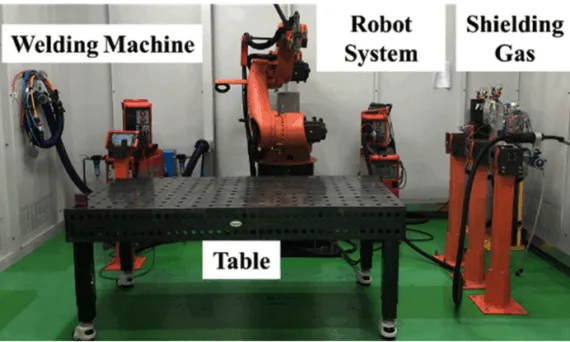
user 06/04/2025 automotive-J , Technical Data-J Alloying elements , CAD , Die casting , Efficiency , Microstructure , STEP , 自動車産業 , 金型 , 금형 , 자동차 , 자동차 산업 本紹介論文は、「Korean Journal of Metals and Materials」によって発行された論文「Effect of Shielding Gases on the Wire Arc Additive Manufacturability of 5 Cr – 4 Mo Tool Steel for Die Casting Mold Making」に基づいています。 1. 概要: 2. 要旨: 一般的に金型は、AISI4140やH13などの工具鋼の大型ビレットを機械加工して製造されるが、材料ロスが大きく納期が長いという欠点がある。ワイヤアーク積層造形(WAAM)プロセスは、代替的な製造方法となり得る。材料ロスが少なく、納期が短く、異種材料を用いて強化金型を製作できる可能性があるという利点がある。5Cr-4Mo鋼ワイヤは、WAAMプロセスによる金型製造の可能性が高い。これは、優れた耐熱摩耗性と靭性を有する工具や金型の補修・改造用に当初設計された市販の工具鋼ソリッドワイヤである。しかし、工具鋼のWAAMは、その高い可能性と利点にもかかわらず、これまで研究されてこなかった。シールドガスは、ガス金属アーク溶接(GMAW)をベースとするWAAMプロセスの性能に大きな影響を与える。鋼合金のGMAWには、一般的にアルゴン(不活性ガス)と二酸化炭素(反応性ガス)が用いられ、様々な比率の混合ガスとして頻繁に使用される。シールドガスは、アーク安定性、溶接品質、溶接欠陥の形成に大きな影響を与える。したがって、材料とプロセスに適したシールドガスを使用することが、健全なWAAM性能にとって重要である。本稿では、ダイカスト金型のWAAMの第一歩として、シールドガスが工具鋼の積層造形性に及ぼす影響について論じる。実験は、M21(Ar + 18% CO2)とC1(100% CO2)の2種類の異なるシールドガスを用いて行われた。C1の使用は、表面汚染も内部欠陥も示さず、M21よりも大きな堆積量をもたらした。 3. 緒言: AISI 4140やH13などの工具鋼からダイカスト金型を従来の方法で製造するには、大型ビレットの機械加工が必要であり、著しい材料損失と長い納期を伴う。指向性エネルギー堆積(DED)AMプロセスの一種であるワイヤアーク積層造形(WAAM)は、材料廃棄物の削減、リードタイムの短縮、高い堆積速度、市販の装置とフィラー材料の使用可能性といった利点を持つ代替手段を提供する。特に、5Cr-4Mo工具鋼ワイヤは、その高い耐熱摩耗性と靭性から、ダイカスト金型のWAAMにおける有望な候補である。シールドガスは、GMAWベースのWAAMプロセスにおいて、溶融池を大気汚染から保護し、アーク安定性、溶接品質、ビード形状、欠陥形成に影響を与える重要な役割を果たす。鋼合金にはアルゴン(Ar)と二酸化炭素(CO2)が一般的に使用されるが、ダイカスト金型用工具鋼のWAAMに対するこれらの具体的な影響については調査が必要である。 4. 研究の概要: 研究テーマの背景: 自動車産業における軽量車両への需要の高まりは、アルミニウムダイカスト部品の使用を増加させており、これには通常工具鋼製の金型が必要となる。従来の金型製造方法は切削加工であり、実質的な材料損失と長い生産サイクルをもたらす。積層造形、特にWAAMは、より効率的な代替手段を提供する。 先行研究の状況: WAAMは様々な金属合金について研究されてきたが、ダイカスト金型製作用工具鋼への応用に関する研究は限られている。WAAMにおける重要なパラメータであるシールドガスが、この目的のための5Cr-4Mo工具鋼の製造性に及ぼす影響は、広範囲には研究されていない。 研究の目的: 本研究は、GMAWベースのWAAMプロセスを用いて、厚いSCM 440(AISI 4140)基板上に市販の5Cr-4Mo工具鋼ソリッドワイヤを積層する際に、M21(Ar + 18% CO2)とC1(100% CO2)の2種類の異なるシールドガスが積層造形性に及ぼす影響を調査することを目的とした。これは、ダイカスト金型生産のためのWAAM開発に向けた初期段階となる。
Read More
user 06/02/2025 Aluminium-J , Technical Data-J A380 , CAD , Die casting , Die Casting Congress , Efficiency , Review , STEP , 金型 , 금형 , 자동차 , 자동차 산업 本紹介資料は、「NADCA North American Die Casting Association (at the 2013 Die Casting Congress & Tabletop)」が発行した論文「Innovative Die Lubricant Trends for Evolving Productivity and Process Requirements」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカスト(HPDC)産業における継続的な生産性向上の推進は、ダイ潤滑剤に対する性能および生産性の要求をますます高めています。ダイ潤滑剤における新技術開発の大部分は、自動車鋳造品の開発によって拍車がかかっています。車両重量の削減と生産性向上の要件、そしてより大きく複雑な部品の鋳造と相まって、ダイ潤滑剤における大幅な革新の必要性が生じています。本稿では、これらの傾向がダイ潤滑剤に与える影響について議論し、新しいダイ潤滑剤技術が変化する業界のニーズにどのように対応しているかを検証します。 3. 緒言: 高圧ダイカスト(HPDC)プロセスは、高い生産性と、様々な合金で高品質かつ複雑な鋳造品を製造できる能力により、依然として非常に魅力的な鋳造方法です。この魅力により、HPDC市場は世界的に成長しており、自動車産業の成長を反映しています。この成長は、自動車産業が直面する課題と業界のトレンドに対応することによってのみ達成可能です。現在、自動車産業には3つの主要なテーマがあります。 4. 研究の概要: 研究トピックの背景: HPDC産業は、生産性と効率の向上という継続的な圧力に直面しています。これは主に、自動車セクターからの車両軽量化(アルミニウムやマグネシウムなどの軽量合金の使用)、コスト効率、より大きく複雑な部品の生産に対する要求によって推進されています。これらの要因は、より高い金型動作温度や金型表面全体のより広い温度変動など、より厳しい鋳造条件につながります。その結果、ダイ潤滑剤(DL)は非常に重要であり、大幅に強化された性能要件を満たす必要があります。 従来の研究の状況: 本稿は、参考文献(Bernadin J.D., et al., 1997; Incropera, F.P., DeWitt, D.P., 1981)に記載されているように、ダイスプレー中の熱伝達現象(冷却曲線:膜沸騰、遷移沸騰、核沸騰領域、ライデンフロスト点、ヌキヤマ点、臨界熱流束)に関する確立された理解に基づいています。以前の研究では、ダイ潤滑剤スプレーがダイの熱バランスに与える影響も強調されています(Graff J. L., et. al., 1993)。はんだ防止、可動部品の潤滑、カーボン堆積、キャビティ外堆積物など、対処されている課題は、新しい潤滑剤技術が軽減することを目指しているダイカスト業界で知られている問題です。 研究の目的: 本稿は、現在の自動車およびHPDC産業のトレンドがダイ潤滑剤に与える影響について議論することを目的としています。HPDC産業における生産性とプロセス要件の変化し、ますます厳しくなるニーズに対応するために、新しいダイ潤滑剤技術がどのように開発され、適用されているかを検証します。 研究の核心: 本研究の核心は次のとおりです。
Read More
user 05/25/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , CAD , Die casting , Magnesium alloys , Microstructure , Review , STEP , STP , 자동차 산업 本稿は、「Metals」誌に掲載された論文「Subsurface Microstructural Evolution of High-Pressure Diecast A365: From Cast to Cold-Sprayed and Heat-Treated Conditions」に基づいています。 1. 概要: 2. アブストラクト: 本研究では、拡散駆動型熱後処理と組み合わせたコールドスプレー堆積法を表面改質プロセスとして検討し、費用対効果が高く一般的なアルミニウム合金鋳物の界面近傍の微細組織、微小機械的特性、および微小化学的特性の改善を目指します。本研究は、コールドスプレーによって誘起される高圧ダイカストアルミニウムの界面近傍特性の発展と進化、および表面改質に関する探索的調査であったため、重要な目的の一つは、費用対効果の高い代替材料からプレミアムアルミニウム合金特性を達成するためのこのようなアプローチの継続的な検討のための一連の基礎的な観察結果を形式化することでした。費用対効果の高い高圧ダイカストA365システムの界面近傍領域に、ニッケル、銅、およびチタンのコールドスプレー改質を検討しました。3つの純金属コーティングのそれぞれについて、界面近傍、界面下、および表面の進化が記録されました。分析は、2つの後処理コーティング-基板原子拡散に触発された熱処理条件でも継続されました。エネルギー分散型X線分光法、電界放出型走査電子顕微鏡、光学顕微鏡、および関連するコールドスプレー文献の独自の文脈化から得られた様々な洞察を用いて、注目すべき結果が記録され議論されました。銅供給材料を熱後処理とともに使用した場合、多様な表面ベースの金属間化合物がエキゾチックな拡散ゾーンおよび著しく酸化された領域とともに形成され、熱的に活性化された銅コールドスプレー凝固物は今後の研究から除外されました。しかし、ニッケルとチタンの両方のコールドスプレー表面改質処理は、正しい処理段階が直接的かつ時系列的に実行されれば、可能性と将来性を示しました。その結果、費用対効果の高い合金化アルミニウム鋳物のコールドスプレー表面微細組織および特性改質に関するさらなる研究のためのプラットフォームが提示されます。 3. 緒言: コールドガスダイナミックスプレー(CGDS)、または略してコールドスプレーは、粒子状の供給材料が加熱されたキャリアガス流によって輸送され、ド・ラバルノズルを出て基板に超音速で衝突することによって材料を固化・堆積させる固相材料処理技術です[1]。CGDS処理は、独自の用途特有の特性を持つコーティングを実現するためのツールとして最初に概念化されました[2]。1980年代にソビエト連邦でCGDS処理が偶然発見された後、この固相技術プロセスは再製造および修理[3]分野、ならびに積層造形(AM)コミュニティ[4]に採用されました。超音速で加速された粒子は、高いひずみ速度で基板上に堆積され、厚さまたは形状が達成されるまで層ごとに材料を固化させます[5]。したがって、CGDS処理および材料固化の成功は、粒子-基板および粒子-粒子間の冶金学的および機械的結合に依存します。本研究は、自動車産業で一般的に使用される費用対効果の高い高圧ダイカスト(HPDC)A365アルミニウム合金の、破壊または衝撃靭性および強度に関する界面近傍特性を、基板材料の元の表面状態と比較して改善するための潜在的に適切な経路として、CGDSベースの材料表面改質処理の検査に対する予備的かつ探索的なアプローチを取りました。この研究は、A201などのプレミアムアルミニウム合金に通常関連する改善された機械的特性、すなわち特性を達成する費用対効果の高い鋳造部品を製造しようとするアルミニウム自動車産業によって動機付けられました。本研究は、利用される表面改質方法の関数として、一般的な鋳造可能なアルミニウム合金とその用途特有の性能にその後リンクできる構造-処理-特性の洞察を自動車材料および材料加工エンジニアに提供することを目的としています。 4. 研究の概要: 研究トピックの背景: 自動車産業は、改善された機械的特性を持つ費用対効果の高い鋳造部品を求めています。A201などのプレミアムアルミニウム合金は、優れた靭性と高温特性を提供しますが、高価で加工が困難です。A356、A365、E357などの一般的な合金の高度な化学的または機械的表面改質は、高度な製造ソリューションとして機能します。本稿全体を通して注目されるように、A365はアルミニウム鋳造所での普及により、本研究で関連する高圧ダイカスト(HPDC)アルミニウム合金として選択されました。CGDSは、強化剤または強靭化剤をターゲット基板または母材に堆積させるための有望な技術です。 従来の研究状況: 歴史的に、CGDSの熱後処理作業は、自己相似的な基板と供給材料の組み合わせで行われ、熱処理の最適化を簡素化してきました。例えば、Rokniら[14]は、Al 7075について研究しました。熱後処理は、堆積した材料の性能を向上させる手段として依然として非常に貴重です。CGDSを介して互いに付着した多材料システムから生じる独自の特性を適切に理解するには、さまざまな供給材料-基板材料の組み合わせについて、はるかに多くの研究開発を探求する必要があります。Rokniら[15]は、Al 7075-T6基板に噴霧されたAl 7075供給材料粒子について、熱後処理によって誘起される関係を再検討し記録しました。以前の研究では、CGDSが、選択された粉末-基板材料の組み合わせについて、CGDS処理からのバルク材料基板システムにおいて、とりわけ耐衝撃性および破壊靭性を改善できることも示されています。Jafarlouら[16]は、薄いクロムカーバイドおよびニッケルコーティングのCGDSベースの凝固と組み合わせた熱処理により、AM 15-5析出硬化型ステンレス鋼の機械的特性が改善されることを実証しました。さらに、Yangら[17]は、Al 5052およびその他のAlベースのコーティングのCGDS凝固が、鋼ベースの基板の「疲労亀裂伝播性能」を向上させることを明らかにしました。疲労または衝撃挙動の改善、耐摩耗性[18]、トライボロジー性能[19]、硬度[20]、および耐食性[21]の向上も、ターゲット基板試料に堆積された適切に設計および処理されたCGDS凝固物からすべて得られます。Huangら[22]による研究は、改善された耐摩耗性および耐食性、室温延性、および「良好な振動減衰特性」の間の仮説的なバランスを示しました。 研究の目的: 本研究は、HPDC A365アルミニウム合金のCGDSベースの材料表面改質処理の予備的かつ探索的なアプローチを取りました。銅、ニッケル、チタンをコールドスプレーコーティング材料として検討し、界面近傍、界面下、および表面の進化を、CGDS堆積およびその後の熱後処理(溶体化処理およびT6熱処理)の関数として記録しました。この研究は、CGDSコーティングと熱後処理がコーティング-基板の局所的な微細組織および微小化学的特性に及ぼす実際的な影響に関するさらなる研究のためのプラットフォームを提供することを目的としました。また、費用対効果の高い代替材料からプレミアムアルミニウム合金特性を達成するためのこのようなアプローチの継続的な検討のための一連の基礎的な観察結果を形式化することも目指しました。 核心的研究: 本研究の核心は、HPDC A365アルミニウム合金基板に純粋な銅、ニッケル、およびチタンの供給材料粉末をCGDSを用いて堆積させることでした。その後、コーティングされた試料を熱後処理(500°Cで80分間の溶体化処理、およびその後のT6熱処理:24時間の自然室温時効、続いて170°Cで150分間の人工時効)に供しました。A365基板の界面近傍および界面下領域、ならびにコーティング-基板界面における微細組織および微小化学的進化を、光学顕微鏡、電界放出型走査電子顕微鏡(FESEM)、およびエネルギー分散型X線分光法(EDS)を用いて特性評価しました。 5. 研究方法論 研究デザイン: 本研究は探索的研究として設計されました。HPDC A365アルミニウム合金(組成はTable 1参照)を基板材料として使用しました。3つの純金属供給材料(銅、ニッケル、チタン)をCGDSコーティング用に選択しました。電気めっき、無電解めっき、溶融亜鉛めっき、およびCGDSの方法が検討され、CGDSがコーティングの連続性と実験室規模の製造再現性の点で最良であると判断されました。コーティングは基板試料の2つの広い面に堆積されました。堆積後、試料は拡散を促進し、微細組織の変化を観察するために溶体化処理およびT6熱処理を受けました。コーティングされていないA365試料も参照として処理されました。 データ収集・分析方法: 研究トピックと範囲: 本研究は、銅、ニッケル、またはチタンによるCGDS表面改質とそれに続く熱処理を受けたHPDC A365アルミニウム合金の表面および界面下の微細組織および微小化学的発達と進化に焦点を当てました。主なトピックは次のとおりです。 6. 主な結果: 主な結果: 鋳放しおよびCGDS処理(熱処理前): 溶体化熱処理試料 (Figure
Read More
この紹介論文は、「[Proceedings of NAMRI/SME]」によって発行された論文「[System for Computer Aided Cavity Layout Design for Diecasting Dies]」に基づいています。 1. 概要: 2. 要旨: Diecastingは、溶融した鋳造合金を高圧で金属鋳型に射出することにより、良好な表面仕上げを持つ部品を多数生産するために使用される成形方法の一つです。Diecasting金型の設計には人間の専門知識が必要であり、通常は試行錯誤によって行われるため、金銭的および時間的な損失につながります。初期の金型設計段階での自動化は、生産リードタイムの短縮に加えて、生産性の向上をもたらします。Diecastingにおけるキャビティ数、レイアウトパターン、およびキャビティの配置に関する決定は、金型設計および製造にとって重要です。本稿では、Diecasting金型のためのコンピュータ支援キャビティレイアウト設計システムに関する研究成果を紹介します。提案システムは、キャビティ数の決定、レイアウトパターンの選択、およびダイベースへのキャビティ配置という3つのモジュールで構成されています。これにより、金型設計者は、手動で提供されるわずかな情報で、部品のCAD(Computer Aided Design)ファイルからキャビティレイアウト設計を自動的に生成できます。最適なキャビティ数は、経済的、技術的、幾何学的、および時間的制約を考慮して決定され、その後レイアウトパターンが選択されます。その後、キャビティがダイベースに配置されます。開発されたシステムは、Diecasting機械および材料のデータベースと、金型設計の知識ベースに依存しています。このシステムは、多数のDiecasting部品で試行され、その結果は業界で得られたものと同等であることがわかっています。提案されたシステムは、現在利用可能なものよりも包括的であり、Diecastingの設計製造統合の方向への一歩前進です。 3. 緒言: Die castingは、溶融金属を高圧で再利用可能な鋼製金型(ダイと呼ばれる)に押し込むことによって金属部品を製造する汎用性の高いプロセスです。これらの金型は、高い精度と再現性で複雑な形状を製造するように設計できます。部品はシャープに定義され、滑らかまたはテクスチャード加工された表面を持ち、多種多様で魅力的な実用的な仕上げに適しています[NADCA 2010]。Diecastingによって製造される部品の品質は、本質的に金型によって決まります。Diecasting金型は、コアとキャビティとして知られる2つの金型半分で構成されます。固定されたままの金型部分はキャビティハーフ(またはカバーダイ)と呼ばれ、可動するもう一方の半分はコアハーフ(またはエジェクタダイ)と呼ばれます。2つの金型半分が組み立てられ、高圧で溶融金属が注入されます。凝固後、これらの金型半分が分離され、鋳造部品はエジェクション機構の助けを借りて自動的に排出されます。コアハーフが動く方向はパーティング方向として知られています。アンダーカットフィーチャーとは、パーティング方向または負のパーティング方向からアクセスできない部品の領域です。部品にアンダー컷フィーチャーがある場合、通常はサイドコアが使用されます。Figure 1は、基本的な用語とともにDiecastingプロセスを示しています。Diecasting金型設計は、金型設計者の広範な技術的ノウハウと経験を必要とする複雑で時間のかかるプロセスです。キャビティ数とそのレイアウトの決定、ゲーティングシステム設計、ダイベース設計、パーティング設計、収縮設定、コア&キャビティ作成、エジェクション設計、冷却設計、サイドコア設計、標準部品設計などが特定されたタスクです[Fuh et al. 2002]。これらのタスクは、初期または概念的な金型設計と詳細な金型設計の2つの段階に分けることができます。金型設計の概念段階では、金型構成タイプの選択、キャビティ数の決定とそのレイアウトが、金型設計の他のタスクにも影響を与える主要なタスクです。単一キャビティ金型は通常、かなり大きな部品用に設計されます。しかし、単一のDiecastingプロセスサイクルでより多くの部品を生産できるように、マルチキャビティ金型を設計する方が常に経済的です。金型設計の初期段階では、単一キャビティにするかマルチキャビティ金にするかを決定する必要があります。マルチキャビティ金型を使用すると、生産性を向上させるだけでなく、製品コストも削減できます。Reinbacker [1980]は、キャビティあたりのコストベースで、2つのキャビティではほとんど節約にならず、8つのキャビティでは25%安くなり、64のキャビティでは60%の関連コスト削減があると示唆しました。Diecasting金型のキャビティレイアウトを設計するには、設計者はまずキャビティ数を決定する必要があります。キャビティ数の決定は、製造上および幾何学的な制限に加えて、時間とコストに関連するいくつかの要因に依存します。これにはDiecasting専門家の多くの注意が必要であり、時間もかかります。キャビティ数が決定されると、これらは金型設計の十分な知識を必要とする特定のパターンで、可能な限り独創的にダイベースに配置する必要があります。これらの決定は、まとめて、金型設計および製造に関連する他の下流活動を決定するためにも重要です。 4. 研究の概要: 研究テーマの背景: Diecasting金型設計は、従来、人間の専門知識と試行錯誤に依存してきた重要なプロセスであり、コストの増加と生産時間の遅延を引き起こしてきました。特に初期の金型設計段階における自動化は、生産性の向上とリードタイムの短縮に不可欠です。この段階でのキャビティ数、レイアウトパターン、ダイベース内の配置といった主要な決定は、金型全体の設計と製造効率に大きな影響を与えます。これらの重要なタスクにおいて設計者を支援するための自動化システムの必要性があります。 従来の研究状況: Diecastingの金型設計に関するこれまでの研究の多くは、パーティングラインとパーティングサーフェスの決定に焦点が当てられており、キャビティ数とそのレイアウトの最適化にはあまり注意が払われていませんでした。Diecastingと類似点を持つ射出成形を含む、キャビティレイアウト設計のための既存のシステムには、しばしば次のような制限がありました。 研究の目的: 本研究は、Diecasting金型のキャビティレイアウトのためのコンピュータ支援設計システムを開発することにより、特定された研究ギャップを埋めることを目的としています。目的は次のとおりです。 核心研究: 本研究の核心は、マルチキャビティDiecasting金型のためのコンピュータ支援キャビティレイアウト設計のための知識ベースシステムの開発です。このシステムは、部品のCADファイルから抽出された幾何学的情報とユーザー提供データを統合し、Diecasting機械および材料のデータベース、ならびに金型設計専用の知識ベースを利用することにより、キャビティ数の決定、適切なレイアウトパターンの選択、およびこれらのキャビティのダイベース内への配置を自動化します。このシステムは、主に3つのモジュールで構成されています。 5. 研究方法論 研究設計: コンピュータ支援キャビティレイアウト設計のための提案システムは、3つの主要な機能モジュールからなるモジュラーアプローチで設計されています。 システムはMATLAB 7を使用して実装され、部品ジオメトリはSolidWorks 2010でモデル化されたCADファイルから抽出されました。 データ収集・分析方法: このシステムは、いくつかのデータソースと分析方法を利用します。 研究テーマと範囲: この研究は、マルチキャビティDiecasting金型のキャビティレイアウトのコンピュータ支援設計に焦点を当てています。取り上げられる主な研究トピックは次のとおりです。 6. 主要な結果: 主要な結果: この研究により、Diecasting金型のためのコンピュータ支援キャビティレイアウト設計システムが開発されました。 図の名称リスト:
Read More
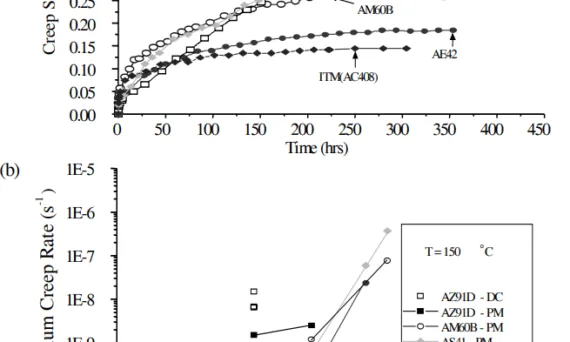
user 05/20/2025 Aluminium-J , Technical Data-J A380 , aluminum alloy , aluminum alloys , AZ91D , CAD , Die casting , Efficiency , Review , Segment , STEP , 자동차 산업 本紹介論文は、「Magnesium Alloys and their Applications. Edited by K. U. Kainer. WILEY-VCH Verlag GmbH, Weinheim.」により発行された論文「Tensile and Compressive Creep Behavior of Magnesium Die Casting Alloys Containing Aluminum」に基づいています。 1. 概要: 2. 抄録: 本研究は、自動車用途におけるマグネシウム合金の広範な適用を妨げている低いクリープ抵抗性に着目し、市販および実験用マグネシウムダイカスト合金のクリープメカニズムを調査するものです。先行研究[1]において、AM60Bダイカスト合金が引張時よりも圧縮時に著しく遅いクリープ速度を示すことが報告されています。本稿ではこれらの結果をレビューするとともに、Darguschら[2]が提示したβ-Mg17Al12相の動的析出がマグネシウム合金のクリープ挙動に影響を与えるという証拠に基づき、アルミニウムを含有するダイカストマグネシウム合金で観察されるクリープ強度の非対称性について、この動的析出の観点から説明を試みます。全体的な目的は、クリープ抵抗性が改善された新しい合金の開発に向けた知識基盤を拡大することです。 3. 緒言: 自動車産業は、車両の軽量化による燃費向上のため、マグネシウム合金への関心を新たにしています。しかし、マグネシウム合金の広範な適用を妨げてきた一つの限界は、その低いクリープ抵抗性です。本研究は、現行の市販および実験用ダイカスト合金におけるクリープメカニズムの知識を拡大し、クリープ抵抗性が改善された新しい合金の開発を目指して実施されました。初期の報告では、AM60Bダイカスト合金が引張時よりも圧縮時に著しく遅いクリープ速度を示すことが示されました[1]。これらの結果は、様々な合金の新しいクリープ結果とともにレビューされます。以前、Darguschら[2]は、β-Mg17Al12相の動的析出がマグネシウム合金のクリープ挙動に影響を与えるという証拠を提示しました。本研究では、アルミニウムを含有するダイカストマグネシウム合金のクリープ強度非対称性について、動的析出の観点から説明を行います。 4. 研究の概要: 研究トピックの背景: マグネシウム合金は、その低密度により車両の軽量化と燃費向上に貢献できるため、自動車用途で注目されています。しかし、高温での固有の低いクリープ抵抗性が大きな課題となっており、構造部品としての広範な実用化を制限しています。 先行研究の状況: 先行研究では、AM60Bダイカストマグネシウム合金がクリープ挙動において顕著な非対称性を示し、同応力レベルにおいて引張荷重下と比較して圧縮荷重下で著しく遅いクリープ速度が観察されることが示されています[1]。加えて、Darguschら[2]の研究は、クリープ中のβ-Mg17Al12金属間化合物相の動的析出が、アルミニウムを含有するマグネシウム合金のクリープ特性に決定的な役割を果たすことを示唆しています。 研究の目的: 本研究の主な目的は以下の通りです。 核心研究: 本研究の核心は、いくつかのマグネシウム合金の引張および圧縮クリープ挙動に関する包括的な調査です。これには、AM60Bダイカスト合金および一連のPM(パーマネントモールド)鋳造合金(AZ91D、AM60B、AS41、AE42、およびMg-4 wt%Al-0.8 wt%Ca合金)が含まれます。研究の重要な要素は、模擬クリープ条件下(アニーリング)でのβ-Mg17Al12相の動的析出を監視および分析するためのin-situ高温X線回折(XRD)の使用です。これにより、微細構造の進化と巨視的なクリープ挙動、特に引張クリープと圧縮クリープ間の非対称性との相関関係を明らかにすることができました。 5. 研究方法論 研究デザイン: 本研究は、マグネシウム合金のクリープ挙動に関する実験的調査として設計されました。 データ収集と分析方法: 研究トピックと範囲: 6. 主要な結果: 主要な結果: 図の名称リスト:
Read More
user 05/18/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , STEP , 금형 本稿は、「NADCA Transactions」に掲載された論文「The coating failure of coated core pin for die casting process」に基づいています。 1. 概要: 2. 抄録: コアピンのソルダリングは、高圧ダイカストプロセスを用いたアルミニウム鋳物の生産性を制限する問題の一つです。ダイソルダリングを低減するために、通常、コアピンにはセラミックコーティングが施されます。その結果、コーティングの寿命がソルダリングプロセスとコアピンの寿命を左右します。本研究は、ダイカスト条件と同様の条件下におけるコアピン上のコーティングの破損メカニズムを分析するために設計されました。実験を加速するために、コーティングされたコアピンに高強度超音波振動を加えました。コーティングされたコアピンは、様々な温度の水、オイルソルトバス、溶融亜鉛、および溶融A380合金中で一定時間振動させました。試験したコアピンのコーティング破損を特徴付けるために、SEMおよびXRDが使用されました。実験結果は、水、オイル、溶融塩、および溶融亜鉛中の低温で試験されたコーティングの主な破損メカニズムが、鋼マトリックスからのコーティング剥離であることを示しています。溶湯の温度が上昇するにつれて、コーティングの破損は加速します。高温では、溶融亜鉛およびA380合金で試験されたコアピンにおいて、コーティングの断片化および剥離が発生します。コーティング破損箇所における亜鉛またはアルミニウムと鋼との反応は、コーティングの断片化を引き起こし、高温でのコーティング破損を加速させます。 3. 緒言: 高圧ダイカスト(HPDC)は、軽量金属および合金の部品を製造するための最も効率的で費用効果の高い方法です。コアピンのような、質量が小さく表面積対体積比が大きい小さな金型部品は、容易に加熱され、アルミニウムが金型材料(鋼)に「はんだ付け」されてコア上に堆積する状態、一般にソルダリングと呼ばれる状態を引き起こす可能性があります[1-6]。過酷な条件下では、ソルダリングはわずか数回の鋳造サイクル後に発生します[2, 5]。これにより、金型は一般的に高価であり、ダウンタイムは生産損失につながるため、コストが増加します[2]。鋳肌の損傷は、特に耐圧性において製品の品質を低下させます[7]。 高圧ダイカストにおいて、ソルダリングは金型表面の保護膜の「ウォッシュアウト」と密接に関連していることがよく知られています。ウォッシュアウトは、溶融合金が金型上の保護膜を破壊するときに発生します[1-2]。保護膜がないと、溶融合金は金型表面と直接接触する可能性があります。金型材料中の鉄は溶湯に溶解し、溶湯中の材料やその他の元素は金型表面に拡散します[2]。その結果、金型表面に金属間化合物層が形成されます[1, 2-11]。Hanらは、ダイソルダリングは溶融アルミニウム合金と金型表面の鋼との反応によって引き起こされ、反応温度で液体である相が形成されることを見出しました。この液体は、凝固時に金型と鋳物を接合する接着剤として機能し、その結果、金型にソルダリングが発生します[5, 7, 9, 11-12]。ShankarとApelianは、ソルダリングが起こり始めるコアピン上の場所にピラミッド型の金属間化合物層が形成されることを報告しています[6, 8, 10]。我々の以前の論文では、コーティングされたコアピン上のソルダリング形成のメカニズムを提案し[2, 12]、ソルダリング手順を5つのステップで説明しています。ステップ1では、局所的なコーティング破損が発生します。次に、ステップ2では、コーティング破損領域における溶融アルミニウムと鋼マトリックスとの反応によりピットが形成されます。金属間化合物相がピット内に形成されます。ステップ3では、ピットは鋼マトリックスの深部(アルミニウム中の鋼の溶解による)とコーティングの下側の両方に成長し、コーティングの断片化と剥離を引き起こします。ステップ4では、成長する隣接するピットが結合してはるかに大きなピットを形成します。ステップ5では、鋼の局所的な溶解によるアンダーカットが大きくなりすぎるため、鋳肌が著しく損傷するか、鋳型からの鋳物の突き出し中にコアピンが破損します。以前の研究結果に基づくと、ソルダリングプロセスはコーティングの破損と鋼マトリックスと溶融材料との間の反応によって決定されることは明らかです。しかし、局所的なコーティング破損がどのように発生し、熱疲労と溶融金属中の鋼マトリックスの溶解速度がコーティング破損にどのように影響するかは不明です。 4. 研究の概要: 研究テーマの背景: コアピンのソルダリングは、アルミニウム合金の高圧ダイカスト(HPDC)における生産性とコアピン寿命を制限する重要な問題です。セラミックコーティングはソルダリングを軽減するために適用され、コーティング寿命が重要な要素となります。これらのコーティングの破損メカニズムを理解することは、ダイカスト作業を改善するために不可欠です。 従来の研究状況: これまでの研究により、ソルダリングは保護膜のウォッシュアウトと金属間化合物層の形成に関連していることが確立されています[1-11]。Hanらは、溶融アルミニウムと鋼との反応がソルダリングの原因であることを特定しました[5, 7, 9, 11-12]。ShankarとApelianは、初期のソルダリング箇所の形態を記述しました[6, 8, 10]。著者らの以前の研究[2, 12]では、局所的なコーティング破損から始まる、コーティングされたコアピン上の多段階ソルダリングメカニズムが詳述されています。ソルダリングプロセスは、コーティングの破損と鋼と溶融金属の反応によって支配されることが知られていました。 研究の目的: 本研究は、1) 鋼マトリックスの微細構造変化を引き起こす加熱効果、2) セラミックコーティングと鋼ピン間の結合を弱める可能性のある温度効果、および3) 溶融材料と鋼との間の化学反応の効果の結果としての、コーティングされたコアピンのコーティング破損を理解することに焦点を当てました。コーティングプロセス中に発生するセラミックコーティングの欠陥は、本研究では考慮されていません。コーティングされたコアピンの寿命は、最近開発された加速試験法[9]を用いて評価されました。 核心研究: 本研究では、様々な熱処理(270°C、450°C、700°C)を受けたH-13鋼の微細構造変化を調査しました。TiNおよびLumenaコーティングされたH-13コアピンの寿命を評価するために、高強度超音波振動を用いた加速試験法が採用されました。これらのピンは、水(室温)、オイル(270°C)、溶融塩(700°C)、溶融亜鉛(450°Cおよび700°C)、および溶融A380アルミニウム合金(700°C)の様々な媒体で試験されました。本研究では、コーティング破損メカニズム、溶融金属中のH-13鋼の溶解速度、および温度と化学反応の影響を分析しました。特性評価にはSEMおよびXRDが使用されました。 5. 研究方法論 研究設計: 本研究は、熱サイクルによるH-13鋼の微細構造変化を調査し、模擬ダイカスト条件下でのコーティング破損メカニズムを評価するように設計されました。これには以下が含まれます。 データ収集及び分析方法: 研究テーマ及び範囲: 6.
Read More
本入門書の内容は、[Fabrication and Investigation of Copper Rotor Bar on 0.5HP Induction Motor-A Performance and Economical Study]というタイトルで[Australian Journal of Basic and Applied Sciences]に掲載された論文に基づいています。 1. 概要: 2. 抄録: 本論文では、0.5HP誘導電動機用の銅製回転子バーの製作と、既存のアルミニウム製回転子バーとの比較について扱います。実験を通して、効率の向上と損失の低減能力の観点から回転子を比較し、経済的な側面を分析し説明します。調査の結果、銅製回転子バーはアルミニウム製回転子バーと比較して損失が±5ワット減少し、効率が1%向上することが示されました。銅製回転子は、モーター1台あたり年間40.32kWhの年間エネルギー節約量(AES)を持ち、銅製回転子モーター1台あたりの総節約コスト(TSC)はRM13.54です。最後に、銅製回転子バーに交換された誘導電動機10万台を仮定した概算では、約RM130万の節約になることが示されています。 3. 序論: 誘導電動機は、世界中の産業界で主力として使用されてきました。電動機は、経済のあらゆる分野で広範に使用されており、工業、商業、住宅、農業の各分野全体にわたって幅広い業務を実行しています。モーターシステムは最大の産業負荷であり、平均して全電力消費量の70%以上を占めています。電動機システムのエネルギー消費は、重要な経済的および環境的問題です。マレーシアでは、産業部門が総電力消費量の約51.9%を占める最大の電力消費主体です(Hassan, M.Y., 2000)。 R.saidur(Saidur, R., 2009)の調査では、2006年の工業生産プロセスで使用された最終エネルギー消費量を特定することに最大限の重点が置かれました。分析されたデータに基づいて、電動機が産業界で生成された総電力の47%を占める最も多くのエネルギーを使用したことがわかりました。電動機は産業エネルギーの大部分を使用するため、産業部門の財政的コストを削減できるエネルギー効率の高いモーターの使用(Saidur, R., 2009)や、従来の回転子を置き換える銅製回転子バーの使用など、エネルギー使用量を削減するためのいくつかの対策を講じることができます。回転子の故障を含む原因と影響は、BonnettとSoukup(Bonnett, A.H. and G.C. Soukup, 1988)によって議論され、回転子の故障を回避するための実際的なメンテナンスソリューションが提示されました。一方、Craggs(Craggs, J.L., 1976)とHarland(Hartung, E.C., 1994)は、大型誘導電動機の場合を含め、アルミニウムの検討の必要性を主張しました。その結果、アルミニウム製回転子バーは、これらの各ケースでバーの温度上昇が高いため、高スリップモーターや極めて高い慣性負荷を加速する必要のあるモーターには適していないことがわかりました。一般に、アルミニウム合金の設計温度制限は、焼き入れおよび焼き戻しされた材料を比較した場合、銅合金よりも低くなっています。焼き入れされた銅合金は通常、IEEE電力工学協会のIEEE電気機械委員会の焼き入れされた95 WM 064-6 ECのほぼ2倍の範囲で降伏します。論文ではアルミニウムを推奨し承認しましたが、焼き入れされたアルミニウムは焼きなましされた銅の2倍の範囲で降伏します。 Lomax(Lomax, I.D., 1991)は、誘導電動機のかご形回転子の疲労寿命を検討しました。Lomaxは、過度のアンバランス振動中の高温下では、銅バー(アルミニウムと同様に)でクリープ破壊が発生すると指摘しています。彼はまた、特にT型回転子バーの場合、長期間にわたる過度の慣性負荷の加速による故障モードについても説明しています。Lomaxは、始動中にバーで過度の熱が発生し、その後の冷却と結果として生じる張力により、ウェブの上部から始まる亀裂の伝播について説明しています。亀裂は、始動が繰り返されるたびにバルブに向かって伝播します。ウェブの根元で分離が発生し、遠心力によりウェブがエアギャップに放出され、壊滅的な故障につながる可能性があります。 負のシーケンスの不平衡は、振動故障の問題を悪化させる可能性があります(Brandolino, J. and R.D.
Read More
user 04/29/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , CAD , Die casting , Efficiency , Electric vehicles , STEP , 金型 , 금형 , 자동차 , 자동차 산업 この紹介論文は、「The 75th World Foundry Congress」によって発行された論文「Influence of Super Large Single Piece Die Casting Production to Automotive Industry」に基づいています。 1. 概要: 2. 抄録: 米国の新エネルギー車企業からのイノベーションアイデアの動機付け、およびいくつかの関係者の多大な尽力と協力の下で、新しいタイプのSuper Large Single Piece (超大型一体) ダイカスト生産が確立されました。これは生産コストを削減しただけでなく、生産速度を加速し、車体重量をさらに削減しました。新エネルギー車において、継続的な爆発的成長と省エネルギーおよび排出削減の要求に伴い、新エネルギー車の軽量化は避けられないトレンドとなり、Super Large Single Pieceダイカスト開発の加速も促進しました。従来、自動車のフロントアンダーボディ、リアアンダーボディ、バッテリートレイなどの大型アルミニウム合金ダイカスト部品は、最大70以上の小型部品で構成されていました。この新技術により、これらはワンショットでダイカスト生産できます。これは単にすべての装置を増幅すればできることではなく、多くの困難と課題が伴います。この記事はダイカストユニットの観点から始まり、各ステップの設計とプロセスの最適化を通じて、そして現場検証を通じて、ダイカスト製品の性能と生産効率を向上させることを目的としています。ダイカストユニットの生産プロセスには、金属の取鍋供給 (metal ladling)、射出 (injection)、金型冷却 (die cooling)、部品取り出し (parts removal)、スプレー (spraying)、部品冷却 (parts cooling)、トリミング (trimming)、マーキング (marking)、および搬出 (output) が含まれます。 3. 序論: 自動車産業は絶えず進化しており、技術の進歩が車両設計、製造効率、および全体的な性能の向上を推進しています。そのような画期的なイノベーションの1つが、super large single-piece (超大型一体) ダイカスト生産の導入です。この技術は、コスト、重量、強度、生産速度の面で数多くの利点を提供し、車両の製造方法を革命的に変える可能性を秘めています。従来の方法では、車両のアンダーボディは70〜100個の小さな部品を接合して[1]、アンダーボディ全体を形成していました。この方法には、数百台のロボットと組立ラインを構築するための広大なスペースが必要でした。所要時間は時間単位でした。super large die casting machine (超大型ダイカストマシン)
Read More
user 04/23/2025 Aluminium-J , Technical Data-J Alloying elements , aluminum alloy , aluminum alloys , CAD , Die casting , Efficiency , Magnesium alloys , Microstructure , Review , STEP 本紹介資料は、「Elsevier」によって発行された論文「Sustainability through Alloy Design: Challenges and Opportunities」に基づいています。 1. 概要: 2. 抄録: 過去数十年の刺激的な冶金学的ブレークスルー、そして金属研究のための新しくより高性能な実験的および理論的ツールの開発と広範な利用可能性は、私たちが金属設計の新時代の幕開けを目の当たりにしていることを示しています。歴史的に、新しい金属材料の発見は、人類史における主要な工学的進歩の大部分を可能にしてきました。現在の工学的課題は、私たちの存在に不可欠な複数の産業における技術的進歩をさらに進めるために、新しい金属材料に対する緊急の必要性を生み出しています。しかし、金属加工に関する現在のデータは、冶金産業が私たちの惑星の未来に与える重大な環境影響を明確に示しています。この影響と対応する加工ソリューションが議論されている多数の報告があります。一方、改善された特性の組み合わせを持つ新しい金属材料の設計は、様々な方法で主要な環境課題に対処するのに役立ちます。この目的のために、本レビューの目標は、合金設計によって対処できる最も緊急な持続可能性の課題を議論し、これらの最も重要な課題に焦点を当てるために冶金研究への関心の高まりを調整するのを助けることです。 3. 序論: 金属の世界的な使用は増加しており[1]、その生産による負担が増大し、金属の持続可能性への取り組みの緊急性を浮き彫りにしています[2]。これには、鉱石採掘、金属加工、製品使用、および寿命末期の考慮事項からの影響を考慮したライフサイクル視点が必要です[3]。合金設計は、例えば、より高い動作温度を可能にして熱力学的効率を高めたり、可動部品の質量を削減したり(車両のように、より高い生産負担を使用段階の燃料節約で相殺する[4–7])、代替エネルギー生成に向けたより高い機能性を持つ製品を作成したりすることによって、大きく貢献できます。 全体的な金属使用量は増加していますが、一部の有毒金属(Cd、Pb)の消費量は時間の経過とともに減少または安定しています[8]。ただし、これらの金属の供給は、本レビューの基礎となる金属の鉱石採掘の副産物として持続する可能性があります[9]。金属生産、特に一次生産(世界のエネルギー消費の7〜8%を使用)は、エネルギー消費、温室効果ガス排出(例:鉄鋼およびMg生産におけるCO2)、採掘の影響(健康、景観、廃棄物、水使用)、および使用中の放出(腐食)を通じて環境に大きな影響を与えます[10]。鉄鋼は体積で最も大きな影響を与えます。キログラムあたりの影響が大きい金属には、微量元素(Sc、Re、Ge)が含まれ、Fe、Al、Cuは年間の地球温暖化ポテンシャルに最も貢献します[11]。 合金(例:超合金)における元素の多様性の増加は特性を向上させますが、寿命末期の回収とリサイクルを複雑にします[12, 13]。リサイクルは、熱力学、元素の適合性(Table 1)、および回収が行われるインフラストラクチャによって制限されます[14]。これは、組成的に複雑な合金(CCA)にとって課題となります[15]。資源の利用可能性と材料の重要性も懸念事項であり、特に政治的に不安定な地域に集中している元素(Figure 1)や副産物として採掘される元素についてです[16–20]。 持続可能性を高める機会は、製造効率の向上(例:鉄鋼で25%、Alで40%の歩留まり損失削減 – Figure 2)[21, 22]、潜在的には積層造形[23]を通じて存在します。しかし、最大の機会は、特に鉄鋼のようなユビキタスな材料について、耐久性、信頼性、修復可能性、および再利用性の向上を通じて寿命延長を可能にする合金の設計にあるかもしれません[24]。本レビューは、様々な合金システムにわたる持続可能性を促進するための重要な課題と有望な機会を強調し、環境的、政治的、経済的要因を考慮に入れることに焦点を当てています。 4. 研究の概要: 研究トピックの背景: 金属需要の増加は、その生産と使用に伴う著しい環境フットプリント(世界のエネルギー消費の7-8%、排出物、資源枯渇)と相まって、冶金産業内での持続可能な解決策に対する緊急の必要性を生み出しています。材料のライフサイクル全体にわたる特性と性能に影響を与える合金設計は、これらの持続可能性の課題に対処するための重要な道筋を示しています。 先行研究の状況: プロセス改善(例:生産効率[26, 27]、リサイクル[28, 29]、CO2削減[26, 30]、代替生産[26, 34])を通じた持続可能性改善に関する広範な研究が存在します。環境影響を評価するためのライフサイクルアセスメント手法[3]が確立されています。様々な金属ファミリー内の特定の合金開発努力は、強度、耐熱性、耐久性などの改善された特性を目標としてきました。研究はまた、複雑な合金のリサイクルに関連する課題[13, 14, Table 1]、資源の重要性[16, 17, Figure 1]、および生産影響と使用段階の利点との間のトレードオフ(例:軽量化[7])を強調しています。計算ツール(DFT、CALPHAD、ICME)は合金開発でますます使用されています。 研究の目的: 本レビューは、戦略的な合金設計を通じて効果的に対処できる最も重要な持続可能性の課題を特定し、議論することを目的としています。7つの主要な合金システム(鋼、アルミニウム、チタン、マグネシウム、超合金、形状記憶合金、高エントロピー/複合濃縮合金)にわたる主要な機会を調査し、肯定的な環境影響を最大化するための将来の冶金研究の方向性を示します。焦点は、持続可能性目標の達成において、プロセス改善だけでなく合金設計の役割に具体的に当てられています。 コア研究: 本レビューは、7つのクラスの金属材料に関する持続可能性の課題と合金設計ソリューションを検討します: 5. 研究方法論 研究設計: 本研究は、包括的な文献レビュー方法論を採用しています。広範な出版された科学論文、報告書、データベースから既存の知識と研究結果を統合します。 データ収集および分析方法: 著者らは、金属の生産と使用の持続可能性側面(環境影響:エネルギー消費、排出、資源枯渇を含む)、ライフサイクルアセスメント、リサイクルの課題、資源の利用可能性に関する出版された文献からデータを収集しました。彼らは、7つの主要な合金システム(鋼、Al、Ti、Mg、超合金、SMA、HEA/CCA)内での合金設計戦略に焦点を当てた研究を分析しました。分析には、各合金システムに特有の主要な持続可能性の課題を特定し、これらの課題に対処するために提案または実施された合金設計アプローチをレビューすることが含まれました。調査結果は、有望な機会を強調し、将来の研究の方向性を示すために統合されました。 研究トピックと範囲: 本研究は、材料科学、特に合金設計と持続可能性の交差点に焦点を当てています。範囲は以下を含みます: 6. 主な結果:
Read More
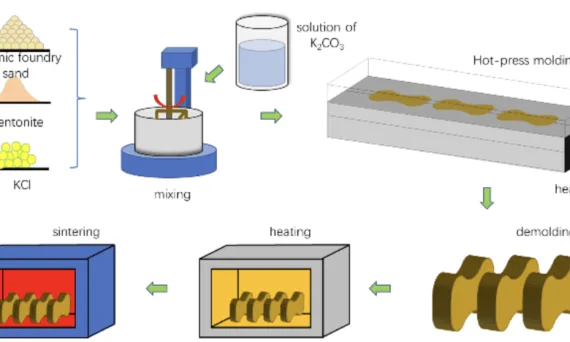
user 04/17/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Magnesium alloys , Microstructure , Salt Core , STEP , 금형 この紹介資料は、「[ARCHIVES of FOUNDRY ENGINEERING]」に掲載された論文「[Development of Water-Soluble Composite Salt Sand Cores Made by a Hot-Pressed Sintering Process]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 多種多様な水溶性中子は、内部にキャビティ、湾曲した流路、アンダーカットを持つ中空複合鋳物の成形に広く用いられている。中でも、無機塩の水溶液をバインダーとして添加して作られた中子は、水に対する溶解性に優れている。しかし、優れた崩壊性は、しばしば低い耐吸湿性を伴う。本研究では、砂、ベントナイト、複合塩の中子砂混合物をホットプレスおよび焼結することにより、適度な強度と耐吸湿性を備えた水溶性中子を調製し、T字管(tee tube)試験片を鋳造した。実験結果によると、KCl-K2CO3をバインダーとする中子は0.9 MPa以上の強度が得られ、相対湿度80±5%で6時間保持しても0.3 MPaを維持した。その後の焼結プロセスにより、ホットプレスされた中子の耐吸湿性を大幅に向上させることができた(相対湿度85±5%で24時間保管後0.6 MPa)。後処理によって調製された水溶性中子は、滑らかな内面を持ち気孔欠陥のないT字管鋳物を鋳造するために使用でき、中子の除去も容易であった。 3. 緒言 (Introduction): 水溶性中子は、鋳物の内面を形成するために、水溶性の塩を主原料[1-4]またはバインダー[5-7]として作られる部品である。その優れた水溶性の崩壊性と環境適合性により、特に自動車、衛生陶器、その他の製品の軽量化および一体化プロセスにおいて、複雑なキャビティや湾曲した流路を持つ鋳物を製造するための高圧ダイカスト法やその他の鋳造法(重力、低圧)で広く使用されている[8-11]。一般に、ダイカスト用の水溶性中子には高い強度が要求されるため、主に塩溶融物を鋳造する方法で作られる。しかし、溶湯の衝撃がはるかに小さい重力鋳造や低圧鋳造には、比較的低い強度の中子が適しており、加圧焼結やバインダー結合プロセスなど、さまざまな材料やプロセスを用いて水溶性中子を形成することができる。しかし、K2CO3結合中子[14]のように崩壊性に優れた多くの水溶性中子は、湿度の高い環境下での吸湿性のために直接使用することができず、その広範な応用が制限されている[15]。KClをバインダーとして使用すると耐湿性は向上するが、溶解度が比較的低いため、より多くの水分を導入する必要があり、強度が低下したり、成形が困難になったりする可能性がある。本稿では、K2CO3の高い強度とKClの良好な耐湿性を活用することを目的として、低温でのホットプレス後に比較的高温で焼結するプロセスにより、KCl-K2CO3複合塩バインダーシステムを用いた水溶性砂中子の開発を探求する。 4. 研究の概要: 研究テーマの背景: 水溶性中子は、複雑な内部形状(キャビティ、流路、アンダーカット)を持つ中空鋳物の製造に不可欠である。その主な利点は、水中での優れた崩壊性と環境適合性であり、様々な産業における軽量化用途に適している。しかし、一般的な課題は、良好な崩壊性と、保管および取り扱い中の吸湿に対する十分な耐性とのバランスをとることである。 従来の研究状況: 従来の研究では、様々なタイプの水溶性中子が検討されてきた: 研究目的: 本研究の目的は、2段階プロセス(低温ホットプレス後の高温焼結)を用いてKCl-K2CO3複合塩バインダーを使用した水溶性砂中子を開発することであった。目標は、単純なホットプレス中子と比較して大幅に改善された耐吸湿性を持ちながら、鋳造後に容易に除去できるよう良好な水溶性崩壊性を維持する、適度な強度の中子を得ることであった。 中核研究内容: 本研究は、シリカ砂、ベントナイト、およびKClとK2CO3の複合バインダーを使用して水溶性砂中子を製造することを含んでいた。プロセスは、混合物をホットプレスした後、焼結ステップを経た。研究では、様々なパラメータが中子特性に及ぼす影響を体系的に調査した: 5. 研究方法論 研究設計: 本研究では実験的アプローチを採用した。水溶性砂中子サンプル(「8」字型ドッグボーン形状)を、ホットプレス法に続いて焼結プロセスを用いて作製した。バインダー組成(KCl/K2CO3比率)、バインダー量、ベントナイト含有量、加熱温度/時間、焼結温度/時間などの主要なパラメータを体系的に変化させた。得られた中子の特性を測定し、分析した。最後に、実際の応用における中子の性能を検証するために鋳造試験を実施した。 データ収集および分析方法: 研究テーマと範囲: 本研究は、ホットプレス焼結プロセスを用いたKCl-K2CO3複合塩システムで結合された水溶性中子の開発と特性評価に焦点を当てた。範囲には以下が含まれる: 6. 主要な結果: 主要な結果: 図の名称リスト (Figure Name List): 7.
Read More



![Figure 11. Aircraft engine schematic (GE 90) along with constituent materials by weight. Adapted from Schafrik et. al. [265].](https://castman.co.kr/wp-content/uploads/image-2193-570x342.webp)