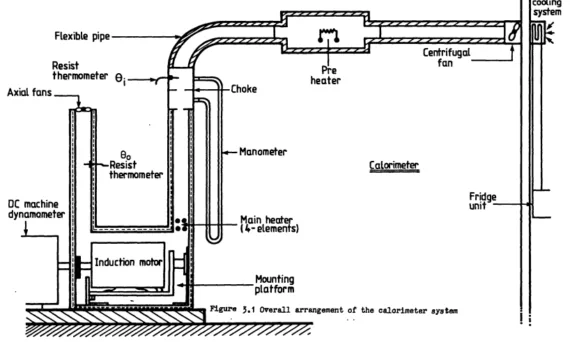
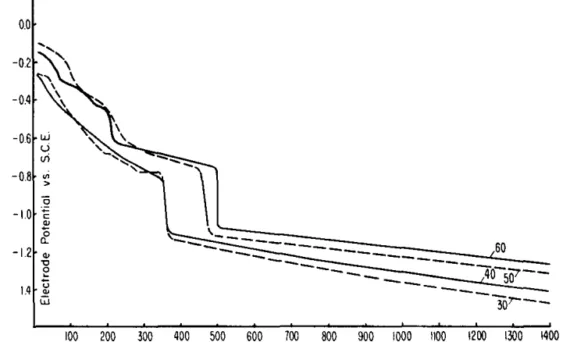
この技術概要は、1960年にEidgenössischen Technischen Hochschule in ZürichでAhmed Medhat Shams El Dinによって発表された論文「The Direct Deposition of Chromium on Zinc and A Comparative Study on the Microhardness」を基に作成されました。CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの支援を受けてHPDC専門家向けに分析および要約しました。 キーワード エグゼクティブサマリー 課題:HPDC専門家にとってこの研究が重要な理由 何十年もの間、高圧ダイカスト(HPDC)業界のエンジニアは、亜鉛部品に直接クロムメッキを施し、高品質の耐食性を実現する際に課題に直面してきました。従来の方法では、接着力と耐食性を確保するために銅やニッケルの中間層が必要であり、生産コストと複雑さが増加します。この研究は、亜鉛ダイカスト部品に直接クロムメッキを施し、研磨に適した中程度の硬度と、銅やニッケル基板に匹敵する耐食性を達成する方法という重要な課題に対処します。これは、コスト効率が高く軽量な亜鉛ダイカスト部品が広く使用される自動車、航空宇宙、電子産業において特に重要です。 アプローチ:研究方法論の解明 この研究は、チューリッヒ連邦工科大学のG. Trümpler教授の指導の下で行われ、4つの市販クロムメッキ浴を評価しました: 方法論は以下の通りです: ブレークスルー:主要な発見とデータ この研究は、4つの浴の性能に関する重要な洞察を提供しました: HPDC製品への実際の影響 「The Direct Deposition of Chromium on Zinc and A Comparative Study on the Microhardness」の結果は、HPDC製造業者に実行可能な洞察を提供します: 論文の詳細 1. 概要: 2. 抄録: この研究は、4つの市販浴(INCA、Bornhauser、SRHS-CP 500、SRHS-CP
この技術概要は、Roger N. Lumley、David Viano、John R. Griffiths、Cameron J. Davidsonによって「Proceedings of the 12th International Conference on Aluminium Alloys」(2010年)で発表された学術論文「The Effect of Heat Treatment on Tensile, Fatigue and Fracture Resistance of ADC3, ADC10, and ADC12 Alloys」に基づいています。HPDC専門家のために、CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの支援を受けて分析・要約しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、エンジニアは従来のアルミニウムHPDC部品の性能の限界を受け入れてきました。他のアルミニウム製品の強度を高めるための標準的なプロセスである溶体化熱処理は、HPDC分野では禁断の領域でした。プロセスに必要な高温は、溶解したガスを膨張させ、壊滅的な表面ブリスタリングや寸法不安定性を引き起こすためです。これにより、ADC3、ADC10、ADC12といった広く使用されている合金のポテンシャルは、完全には引き出されていませんでした。 しかし、本論文で詳述されているように、「溶体化処理段階を大幅に短縮する」という新しい熱処理プロセスの開発は、これまでの常識を覆します。より短い時間と低い温度を用いることで、従来のブリスタリング問題を回避できるのです。これにより、引張強度、疲労寿命、破壊抵抗の大幅な改善への道が開かれ、かつては不可能と考えられていた用途でもHPDCが競争力を持つことが可能になります。 アプローチ:研究方法論の分析 この新しいプロセスを検証するため、研究チームは厳密な実験プログラムを実施しました。 このように、管理された鋳造、革新的な熱処理、標準化された試験の組み合わせが、本研究の画期的な結論を裏付ける強固な基盤となっています。 ブレークスルー:主要な研究結果とデータ 結果は、これらの一般的なHPDC合金の特性が劇的に変化し、鋳放し状態の能力をはるかに超えることを示しています。 HPDC製品への実用的な示唆 この研究は学術的なものに留まらず、実際の製造現場で部品の性能を向上させるための実用的なロードマップを提供します。 論文詳細 The Effect of Heat Treatment on Tensile, Fatigue and
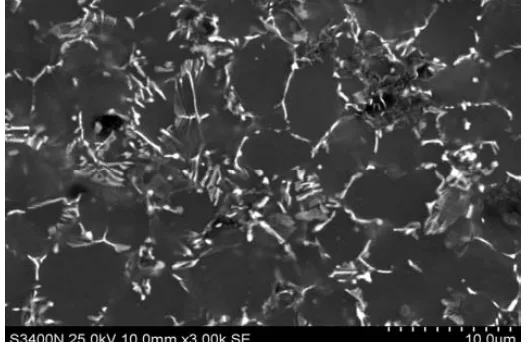
本技術要約は、G. Timelli、S. Ferraro、A. Fabrizi、S. Capuzzi、F. Bonollo、L. Capra、G.F. Capraによって2014年の世界鋳造会議(World Foundry Congress)で発表された学術論文「The Influence of Cr content on the Fe-rich phase Formation and Impact toughness of a Die-cast AlSi9Cu3(Fe) alloy」に基づいています。この内容は、HPDC専門家のためにCASTMANの専門家がGemini、ChatGPT、GrokのようなLLM AIの助けを借りて分析・要約したものです。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、技術者たちは高温強度を向上させ、Fe含有相の形態を有益に改善するために、Al-Si鋳造合金にクロム(Cr)を添加してきました。しかし、Crには重大な欠点があります。それは「スラッジ」として知られる粗大な金属間化合物結晶を形成する最も強力な元素であるという点です。これは、金型や工具を保護するために保持温度が低く設定されがちなHPDC業界では、スラッジの析出が促進されやすいため、よく知られた問題です。 鉄(Fe)、マンガン(Mn)、クロム(Cr)を豊富に含むこれらの硬いスラッジ粒子は、溶融アルミニウムよりも密度が高いため、溶解炉や鋳型内で偏析する可能性があります。これらの存在は、溶湯の化学組成を変化させるだけでなく、ダイソルダーリング(焼き付き)の傾向を増加させ、最も重要なことに、最終的な鋳物の延性や靭性に悪影響を及ぼす可能性があります。 「スラッジファクター(Sludge Factor)」の公式(SF=(1·wt.%Fe)+(2·wt.%Mn)+(3·wt.%Cr))が指針として機能してきましたが、Cr含有量の変化がダイカスト製Al-Si合金の破壊靭性に与える直接的な影響に関する具体的なデータは不足していました。本研究は、まさにその重要な知識のギャップを埋め、関連するトレードオフについて、明確でデータに基づいた理解を提供するものです。 アプローチ:研究方法論の分析 クロムの効果を特定するため、研究者らは管理された実験を行いました。 核心的な発見:主要な結果とデータ この調査により、クロム濃度が合金の微細組織と性能にどのように直接影響を与えるかについて、いくつかの重要な知見が得られました。 HPDC製品への実用的な示唆 この研究は、A380系合金を扱うあらゆるHPDC工程において、製品品質とプロセス管理を改善するための実用的な情報を提供します。 論文詳細 The Influence of Cr content on the Fe-rich phase Formation and Impact toughness
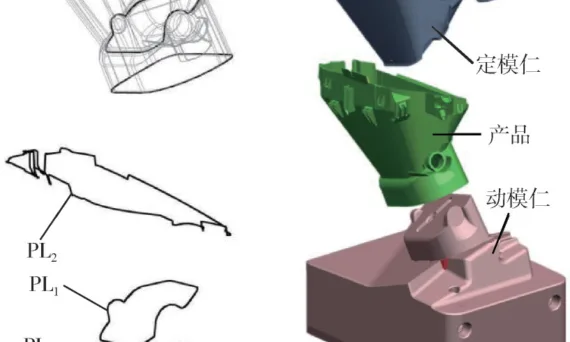
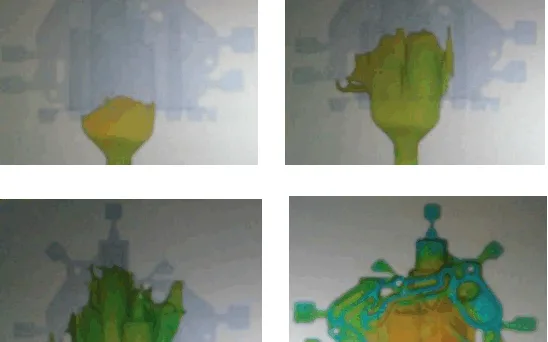
本紹介論文は、「[CHINA PLASTICS]」によって発行された論文「[Design of Two-stage Side Core-pulling Injection Mold for Special-shaped Parts with Four Sides and Six Undercuts]」に基づいています。 1. 概要: 2. 要旨 (Abstract): 金型設計における支持シェル部品の4面すべてに存在する広範囲なアンダーカットの難しさに対処するため、離型方向に従ってすべての側面領域を6つのスライダーS₁~S₆に分割して成形する方式を設計する。製品右側の2つのスライダーS₂およびS₃は、ストリッパー方向が一致せず、成形面積が大きいため、傾斜ガイドコラム+油圧シリンダーを用いた2段階順次コア抜き機構を設計した。製品左側はスライダーS₅によって成形され、局所的な円形穴は主スライダーS₅内に位置するトンネルスライダーS₆によって成形される。金型が開く際、スライダーS₅内のスライダーアングルピン穴の隙間によってコア抜きの遅延が生じる。スプリング駆動スライダーS₆によるコア抜き動作が完了した後、スライダーS₅が動き始める。スプリング+スライダーアングルピンの順次構造により、2次コア抜き機構が簡素化された。最後に、1金型2キャビティの縦配置、潜りゲート(latent gate)供給、および斜め突き出しを備えたシングルパーティングホットランナー射出成形金型を設計した。すべてのスライダーの横方向移動は、金型の1回の開き動作で完了する。この金型は、構造が単純で、動作の安定性が良好であり、自動化度が高い。 3. 序論 (Introduction): アンダーカットはプラスチック部品における一般的な構造的特徴である[1]。射出成形金型設計においては、通常、傾斜ガイドピン[2]、ベントピン[3]、傾斜スライダー[4]、リフター[5]、油圧システム[6]などの機構が、このような特徴部の側面離型を容易にするために用いられる。製品の同一側面に複数のアンダーカットが存在し、離型方向が一致しない場合、各離型方向に対して独立した動きを保証するために、複数のサイドコア抜き機構が必要となる。これらの動き間の干渉を防ぐためには、コア抜き動作の順序を精密に制御する必要がある[7-9]。従来の研究[10-13]では、順次コア抜きシステムが探求されており、しばしば油圧シリンダーと傾斜ガイドピンの組み合わせ、異なる駆動方法、固定金型突き出し戦略、または多段階の金型開き段階を利用して、必要な順序を達成している。 4. 研究概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 対処された主な課題は、複雑な特殊形状の支持シェル部品用射出成形金型の設計である。この複雑さは、部品の4面すべてに顕著なアンダーカット特徴部が存在し、異なる方向からの複数のコア抜き動作(合計6つ)が必要となることから生じる。 従来の研究状況 (Status of previous research): 参考文献[7-14]に記載されている順次コア抜きのための既存のアプローチは、しばしば金型開きステップ数を増やすか、複雑な機構を設計することを含む。これらの方法は順序付け問題の解決には効果的であるが、金型の構造的複雑さと製造コストを増加させる可能性がある。 研究目的 (Purpose of the study): 研究の目的は、特定の支持シェル部品に対して効率的で信頼性の高い射出成形金型設計を開発することであった。この設計は、4面にわたる6つの異なるアンダーカットを管理することを目的とし、単一の金型開きサイクル内で順次コア抜き動作を実装し、全体的な金型構造を簡素化し、動作安定性と自動化を向上させるメカニズムを利用する。 中核研究 (Core