주조 온도 최적화: LM4 알루미늄 합금의 표면 조도 개선 비결
이 기술 요약은 Deepak Singh 외 저자가 2015년 MIT International Journal of Mechanical Engineering에 발표한 논문 "Effect of Pouring Temperature on Surface Roughness of LM4 Aluminium Alloy using Die Casting Process"를 기반으로 하며, CASTMAN의 기술 전문가들이 분석 및 요약했습니다.
키워드
- 주요 키워드: 주조 온도
- 보조 키워드: 다이캐스팅, LM4 알루미늄 합금, 표면 조도, 공정 최적화
Executive Summary
- 도전 과제: 다이캐스팅으로 생산된 알루미늄 부품의 최적 표면 마감을 달성하는 것은 지속적인 품질 관리의 핵심 과제입니다.
- 연구 방법: 본 연구는 다이캐스팅 공정에서 네 가지 다른 주조 온도(703°C, 723°C, 743°C, 763°C)가 LM4 알루미늄 합금의 표면 조도에 미치는 영향을 조사했습니다.
- 핵심 발견: 주조 온도를 높이면 표면 마감이 직접적으로 개선되며, 가장 높은 온도인 763°C에서 가장 낮은 표면 조도 값(2.18µm)을 달성했습니다.
- 핵심 결론: LM4 알루미늄 합금 다이캐스팅에서 고품질 표면 마감을 위해서는 더 높은 주조 온도를 설정하는 것이 유리합니다.
도전 과제: 이 연구가 다이캐스팅 전문가에게 중요한 이유
다이캐스팅은 정밀한 최종 형상(near net shape)의 부품을 대량 생산하는 핵심 제조 공정입니다. 특히 자동차, 전자, 항공우주 산업에서 생산되는 부품들은 우수한 표면 품질이 요구되는 경우가 많습니다. 표면 조도는 부품의 성능, 내구성, 그리고 후속 공정(도장, 코팅 등)의 품질에 직접적인 영향을 미치는 중요한 품질 지표입니다. 그러나 최적의 표면 조도를 일관되게 달성하는 것은 공정 변수에 대한 깊은 이해를 필요로 하는 기술적 과제입니다. 이 연구는 다이캐스팅 공정의 핵심 변수인 '주조 온도'가 LM4 알루미늄 합금의 표면 조도에 구체적으로 어떤 영향을 미치는지 규명하여, 현장의 엔지니어들이 겪는 품질 문제를 해결할 실질적인 데이터를 제공합니다.
연구 접근법: 방법론 분석
본 연구는 주조 온도가 표면 조도에 미치는 영향을 체계적으로 평가하기 위해 다음과 같은 실험 설계를 사용했습니다.
- 소재: 연구에는 LM4 알루미늄 합금이 사용되었습니다. 상세한 화학 성분은 아래 표 1과 같습니다.
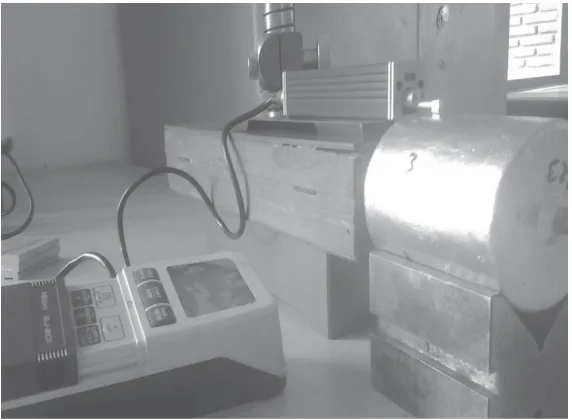
- 장비: 알루미늄 합금을 용해하기 위해 저항로가 사용되었으며, 용탕의 온도는 붓는 동안 도가니 내부의 열전대를 사용하여 측정되었습니다. 생산된 주조품의 표면 조도는 Mitutoyo Corporation의 표면 조도 시험기(SJ-201P)를 사용하여 측정되었습니다.
- 핵심 변수: 실험의 핵심 변수는 주조 온도로, 703°C, 723°C, 743°C, 763°C의 네 가지 조건으로 설정되었습니다.
- 측정: 표면 조도는 ISO4287 규범에 따라 평균 조도(Ra) 값으로 측정되었으며, 각 실험 조건마다 여러 번의 관측을 통해 평균값을 도출하여 데이터의 신뢰성을 확보했습니다.
표 1: 알루미늄 합금(LM4)의 조성 | 성분 | 중량비(%) | 성분 | 중량비(%) | | :--- | :--- | :--- | :--- | | Si | 5.24 | Cu | 0.0670 | | Ti | 0.0081 | B | 0.00091 | | Ga | 0.0091 | Li | <0.00020 | | Zr | 0.0062 | Sn | 0.0043 | | Mg | 0.281 | Ni | 0.0029 | | Bi | <0.0010 | Cd | <0.00010 | | Pb | <0.00050 | Sr | 0.00011 | | Fe | 0.289 | Al | 93.5 | | Ag | 0.00025 | Cr | 0.0093 | | Hg | <0.0020 | Ca | 0.0047 | | Mn | 0.143 | Zn | 0.428 | | Be | <0.00010 | Co | <0.0010 | | Na | 0.00029 | V | 0.0047 |
핵심 발견: 주요 결과 및 데이터
연구 결과, 주조 온도와 표면 조도 사이에는 명확한 상관관계가 있음이 밝혀졌습니다.
결과 1: 주조 온도 상승에 따른 표면 조도 개선
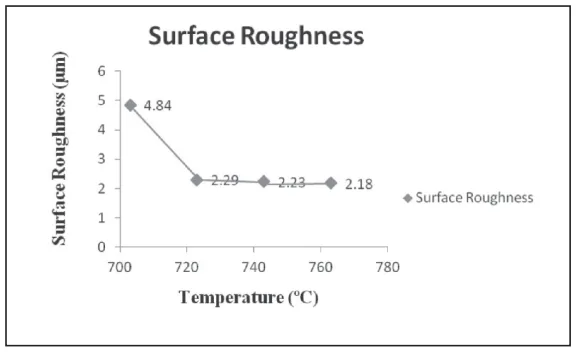
가장 중요한 발견은 주조 온도가 높아질수록 표면 조도가 개선(Ra 값이 낮아짐)된다는 것입니다. 그림 6과 표 2에서 볼 수 있듯이, 주조 온도가 703°C일 때 평균 표면 조도는 4.84µm였으나, 온도를 763°C로 높이자 2.18µm까지 크게 향상되었습니다. 이는 주조 온도가 표면 품질을 제어하는 매우 효과적인 변수임을 시사합니다.
표 2: 표면 조도 실험 결과 (단위: µm) | 관측 | P1 (703°C) | P2 (723°C) | P3 (743°C) | P4 (763°C) | | :--- | :--- | :--- | :--- | :--- | | 1 | 4.37 | 1.95 | 2.26 | 2.60 | | 2 | 4.7 | 2.32 | 1.45 | 2.49 | | 3 | 5.67 | 2.11 | 2.45 | 2.66 | | 4 | 3.43 | 2.84 | 2.76 | 1.71 | | 5 | 4.25 | 2.26 | 2.23 | 1.46 | | 평균 | 4.84 | 2.29 | 2.23 | 2.18 |
결과 2: 표면 조도 변화의 원인
연구진은 이러한 표면 조도 변화가 용융된 알루미늄 합금과 금형(마일드 스틸) 사이의 '부착력(adhesion forces)'과 용융 알루미늄 입자들 사이의 '응집력(cohesion forces)'의 상호작용 때문이라고 설명합니다. 온도가 증가함에 따라 이러한 힘의 균형이 변화하여 더 매끄러운 표면을 형성하는 데 기여하는 것으로 분석됩니다.
R&D 및 운영을 위한 실질적 시사점
- 공정 엔지니어: 이 연구는 LM4 합금 부품의 표면 마감을 개선하기 위해 주조 온도를 상향 조정하는 것(구체적으로 763°C 근방)이 직접적인 해결책이 될 수 있음을 시사합니다.
- 품질 관리팀: 논문의 표 2와 그림 6 데이터는 주조 온도가 표면 조도(Ra 값)에 미치는 영향에 대한 명확한 기준을 제공합니다. 이는 품질 검사 기준을 설정하고 공정 관리 한계를 정립하는 데 유용한 정보가 될 수 있습니다.
논문 상세 정보
Effect of Pouring Temperature on Surface Roughness of LM4 Aluminium Alloy using Die Casting Process
1. 개요:
- 제목: Effect of Pouring Temperature on Surface Roughness of LM4 Aluminium Alloy using Die Casting Process
- 저자: Deepak Singh, Aman, Tarang Vardhan Gupta
- 발행 연도: 2015
- 학술지/학회: MIT International Journal of Mechanical Engineering
- 키워드: Die Casting, aluminium alloy, Surface Roughness
2. 초록:
본 논문은 다이캐스팅의 주조 온도가 LM4 알루미늄 합금의 표면 조도에 미치는 영향을 조사하기 위한 연구에 초점을 맞춥니다. 현재 연구에서는 다이캐스팅 공정을 사용하여 LM4 알루미늄 합금의 표면 조도에 대한 주조 온도의 영향을 결정하기 위해 LM4 알루미늄이 고려되었습니다. 실험을 위해 703°C, 723°C, 743°C, 763°C의 네 가지 다른 주조 온도가 고려되었습니다.
3. 서론:
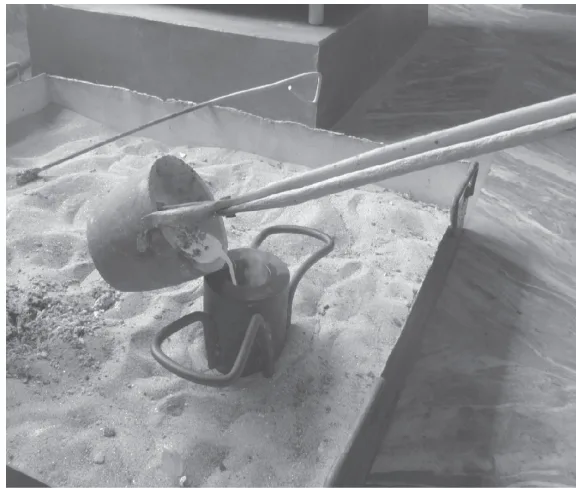
영구 주형 주조 공정은 용융된 금속을 국자나 용기에서 주형으로 붓고, 중력 외에 다른 힘 없이 캐비티를 채우는 방식입니다. 이는 모래 주형 제작과 유사하지만, 다이를 기울여 충전을 제어할 수 있습니다. 이 공정은 주로 주철에 사용되며, 때때로 비철 주물에도 사용됩니다. 주형은 내열성 주철로 만들어지며 효율적인 공기 냉각을 위해 표면에 핀이 제공됩니다. 그래비티 다이캐스팅은 중력을 이용하여 영구 주형(또는 다이)을 용융된 재료로 채웁니다.
4. 연구 요약:
연구 주제의 배경:
다이캐스팅은 많은 엔지니어링 응용 분야에서 고품질 제품을 생산하는 데 널리 사용되는 '최종 형상에 가까운(near net shape)' 제조 공정입니다. 알루미늄 제품은 자동차 엔진 실린더 블록 및 헤드, 케이터링 장비 그릴 등 다양한 기술 및 비기술 분야에서 주조 공정을 통해 생산되므로, 본 연구의 재료로 알루미늄 합금이 선택되었습니다.
이전 연구 현황:
이전 연구들은 주로 스퀴즈 캐스팅 공정에서 LM25, LM6, ZA3 합금의 기계적 특성에 대한 첨가물 및 주조 온도의 영향을 다루었습니다. Dong 등[1]은 철과 스트론튬 첨가물의 효과를, Yang[2, 3]은 주조 온도와 응고 시간이 기계적 특성에 미치는 영향을 조사했습니다. 그러나 본 연구는 다이캐스팅 공정에서 LM4 합금의 '표면 조도'에 대한 '주조 온도'의 직접적인 영향을 규명하는 데 중점을 둡니다.
연구 목적:
본 연구의 목적은 다이캐스팅 공정에서 주조 온도를 변화시켰을 때 LM4 알루미늄 합금의 표면 조도가 어떻게 변하는지 실험적으로 조사하고 정량화하는 것입니다.
핵심 연구:
LM4 알루미늄 합금을 네 가지 다른 온도(703°C, 723°C, 743°C, 763°C)로 주조한 후, 각 조건에서 생산된 주조품의 표면 조도(Ra)를 측정하여 온도와 표면 품질 간의 관계를 분석했습니다.
5. 연구 방법론
연구 설계:
본 연구는 실험적 연구 설계를 따릅니다. 단일 변수(주조 온도)를 네 가지 수준으로 제어하고, 종속 변수(표면 조도)에 미치는 영향을 측정했습니다.
데이터 수집 및 분석 방법:
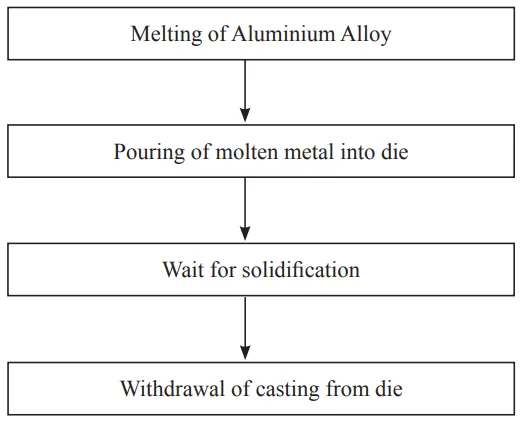
알루미늄 잉곳을 저항로에서 용해시킨 후, 미리 설정된 온도로 다이에 주입했습니다. 응고 후 주조품을 꺼내 Mitutoyo 표면 조도 시험기(SJ-201P)를 사용하여 ISO4287 규범에 따라 표면 조도(Ra)를 측정했습니다. 각 온도 조건에 대해 여러 번의 측정을 수행하고 그 평균값을 최종 결과로 사용했습니다.
연구 주제 및 범위:
이 연구는 LM4 알루미늄 합금을 사용한 다이캐스팅 공정에 국한됩니다. 연구의 범위는 주조 온도가 표면 조도에 미치는 영향만을 평가하는 것으로, 다른 기계적 특성이나 미세구조 분석은 포함하지 않습니다.
6. 주요 결과:
주요 결과:
- 주조 온도가 증가할수록 표면 조도는 개선되었습니다(Ra 값이 감소).
- 가장 낮은 주조 온도인 703°C에서 평균 표면 조도는 4.84µm로 가장 높았습니다.
- 가장 높은 주조 온도인 763°C에서 평균 표면 조도는 2.18µm로 가장 낮았습니다.
- 실험에 사용된 모든 주조 온도에서 건전한 주조품(Sound Casting)이 생산되었습니다.
그림 이름 목록:
- Fig. 1: Die Casting Process
- Fig. 2: Steps involve in Die casting
- Fig. 3: Resistance furnance used for melting
- Fig. 4: Outline describing the preparation of casting
- Fig. 5: Surface roughness testing of specimen
- Fig. 6: Variation of Surface Roughness with Temperature
7. 결론:
위의 실험 연구로부터 다음과 같은 결론을 도출했습니다. 주조 온도가 증가함에 따라 표면 마감이 개선되었습니다. 최고의 표면 마감 값(2.18µm)은 763°C의 주조 온도에서 얻어졌습니다. 모든 주조 온도에서 건전한 주조품이 얻어졌습니다.
8. 참고 문헌:
- Dong, J., Karnezis P.A., The effect of Sr and Fe additions on the microstructure and mechanical properties of a direct squeeze cast Al-7Si-0.3Mg alloy, Metallurgical and Materials Transactions A, Volume 30, Issue 5, pp. 1341-1356, 1999.
- Yang, L.J., The effect of casting temperature on the properties of squeeze cast aluminium and zinc alloys. Journal of Materials Processing Technology, 140, pp. 391-396, 2003.
- Yang L.J., The effect of solidification time in squeeze casting of aluminium and zinc alloys. Journal of Materials Processing Technology, 192–193. pp. 114–120, 2007.
- Maleki, A., Shafyei, Niroumand, "Effects of squeeze casting parameters on the microstructure of LM13 alloy" J. Mater. Process. Technol. 209, pp. 3790-3797, 2009.
- Senthil, K.S.A., "Optimization of squeeze casting parameters for non-symmetrical AC2A aluminium alloy castings through Taguchi method" Journal of Mechanical Science and Technology 26 (4), pp. 1141-1147, 2012.
- Jatinder Madan and Ravindra Kumar Saxena, "Process Simulation Of Die Casting" Lecture On Process Simulation Of Die Casting, IIM Delhi Chapter, New Delhi (07-11-2011).
- ASM Handbook (Vol. 15) Casting.
- ASM Handbook (Vol. 8) Material Testing and Evaluation.
- ASM Metals Handbook (Vol. 17) Non Destructive Evaluation and Quality Control.
- ASM Metal Handbook (Vol. 2) Properties and Selection: Non-ferrous Alloys and Special-Purpose Materials.
전문가 Q&A: 자주 묻는 질문
Q1: 이 연구에서 LM4 알루미늄 합금을 선택한 특별한 이유가 있나요?
A1: 논문에 따르면, 알루미늄 합금은 주조 공정을 통해 자동차 부품과 같은 기술 분야와 가정용 장식품 같은 비기술 분야 모두에서 광범위하게 사용되기 때문에 연구 재료로 선택되었습니다. LM4는 이러한 범용성을 대표하는 합금 중 하나로 볼 수 있습니다.
Q2: 표면 조도를 측정할 때 사용된 구체적인 표준은 무엇인가요?
A2: 표면 조도는 ISO4287 규범에 기초하여 측정되었습니다. 구체적으로, 측정된 거칠기 프로파일이 중심선에서 벗어난 편차의 산술 평균으로 정의되는 평균 조도(Ra) 값을 사용했습니다.
Q3: 논문은 703°C와 723°C 사이에서 표면 조도가 급격히 감소하는 것을 보여줍니다. 이러한 전반적인 경향에 대해 제시된 원인은 무엇입니까?
A3: 논문은 온도가 증가함에 따라 표면 조도가 감소하는 현상을 용융된 합금과 금형 사이의 '부착력'과 용융 합금 입자 자체의 '응집력' 사이의 상호작용으로 설명합니다. 온도가 높아지면 이 두 힘의 균형이 변하여 더 매끄러운 표면 형성에 기여하는 것으로 보입니다.
Q4: 온도 제어 및 측정을 위해 어떤 장비가 사용되었나요?
A4: 합금 용해에는 디지털 미터가 부착된 저항로가 사용되었습니다. 용융된 금속의 온도는 주입(pouring) 과정에서 도가니 내부에 위치한 열전대를 사용하여 측정되었습니다.
Q5: 가장 높은 주조 온도인 763°C에서 다른 결함이나 문제는 관찰되지 않았나요?
A5: 논문은 "모든 주조 온도에서 건전한 주조품이 얻어졌다"고 결론 내리고 있습니다. 이는 본 연구의 범위 내에서 가장 높은 온도인 763°C에서도 심각한 결함이 보고되지 않았음을 의미합니다.
결론: 더 높은 품질과 생산성을 향한 길
이 연구는 다이캐스팅 공정에서 주조 온도가 LM4 알루미늄 합금의 표면 품질에 직접적이고 예측 가능한 영향을 미친다는 명확한 증거를 제시합니다. 핵심적인 발견은 주조 온도를 높이면 표면이 더 매끄러워진다는 것으로, 이는 품질 향상을 목표로 하는 현장 엔지니어들에게 매우 실용적인 지침을 제공합니다. R&D 및 운영팀은 이 데이터를 활용하여 공정을 최적화하고 최종 제품의 가치를 높일 수 있습니다.
"CASTMAN은 최신 산업 연구 결과를 적용하여 고객이 더 높은 생산성과 품질을 달성할 수 있도록 돕는 데 전념하고 있습니다. 이 논문에서 논의된 과제가 귀사의 운영 목표와 일치한다면, CASTMAN의 엔지니어링팀에 연락하여 이러한 원칙을 귀사의 부품에 어떻게 구현할 수 있는지 논의해 보십시오."
저작권 정보
- 이 콘텐츠는 "[Deepak Singh 외]" 저자의 논문 "[Effect of Pouring Temperature on Surface Roughness of LM4 Aluminium Alloy using Die Casting Process]"를 기반으로 한 요약 및 분석 자료입니다.
- 출처: MIT International Journal of Mechanical Engineering, Vol. 5, No. 2, August 2015, pp. 118-121
이 자료는 정보 제공 목적으로만 사용됩니다. 무단 상업적 사용을 금지합니다. Copyright © 2025 CASTMAN. All rights reserved.