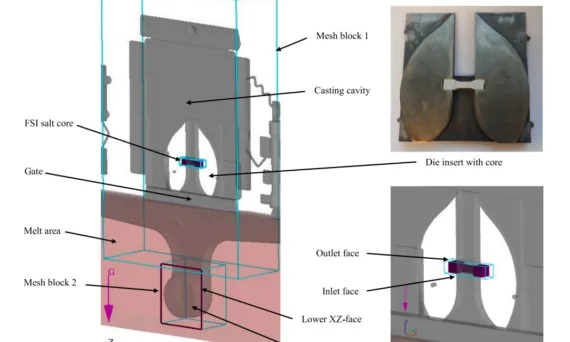
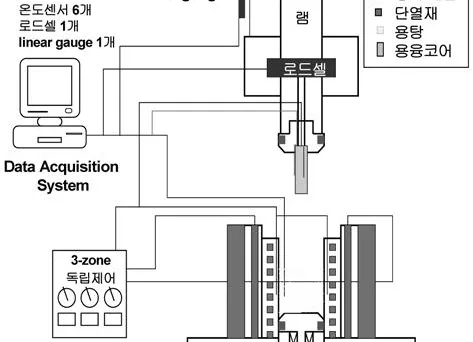
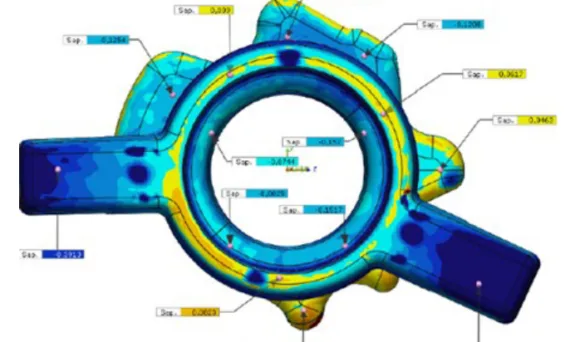
研究の核心目的: 本研究は、自動車産業などで広く求められる複雑な形状の鋳造品の製造において、従来の砂型コア(sand core)の欠点を克服し、環境に優しく効率的な塩コア(salt core)を用いた鋳造プロセスを開発することを目的とする。砂型コア使用時に発生するコアガス、騒音、粉塵、環境汚染といった問題点を解決することを目指す。 主要な方法論: ポンプ本体部品を対象として、塩コア製造のための単一チャンバー射出金型を設計・製作した。溶融塩を射出成形して塩コアを製造し、従来の傾斜鋳造法を用いて鋳造を行った。Faro Edge Scan Arm HDを用いて塩コアの寸法精度を測定し、3Dデータモデルと比較・分析した。また、冷却システムを改良して均一な冷却を促し、亀裂発生を最小限に抑えた。鋳造後、塩コアを水に溶解させて除去し、表面粗さや内部欠陥を分析した。砂型コアを用いた鋳造プロセスとの比較分析も行った。 主要な結果: 塩コアを用いた鋳造プロセスは、砂型コアを用いたプロセスと比較して以下の利点が見られた。(1) 樹脂燃焼によるコアガスの発生がなく、鋳造品の欠陥を減少させた。(2) 塩コアは水に溶解して残渣なく除去できるため、砂型コア除去工程で発生する騒音、粉塵、環境汚染の問題が解決された。(3) 砂型コアよりも鋳造品の表面粗さが良好であった。(4) 鋳造プロセス時間は砂型コアを用いたプロセスとほぼ同等であった。ただし、塩コアの収縮率予測や凝固時間が砂型コアよりも長いことが課題として挙げられた。 研究者情報: 研究背景と目的: 論文の主要な目標と研究内容: 結果と成果: 著作権と参考文献: 本要約は、Tülay Hançerlioğluの論文 “Development of Salt Core Use as an Alternative in Aluminum Alloy Castings”に基づいて作成されました。 論文出典: DOI: 10.18466/cbayarfbe.1033177
CASTMANは常にどのようにより良い方法で仕事を進めるかを検討しています。革新は産業を発展させるために使用される高度なツールと技術を開発するのに良い方法です。 技術革新はいくつかの重要な利点を提供します。これにより製品が向上し、リードタイムが短縮され、コストが削減されます。 私たちは薄い壁のアルミダイキャスティングなどの革新を通じて、重量を軽減し、より高い強度の部品を開発し、高品質の製品を提供できる技術を保有しています。 私たちの研究開発と革新技術は、お客様のビジネスに高品質な製品を提供します。 CASTMANの持つ革新的な技術がお客様のビジネスをどのように向上させるかを検討し、製品開発に困難があればいつでもご連絡ください。 ありがとうございます。 Project List YEAR PRODUCT MATERIAL CUSTOMER 2021 Mass Produce EGR Mixer (Salt Core Technology) Received IR52 Jang Youngsil Award Relocated and expanded manufacturing plant 2019~2020 EGR Mixer using the salt method Al Hyundai Motor Company 2016 Copper Rotor for Turbo Blower Motor Cu Korean Turbo Blower Company 2016 Copper
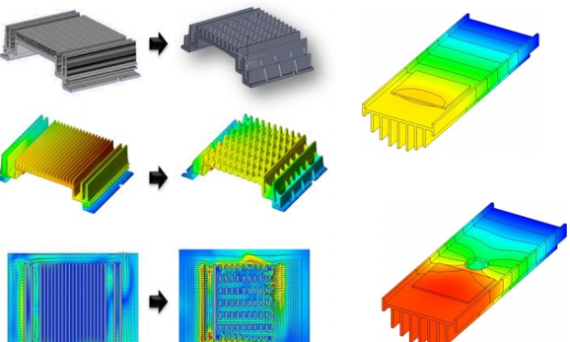
製造業の発展に伴い、アルミニウムダイカスト部品はさまざまな分野でますます使用されており、中空のダイカスト部品は構造の強度を高め、重量を軽減することができます。真空ダイカスティングは主に自動車部品に使用され、薄い壁を作ることができます。ソルトコアを使用して、ダイカスティング中に水で取り除かれる複雑な中空部品を製造することができます。 Competitive Cost Reduction Products Made by Replacing Sand Core with Salt Core Technology Salt core 水に溶解される塩コアは、低圧鋳造や砂鋳造で使用される砂コアと比較して、鋳造後に高圧水で取り外すことができる、水に溶ける塩で作られたコアを指します。 塩コアは強度が高く、クリーンな鋳造表面仕上げ、気泡が少なく、取り外しが容易で、部品への損傷が最小限であり、環境にやさしいです。また、塩もリサイクルが可能です。そのため、自動車産業ではますます塩コアが使用されるでしょう。 高圧ダイカストでは、ツールのコアは温度が680〜720℃、速度が20〜50m/sの溶融合金の衝撃に耐える必要があります。そのため、水に溶ける塩は強度が高く、高圧および低圧ダイカストの要件を満たす必要があります。また、塩コアの収率は高圧ダイカストと一致し、塩コアの引張強さは少なくとも20MPaでなければなりません。さらに、良好に溶けやすく、清掃が容易であり、合金との反応がなく、リサイクル利用に対応している必要があります。 高圧ダイカストの収率とコアの製造を考慮して、塩コアを製造する主な方法は射出法です。ダイカスト中に塩コアの固化時間は合金よりも長いため、生産効率に悪影響を与えます。塩コアの製造と充填・固化のシミュレーションの基準を提供し、ダイカスト中のクラックのリスクの可能性を見つけるためには、塩コアの評価システムを確立する必要があります。 -Smooth surface quality-High thermal shock resistance-Water soluble-Thermal insulation -No chemical binders used-No separate coating material used-Do not use harmful substances-Integrated core support structure -Possible to design complex internal flow channels-Undercut molding possible-Surface quality specification available-Can