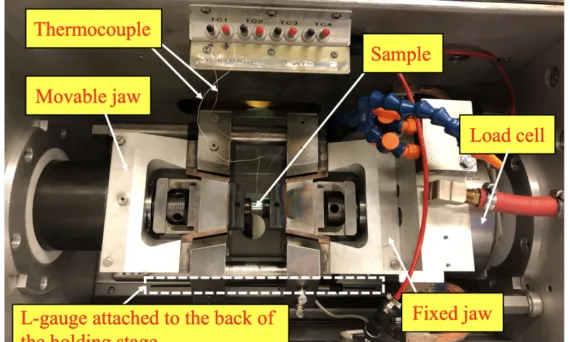
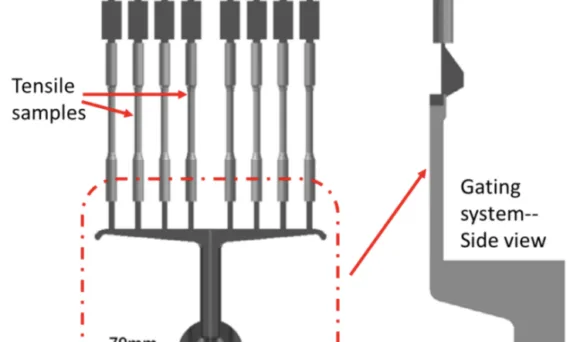
user 04/10/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , STEP , 자동차 本紹介資料は、「Luleå University of Technology」により発行された論文「Material characterization of aluminum alloys for automotive and aerospace applications」に基づいています。 1. 概要: 2. 抄録: アルミニウム合金は、自動車、特に航空機の構造部品に広く使用される材料の一つです。シミュレーションによるこれらの部品の性能と寿命の妥当な予測には、高度な物理ベースの材料モデルの使用が必要です。このようなモデルは、様々な変形条件下での機械的応答と、その根底にある微細構造の進展に基づいています。上記の動機を踏まえ、本博士論文の目的は、AA7075-T651合金およびリサイクルAlSi10MnMg(Fe)合金の加工、微細構造、機械的挙動、破壊挙動の関係を調査し理解することでした。 第一に、押出丸棒から最初に引き出されたAA7075-T651合金の変形挙動を、低ひずみ速度(0.01および1 s⁻¹)および高ひずみ速度(1400 – 5300 s⁻¹)で、室温(RT)から500 °Cの範囲の変形温度での圧縮試験を通じて調査しました。低ひずみ速度変形では、合金は200 °Cまで1 s⁻¹のひずみ速度から生じる断熱加熱により、より多くの軟化を経験しました。200 °Cを超えると、軟化効果は動的回復(dynamic recovery)および動的再結晶(dynamic recrystallization)に取って代わられ、これらは0.01 s⁻¹のひずみ速度によって促進されました。高ひずみ速度および高温での変形は、材料中に断熱せん断帯(ASBs)および亀裂の形成をもたらしました。ASBsおよび亀裂の形成と成長の可能性は、ひずみ速度からの有意な影響を無視して、ひずみと温度の増加とともに増加しました。 第二に、高圧ダイカスト(HPDC)によって製造されたリサイクル二次AlSi10MnMg(Fe)合金を調査しました。二次合金は、その従来の一次対応物、すなわちAlSi10MnMg合金によって発揮される範囲内の強度と延性を示す大きな可能性を示しましたが、その引張特性は、鋳造表面に不均一に形成された微細粒スキン層によって制限されました。スキン形成における前記の不均一性は、「波と湖(waves and lakes)」タイプの鋳造欠陥に対応していました。このような不均一なスキン層は、隣接するマトリックスとの結合不良により急激な破壊を起こすことによって、二次合金の延性を制限しました。本研究で使用されたAlSi10MnMg(Fe)合金には、HPDC加工材料の破壊の背後にある駆動要因として知られている気孔、コールドフレーク、および金属間化合物が豊富に含まれていましたが、不均一なスキンからの影響が支配的であることが判明しました。 3. 序論: アルミニウム合金は、高強度、軽量性、寸法安定性などの特性により、自動車および航空機の構造部品に広く使用されています。部品の性能と寿命を正確に予測するには、様々な条件下での材料の挙動の理解に基づく、高度な物理ベースの材料モデルが必要です。これらのモデルは、微細構造の進展を機械的応答と関連付けます。本研究は、2つのアルミニウム合金、すなわち押出されたAA7075-T651(航空機用フィッティング、ギアなどに使用)と、高圧ダイカスト(HPDC)で加工されたリサイクル二次AlSi10MnMg(Fe)(自動車用ショックタワーなどの代替候補)の特性評価に焦点を当てています。これらの合金の性能は、製造中に付与される初期微細構造と、様々な条件下での変形中の微細構造の進展によって影響を受けます。本論文は、様々な温度およびひずみ速度条件下でのこれら2つの合金の加工、微細構造、機械的挙動、および破壊の関係を調査することを目的としています。 4. 研究の概要: 研究トピックの背景: 自動車および航空宇宙用途におけるアルミニウム合金部品の正確な性能予測には、堅牢な材料モデルが必要です。これらのモデルの開発と較正には、関連する使用条件下(様々な温度およびひずみ速度)での機械的挙動および関連する微細構造の進展に関する詳細な実験データが必要です。本研究は、航空宇宙分野で一般的な高強度展伸材であるAA7075-T651と、持続可能な自動車用途を対象としたHPDCプロセスによって製造されたリサイクル二次AlSi10MnMg(Fe)合金に焦点を当てています。リサイクルHPDC合金の挙動を理解することは、二次合金への関心の高まりと、HPDCプロセスおよびリサイクルによって導入される複雑さのため、特に重要です。 先行研究の状況: AA7075については、低ひずみ速度変形は研究されていますが、高温で起こる動的回復(DRV)および動的再結晶(DRX)現象を示す詳細な微細構造解析(EBSDなど)が不足しています。さらに、高ひずみ速度(10³ s⁻¹)変形挙動、特に高温でのデータは乏しいです。リサイクル二次AlSi10MnMg(Fe) HPDC合金については、その微細構造の進展と機械的特性に関する文献は限られています。具体的には、表面スキン層の形成とその影響、特にその潜在的な不均一性と他の鋳造欠陥と比較した機械的特性への影響は、十分に調査されていません。 研究の目的: 主な目的は、押出AA7075-T651およびHPDCリサイクル二次AlSi10MnMg(Fe)合金における加工、微細構造、機械的挙動、および破壊の関係を調査し理解することです。本研究は以下の問いに取り組んでいます: 核心研究: 本研究は、2つの主要な調査を含んでいました: 5. 研究方法論 研究設計: 本研究は、材料特性評価に焦点を当てた実験的アプローチを採用しました。2つの異なるアルミニウム合金が研究されました:押出丸棒として提供されたAA7075-T651と、高圧ダイカスト(HPDC)によって段付き厚さ部品に加工されたリサイクル二次AlSi10MnMg(Fe)合金。方法論は、これらの材料を様々な条件下(温度、ひずみ速度)で機械試験に供し、その後、それらの微細構造と破壊挙動を分析することを含んでいました。 データ収集および分析方法: 研究トピックと範囲: 本研究は以下に焦点を当てました:
Read More
user 04/07/2025 Aluminium-J , Technical Data-J Al-Si alloy , AZ91D , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Review , Segment , STEP この入門記事は、”[アルミニウム-ケイ素合金の高圧ダイカストにおけるダイラタントせん断帯の進化]”という論文に基づいており、”[Preprints.org]”によって公開されました。 1. 概要: 2. 概要: 介在樹枝状晶気孔と正の巨視的偏析の帯は、圧力ダイカストで一般的に観察され、先行研究では、それらが粒状材料中のダイラタントせん断帯と密接な関係があることが示されています。近年の技術開発にもかかわらず、液相線温度と固相線温度の間の合金に対する高圧ダイカスト(HPDC)プロセスにおけるダイラタンシーを支配する微視的メカニズムは、依然として完全には解明されていません。HPDCにおけるダイラタントせん断帯の進化に対する流動と外部凝固晶(ESC)のサイズの影響を調査するために、Al8SiMnMg合金のHPDCサンプルを製造するために、さまざまな充填速度が試行されました。本研究では、結晶の破砕がダイラタンシー濃度の低下を伴い、それによって不明瞭なせん断帯が生成されることを示しています。結晶の破砕が停滞すると、充填速度のさらなる増加(2.2 ms-1から4.6 ms-1)に関連する強化された変形速度は、ダイラタンシーを高度に集中したせん断帯に局在化させます。最適なピストン速度は3.6 ms-1であり、その下では、平均ESCサイズが最小に達し、平均降伏応力と強度と伸びの全体的な積が、それぞれ最大値144.6 MPaと3.664 GPa%に達します。粒状媒体における力鎖座屈の概念を採用することにより、等軸凝固合金におけるダイラタントせん断帯の進化は、OpenFOAMにおけるDEM型モデリングによるさらなる検証に基づいて適切に説明できます。ESC強化ダイレーションの3つのメカニズムが提示され、ESCの存在とそれに続くせん断帯特性に関する以前の報告を解明しています。粒状材料の物理学を等軸凝固合金に適用することにより、HPDCにおけるプロセス最適化と微細構造モデリングに独自の機会がもたらされます。 3. 導入: 高圧ダイカスト(HPDC)は、その高い生産性、寸法精度、および優れた機械的特性により、軽金属の一般的な製造プロセスとして強調されています。ただし、HPDCの射出段階は、急速な充填速度と狭いインゲートに起因する激しい乱流によって特徴付けられます。ヴァンレンスの方程式によって定義されるJファクター[式1]は、初期の流動状態を示す重要なパラメータとして導入されており、製品品質に重大な影響を与えます。 論文は、射出時の集中的な溶融金属せん断が、最終的な微細構造で観察される粗大な外部凝固晶(ESC)の形態と分布に大きな影響を与えることを指摘しています。先行研究が引用されており、充填速度が結晶の破砕と再溶解に影響を与えること、およびESCの存在が凝固合金のレオロジーと欠陥帯の特性に影響を与えることが示されています。 先行研究に基づき、著者らは、等軸凝固合金のレオロジーは、凝集力のない圧縮された粒状材料として解釈できると述べています。このような集合体中の粒子は、収縮と膨張の領域を形成するために再配置することにより、圧縮およびせん断荷重に応答することが言及されています。Al-7Si-0.3MgやMg-9Al-0.7Zなどの合金では、せん断応力の増加は体積膨張(レイノルズのダイラタンシー)[14]につながり、最終的にはせん断帯に局在化します。研究はまた、HPDCプロセスパラメータ、特に増圧段階と熱条件が、せん断帯の形成に影響を与える上で重要であることを示唆しています。この研究は、帯域特性に対する流れ条件の影響を調査することを目的としており、ダイラタントせん断帯の形成における力鎖座屈の影響に焦点を当て、HPDCにおけるESC強化ダイレーションに関する3つの新しいメカニズムを提示します。充填速度がダイラタントせん断帯の進化と結晶形態に及ぼす影響について議論します。 4. 研究の概要: 研究トピックの背景: この研究では、圧力ダイカストで一般的に発生する介在樹枝状晶気孔と正の巨視的偏析に対処しています。先行研究では、これらの欠陥とダイラタントせん断帯との密接な関係が確立されており、粒状材料では十分に文書化されている現象です。HPDC技術の進歩にもかかわらず、HPDC中の液相線-固相線温度範囲内の合金におけるダイラタンシーを支配する微視的メカニズムは、依然として完全に理解されていません。 先行研究の状況: 羽根車レオメトリーと直接せん断セルを利用した先行研究では、等軸凝固合金のレオロジーは、凝集力のない圧縮された粒状材料としてモデル化できることが示されています [12,13]。これらの研究では、そのような集合体中の粒子は、収縮と膨張の領域に再配置することにより、圧縮およびせん断荷重に応答することが示されています。Al-7Si-0.3MgやMg-9Al-0.7Zなどの合金では、せん断応力の増加は体積膨張(レイノルズのダイラタンシー)[14]につながり、最終的にはせん断帯に局在化します。研究はまた、HPDCパラメータ、特に増圧段階と熱条件が、せん断帯の特性に影響を与えることを示唆しています [8,12,16,17]。離散要素シミュレーション(DEM)による粒状集合体における応力-ダイラタンシーの進化に関するトルデシラスの研究は、周期的なジャミング-アンジャミングイベントと、基礎となるメカニズムとしての力鎖座屈を強調しています [18,19]。 研究の目的: 本研究は、HPDCプロセス中のダイラタントせん断帯の進化に対する流動と外部凝固晶(ESC)のサイズの影響を調査することを目的としています。具体的には、粒状材料からの力鎖座屈の概念を等軸凝固合金に適用することにより、HPDCにおけるESC強化ダイレーションの微視的メカニズムを解明することを目的としています。 コア研究: この研究の核心は、Al8SiMnMg合金の実験的HPDCを含み、サンプルを製造するためにさまざまな充填速度を採用しています。研究では、さまざまな流れ条件下でのダイラタントせん断帯の進化を調べ、結果として得られる結晶形態を分析します。この研究では、観察された現象を説明するために粒状媒体における力鎖座屈の概念を採用し、検証のためにOpenFOAMでDEM型モデリングを使用しています。この研究ではさらに、HPDCにおけるESC強化ダイレーションに関する3つの新しいメカニズムを提案し、HPDCにおけるプロセス最適化と微細構造モデリングに関する洞察を提供することを目指しています。 5. 研究方法 研究デザイン: この研究では、Al8SiMnMg合金の高圧ダイカスト(HPDC)を含む実験的デザインを採用しています。サンプルは、さまざまな充填速度(2.2 ms-1、3.6 ms-1、および4.2 ms-1)を備えたFrech 4500 kNロック力コールドチャンバーHPDCマシンを使用して製造されました。 ASTM規格に従って引張試験片を作成しました。提案されたメカニズムの検証には、OpenFOAMを使用したDEM型モデリングを利用しました。 データ収集と分析方法: 研究トピックと範囲: 研究の焦点は次のとおりです。 6. 主要な結果: 主要な結果: 図の名前リスト: 7. 結論: この研究は、HPDC中の等軸凝固合金におけるダイラタントせん断帯の進化は、粒状材料からの力鎖座屈の概念を採用することにより効果的に説明できると結論付けています。流動と結晶粒径は、ダイラタンシーに大きな影響を与える要因として特定され、それによってダイラタンシー濃度とせん断帯内の偏析の程度を制御します。最大ダイラタンシーは、充填速度が2.2 ms-1で観察され、平均ESCサイズが大きくなっています。充填速度を上げると、臨界Jファクターまで結晶の破砕が促進され、ダイラタンシー濃度が低下し、不明瞭なせん断帯につながりました。ただし、充填速度が過度に速いと、変形速度、ダイラタンシー濃度、および明確なせん断帯が増加しましたが、アトマイゼーション現象により空洞内で凝固した結晶粒が大幅に微細化しました。最適なピストン速度3.6 ms-1は、ESCサイズを最小限に抑え、機械的特性を最大化することがわかりました。この研究では、ESC強化ダイレーションに関する3つの新しいメカニズムを提案し、DEMシミュレーションで検証し、HPDCプロセスと微細構造モデリングを最適化するための貴重な洞察を提供します。粒状材料物理学を等軸凝固合金に適用することで、HPDCにおけるプロセス最適化と微細構造制御のための新たな道が開かれます。 8. 参考文献: 9. 著作権:
Read More
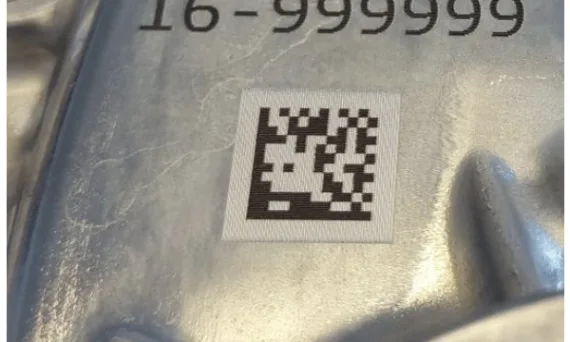
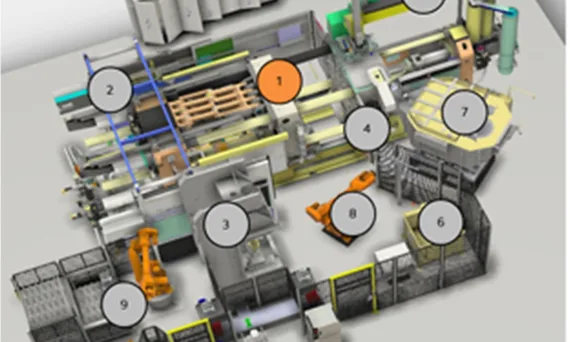
user 04/05/2025 Aluminium-J , Technical Data-J Aluminum Die casting , Applications , CAD , Die casting , Review , Segment , STEP , 金型 , 금형 , 알루미늄 다이캐스팅 本要約の内容は、「[Laserax Inc., Université Laval, Viami International]」所属の研究者らが発表した論文「[Review of technologies for identification of die casting parts]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 部品トレーサビリティは、安全性が重要な用途だけでなく、様々な産業における多くのアプリケーションでますます要求されています。ダイカストも例外ではなく、構造用/高信頼性市場が最も急成長しているセグメントであることを考えると、ダイカストのトレーサビリティとマーキングが注目されているのは当然です。高信頼性部品は通常、生産される部品の100%に対する識別要件があります。これは、部品に関するインシデントが発生した場合に合金およびプロセスデータに即座にアクセスできるだけでなく、部品の品質と管理の向上にも役立ちます。市場にはさまざまな技術が存在し、それぞれに固有の長所と短所があります。ダイカスト産業は、適切なマーキング技術を選択する際に考慮すべき非常に重要な側面をいくつか提示しています。不均一な表面を持つ複雑な部品、マーキング時にしばしば高温であること、短いサイクルタイム、ショットブラスト処理のようなマーキング後のプロセスなどが最も重要なものです。部品マーキングは、鋳造品の生産プロセスにおける重要なステップでありながら、プロセスのボトルネックになるべきでも、不良率の原因となるべきでもありません。本稿は、利用可能なさまざまなマーキング方法を分析し、ダイカスト部品のインラインマーキングに最も適した方法を指摘することを目的としています。温度、サイクルタイム、ショットブラスト後処理の影響に重点を置いたいくつかのマーキング結果が提示されます。結果は、レーザーベースの技術がダイカスト産業のすべての要件に対応するのに適していることを示しています。 3. 序論 (Introduction): トレーサビリティ、ひいては個々の鋳造品へのマーキングは、開発プロセス(プロセスの欠陥を迅速に特定し、どのプロセスパラメータを修正する必要があるかを特定するのに役立つ)と、高信頼性部品の量産[1]の両方において、ますます要求が高まっています。工業的なダイカスト環境における明白な課題は、(a) 速いサイクルタイム(そして部品マーキングは、この非常に資本集約的なプロセスにおいて決してボトルネックになるべきではない)、(b) 完全に平坦ではない表面へのマーキング、(c) マーキング時に通常まだ高温であり、潤滑剤や汚れの残渣で覆われて完全に清浄ではない部品、(d) 熱処理、ショットブラスト、洗浄、エッチング、化成処理などの追加処理にも耐えるマーキングの能力です。最後に、マーキングはその全運用寿命にわたって部品上に安全に残る必要があります。 従来、部品マーキングは完全に反復的なマーキングを得るために、部品を正確な位置にクランプする必要がありました。サイクルタイムが重要であり、プロセスの複雑さと投資を最小限に抑える必要がある場合、理想的には、距離があり、ある程度の公差があっても完全に機能するマーキングシステムが望まれます(例:マーカーから1フィートの距離で、どちらかの方向に1〜2インチの公差があり、部品をどの点にもクランプする必要がなく、単に抽出ロボットがマーカーの前に保持している状態)。本稿では、ダイカスト部品を識別するために利用可能な技術のレビューを提示します。さまざまな技術の長所と短所、およびそれらがどの用途に適しているかを提示します。次に、温度、マーキング速度、ショットブラストなどの後処理の影響に関する結果を提示します。 4. 研究の要約: 研究テーマの背景: 様々な産業、特に安全性が重要な高信頼性ダイカスト部品において、部品トレーサビリティへの要求が高まっているため、信頼性が高く効率的な識別方法が必要です。トレーサビリティは、品質管理、プロセス最適化に役立ち、部品のインシデント発生時に重要なデータアクセスを提供します。 従来の研究状況: 部品識別にはいくつかの技術が存在しますが、ダイカストの文脈ではそれぞれに限界があります。 研究の目的: 本研究は、ダイカスト部品に利用可能なマーキング技術を分析し、業界特有の課題(サイクルタイム、温度、表面状態、後処理)を考慮してインラインマーキングに最も適した方法を特定し、特にレーザーマーキングの性能、ショットブラスト後処理に対する耐性を重点的に調査することを目的としています。 中核研究: 研究の中核は、その潜在的な利点(速度、堅牢性、非接触、高温対応能力、不均一表面での精度)から、レーザーマーキング技術に焦点を当てています。特定された主要な課題は、標準的なレーザーブラックマーキング(表面よりわずかに上に位置する)がショットブラストによって除去されやすいことです。本研究では、ショットブラスト耐性を向上させるために、この窪み内にブラックマークを適用する前にレーザーでクレーターを事前エッチングする戦略(Figure 6)を提案し、調査します。実験は、アルミニウムダイカスト表面に100Wファイバーレーザーを使用して行われ、事前エッチングパラメータ(パス数、速度、ライン間隔)およびコードサイズを変更しました。マーキングされたサンプルは、2つの異なるスチールボールサイズ(S170およびS460)を使用してショットブラスト処理されました。効果は、表面プロフィロメータ(Dektak 150)および目視検査を使用して評価されました。 5. 研究方法論 研究デザイン: 本研究は、2部構成のデザインを採用しました。 データ収集および分析方法: 研究トピックと範囲: 本研究は以下をカバーしました。 6. 主要な結果: 主要な結果: 図のリスト (Figure Name List):
Read More
user 04/03/2025 Aluminium-J , automotive-J , Technical Data-J CAD , Die casting , Efficiency , High pressure casting , High pressure die casting , STEP , 金型 , 금형 , 자동차 , 자동차 산업 本紹介論文は、「Rocznik Ochrona Środowiska」によって発行された論文「Green Innovations in Foundry Production Processes of Automobile Castings」に基づいています。 1. 概要: 2. 抄録: 本論文は、自動車部品の生産におけるエネルギー節約と化学物質使用に関する個々の可能性を扱っています。具体的には、エンジンブロックやギア・クラッチハウジングのような形状が複雑な鋳造品を high-pressure die-casting technology を用いて生産するアルミニウム鋳造工場の操業に焦点を当てています。生産プロセスに関して、鋳造作業は高いエネルギー消費と大量の廃水発生を特徴とします。一方で、様々なイノベーションを導入し、節約を追求する大きな可能性も存在します。本論文は、鋳造作業全体にわたる選ばれた革新的なソリューションを提示し、エネルギー消費節約、廃水生産削減、化学物質使用量削減におけるそれらの利点を評価することを目的としています。提示された節約の影響は、部品生産に関する財務面と、CO2 production に関する環境面の両方で評価されます。 3. 序論: 今日、環境保護への関心が高まっており、人間のあらゆる活動分野に関連する有害物質の生産を削減する一般的な取り組みが進んでいます。これは産業部門(Lenort et al. 2019, Gabrylewicz et al. 2021)および一般の工業生産にも当てはまります。green production(Saetta & Caldarelli 2020)や都市および関連するグリーンロジスティクス(Sharma et al. 2023, Chamier-Gliszczynski 2012)といった新しいトレンドがここで適用されています。廃棄物を最小限に抑え、回収し、廃棄物管理システムを構築する圧力もあります(Espuny et al. 2022, Ignatowicz et al. 2021)。製品ライフサイクル全体(LCA)を通じてすべての活動を監視・評価するという包括的なアプローチを適用することも重要です(Bajdur et al. 2023, Chamier-Gliszczynski & Krzyzynski 2005)。生産性と効率性に対する高い要求を持つ現代の工業生産は、現在、エネルギー資源面での節約を見つけることに非常に注力しています。あらゆる種類のエネルギーにおけるエネルギー節約の達成(Kuczynski
Read More
user 04/02/2025 Aluminium-J , Technical Data-J aluminum alloy , Applications , CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Salt Core , STEP , 금형 , 자동차 산업 この紹介資料は、「La Metallurgia Italiana」によって発行された論文「Numerical and experimental analysis of a high pressure die casting Aluminum suspension cross beam for light commercial vehicles」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本稿の目的は、自動車、特に商用車およびバスにおける軽量化最適化を強化し、深めることである。詳細には、本研究の目的は、小型商用車(LCVs)向けに、技術的に信頼性が高く費用対効果の高いアルミニウム合金製安全部品を開発することである。この目的のために、従来の溶接板金構造と比較して約40/50%の重量削減目標を持つ、LCVs用独立懸架フロントサスペンション向けアルミニウムクロスビームの様々なソリューションが分析された。さらに、耐食性の向上、塗装やカチオン電着塗装の不要化、リサイクル性および寿命末期における残存価値の向上といった、さらなる環境上の利点も考慮されるべきである。詳細には、このプロジェクトの目標は、以下のプロセスを通じて達成された:いくつかの異なる軽量化ソリューションの技術的および経済的研究と最良ケースの選択;構造FEAおよび鋳造プロセスシミュレーションの助けを借りて選択されたソリューションの改善;ライフサイクルアセスメント(ここでは記述せず);プロトタイプ製作および予備的な実験的相関分析。 3. 序論 (Introduction): 車両重量の削減は、燃料消費と環境排出を削減することにより、自動車のカーボンフットプリントを緩和する顕著な方法である。さらに、軽量化は出力重量比と乗客の安全性を向上させ、積載量の増加を可能にする[1]。これらの理由から、近年、自動車における軽量化設計は指数関数的に増加している。しかしながら、特に安全関連部品においては、商用車およびバスでは「鋼鉄(steel)」と「鉄(iron)」の使用が依然として主流である[2]。これは、高い破断応力と剛性の要求、およびコスト制限のためである。特に、現在の既知の技術水準では、この範囲の車両向けにアルミニウム製のサスペンションクロスビームは開発されていない。サスペンションクロスビームの機能は、フレームとの接続を保証し、すべてのサスペンション要素(例:コントロールアーム、バンパー、スプリングなど)、ステアリングシステム、および駆動系部品を支持し、すべての理論的な運動学的サスペンション「ハードポイント(hard points)」を接続することである。これらの重要な機能を確実に果たすために、これらの部品はミッション荷重(疲労、過負荷、衝撃的な単一イベントなど)に耐え、良好な車両ハンドリングのための高い剛性を保証し、路面振動を低減し、LCVsで頻繁に発生する可能性のある過負荷(標準、積載量、加速など)を支持し、結果として生じる応力をシャシーフレーム全体に正しく分散させる必要がある。したがって、商用車用サスペンションクロスビームは、通常、金属板部品または鋼管を溶接し、腐食を防ぐために保護処理して作られる。本研究の目的は、技術的に信頼性が高く費用対効果の高いLCVs用アルミニウム合金製安全関連サスペンション部品を開発することにより、この現状技術を克服することである。機械的特性を最適化し、使用材料を削減することにより、最終構造は機械的抵抗と剛性の点で従来のシステムと同等またはそれ以上になるだろう。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 自動車産業は、燃費向上、排出ガス削減、車両性能および積載量改善のために軽量化ソリューションを模索している。商用車(LCVs)の場合、サスペンションクロスビームのような安全部品は、高い機械的要求とコスト制約のため、伝統的に鋼鉄で作られている。アルミニウムのような材料を使用した軽量代替品の開発は課題を提示するが、大きな利点を提供する。 従来の研究状況 (Status of previous research): 高張力鋼(Advanced High Strength Steel)、軽合金、複合材料などの代替材料が軽量化のために探求されているが、LCV安全部品への適用は、コストおよび高い応力抵抗と剛性の必要性によって制限されている[2]。ダイカストで中空構造を作成するための特定の技術(例:ソルトコア、セラミックコア、ガス射出プロセスなど)[3, 4]は存在するが、LCVクロスビームのような用途での持続可能な工業化のためにはさらなる開発が必要である。研究時点では、この範囲の車両向けにアルミニウム製サスペンションクロスビームが開発されたという既知の情報はなかった。 研究の目的
Read More
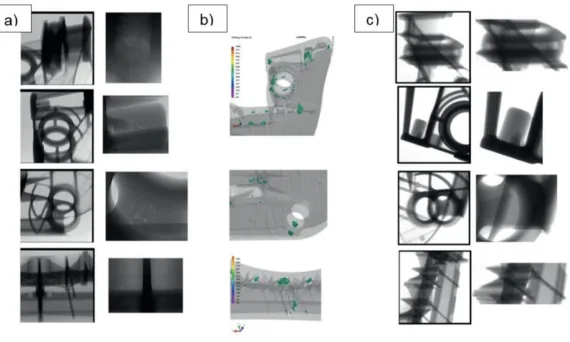
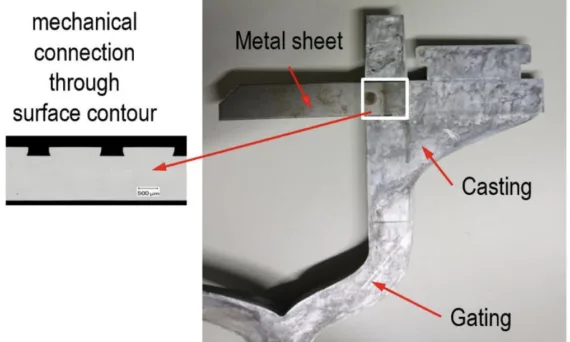
user 04/02/2025 Aluminium-J , Technical Data-J Applications , CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , secondary dendrite arm spacing , STEP , 금형 , 자동차 산업 本紹介資料は、「IOP Conference Series: Materials Science and Engineering」に掲載された論文「Multi-scale simulation of hybrid light metal structures produced by high pressure die casting」に基づいています。 1. 概要: 2. 抄録: 現代の自動車構造部品では、軽量かつ機械的に安定した構造を実現するために、金属板と鋳造部品が組み合わされています。本研究では、鋼板とアルミニウム鋳造部品との接合が、高圧ダイカスト(HPDC)プロセスの一部として行われます。この方法により、溶接のような追加の接合工程を省略でき、時間とエネルギーを節約できます。板金と鋳物の組み合わせは、板金の構造化された表面(リブ)によって達成され、これは鋳造プロセス中に液状アルミニウム合金で充填され、凝固後に機械的な接続をもたらします。連成された流動および凝固シミュレーションを用いて、リブ内部の急速凝固に焦点を当ててハイブリッド鋳造プロセスを解析します。板金とアルミニウム合金の界面における高解像度(メソスケール)の充填および凝固シミュレーションは、溶湯流動と急速凝固の詳細を捉えることができます。メソスケールの流動および凝固シミュレーションを、ミクロスケールでの多相場シミュレーションに連成することにより、結果として生じる微細構造を計算できます。メソスケールシミュレーションの結果としてのリブ内部の凝固条件は、コールドチャンバーHPDCマシンで実施された実際の鋳造品で見られる実験結果と計算された微細構造を比較することによって検証できます。 3. 緒言: 高圧ダイカスト(HPDC)は、特に自動車産業において、大型で薄肉の構造部品にとって重要な製造プロセスです。HPDCは、複雑な大型アルミニウムまたはマグネシウム部品の製造を可能にし、これは複数の鍛造金属板を溶接で組み合わせるよりも効率的である場合があります。興味深い新しい応用は、アルミニウム鋳物と金属板を1つのハイブリッド鋳造プロセスステップで組み合わせることです。この方法により、溶接のような追加の接合工程を省略でき、時間とエネルギーを節約できます。板金と鋳物の組み合わせは、板金の構造化された表面(リブ)によって達成され、これは鋳造プロセス中に液状アルミニウム合金で充填され、凝固後に機械的な接続をもたらします。機械的接続は接着接続よりも強力ですが、溶接接続よりは弱くなります。接続強度にとって重要なのは、金属板の構造化された表面が完全に充填されることです。HPDC充填プロセスのシミュレーションは、かなりの量の空気巻き込みを伴うキャビティの非常に高速でカオス的な充填のため、困難です。ほとんどの商用シミュレーションプログラムは、残留空気の影響を近似するためのいくつかの特殊なモデルを用いて、鋳造プロセスを記述するために単相アプローチを使用しています[1-4]。本研究では、空気、溶湯、固相を含む鋳造プロセスの三相シミュレーションが使用されます。溶湯と空気の両方が圧縮性流体と見なされ、界面をシャープに保つための特別な処理を含むVolume-of-Fluid(VoF)アプローチによって分離されます。凝固プロセス中の溶湯流動性の低下は、デンドライトネットワークを通る流れを記述するために多孔質媒体アプローチによって処理されます。臨界固相率の値で、溶湯は完全に停止します。このアプローチは、商用鋳造シミュレーションパッケージSTAR-CCM+[5]に実装されています。湯回り不良(misrun)を引き起こす可能性のある空気の正しい処理と高速凝固は、ハイブリッド鋳造の調査にとって重要であると見なされます。なぜなら、空気の巻き込みと構造化された金属板表面が完全に充填される前の溶湯凝固が、板金と鋳物との間の機械的結合を弱める可能性があるためです。 4. 研究の概要: 研究テーマの背景: 現代の自動車部品は、軽量でありながら機械的に安定した構造を必要としています。金属板(例:鋼)と鋳造軽金属部品(例:アルミニウム)を単一の高圧ダイカスト(HPDC)プロセスで組み合わせるハイブリッド鋳造は、溶接のような従来の組立方法と比較して時間とエネルギーを節約することにより、潜在的な利点を提供します。これらのハイブリッド構造における機械的接続は、金属板上に設計された構造化表面(リブ)によって達成され、これは鋳造中に溶融合金によって充填されます。 先行研究の状況: 複雑なHPDCプロセス、特に急速な充填と潜在的な空気巻き込みのシミュレーションは困難です。多くの商用コードは単相近似を使用していますが、空気、溶湯、固相を考慮する多相アプローチはより詳細な記述を提供します。Volume-of-Fluid(VoF)法のような技術は自由表面追跡に使用され、多孔質媒体モデルと流動停止基準を組み合わせて、凝固が流体流動に及ぼす影響をシミュレートします。 研究の目的: 本研究は、マルチスケールシミュレーションアプローチを用いてハイブリッドHPDCプロセスを分析することを目的としており、特に金属板表面の小スケールリブ内で発生する溶湯流動、充填ダイナミクス、および急速凝固に焦点を当てています。主な目標は、ハイブリッド接合部の機械的完全性にとって重要なリブの完全充填に影響を与える要因を理解することです。さらに、本研究は、リブ内で予測された微細構造を実際の鋳造品の実験的観察結果と比較することによって、シミュレーション結果を検証することを目指しています。 中核研究: 研究の中核は、マルチスケールシミュレーション戦略を含みます。まず、HPDCプロセス全体のメジャースケールシミュレーションが、後続の高解像度メソスケールシミュレーションのための現実的な境界条件(溶湯速度と温度)を提供します。このメソスケールシミュレーションは、鋼板とアルミニウム合金(Al-5wt%Mg-1.8wt%Si)の間のリブ付き界面領域に特に焦点を当てています。0.2 x 0.2 mmのリブ内の詳細な充填および凝固挙動を捉えるために、三相(空気、溶湯、固相)VoFモデルを採用しています。メソスケールシミュレーションによって予測された熱条件(冷却速度)は、期待される微細構造を計算するために、ミクロスケール相場シミュレーション(MICRESS®ソフトウェアを使用)の入力として使用されます。本研究は、異なるプロセスパラメータ(流れに対するリブの向き、リブ上のキャビティ厚さ、溶湯速度)および凝固モデル(Scheil近似対相場由来固相率曲線)がリブ充填プロセスに及ぼす影響を体系的に調査します。最後に、シミュレーションされた微細構造は、検証のためにコールドチャンバーHPDCマシンで製造されたハイブリッド鋳造品の実験結果と比較されます。 5. 研究方法論 研究設計: 本研究では、実験的検証と組み合わせたマルチスケールシミュレーションアプローチを採用しました。完全なHPDCプロセスのマクロスケールシミュレーションは、重要なリブ付き界面の詳細なメソスケールシミュレーションのための境界条件を提供しました。メソスケールシミュレーションの結果(具体的には、局所的な凝固条件)は、結果として生じる微細構造を予測するために、ミクロスケール相場シミュレーションの入力として使用されました。これらのシミュレーション予測は、定義された条件下で製造された実験的なハイブリッド鋳造品で観察された微細構造と比較することによって検証されました。 データ収集および分析方法: 研究トピックと範囲: 本研究は、ハイブリッドHPDCプロセス中の鋼板上の0.2 x 0.2 mmリブ内におけるAl-Si-Mg合金の充填と凝固のシミュレーションに焦点を当てました。範囲には以下が含まれます: 6. 主要な結果: 主要な結果: 図表リスト: 7.
Read More
user 03/29/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Microstructure , radiator , Review , STEP , 金型 , 해석 この論文の要約は、[‘Paper Title:General manufacturing route for medical devices’]と題された論文を、[‘Publisher:Metallic Biomaterials Processing and Medical Device Manufacturing, Elsevier Ltd.’]にて発表された論文に基づいて作成されています。 1. 概要: 2. 研究背景: 研究トピックの背景: 製造業は第二次産業の本質であり、原材料を最終製品に変換します。医療機器産業は、単純な外科用器具から複雑な医療システムまで、幅広い製品を製造するために多岐にわたる製造プロセスを利用しています。これらのプロセスは、生体材料から部品を製造するために金属産業から応用されています。現代の製造業には、製品設計から部品統合までのすべての中間プロセスが含まれています。 既存研究の現状: 金属産業では、製造ルートは通常、溶融金属を凝固させ、次に機械的に成形することを含みます。熱と塑性変形は、金属の機械的特性に大きな影響を与えます。製造プロセスの背後にある科学を理解することは、高品質で経済的な部品を製造し、特に金型設計と鋳造の実践において効果的な技術を確立するために不可欠です。 研究の必要性: この章では、医療機器の主要な製造プロセス、特に原材料から一次形状までのルートに焦点を当てています。鋳造、成形、熱処理、接合を強調し、医療機器分野における品質と費用対効果の高い生産に不可欠な基礎科学原理を解説します。チタン合金の主要な製造加工の詳細な例も含まれています。 3. 研究目的と研究課題: 研究目的: この章の目的は、医療機器の一般的な製造ルート、特に金属加工に焦点を当てて解明することです。医療機器の製造に関連する鋳造、成形、熱処理、接合などの主要な製造プロセスについて、ハンドブックレベルの理解を提供することを目指しています。 主な研究内容: この章で取り上げる主な研究分野は以下のとおりです。 研究仮説: ハンドブックの章であるため、研究仮説は明示的に述べられていません。しかし、根底にある前提は、これらの製造プロセスを十分に理解することが、金属生体材料から高品質の医療機器を製造するために不可欠であるということです。 4. 研究方法 研究デザイン: この章では、記述的かつ解説的なアプローチを採用し、金属材料から医療機器を製造する際に伴う基本的な原理とプロセスを概説しています。さまざまな製造技術の構造化された概要を提供し、金属鋳造と成形に焦点を当てています。 データ収集方法: この章では、材料科学および製造工学における既存の知識と原理を統合しています。この分野で確立された理論と実践に基づいて、製造ルートを記述および説明しています。 分析方法: この章では、記述的分析手法を用いて、複雑な製造プロセスを基本的なステップと原理に分解しています。鋳造における凝固(Fig. 3.2)、鋳造中の収縮(Fig. 3.5)、熱間圧延中の微細構造の進化(Fig. 3.11)など、主要な概念とメカニズムを説明するために図と例を使用しています。 研究対象と範囲: この章の範囲は、医療機器の一般的な製造ルートに焦点を当てており、特に金属鋳造、金属成形、熱処理、溶接を取り上げています。主な対象は、金属生体材料と、それらを医療部品に成形するために使用される製造プロセスです。この章には、例示材料としてチタン合金に焦点を当てた具体的な内容も含まれています。 5. 主な研究成果: 主な研究成果: データ解釈: 図の名前リスト: 6. 結論: 主な研究成果の要約: この章では、医療機器の一般的な製造ルートの包括的な概要を提供し、金属鋳造、成形、熱処理、溶接に焦点を当てています。各製造技術の基本原理、プロセス、および影響要因について詳しく説明しています。チタン合金加工などの具体的な例は、医療機器製造におけるこれらの方法の実用的な応用を示しています。この章では、目的とする製品の品質と性能を達成するために、材料の挙動とプロセスパラメータを理解することの重要性を強調しています。
Read More
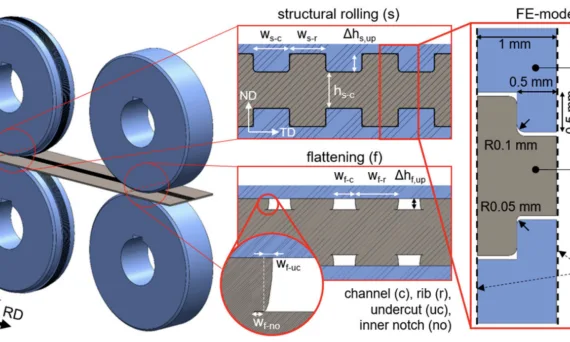
user 03/28/2025 Aluminium-J , Salt Core-J , Technical Data-J Applications , CAD , Die casting , Electric vehicles , High pressure die casting , Review , Sand casting , STEP , 自動車産業 , 자동차 , 자동차 산업 本紹介論文は、「[Machines]」によって発行された論文「Double-Sided Surface Structures with Undercuts on Cold-Rolled Steel Sheets for Interlocking in Hybrid Components」に基づいています。 1. 概要: 2. 抄録: 輸送部門において温室効果ガス排出量を削減したり、電気自動車の航続距離を延長したりするためには、軽量化戦略が不可欠です。軽量組立戦略の分野では、マルチマテリアル設計が大きな可能性を提供します。自動車分野で一般的に使用されるアルミニウムや鋼などの材料の接合は、溶融溶接などの従来プロセスが不適切であるため、課題をもたらします。したがって、新しい技術が設計オプションを拡張できます。以前の研究では、鋼板上のアンダーカット付き冷間圧延表面構造とダイカストアルミニウム間の機械的インターロックが提示されました。この方法は、今回、両方のシート表面に接合部を持つより複雑な用途向けに、両面構造へと拡張されました。両面構造の製造を調査するために、数値シミュレーションと検証実験が実施されました。さらに、上部構造と下部構造の相互の位置合わせが、結果として得られる構造形状と圧延荷重に及ぼす影響が分析されました。シフト(shifted)配置では、より有利な幾何学的パラメータ(例:24%大きいアンダーカット)と、約24.1%低い成形荷重(20%の高さ減少時)が観察されました。しかし、対応する実験では、構造化ローラーの著しく高い摩耗が発生しました。 3. 緒言: 軽量構造は、部品特性(剛性や衝突安全性など)を維持しつつ、温室効果ガス排出量の削減や電気自動車の航続距離延長の要求に応えるため、輸送部門において不可欠です[1, 2]。特に、低密度のアルミニウムと高強度鋼を組み合わせたマルチマテリアル設計は、魅力的な解決策です[3]。しかし、これらの異種材料を接合する際、溶接のような一般的な技術は脆い金属間化合物(IMP)を生成する可能性があります[4]。そのため、リベット接合やクリンチングのような機械的接合、ハイブリッド成形や鋳造プロセスを含む成形による接合プロセスが代替案として提供されます[5, 6, 7, 8]。特にハイブリッド鋳造は、複雑な部品形状と大量生産を可能にし、冶金的結合[9]または機械的インターロック[7]を達成する可能性があります。機械的インターロックは通常、表面構造化とその後の組立ステップを含みます。広い鋼板表面を構造化する有望な方法の一つは、多パス冷間圧延プロセスを用いてアンダーカット付きのチャネル構造を作成し、その後、例えばダイカストアルミニウムで充填することです[15, 16]。このプロセスは、以前に片面構造について研究され、最大45 MPaの接合強度を達成しました[16]。初期の構造圧延パスとそれに続く平坦化パスによりアンダーカット(Figure 1)が形成されます。本研究は、ルーフクロスビーム断面(Figure 2)に基づくデモンストレーター部品など、より複雑な部品に必要な両面構造へと概念を拡張し、鋼板インサートの両面に構造を製造するプロセスを調査します。 4. 研究概要: 研究テーマの背景: 特に鋼とアルミニウムを組み合わせた軽量マルチマテリアル部品の開発は、自動車産業にとって極めて重要です。溶融溶接で一般的な脆い金属間化合物の形成を回避する効果的な接合方法が必要です。ハイブリッド鋳造(例:高圧ダイカスト – HPDC)前の表面構造化による機械的インターロックは、実行可能な代替手段です。 先行研究の状況: 先行研究では、ダイカストアルミニウムとの機械的インターロックのために、鋼板上にアンダーカット付きの片面表面構造を作成する多パス冷間圧延プロセス(構造圧延後の平坦化圧延)が確立されました[15]。研究では、プロセスパラメータ、結果として得られる形状(アンダーカット Wf-uc、内部ノッチ Wf-no)、接合強度(最大45 MPa)[16]、プロセスのFEモデリング[17]、およびその後の曲げの影響[20]が調査されました。両面構造を必要とするデモンストレーター部品が概念化され、鋳造パラメータに焦点を当てた複合強度が分析されました[21]。しかし、成形プロセス分析は片面構造に限定されていました。 研究目的: 主な目的は、確立された冷間圧延および平坦化技術を使用して両面表面構造を製造する際の材料流動と構造形成を理解することでした。具体的には、両側からの同時圧痕がチャネルとアンダーカットの形成にどのように影響するかを調査し、2つの異なる配置、すなわち「ミラー(mirrored)」配置と「シフト(shifted)」配置(Figure 3)を比較することを目的としました。目標は、この理解を用いて、アンダーカット幅と結果として得られる接合強度に関してプロセスを最適化することでした。 中核研究: 本研究では、DC04鋼板上に両面構造を作成するために、冷間圧延および平坦化法を拡張しました。2つの構成が調査されました:ミラー配置(リブ対リブ、チャネル対チャネル)とシフト配置(リブ対チャネル)。有限要素(FE)シミュレーション(Abaqusを使用)が開発され、物理的な圧延実験によって検証されました。研究では、配置が結果として得られる構造形状(チャネル深さ ∆hs、アンダーカット幅 Wf-uc、内部ノッチ長さ Wf-no)および構造圧延と平坦化圧延の両パス中の必要な圧延荷重に及ぼす影響を分析しました。 5. 研究方法論 研究設計: 本研究では、両面表面構造に対する2つの異なる配置(ミラーおよびシフト)を調査する比較研究設計を採用しました。方法論は、数値シミュレーション(2D FEモデリング)と実験的検証(構造冷間圧延実験)を組み合わせました。 データ収集および分析方法:
Read More
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , STEP , 금형 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本稿の内容は、「Acta Physica Polonica A」によって発行された論文「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストは、その小さな公差と滑らかな表面仕上げにより、コスト削減を実現します。製造される鋳造部品は、自動車産業で数百万個単位で消費されています。本研究では、高圧ダイカストの設計におけるコンピュータ支援工学(CAE)アプリケーションの使用を検討しました。ダイカストプロセスステップが金型設計に与える影響を調査・分析しました。鋳造シミュレーションソフトウェアを使用して設計を改善し、問題を解決しました。金型設計の解析にシミュレーションソフトウェアを使用することにより、最終設計は数時間で達成され、それにより試作前の設計プロセスが短縮され、金型材料に修正を加えることなく金型製作が実行されました。鋳造部品にX線透過試験を適用した結果、凝固結果データのシミュレーションとの間に良好な相関関係が示されました。また、この結果は、高圧ダイカストプロセスの増圧段階におけるスクイズ圧の適用が鋳造シミュレーションで検討できることを証明しました。 3. 序論: あらゆる製造業の目標は、より経済的な最終製品を生産するために加工ステップを最小限に抑えることです。この目標は、いわゆる「ネットシェイプ製造」によって達成されます。横型コールドチャンバーマシンを使用したダイカストは、現在、アルミニウム合金およびマグネシウム合金のニアネットシェイプ鋳造部品を製造するための最も一般的なプロセスです[1]。また、ダイカストは寸法再現性において最大の能力を持っています[2]。世界中で製造されるアルミニウム合金鋳物の約半分がこの方法で製造され、広範囲の自動車部品やその他の消費財に使用されています[3]。横型コールドチャンバープロセスでは、液体金属がプランジャーによって水平なショットスリーブを通って押され、金型に射出されます[1]。液体金属の射出は一般に高速で行われ、乱流を引き起こし、金型内の初期空気との空気巻き込みが生じる可能性があります[4]。鋳物中のガス気孔の存在は、機械的特性や耐圧性に悪影響を与えるため有害です[5]。金型内の初期空気を除去するため、また巻き込まれた空気を含む液体金属を除去するために、高圧鋳物の金型設計ではベント(ventilation channels)やオーバーフロー(overflows)が使用されます。液体金属の射出は、低速射出段階(slow shot phase)と高速射出段階(fast shot phase)の2つの別々のステップで実行されます。低速射出段階では、プランジャーが液体金属を押し上げてショットスリーブの空の部分を満たします。高速射出段階は、ミリ秒単位での金型キャビティへの液体金属の射出です。したがって、キャビティ充填を制御し、ベントとオーバーフローの適切な位置を決定するために、コンピュータシミュレーションは非常に必要です。高圧ダイカストの金型設計に関するさまざまな理論的および実験的研究がありますが、段階的な金型設計におけるコンピュータシミュレーションの使用とその利点を試行錯誤法(trial-error method)と比較して提示しているものはありません[6-8]。 4. 研究概要: 研究テーマの背景: 高圧ダイカストは、特に自動車分野向けに、複雑なニアネットシェイプのアルミニウム部品を効率的に製造するための重要な製造プロセスです。しかし、このプロセスは、高速での溶湯射出中の空気巻き込みに起因するガス気孔のような欠陥が発生しやすいという問題があります。 先行研究の状況: 既存の理論的および実験的研究はHPDCの金型設計に取り組んでいますが、従来のしばしば時間のかかる試行錯誤法を置き換える、または補強するために、設計プロセス全体を通じてコンピュータシミュレーションを体系的かつ段階的に使用する方法を示す文献にはギャップがあります。 研究の目的: 本研究は、コンピュータ支援工学(CAE)シミュレーションを利用して、高圧アルミニウムダイカスト部品の設計を最適化することを目的としました。目的には、プロセスステップが金型設計に与える影響の分析、シミュレーションを活用することによる試作前の期間短縮、コストのかかる金型修正の回避、および製作とX線透過試験によるシミュレーション精度の検証が含まれます。 中核研究: 中核となる調査は、鋳造シミュレーションソフトウェアに大きく依存した反復的な金型設計プロセスを含んでいました。主な活動は以下の通りです。 5. 研究方法 研究デザイン: 本研究では、CAEシミュレーションと実験的検証を統合した反復的な設計手法を採用しました。アルミニウムHPDC部品の金型設計は、鋳造シミュレーションソフトウェアを使用して段階的に開発および最適化されました。シミュレーションから導き出された最終設計は、その後、金型製作に使用され、続いて検証のために鋳造生産と非破壊検査が行われました。 データ収集と分析方法: 研究テーマと範囲: 本研究は、特定のアルミニウム部品に対する高圧ダイカストプロセスの最適化に焦点を当てました。範囲には、ダイカスト金型要素(インゲート、ランナー、オーバーフロー、ベント、パーティングライン、抜き勾配)の詳細設計、鋳造欠陥(乱流、空気巻き込み、引け巣)を予測および軽減するためのシミュレーションツールの適用、プロセスパラメータ(プランジャー速度、増圧)の分析、および製作された部品のX線透過検査によるシミュレーション駆動設計の検証が含まれます。 6. 主要な結果: 主要な結果: 鋳造シミュレーションソフトウェアの適用により、最終的な金型設計が迅速に(「数時間で」)達成され、従来の試行錯誤法と比較して試作前の設計段階が大幅に短縮されました。このシミュレーション駆動アプローチにより、その後の修正を必要とせずに金型製作が可能になりました。シミュレーションは、空気巻き込み(Fig. 4b, 4c)などの潜在的な充填問題を効果的に予測し、衝突する溶湯流と乱流を管理するためのオーバーフローの戦略的な配置(Fig. 5)を導きました。凝固圧縮力(スクイズ圧)の影響を取り入れた最終シミュレーションは、引け巣欠陥がないことを予測しました(Fig.
Read More
user 03/26/2025 Aluminium-J , Copper-J , Technical Data-J Applications , CAD , Efficiency , Electric vehicles , IE4 class motors , Review , Segment , STEP , 자동차 この紹介論文の内容は、[UFPA/ITEC / PPGEE]によって発行された[EXPERIMENTAL EVALUATION, DIAGNOSIS, AND PREDICTION OF THE IMPACTS OF POWER QUALITY DISTURBANCES IN IE2, IE3, AND IE4 CLASS EFFICIENCY MOTORS.]の記事に基づいています。 1. 概要: 2. 抄録: 電気モーターは、世界で最も大きな電気の最終用途であり、産業部門の基本的な部分であり続けています。さらに、技術の進歩により、電気自動車、輸送、ナビゲーションなどの新しいカテゴリにアプリケーションが拡大しました。ヨーロッパはIE4効率モータークラスへのアップグレードを開始しており、他の地域もより高い効率のモータークラスへの移行に従うことが期待されています。一部の地域では、IEC 60038-2009に従って、動作電圧が公称電圧と異なる場合があります。これは、不均衡や電圧高調波などの他の障害とともに、これらの新しい技術の性能に影響を与える可能性があります。このような状況において、予測保全に多大な努力が払われ、SEPに存在するさまざまな障害が存在する状態で回転機械の健全性を診断する上で、その有効性を高めるための新しい提案で既存の技術を改善しています。本研究では、IE2、IE3、IE4クラスの低電力誘導モーターの温度と性能に対する電圧変動、電圧高調波、および過電圧不均衡のさまざまなパーセンテージの影響を評価します。この研究には、エネルギー消費、効率、力率、および温度に関連する重要な指標を得るための技術的、経済的、統計的、および熱分析が含まれています。革新的で補完的な技術を模索するために、本研究では、電気モーター電流波形の周波数領域分析に基づいて、回転機械の完全性を診断するための新しい電気モーター劣化指標(EMDI)も提示します。結果は、理想的な動作条件下では、IE4クラスの永久磁石モーターが電力消費と温度の点でより優れた性能を発揮しますが、非線形特性を持つことを示しています。次に、特定の障害が存在する場合、同じ動作条件下でかご形誘導モーターと比較して性能が低下するため、シナリオが変化します。実施された分析により、導入される新しい電気モーター技術の性能に対する電力システムに存在するさまざまな摂動の影響を特定し、定量化することができます。提案されたモーター状態診断指標に関して、提示された結果は、予測保全の実践の実施を促進する上で、提案されたアプローチの有効性を強く支持しています。本論文のもう1つの重要な貢献は、その結果がホンジュラスの電気モーターに対する最小効率要件の導入のための新しい規制の実施の基礎となることです。 キーワード: 電圧変動、電圧不均衡、高調波、温度、効率クラス、永久磁石モーター、予測保全。 3. 導入: 2015年のパリ協定は、気候変動への取り組みにおいて重要なグローバルステップとなりました。それ以来、エネルギー効率に焦点を当てた政策と規制の実施を推進し、環境目標を達成し、国際的に持続可能な慣行を促進する上で重要な役割を果たしてきました。このような状況において、誘導モーター(IM)は、世界の最終的な電気エネルギー消費量の約53%を占めるエネルギー節約のための重要なカテゴリです[1]。 ブラジルでは、鉱業エネルギー省の文書「国家エネルギー効率計画」[2]によると、産業界は総国家電力の36%を消費し、稼働中の駆動システムはこの電力の68%を消費しています。したがって、国の総電気エネルギーの約35%が電気モーターによって消費されていると報告されています。 三相かご形誘導モーターは、2002年12月11日の大統領令第4.508号の公布により、ブラジルで大統領令によって規制される最初で唯一の機器でした。これにより、ブラジルの電気モーター市場に大きな変化が起こりました。まず、規制はIR1(標準モーター)¹およびIR2(高効率モーター)クラスの最小電力定格を確立しました。IR1クラスよりも低い電力を持つモーター(法令の付録1に示されている特性を含む)は、製造、販売、または輸入できませんでした。この法令は、エネルギーの保全と合理的な使用に関する国家政策を確立する2001年10月17日の法律第10.295号によって裏付けられており、当時「ブラックアウト」として広く知られていたエネルギー危機後に制定された「エネルギー効率法」として知られています。 4. 研究の概要: 研究テーマの背景: 電気モーターは、世界で最も大きな電気の最終用途であり続けており、産業部門の基本的な部分です。技術の進歩により、電気自動車、輸送、ナビゲーションなどの新しいカテゴリにアプリケーションが拡大しました。ヨーロッパはIE4効率モータークラスへのアップグレードを開始しており、他の地域もより高い効率のモータークラスへの移行に従うことが期待されています。 以前の研究の状況: 電気モーターの効率を向上させるためのさまざまな研究が行われており、その結果、さまざまな効率クラスが導入されました。しかし、電力品質の低下が電気モーターの性能に与える影響に関する研究は、依然として不足しています。 研究の目的: 本研究の目的は、電力品質の低下がIE2、IE3、IE4クラスの電気モーターの性能に与える影響を実験的に評価し、新しいモーター状態診断指標を開発して、予測保全の実践を改善することです。 コア研究: 本研究では、電圧変動、電圧不均衡、高調波などがIE2、IE3、IE4クラスの電気モーターの温度と性能に与える影響を分析します。また、新しいモーター状態診断指標を開発して、予測保全の実践を改善します。 5. 研究方法論 研究デザイン: 本研究は、実験的研究と統計的分析を組み合わせた研究です。実験的研究では、電圧変動、電圧不均衡、高調波などの電力品質の低下がIE2、IE3、IE4クラスの電気モーターの温度と性能に与える影響を測定します。統計的分析では、実験的研究から得られたデータを分析して、新しいモーター状態診断指標を開発します。 データ収集と分析方法: 本研究では、実験的研究を通じてデータを収集します。実験的研究では、電圧変動、電圧不均衡、高調波などの電力品質の低下がIE2、IE3、IE4クラスの電気モーターの温度と性能に与える影響を測定します。また、新しいモーター状態診断指標を開発するために、電気モーター電流波形の周波数領域分析を実行します。 研究テーマと範囲: 本研究のテーマは、電力品質の低下がIE2、IE3、IE4クラスの電気モーターの性能に与える影響です。本研究の範囲は、電圧変動、電圧不均衡、高調波などの電力品質の低下とIE2、IE3、IE4クラスの電気モーターに限定されます。 6. 主な結果:
Read More
![Figure 2-1 - Induction Motor components [2].](https://castman.co.kr/wp-content/uploads/Figure-2-1-Induction-Motor-components-2-570x342.webp)