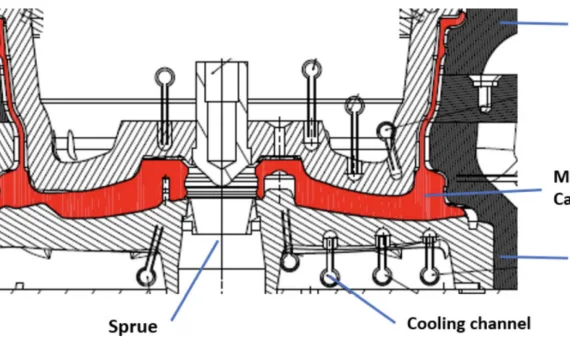
This paper introduction was written based on the ‘INDUSTRY 4.0 FOUNDRY DATA MANAGEMENT AND SUPERVISED MACHINE LEARNING IN LOW-PRESSURE DIE CASTING QUALITY IMPROVEMENT’ published by ‘International Journal of Metalcasting’. 1. 概要: 2. 概要または序論 低圧ダイカスト(LPDC)は、高性能、高精度なアルミニウム合金自動車ホイール鋳物の製造に広く使用されており、気孔率欠陥などの欠陥は許容されません。LPDC部品の品質は、鋳造プロセス条件に大きく影響されます。ガスや収縮気孔率などの困難な欠陥に対する部品品質を向上させるためには、プロセス変数を最適化する必要があります。これを行うには、プロセス変数の測定値を欠陥の発生率と照らし合わせて調査する必要があります。本論文では、Industry 4.0クラウドベースのシステムを使用してデータを抽出します。これらのデータを用いて、実際の鋳造アルミニウムLPDCプロセスで欠陥を予測する条件を特定するために、教師あり機械学習分類モデルが提案されています。このプロセスの欠陥率は小さく、潜在的なプロセス測定変数が多数存在するため、根本原因の分析は困難です。XGBoost分類アルゴリズムに基づくモデルを使用して、プロセス条件と欠陥のあるホイールリムの生成との間の複雑な関係をマッピングしました。データは、特定のLPDCマシンとダイモールドから、3シフト、6日間連続で収集されました。気孔率欠陥の発生率は、かなり小さなサンプル(1077個のホイール)から収集された13のプロセス変数からの36の特徴量を使用して予測でき、非常に偏っており(欠陥品62個)、良品で87%の精度、気孔率欠陥のある部品で74%の精度でした。この研究は、欠陥を減らすための新製品の量産前段階でのプロセスパラメータ調整を支援する上で役立ちました。 3. 研究背景: 研究トピックの背景: 低圧ダイカスト(LPDC)は、高性能、高精度、大量生産が求められる金属鋳造部品、特に自動車産業におけるアルミニウム合金ホイールリムの製造において広く利用されています。気孔率の不連続性は、LPDCアルミニウム製品で最も頻繁に見られる欠陥の一つです。これらは回避が難しく、部品の完全性と性能を損なう可能性があります。したがって、気孔率欠陥の原因と防止は品質管理において重要な考慮事項であり、部品品質を向上させるためにプロセス変数を最適化する要求を生み出しています。気孔率欠陥の原因は、金属組成、水素含有量、鋳造圧力、温度、指向性凝固速度を得るための金型熱管理など、さまざまな要因に起因する可能性があります。このような鋳造欠陥が発生した場合、正確な根本原因を診断し、適切なプロセスパラメータ変更を行うことはしばしば困難です。気孔率欠陥を引き起こす可能性のあるプロセス設定と逸脱を監視および分析する手段が必要です。Industry 4.0品質管理システムは、すべてのプロセス測定ポイントから記録されたデータを、検査結果を含む個々の部品に関連付けることができます。これにより、機械学習分類器アルゴリズムを利用して、プロセス欠陥を引き起こすプロセス設定の組み合わせを特定できます。これらは、プロセス制御の調整に役立てることができます。 既存研究の現状: LPDC生産は歴史的に高い不良率を示しており、通常、すべての生産部品は気孔率欠陥についてX線検査されています。この研究は気孔率欠陥を予測するのに役立ちますが、検査のためのX線装置に取って代わることはできません。しかし、気孔率欠陥の原因を定量化するのに役立ちます。典型的な鋳造工場では、数百種類のモデルと、毎年数十種類の新製品モデルが導入されます。量産前のプロセス設定を迅速に調整することが重要です。最初のセクションでは、LPDC鋳造工場の生産運転中に欠陥の原因を特定する際の課題が提示され、その後、関連研究について議論します。「Industry 4.0 Foundry Data Collection」では、鋳造工場全体で部品と関連データをデジタルタイムスタンプで追跡するためのIndustry 4.0データ収集システムが提示されています。「LPDC Porosity Defect Prediction」では、監視された鋳造欠陥について議論します。次に、「Classification Algorithm Model」では、気孔率欠陥が発生するプロセス条件を分類する統計的機械学習モデルが提示されています。 研究の必要性: 工場データを使用して欠陥部品の発生を予測する機械学習モデルを構築することは、いくつかの理由から困難です。潜在的な因果関係の要因の数が膨大であること、これらのプロセスデータをすべて収集するために計測することが困難な場合があります。また、時系列データの特徴を特定する必要があります。これには、高低シフト、変動が大きすぎる、またはデータ対時間のジャンプなどが含まれます。欠陥の原因に関連付けられる可能性のある特徴が検討されます。さらに、収集されたプロセスデータは、実際に生産されている部品に関連付けられている必要があります。これにより、これらのプロセス条件を部品の合格または不合格の指標に関連付けることができます。プロセスデータを収集するだけでは不十分であり、プロセスデータは部品にタグ付けする必要があります。これは、どのプロセスデータをどの部品に関連付けるかを知るために、部品を鋳造工場全体で追跡する必要があることを意味します。これは、スマートファウンドリの重要なIndustry 4.0の課題の1つです。鋳造工場は過酷な条件下で操業しており、投入材料の流れの開始から最終鋳造部品まで、各部品を追跡およびマークすることは困難です。2番目の課題は、時系列データを機械学習統計分析用の特徴量に前処理することです。完全なデータセットではなく、プロセスエンジニアが理解できるエンジニアリング統計を検討することが有用です。たとえば、時系列の圧力、温度、冷却データを位相に分離し、各位相内の統計量を計算できます。これには、データを充填や凝固などの位相に分離し、位相内の平均や分散などの特徴量を計算することが含まれる場合があります。プロセスエンジニアは、さまざまな位相での平均シフトと変動の大小が歩留まりにどのように影響するかを理解したいと考えています。最後に、特徴量が与えられた場合、これらの特徴量を欠陥率に関連付けるために利用可能な代替分類手法も多数存在します。全体として、機械学習を活用して欠陥の原因と根本原因をより深く理解するための研究機会が存在します。現在の鋳造工場のプロセス制御は、一般的に検査ベースの受入手順です。投入材料、鋳造結果の品質管理、およびプロセス制御は、指定された制限内でコンプライアンスについて検査または監視されます。部品の欠陥は、気孔率ボイドの存在に関するX線画像の目視検査によって定義されます。操業上の問題は、入力が許容範囲外になった場合に定義されます。この現状では、欠陥制御が困難になっています。第一に、目視検査と手動制御は、かなりの再現性と再現性の測定誤差を伴う可能性があります。また、このアプローチでは、許容範囲内の入力の組み合わせが、気孔率欠陥を発生させることを知らずに許容してしまう可能性があります。プロチャによって導入されたように、ステップバイステップの知識ベースのアプローチを採用して、より高品質な成果を得るために、鋳造プロセスの人工知能とデータ駆動型プロセス制御を構築します。Industry
This paper introduction was written based on the [‘Increasing the lifespan of high-pressure die cast molds subjected to severe wear’] published by [‘Surface & Coatings Technology’]. 1. 概要: 2. 概要または序論 自動車部品への複合材料の組み込みが増加しているにもかかわらず、高圧ダイカストは依然として複雑な形状の自動車部品を費用対効果の高い方法で得るための最も有用な製造技術の1つです。自動車産業は高い生産ケイデンスと高品質の製品を必要とすることは周知の事実です。したがって、生産と管理のあらゆる側面を最適化するための体系的なアプローチが常に取られています。 燃料ポンプ本体、スロットルボディ、EGRバルブ、サポートブラケットなど、自動車部品に一般的に使用されるアルミニウム合金には、通常、高い研磨性を示すシリコンが含まれています。高温および高速でのアルミニウムの流れは、摩耗、時にはアブレージョンとエロージョン効果の組み合わせにより、深刻な摩耗を引き起こします。 本研究では、典型的な深刻な摩耗問題のある2つの金型を選択し、関連する摩耗メカニズムを詳細に調査しました。その後、この目的に最適なコーティングを慎重に選択し、コーティング適用による有効な利点を試験するために金型の最も重要な部分のいくつかをコーティングし、耐摩耗挙動と関連する摩耗メカニズムを分析しました。並行して、実験室試験と工業試験の間に相関関係を描けるかどうかを調査するために、トライボロジー試験も実施しました。走査型電子顕微鏡(SEM)とエネルギー分散型分光法(EDS)を積極的に使用して、コーティングと観察された摩耗メカニズムを特性評価しました。実験室トライボロジー試験では、それぞれ接触部に低荷重と中荷重を課すことを試みるボールスキャッタリング試験とブロックオンリング試験を実施しました。有望な結果が得られ、特定のコーティングがこの応用分野で他のコーティングよりも優れた挙動を示すと結論付けることができました。 3. 研究背景: 研究トピックの背景: 自動車部品への複合材料の組み込みが増加しているにもかかわらず、高圧ダイカストは依然として複雑な形状の自動車部品を費用対効果の高い方法で得るための最も有用な製造技術の1つです。しかし、これらの部品を製造するために使用される金型は、高圧、急速な温度変動、および高速で移動する溶融金属からのエロージョンなどの非常に厳しい条件に常にさらされています。高圧ダイカストプロセスでは、ショットスリーブの充填、高速キャビティ充填、補助的な高圧の適用、冷却と凝固、金型開閉と部品の突き出し、金型冷却、および新しい射出サイクルに対応する潤滑という手順が考えられます[1]。通常の溶融金属の投入速度は20〜60 m/sであり、アルミニウム合金の種類に応じて温度は約700℃です[2]。これらの金型のメンテナンスまたは交換には多大なコストがかかり、製造業者は寿命を延ばすための最良の解決策を見つける必要があります。工業環境および作業条件は、エロージョン、腐食、摩耗、熱疲労などの熱間工具鋼のいくつかの破損メカニズムを誘発する能力を高めます[3]。 既存研究の現状: 近年、さまざまなタイプの破損メカニズムを理解するためにいくつかの研究が行われてきました[2, 4-7]。ダイへのアルミニウム射出は、アルミニウムはんだ付けメカニズムにより、最も過酷なプロセスの1つです。溶融アルミニウムは金型表面と化学反応を起こし、アルミニウムダイカストの破損メカニズムにつながります[4, 8]。このため、金型寿命を短縮するメカニズムを防ぐためのコーティングを構築するために、多くの研究が行われてきました[1, 3, 9-16]。セラミックコーティングは、通常、特定の破損メカニズム、特にヒートチェックの発生を回避するために使用されます。ただし、他のコーティングも金型寿命の改善に貢献する可能性があり、コストはこの種の用途で最も重要な要素ではない可能性があります[11]。 1997年、Wang [14]は、当時の現在のコーティング、すなわちTiN、TiAlN、CrNについて、さまざまな熱間工具鋼とマレージング鋼を使用して、溶融アルミニウム腐食、靭性抵抗、硬度、熱変化などのさまざまな側面を分析し、コーティングが金型寿命をどのように改善できるかについて広範な研究を発表しました。この研究により、TiNは酸化温度が低いため適切なソリューションではないことがわかり、H13またはMarlok鋼は、コーティングされている場合、高圧射出成形に考慮でき、特に衝撃靭性と腐食およびエロージョン挙動の改善が望ましい場合に考慮できると結論付けています。この研究はParkとKim [16]によって裏付けられており、彼らはTiNが500℃で酸化し始め、他の研究されたコーティング(TiAlNとTiSiN)は700℃までの酸化抵抗がはるかに優れていると結論付けています。さらに、TiNは600℃を超える温度で解離する傾向があることは周知の事実です[17, 18]。これらの最後のコーティングは優れた機械的特性も示しましたが、TiSiNは中温に適しており、TiAlNコーティングは高温に最適です。しかし、Dobrzanskiら[10]が行った試験では、TiNコーティングは、室温での同じピンオンディスク試験条件下で、X37CrMoV5-1型熱間工具鋼よりも5倍優れた耐摩耗性を達成することがわかりました。また、500℃で行われた同じ試験でも同様でした。Tentardiniら[8]も、アルミニウムダイカストに関して同じTiNおよびCrNコーティングを使用して同様の研究を実施しましたが、今回はH13鋼とAnviloy® 1150を基板として使用しました。これらの研究者は、CrNコーティングが鋳造プロセスにおけるアルミニウム合金とのはんだ付けメカニズムに関してTiNコーティングよりも優れた挙動を示すことを発見しました。さらに、Guziliaら[1]もはんだ付け現象を調査し、TiN、CrN、TiCnコーティングを使用すると、アルミニウム合金と鋼金型の間のはんだ付けを回避でき、鋳造アルミニウム合金の堆積層を観察できると結論付けました。これにより、金型への損傷が軽減され、急速な劣化が回避されます。これは、コーティングが溶融アルミニウムと金型鋼表面間の反応を防ぐ物理的バリアとして機能するためです。さらに、Heimら[12]もアルミニウムダイカストにおけるはんだ付け現象を研究し、TiN、TiCN、TiBN、TiAlCNなどのコーティングもその厄介な問題を防止すると結論付けています。 同じコーティングに基づいて、いくつかの新しいコーティングアーキテクチャがテストされており、具体的には多層コーティング[19]を使用しています。異なる層は、熱バリア(外層–希土類酸化物コーティング)、拡散バリア(中間層–TiAlNコーティング)、薄い接着層(内層Tiコーティング)など、異なる役割を担うことを意図しています。このようにして、基板の熱疲労抵抗は大幅に向上し、液体アルミニウムを使用した4000回の熱サイクル後に観察できます。同様のアプローチはBobzinら[20]によって実施され、AISI H11鋼基板上で多層CrN/AlN/Al2O3コーティングをテストし、Al2O3を最上層としています。また、2つの工業用コーティングが、アルミニウムダイカストマシンでの5884回のアルミニウムショットを含む、同じ試験条件下でその研究で使用されました。CrN/AlN/Al2O3は、他のコーティングと比較して興味深い挙動を示し、金型寿命を大幅に改善しました。コーティングの相変態は、金型内で到達した温度に起因すると報告されています。ただし、わずかに異なるアプローチもMuller [15]によって研究されており、彼は金型表面のプラズマ窒化前処理を使用し、続いてTiBN、CrN、W-C:H膜などのPVDまたはPACVDコーティングを使用し、プラズマ窒化前処理が表面マクロ硬度と臨界荷重を同じPVDまたはPACVDコーティングを施した表面に対して相対的に改善すると結論付けています。一方、Rodríguez-Baracaldo [21]は、窒化前処理と(Ti0.7Al0.3)Nコーティングの組み合わせを研究し、2つの窒化前処理鋼と(Ti0.6Al0.4)Nコーティングのみを提供した他の鋼と比較し、室温および高温(600℃)で摩耗試験を実施しました。室温では摩耗挙動に有意差は見られませんでしたが、高温ではそうではなく、窒化前処理鋼は(Ti0.6Al0.4)Nコーティングを提供し、最良の耐摩耗挙動を示し、(Ti0.6Al0.4)Nコーティングでコーティングされた前処理鋼および非前処理鋼と比較して、最後に最悪の耐摩耗挙動を示しました。また、Tomaslewskiら[22]によって異なるアプローチが調査され、AISI M2相当の高速鋼を基板として使用して、MoとTiAlNを共堆積させました。得られた準多層膜はTiAlN/(TiAl)1-x –
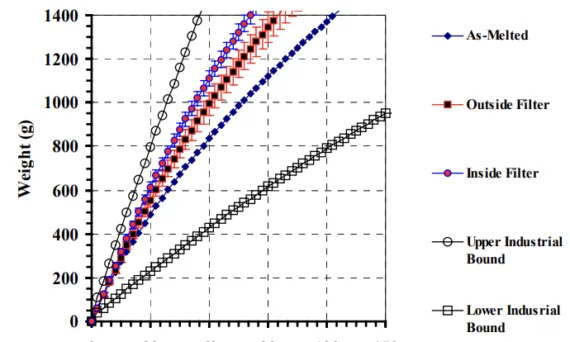
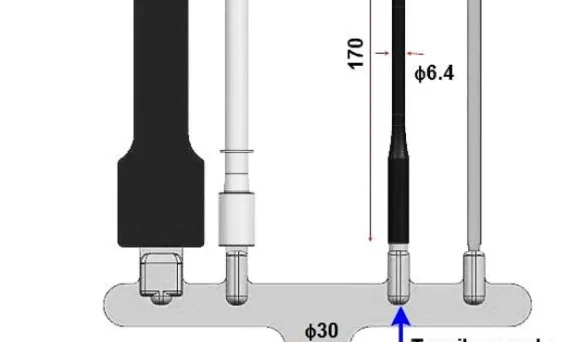
This paper introduction was written based on the ‘Improving Die Casting Melt Quality and Casting Results with Melt Quality Analysis and Filtration’ published by ‘Proceedings, 4th International Conference on Molten Aluminum Processing, AFS’. 1. 概要: 2. 概要または序論 概要 自動車用途におけるアルミニウム鋳物の使用は、著しいペースで拡大し続けています。大量生産の要求は、高圧、低圧、永久金型、精密砂型鋳造プロセスによって満たされています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の状態に始まる、高度な鋳造健全性を要求しています。 本論文では、特に介在物に関する溶湯品質の清浄度を評価するためのいくつかの現場および実験室的方法、ならびにボンド粒子フィルターを用いた持続使用型炉内ろ過システムから得られる利点について紹介します。 ボンド粒子ろ過を利用することで、機械加工不良の削減、表面仕上げの向上、伸びの増加、リーカーの減少、および全体的なスクラップ削減において、最小限のコスト、労力、リスクで大幅な改善が可能です。 序論 アルミニウム鋳造の生産量とプロセス技術の成長は、過去10年間で非常に著しいものでした。エンジン部品、構造部品、ホイール、その他の機能部品への自動車用途の拡大は、この成長の主要な要因です。このような鋳物のより高い特性要求は、より厳格な金属清浄度管理、すなわち多孔性/微細孔隙率を最小限に抑えるための介在物と水素含有量の管理を可能にする優れた金属品質と溶湯処理プロセスを要求してきました。清浄な金属を製造するための溶湯処理には、フラックス処理および/またはフラックス注入、脱ガス、ろ過が含まれます。ろ過プロセスは現在、事実上すべてのアルミニウム形状鋳造作業で採用されています。期待され、達成される典型的な利点には、(1)鋳造プロセス中の金属流動性と湯回り性の向上、(2)鋳造特性の向上、(3)被削性の向上、(4)表面仕上げの向上、(5)スクラップおよび不良鋳物の全体的な削減が含まれます。 圧力ダイカスト、特定の重力ダイカストまたは永久金型プロセス、および大量の生砂または化学結合砂型鋳造プロセスでは、絶対的な注湯点、すなわち金型内ろ過を提供することは現実的ではありません。したがって、残された選択肢は、溶解/再溶解炉および鋳造炉に、可能な限り注湯点に近い位置にフィルターを設置することです。ボンド粒子フィルターは、ほとんどの場合、このような炉内用途に最適なフィルターとして登場しました(Neff、1995)。このフィルターは、溶融アルミニウム中で長期間にわたって劣化しない独自のセラミックバインダーで結合された炭化ケイ素の凝集体です。炭化ケイ素材料は、非常に耐久性があり、熱伝導性にも優れているため、長期間の連続使用に最適です。ボンド粒子フィルターの低い多孔性、内部構造の曲がりくねり、および介在物を捕捉および保持するバインダーシステムの親和性は、全体的な介在物除去効率を高めます。 一般的な構成には、鋳造炉または「ボックスフィルター」(図1b)の炉床とディップアウトウェルを分離する垂直ゲートフィルター(図1a)が含まれます。後者は、炉の形状と取鍋のサイズに合わせてさまざまな幾何学的形状とサイズに構成でき、より大きな表面積を提供するという利点があります。鋳造される金属は、保持炉またはるつぼ炉に設置されたフィルター容器の内部から自動取鍋または手動ディップされます。 3. 研究背景: 研究トピックの背景: アルミニウム鋳造業界、特に自動車用途では、大幅な成長を遂げてきました。この拡大は、高圧ダイカスト、低圧ダイカスト、永久金型鋳造、精密砂型鋳造などのプロセスを使用した複雑な部品の大量生産の需要によって推進されています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の品質に根本的に依存する、優れた鋳造健全性を必要としています。高い鋳造健全性を達成するには、特に溶湯の清浄度に関して、溶湯状態を綿密に管理する必要があります。 既存研究の現状: フラックス処理、脱ガス、ろ過などの溶湯処理プロセスは、清浄なアルミニウム溶湯を製造するために不可欠です。特にろ過は、事実上すべてのアルミニウム形状鋳造作業における標準的な慣行となっています。ボンド粒子フィルターは、炉内ろ過用途に最適な技術となっています。独自のセラミックバインダーで結合された炭化ケイ素凝集体で構成されるこれらのフィルターは、溶融アルミニウム中での劣化に対する耐性を提供し、持続的かつ継続的な使用のために設計されています。低い多孔性や曲がりくねりなどの構造的特徴と、バインダーの介在物親和性と相まって、介在物除去効率の向上に貢献しています。 研究の必要性: ろ過が広く採用されている一方で、その有効性と結果として得られる溶湯品質の向上を定量化することは依然として重要です。ダイカストメーカーは、巨視的な観察を超えて、ろ過性能を評価する方法を必要としています。生産規模の実験と継続的な生産環境の両方で、ボンド粒子ろ過によって達成された溶湯清浄度の向上を評価するために、定量的および半定量的な手法が必要です。この評価は、鋳造プロセスを最適化し、欠陥を削減し、ダイカスト部品の全体的な品質を向上させるために不可欠です。 4. 研究目的と研究課題:
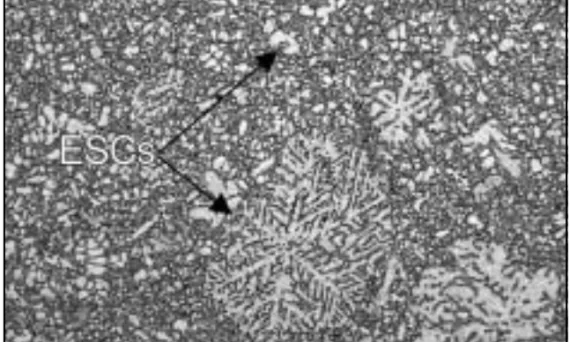
This paper introduction was written based on the ‘High Pressure Die Casting of Aluminium and Magnesium Alloys – Grain Structure and Segregation Characteristics’ published by ‘Norwegian University of Science and Technology (NTNU)’. 1. 概要: 2. 抄録または序論 コールドチャンバー高圧ダイカスト(HPDC)は、複雑なニアネットシェイプのアルミニウムおよびマグネシウム合金鋳物の製造における重要な商業プロセスです。本論文で提示された研究は、このタイプの鋳造における微細構造形成の調査を目的としています。プロセスと合金に関連する凝固特性は、結晶粒と欠陥の形成を制御します。これは、鋳物の機械的特性に大きな影響を与えます。 調査は主にAM60マグネシウム合金とA356アルミニウム合金を使用して実施されました。コールドチャンバーHPDC法と重力ダイカスト法の2つの異なる鋳造方法が使用され、異なる流れと凝固条件を可能にしました。鋳物中の微細構造は、光学顕微鏡、画像解析、走査型電子顕微鏡、電子後方散乱回折測定、および電子プローブマイクロアナリシスを使用して調査されました。 HPDC実験では、ショットスリーブの凝固条件は、主に注湯時の溶融金属の過熱度を変化させることによって調査されました。これは、鋳物中の微細構造に大きな影響を与えました。外部凝固結晶(ESC)の割合は、AM60とA356ダイカストの両方で、ゲート付近で一貫して最大であることがわかりました。これは、固有のショットスリーブ凝固条件とプランジャーの動きによって設定された流れに起因すると考えられます。過熱度を上げると、鋳物中のESCの割合が減少しました。さらに、高い過熱度は、AM60とA356鋳物の両方で、樹枝状/伸長した幹の形態を持つESCを与え、低い過熱度は、より粗く、より球状のESCを生成しました。ESCは通常、ダイカストのゲートから遠く離れた断面の中央領域に向かって偏析しました。 AM60ダイカストの製造において、ショットスリーブ壁に薄い断熱コーティング層を適用すると、鋳物中のすべてのESCがほぼ除去されました。A356合金(およびショットスリーブコーティングなし)を使用した場合、(Tiを固溶させない状態で)ESCの割合が大幅に減少しましたが、AlTi5B1結晶粒微細化剤の添加は、ESCの割合の増加と鋳物中の結晶粒径の大幅な微細化を誘導しました。AlTi5B1結晶粒微細化剤をA356合金に添加すると、球状ESCの形成が促進されました。 制御された実験室レベルの重力ダイカスト実験では、典型的なHPDC微細構造が、半凝固金属を鋼製ダイに注湯することによって作成されました。ESCは、最大充填(ESCの割合〜35〜40%)に達するまで、流れの間に中央領域に偏析/移動することがわかりました。偏析の程度は、ESCの割合によって決定され、ダイ温度はESCの位置に影響を与えます。ESCの偏析は、揚力の結果として流れの間に発生すると説明されました。 縞状欠陥の形成も研究されました。縞の位置は、ダイ温度とESCの割合によって影響を受けました。縞の性質とその発生に基づいて、欠陥縞の形成に関する新しい理論が提案されました。流れの間、ダイ壁からの固体の分布は、3つの領域で構成されています。1)壁面の固体分率勾配。2)運搬する低固体分率領域(3)ESCのネットワーク。変形速度が樹枝状晶間の流速を超える臨界固体分率が存在します。誘導応力がネットワーク強度を超えると、変形は滑りによって発生し、その後に液体の流れが続きます。液体の流れは、凝固収縮、内部ESCネットワーク上の静水圧、および液体を引き込むギャップの形成によって引き起こされます。 3. 研究背景: 研究トピックの背景: 輸送産業、特に自動車産業は、堅牢な部品の開発において軽量材料を求めることを義務付けられています。したがって、アルミニウムおよびマグネシウム合金の世界的な生産量が増加しており、アルミニウムの消費量は、既存の一次金属の生産能力を同時に上回っています。したがって、リサイクルおよび燃料消費規制の要件を満たす統合機能を備えた軽量製品を提供できる、経済的に持続可能なプロセスを開発または発明する必要があります。高圧ダイカスト(HPDC)は、これらの要求に非常に適した方法です。 HPDCは、複雑で薄肉のニアネットシェイプ鋳物の製造のための、全自動、大容量、高生産性のプロセスであり、部品重量は数グラムから15kg以上まで及びます。従来はハウジングなどの製造に利用されてきましたが、これは変化しました。現在、実現可能な製品は、マグネシウム合金の自動車用フロントエンド構造およびインストルメントパネル、アルミニウム合金のBピラーです。しかし、HPDCが拡張された自動車用途で競争力を持ち、新しい市場セグメントにとって魅力的であるためには、耐衝撃性と疲労特性を改善し、プロセスと金属挙動の科学的な理解が必要です。 既存研究の状況: HPDCプロセスにおける金属挙動に関する研究は、多くの研究者によって行われてきました。数値モデリングと実験的研究は一般的に類似した構成的な金属挙動を明らかにしています。ショットスリーブ充填シミュレーションと主要な流れの特性は、図6 [32, 33]に示されており、主な流れの特性は次のとおりです。1)金属はプランジャー付近のショットスリーブ底部に衝突します。2)ショットスリーブの端まで流れ、次に後方に流れます。3)サージ波が注湯口に向かって後退します。4)さらに、金属はプランジャーに継続的に洗い流され、部分的にそこに蓄積します(図6aの上部にある速度スケールバーに注意してください)。サージ波は、金属の流れがフルード数[35]、Fr = v /(gh)1/2によって特徴付けられる油圧ジャンプ[34]に似ています。金属が充填中にどこに配置されるかを考慮することが重要です。図6b [33]に示すように、緑色の粒子は初期に溶融金属に浸漬され、主にダイ付近に配置されます。より「古い」赤色と黄色の粒子はプランジャー付近に残ります。
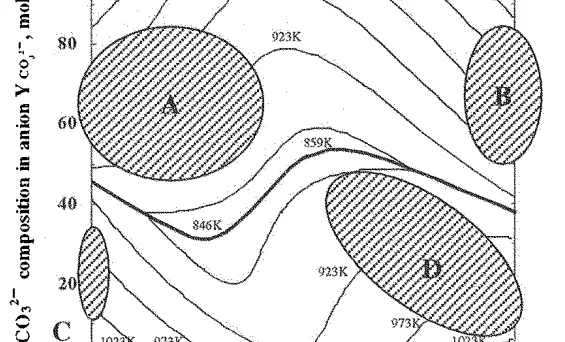
This paper introduction was written based on the [‘Bending Strength of Salt Core Comprised of KCI-NaCl-Na2CO3-K2CO3 Systems’] published by [‘The Japan Foundry Engineering Society’]. 1. 概要: 2. 概要または序論 本論文は、アンダーカット形状製品の製造に不可欠な高圧ダイカスト用崩壊性中子として有望な水溶性ソルト中子の抗折強度に焦点を当てています。特に、NaCl-KCI-Na₂CO₃-K₂CO₃多成分系からなるソルト中子の強度を調査しました。研究アプローチは、塩混合物の熱力学的考察と四点曲げ試験による実験的検証を組み合わせたものです。熱力学データから算出された相図と熱力学関数は、高強度が期待できる4つの組成領域を示唆しています。曲げ試験による実験的強度マッピングにより、3つの組成領域で20MPaを超える高強度が達成され、理論的予測と一致することが示されました。これらの高強度塩混合物は、高圧ダイカストへの適用に適していると評価できます。高強度組成の一部では、液相線温度が873Kから973Kの範囲であり、溶融塩からのソルト中子製造を容易にします。別の領域では、15MPaを超える高強度が確認されましたが、高強度を示す組成範囲は限られていました。SEM-EDX分析により、試料間で一次塩化物相中のナトリウム含有量が異なることが示され、ナトリウム含有量が一次相の強度と試料全体の強度に影響を与える可能性が示唆されました。塩化物相の分解領域では、一次相が塩化物である場合、強度が比較的低いことが判明しました。 3. 研究背景: 研究トピックの背景: アルミニウム合金ダイカストは、軽量、高強度、耐食性、成形性に優れているため、自動車部品などに広く利用されています。しかし、従来のダイカスト法ではアンダーカット形状の製品製造が困難です。崩壊性中子は、この制約を克服するために不可欠であり、その開発はダイカスト研究において再び注目されています。アンダーカット製品のダイカスト化には、高速射出と高鋳造圧力に耐える十分な強度と、製品からの容易な除去性を備えた崩壊性中子の開発が不可欠です。 既存研究の現状: 先行研究では、塩化物と炭酸塩の二元系混合塩、特にNaCl-Na₂CO₃系およびKCI-K₂CO₃系からなる水溶性ソルト中子が検討されました。これらの研究により、これらの二元系から作製されたソルト中子が、強化材なしでも高い強度を示すことが実証され、ダイカストへの応用可能性が示唆されました。ソルト中子の溶融成形には、873〜973K程度の低い液相線温度が望ましいです。このような液相線温度を有する混合塩としては、NaCl-K₂CO₃系やKCI-Na₂CO₃系、MgCl₂、CaCl₂、Na₂SO₄、CaCO₃などが挙げられます。KCI-NaCl-K₂CO₃-Na₂CO₃四元系は、相図上で873〜973Kの液相線温度を示す組成範囲が広いにもかかわらず、その強度特性に関する系統的な研究は不足しています。 研究の必要性: KCI-NaCl-K₂CO₃-Na₂CO₃四元系は、有望な液相線温度範囲を示すにもかかわらず、その強度特性に関する系統的な研究が欠如しています。したがって、本研究は、この四元系塩の強度を包括的に調査し、ダイカスト用崩壊性中子としての可能性を評価することを目的としています。特に、高強度と中子製造に適した液相線温度の両立に焦点を当てます。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、KCI-NaCl-Na₂CO₃-K₂CO₃四元系塩の強度を詳細に調査することです。この調査は、特に高強度とコア製造に適した液相線温度の両方を達成することに焦点を当て、ダイカスト用途の崩壊性中子へのこの塩系の潜在的な利用を評価することを目的としています。 主な研究課題: 研究仮説: 5. 研究方法 研究デザイン: 本研究では、熱力学計算と実験的検証を組み合わせたアプローチを採用しています。Thermo-Calcを用いてNa⁺-K⁺-Cl⁻-CO₃²⁻系の相図と液相線温度を計算し、所望の特性を持つ組成領域を予測しました。実験的には、四点曲げ試験を用いて、四元系内の組成を変化させたソルト中子の曲げ強度を測定しました。 データ収集方法: 分析方法: 研究対象と範囲: 本研究は、KCI-NaCl-Na₂CO₃-K₂CO₃四元系から作製されたソルト中子に焦点を当てており、イオン比X(K⁺の陽イオン比)とY(CO₃²⁻の陰イオン比)を用いてNa⁺-K⁺-Cl⁻-CO₃²⁻系として表現しています。組成範囲は、XとYを10mol%刻みで系統的に変化させることで、四元系全体を網羅しています。 6. 主な研究成果: 主な研究成果: 提示されたデータの分析: