1.概要:
- タイトル: 異なる高速射出速度がマグネシウム合金真空ダイカスト品の成形品質に及ぼす影響 (Influence of Different Rapid Injection Velocity on Forming Quality of Magnesium Alloy Vacuum Die Casting)
- 著者: 陳思濤¹、宋東福²、戚文軍²、周峰¹ (Chen Sitao¹, Song Dongfu², Qi Wenjun², Zhou Feng¹)
- 出版年: 2024年
- 掲載誌/学会: 特種鋳造及び有色合金 (Special Casting & Nonferrous Alloys)
- キーワード: マグネシウム合金、プロセスパラメータ、真空ダイカスト (Magnesium Alloy, Processing Parameter, Vacuum Die Casting)
2. 研究背景:
本研究は、AZ91Dマグネシウム合金を用いて、真空ダイカスト工程における高速射出速度が製品品質に与える影響を調査します。マグネシウム合金は、高い比強度、比剛性、耐衝撃性、電磁シールド性、熱伝導性、リサイクル性などを持ち、航空宇宙、3C産業など幅広い分野で利用されています。従来の真空ダイカスト工程は、型キャビティの真空排気効率が低く、真空バルブの閉鎖が不安定で、バルブの応答速度が遅く、コストが高いなどの欠点がありました。そこで本研究では、全工程と半工程の排気チャネルを備えた真空ポンプシステムを設計し、これらの問題の解決を目指しました。高速射出速度は、真空ダイカスト品の微細構造と機械的特性に大きな影響を与えることが知られているため、本研究では様々な高速射出速度を適用してその影響を分析します。
3. 研究目的と研究課題:
- 研究目的: 自作の真空ポンプシステムを用いて、AZ91Dマグネシウム合金に関する3つの真空ダイカスト実験を行い、異なる高速射出速度が真空ダイカスト品の機械的特性と微細構造に及ぼす影響を調査すること。
- 主要な研究課題: 異なる高速射出速度は、マグネシウム合金真空ダイカスト品の成形品質にどのような影響を与えるか?
- 研究仮説: 高速射出速度は、マグネシウム合金真空ダイカスト品の成形品質に影響を与え、最適な高速射出速度が存在すると予想される。
4. 研究方法:
- 研究設計: AZ91Dマグネシウム合金の真空ダイカスト実験において、3つの異なる高速射出速度(3 m/s、4 m/s、5 m/s)を用いる実験計画法を採用しました。各条件で製造された部品の機械的特性と微細構造を分析しました。
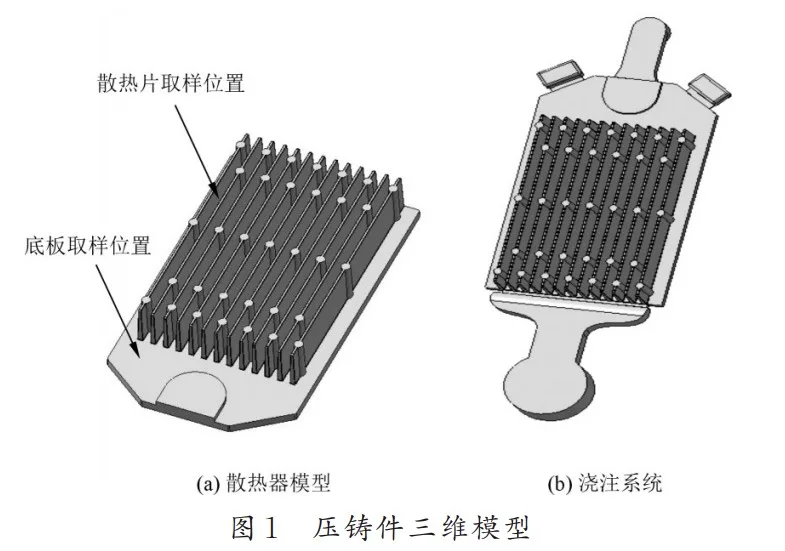
- データ収集方法: 自作の真空ポンプシステムを用いて、AZ91Dマグネシウム合金製のLEDヒートシンクを真空ダイカストで製造しました。3つの異なる高速射出速度(3 m/s、4 m/s、5 m/s)の条件でそれぞれサンプルを製造しました。
- 分析方法: 製造された部品の引張強度と伸び率を測定しました。金属顕微鏡を用いて微細構造を観察し、分析しました。
- 研究対象と範囲: AZ91Dマグネシウム合金製のLEDヒートシンク、高速射出速度(3 m/s、4 m/s、5 m/s)、真空ダイカスト工程。
5. 主要な研究結果:
- 主要な発見: 自作の真空ポンプシステムで製造されたダイカスト品は、通常のダイカスト品よりも機械的特性が優れていました。高速射出速度が3 m/sの場合、表面に冷隔や流れ痕が発生しやすく、内部には多くの収縮空隙と気孔が現れました。高速射出速度が5 m/sの場合、バリが発生しやすく、内部には多くの収縮空隙が現れました。高速射出速度が4 m/sの場合、部品の形状は完全で、内部にはわずかな収縮空隙しか存在せず、ヒートシンクの引張強度は226 MPa、伸び率は5.4%に達しました。
- 統計的/定性的分析結果: 表3に示すように、高速射出速度が4 m/sの場合、引張強度(226 MPa)と伸び率(5.4%)が最も高くなりました。図4は、3 m/sで製造された部品の表面欠陥(冷隔と流れ痕)を示しています。図5と図6は、それぞれ異なる高速射出速度で製造された部品の微細構造を示す顕微鏡写真です。3 m/sと5 m/sの条件では多くの収縮空隙と気孔が観察されましたが、4 m/sの条件では収縮空隙は少なく観察されました。
- データ解釈: 高速射出速度が4 m/sの場合に最適な結果が得られ、これは4 m/sが金属の流れと凝固に適した速度であることを示唆しています。3 m/sは遅すぎて表面欠陥が発生し、5 m/sは速すぎてバリが発生しました。
- 図表一覧と説明: (中国語の要約で詳述されている図1~6と表1~3の説明)
6.結論と考察:
本研究の結果は、自作の真空ポンプシステムを用いたAZ91Dマグネシウム合金真空ダイカストにおいて、高速射出速度が4 m/sの場合に最適な機械的特性(引張強度226 MPa、伸び率5.4%)を示すことを明らかにしました。3 m/sと5 m/sでは、それぞれ表面欠陥とバリ発生という問題が発生しました。本研究は、真空ダイカスト工程の最適化に関する重要な示唆を与えています。ただし、サンプル数が限られているという限界があります。
7. 今後の研究:
本研究の今後の研究は、より幅広い高速射出速度と異なるマグネシウム合金を用いた追加実験を行い、最適な工程パラメータの範囲を広げることを含むことができます。また、様々な形状の部品に関する研究や、数値解析による工程最適化研究がさらに必要です。
8. 参考文献要約:
参考文献の完全なリストについては、元の論文(127ページ、129ページ)を参照してください。
著作権と参考文献:
この要約は、陳思濤らの論文「異なる高速射出速度がマグネシウム合金真空ダイカスト品の成形品質に及ぼす影響」に基づいて作成されました。
出典:DOI: 10.15980/j.tzzz.2024.01.025
この要約は上記の論文に基づいて要約作成されており、無断で商業目的で使用することは禁止されています。
Copyright © 2025 CASTMAN. All rights reserved.