによって満たされています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の状態に始まる、高度な鋳造健全性を要求しています。 本論文では、特に介在物に関する溶湯品質の清浄度を評価するためのいくつかの現場および実験室的方法、ならびにボンド粒子フィルターを用いた持続使用型炉内ろ過システムから得られる利点について紹介します。 ボンド粒子ろ過を利用することで、機械加工不良の削減、表面仕上げの向上、伸びの増加、リーカーの減少、および全体的なスクラップ削減において、最小限のコスト、労力、リスクで大幅な改善が可能です。 序論 アルミニウム鋳造の生産量とプロセス技術の成長は、過去10年間で非常に著しいものでした。エンジン部品、構造部品、ホイール、その他の機能部品への自動車用途の拡大は、この成長の主要な要因です。このような鋳物のより高い特性要求は、より厳格な金属清浄度管理、すなわち多孔性/微細孔隙率を最小限に抑えるための介在物と水素含有量の管理を可能にする優れた金属品質と溶湯処理プロセスを要求してきました。清浄な金属を製造するための溶湯処理には、フラックス処理および/またはフラックス注入、脱ガス、ろ過が含まれます。ろ過プロセスは現在、事実上すべてのアルミニウム形状鋳造作業で採用されています。期待され、達成される典型的な利点には、(1)鋳造プロセス中の金属流動性と湯回り性の向上、(2)鋳造特性の向上、(3)被削性の向上、(4)表面仕上げの向上、(5)スクラップおよび不良鋳物の全体的な削減が含まれます。 圧力ダイカスト、特定の重力ダイカストまたは永久金型プロセス、および大量の生砂または化学結合砂型鋳造プロセスでは、絶対的な注湯点、すなわち金型内ろ過を提供することは現実的ではありません。したがって、残された選択肢は、溶解/再溶解炉および鋳造炉に、可能な限り注湯点に近い位置にフィルターを設置することです。ボンド粒子フィルターは、ほとんどの場合、このような炉内用途に最適なフィルターとして登場しました(Neff、1995)。このフィルターは、溶融アルミニウム中で長期間にわたって劣化しない独自のセラミックバインダーで結合された炭化ケイ素の凝集体です。炭化ケイ素材料は、非常に耐久性があり、熱伝導性にも優れているため、長期間の連続使用に最適です。ボンド粒子フィルターの低い多孔性、内部構造の曲がりくねり、および介在物を捕捉および保持するバインダーシステムの親和性は、全体的な介在物除去効率を高めます。 一般的な構成には、鋳造炉または「ボックスフィルター」(図1b)の炉床とディップアウトウェルを分離する垂直ゲートフィルター(図1a)が含まれます。後者は、炉の形状と取鍋のサイズに合わせてさまざまな幾何学的形状とサイズに構成でき、より大きな表面積を提供するという利点があります。鋳造される金属は、保持炉またはるつぼ炉に設置されたフィルター容器の内部から自動取鍋または手動ディップされます。 3. 研究背景: 研究トピックの背景: アルミニウム鋳造業界、特に自動車用途では、大幅な成長を遂げてきました。この拡大は、高圧ダイカスト、低圧ダイカスト、永久金型鋳造、精密砂型鋳造などのプロセスを使用した複雑な部品の大量生産の需要によって推進されています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の品質に根本的に依存する、優れた鋳造健全性を必要としています。高い鋳造健全性を達成するには、特に溶湯の清浄度に関して、溶湯状態を綿密に管理する必要があります。 既存研究の現状: フラックス処理、脱ガス、ろ過などの溶湯処理プロセスは、清浄なアルミニウム溶湯を製造するために不可欠です。特にろ過は、事実上すべてのアルミニウム形状鋳造作業における標準的な慣行となっています。ボンド粒子フィルターは、炉内ろ過用途に最適な技術となっています。独自のセラミックバインダーで結合された炭化ケイ素凝集体で構成されるこれらのフィルターは、溶融アルミニウム中での劣化に対する耐性を提供し、持続的かつ継続的な使用のために設計されています。低い多孔性や曲がりくねりなどの構造的特徴と、バインダーの介在物親和性と相まって、介在物除去効率の向上に貢献しています。 研究の必要性: ろ過が広く採用されている一方で、その有効性と結果として得られる溶湯品質の向上を定量化することは依然として重要です。ダイカストメーカーは、巨視的な観察を超えて、ろ過性能を評価する方法を必要としています。生産規模の実験と継続的な生産環境の両方で、ボンド粒子ろ過によって達成された溶湯清浄度の向上を評価するために、定量的および半定量的な手法が必要です。この評価は、鋳造プロセスを最適化し、欠陥を削減し、ダイカスト部品の全体的な品質を向上させるために不可欠です。 4. 研究目的と研究課題:
![Figure 2 Die dimension design of bicycle pedal forming and the final product [34].](https://castman.co.kr/wp-content/uploads/image-526-570x342.webp)
![Figure 7. (a) Graphical illustration of a cold-chamber die casting machine. (b) Casting cycle for cold-chamber die casting [14].](https://castman.co.kr/wp-content/uploads/image-298-570x342.webp)