本紹介資料は、「[The Eurasia Proceedings of Science, Technology, Engineering & Mathematics (EPSTEM)]」によって発行された論文「[New Trends in Aluminum Die Casting Alloys for Automotive Applications]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 生態系のバランスを保つため、燃料消費を削減するための新しい技術が開発されています。これらの新技術の中で、アルミニウムやマグネシウムなどの軽合金の使用は、自動車用途において非常に重要性を増しています。軽量性、リサイクル性、機械加工性、耐食性といったアルミニウム合金の利点は、これらの合金の適用分野を拡大させました。これらのアルミニウム合金の特性により、燃料節約型の軽量材料選択は自動車部品にとって重要な役割を果たします。アルミニウムの用途は、自動車だけでなく、航空宇宙、スペースシャトル、船舶、防衛用途にも広がっています。製造方法によると、アルミニウム合金は一般的に鋳造、圧延、鍛造、押出に分類されます。アルミニウムダイカスト合金は、一般的にサスペンションシステム、エンジン、ギア部品の製造に使用されます。しかし、アルミニウム鋳造技術の発展に伴い、アルミニウムダイカスト法によって複数のボディ部品を一体で製造することが可能になりました。特に電気自動車においては、アルミニウムダイカスト部品の数が増加すると予測されています。本研究では、自動車産業におけるアルミニウムダイカスト合金使用の重要性を強調します。アルミニウムダイカスト合金開発に関するこれまでの研究と動向も要約します。 3. 序論 (Introduction): 近年、軽量材料の使用による重量削減は、燃費向上と有害排出物削減において重要な役割を果たしています。自動車用途向けの軽量構造設計によるCO2排出削減の重要性は、中強度アルミニウム合金の使用増加につながりました(Taub et al, 2007)。鋼部品を高強度アルミニウム合金に置き換えることは、軽量化のための自動車産業の注目点となりました(Baser, 2012)。アルミニウムは、地球上で供給可能な2番目の金属元素と見なすことができます。今日の産業において鋼鉄に次いで最も使用される材料です。アルミニウム合金は、その軽量性、低密度、良好な成形性、高い耐食性の特性により広く好まれています(Cuniberti et al, 2010)。 過去10年間の省エネルギーに関する研究は、軽量で経済的な車両の生産が燃料消費削減に重要な役割を果たすことを明らかにしています。アルミニウム合金は、乗用車、バス、主に列車、さらには船舶用途の建造物にも広く好まれています(Zeytin, 2000)。実際、アルミニウム合金は航空・防衛産業で長年使用されてきました。航空・防衛用途で見られた利点により、自動車産業へのアルミニウムの適用が始まりました。 4. 研究の要約 (Summary of the study): 研究テーマの背景 (Background of the research topic): 生態系のバランスと燃料消費削減の必要性が、新しい自動車技術の開発を推進し、アルミニウムのような軽合金の使用を強調しています。アルミニウム固有の利点(軽量性、リサイクル性、機械加工性、耐食性)は、自動車部品だけでなく、航空宇宙、船舶、防衛分野における燃料節約型の軽量材料選択にとって重要です。アルミニウム合金は鋳造、圧延、鍛造、押出によって製造され、ダイカストはサスペンションシステム、エンジン、ギア部品に一般的に使用されます。発展する鋳造技術は、特に電気自動車(EV)に関連する大型の一体型ボディ部品の生産を可能にしています。 先行研究の状況 (Status of previous
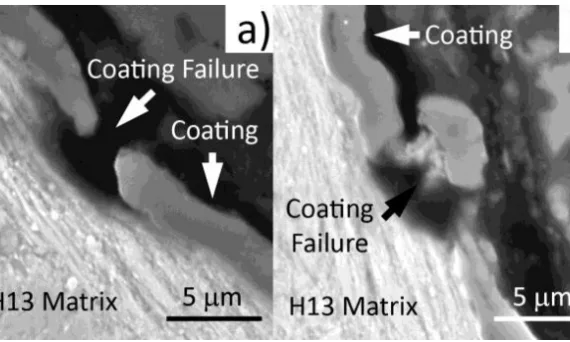
本要約の内容は、「China Foundry」によって発行された論文「Mechanism of die soldering during aluminum die casting」に基づいています。 1. 概要: 2. 抄録 (Abstract): 溶損(Soldering)は、アルミニウム合金のダイカストまたは金型鋳造に関連する特有の鋳造欠陥である。これは、溶融アルミニウムが金型鋼の表面に付着または溶着し、鋳物の突き出し後もそこに残り、鋳物の表面欠陥や寸法不正確さを引き起こし、機械のダウンタイムを増加させる現象である。溶損は、無処理の金型鋼金型を使用してアルミニウム合金をダイカストする場合に容易に発生する。溶融アルミニウムが臨界温度よりも高い温度で金型鋼と接触すると、鉄とアルミニウムの原子が互いに拡散し、一連の金属間化合物相と液体のアルミニウムリッチなfcc相を形成する。この液相は金属間化合物相の間に存在する。冷却時に、液体のfcc相は金属間化合物相上で凝固し、鋳物内部に成長して溶損を引き起こす。臨界温度は、相図のアルミニウムコーナー付近の共晶温度である。金型が非反応性のセラミックコーティングで保護されている場合、溶損は局所的なコーティング破壊が発生する場所から始まる。溶融アルミニウムはコーティング破壊箇所を通じて金型鋼と接触し、鋼マトリックスを侵食して小さなピットを形成する。これらの小さなピットが成長するにつれて、コーティングは徐々に除去され、溶損はより深刻になる。無処理の鋼製金型およびコーティングされた金型材料における金型溶損のステップの詳細について議論する。 3. 緒言 (Introduction): ダイカスト(Die casting)、または高圧ダイカスト(HPDC)は、高圧を用いて溶融金属を鋼製の金型に射出する100年の歴史を持つプロセスである。この費用対効果の高いプロセスは、迅速な生産速度と高い金型あたり金属収率でネットシェイプ製品を生産することができる。他の金属鋳造プロセスでは、これほど多様な形状、微細なデザインの複雑さ、または厳密な寸法公差を許容するものはない。今日、ダイカストプロセスは全金属鋳物の3分の1以上を生産するために使用されており、そのほとんどがアルミニウム鋳物である[1]。 アルミニウムダイカストの生産性を制限する主要な問題の1つは、金型溶損(die soldering)である。溶損または焼付き(die sticking)は、溶融アルミニウムが金型表面に「溶接」される現象である。深刻な条件下では、金型溶損はわずか数回の鋳造サイクル後に発生し、機械のダウンタイム増加、鋳物の表面品質および圧力または漏れ気密性に関連するスクラップ、そして金型は一般的に高価でありダウンタイムは生産損失をもたらすためコスト増加を引き起こす。金型溶損は、低圧永久鋳型鋳造を含む他の金属金型鋳造プロセスにも関連している。 溶融金属に囲まれた金型の小さな形状部は、ダイカストプロセスの各実行中に金型本体よりも通常高い温度に加熱されるため、溶損形成が起こりやすい。鋳物に小さな穴を形成するために使用されるコアピン(Core pins)は、ダイカストプロセス中に溶損が発生しやすい金型のそのような形状部である。コアピンの使用は、鋳物に穴を開ける必要性を減らし、鋳造プロセスをより費用対効果の高いものにする。典型的なダイカストマシンは約10から100本のピンを使用する。ダイカスト業界は、H-13鋼がヒートチェックと摩耗に耐性があるという事実のために、金型とコアピンの製造にH-13鋼を使用している。 ダイカスト業界では2種類の溶損が主張されている。1つは、溶融アルミニウム合金と金型との間の化学的/冶金学的反応により高温で発生し[2]、もう1つは機械的相互作用により低温で発生する[3]。北米のダイカスト業界が厳しい国際競争に直面した1990年代まで、金型溶損を調査するための体系的な研究は限られていた。ダイカスターが生き残るためにはダウンタイムを最小限に抑え、生産性を向上させることが不可欠となったが、北米のほとんどのダイカスターは研究資源が不足している中小企業である。その結果、金型溶損に関する研究は、産業団体や政府機関によって後援されてきた。化学反応によって発生する金型溶損の理解には大きな進展があった。機械的相互作用による溶損についてはほとんど理解されていない。 本稿では、化学的相互作用の結果として発生する金型溶損について議論する。このタイプの溶損は、金型表面の保護膜の「ウォッシュアウト」と密接に関連していると一般的に認識されている[2]。ウォッシュアウトは、溶融アルミニウム合金が金型の保護膜(コーティングまたは潤滑剤)を破壊するときに発生する。その後、溶融アルミニウムは金型表面と接触し、通常H-13鋼である金型材料と反応する。金型潤滑剤は溶融金属によって容易に破壊される可能性があるが、コーティング、特に物理蒸着(PVD)プロセスを使用して作られたコーティングは、多くの鋳造サイクルの間、金型上に留まることができる。金型潤滑剤の大部分が除去されると、溶損は溶融金属と無処理の金型鋼との間の直接的な化学反応によって制御される。金型に強力なPVDコーティングがある場合、溶損はコーティングの局所的な破壊によって制御される。本稿では、無処理の鋼製金型およびコーティングされた金型またはコアピンにおける溶損について説明する。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 溶融アルミニウムが金型表面に付着する金型溶損は、アルミニウム高圧ダイカスト(HPDC)の生産性に対する重大な障害である。これは、鋳造欠陥(表面欠陥、寸法不正確さ)、金型メンテナンスのための機械ダウンタイム増加、スクラップ率の上昇、高価な金型および生産損失に関連するコスト増加につながる。通常H-13鋼で作られるコアピンのような形状部は、より高い動作温度のため特に影響を受けやすい。 先行研究の状況 (Status of previous research): 金型溶損に関する体系的な調査は1990年代まで限られていた。研究では、化学的/冶金学的反応による高温溶損と機械的相互作用による低温溶損が区別されている。溶融アルミニウム合金による保護膜(潤滑剤またはコーティング)の「ウォッシュアウト」または破壊としばしば関連付けられる化学反応メカニズムの理解には大きな進展があった[2]。PVDコーティングのような耐久性のあるコーティングが溶損を軽減する役割は認識されているが、局所的なコーティング破壊時には依然として溶損が発生する可能性がある。機械的溶損に関する理解は依然として限られている。 研究の目的 (Purpose of the study): 本研究は、溶融アルミニウム合金と金型鋼(特にH-13)との間の化学的相互作用の結果として発生する金型溶損のメカニズムを解明することを目的とする。無処理の鋼表面と非反応性セラミックコーティングで保護された表面の両方について、溶損を引き起こす条件と金型損傷の進行プロセスを詳述する。 中核研究 (Core study):
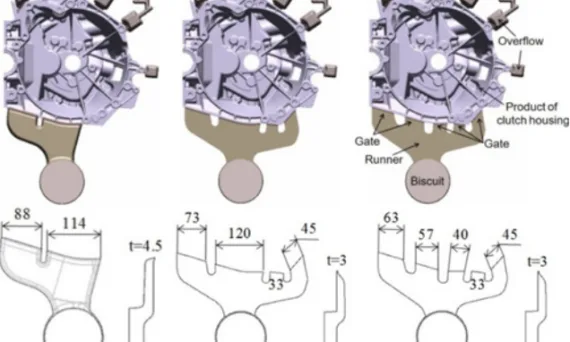
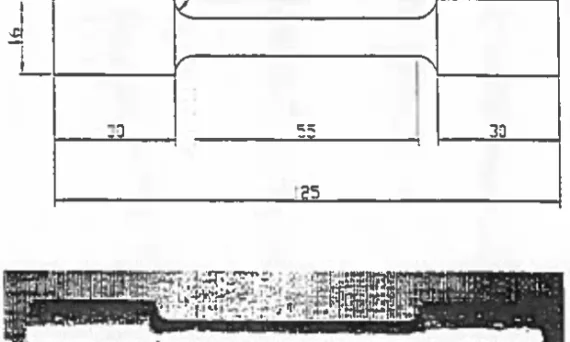
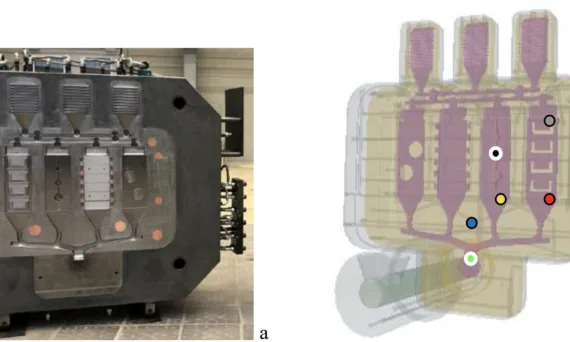
本紹介資料は、【NADCA】が発行した【”アルミニウム高圧ダイカストにおけるプロセスパラメータと品質特性の相関関係”】論文の研究内容です。 1. 概要: 2. 概要 (Abstract) アルミニウム高圧ダイカストは、最も生産性の高い製造プロセスの1つです。 部品の複雑さが増し、品質要件が高まっています。 高圧ダイカストの課題は、多数の品質に影響を与えるプロセスパラメータにもかかわらず、高い品質基準を達成することです。 すべての品質影響パラメータの相互作用は、最大10〜25%の非常に高いスクラップ率につながります。 これらのパラメータは、ダイカストマシン、炉、温度調節システムなど、プロセスのさまざまなシステムによって一元的に監視されていません。 現在、プロセスで測定されている典型的なパラメータは、第1段階と第2段階のピストン速度、強化圧力などです。 しかし、排気された空気の湿度など、部品の品質を制御する多くのパラメータがあります。 欧州の研究プロジェクトMUSIC(MUlti-layers control and cognitive System to drive metal and plastic production line for Injected Components)は、すべての品質管理パラメータを考慮したインテリジェントな認知システムを開発することにより、高圧ダイカストのスクラップ率を削減することを目的としています。 このプロジェクトの枠組みの中で、収縮気孔率、コールドシャット、歪みなどのいくつかの欠陥を持つ部品の製造を可能にする特別な鋳造形状が開発されました。 ダイには、ショット音など、これまで適用されていなかった新しいプロセスパラメータを監視するために、多くの新しい革新的なセンサーが装備されています。 センサーデータ、機械および周辺機器のプロセスパラメータは、鋳物の品質指数とともに1つの共通データベースに保存されます。 その後、認知ネットワークは、測定されたセンサーデータに基づいて将来の部品の品質指数を計算できるようになります。 3. 研究背景: 研究テーマの背景: 革新的な自動車の車体構造において、高圧ダイカスト部品の数が増加しています。 構造要素としてアルミニウム部品を使用する理由は、軽量化です。 先行研究の状況: 高圧ダイカスト(HPDC)は、良好な表面品質、高い寸法精度、および高い引張強度を備えた部品を製造する生産性の高い製造方法です。 ただし、多数のパラメータが部品の品質に影響します。 従来のデータ収集(図2)には、ピストン速度、切り替えポイント、昇圧圧力、加熱油温度、炉温度、スプレーユニットパラメータなどのパラメータが含まれます。 これらは通常、個々のユニットによって制御および測定されます。 他の影響パラメータ(湿度、排気空気量、プランジャー加速度、合金組成の変動など)は、通常、測定または保存されません。 研究の必要性: すべての品質影響パラメータ間の相互作用により、10〜25%の高いスクラップ率が発生します。 この値は、他の製造プロセスのスクラップ率の10倍、あるいは1000倍を超えています。 4. 研究目的と研究課題: 研究目的: 欧州の研究プロジェクトMUSIC(MUlti-layers control and cognitive System to
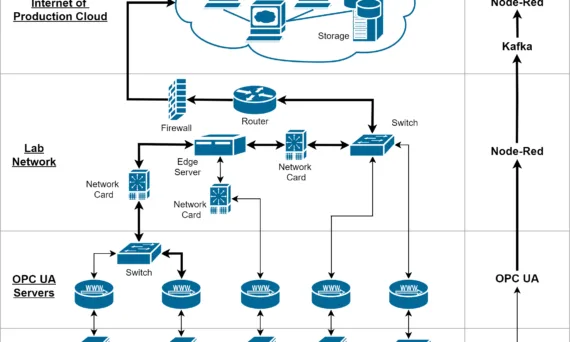
この紹介論文は、MDPI が発行した論文「Towards a Data Lake for High Pressure Die Casting」の研究内容です。 1. 概要: 2. 要約 高圧ダイカスト (HPDC) プロセスは、高度な自動化を特徴としているため、データが豊富な生産技術です。 インダストリー 4.0 や Internet of Production (IoP) などの概念から、プロセス データの利用が製品の品質と生産性の向上に貢献できることはよく知られています。 この研究では、HPDC のデータ レイクを介したデータ管理を可能にするための概念と、その実装の最初のステップを紹介します。 私たちの目標は、静的および動的なプロセス変数を取得、送信、および保存できるシステムを設計することでした。 測定値は、HPDC セル内の OPC UA (Open Platform Communication Unified Architecture) に基づく複数のデータ ソースから取得され、Node-Red および Apache Kafka で実装されたストリーミング パイプラインを介して送信されます。 データは、MinIO オブジェクト ストレージに基づく HPDC 用のデータ レイクに連続的に保存されます。 初期テストでは、実装されたシステムは信頼性が高く、柔軟性があり、スケーラブルであることが証明されました。 標準的なコンシューマー ハードウェアでは、1
![Figure 5: Comparison of real cast part and simulation results regarding cold shuts [2]](https://castman.co.kr/wp-content/uploads/Figure_5_Comparison_of_real_cast_part_and_simulation_results_regarding_cold_shuts_2-570x342.webp)