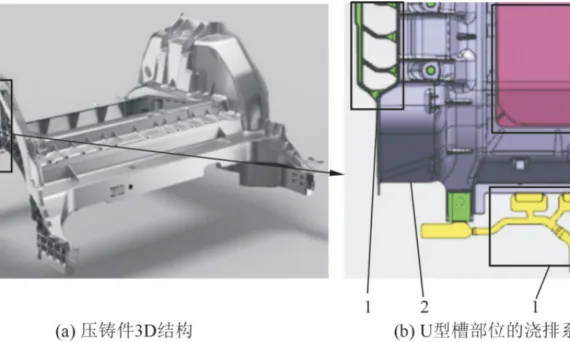
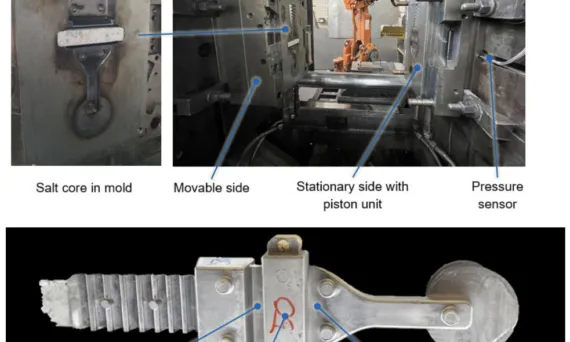
この紹介資料は、「La Metallurgia Italiana」によって発行された論文「Numerical and experimental analysis of a high pressure die casting Aluminum suspension cross beam for light commercial vehicles」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本稿の目的は、自動車、特に商用車およびバスにおける軽量化最適化を強化し、深めることである。詳細には、本研究の目的は、小型商用車(LCVs)向けに、技術的に信頼性が高く費用対効果の高いアルミニウム合金製安全部品を開発することである。この目的のために、従来の溶接板金構造と比較して約40/50%の重量削減目標を持つ、LCVs用独立懸架フロントサスペンション向けアルミニウムクロスビームの様々なソリューションが分析された。さらに、耐食性の向上、塗装やカチオン電着塗装の不要化、リサイクル性および寿命末期における残存価値の向上といった、さらなる環境上の利点も考慮されるべきである。詳細には、このプロジェクトの目標は、以下のプロセスを通じて達成された:いくつかの異なる軽量化ソリューションの技術的および経済的研究と最良ケースの選択;構造FEAおよび鋳造プロセスシミュレーションの助けを借りて選択されたソリューションの改善;ライフサイクルアセスメント(ここでは記述せず);プロトタイプ製作および予備的な実験的相関分析。 3. 序論 (Introduction): 車両重量の削減は、燃料消費と環境排出を削減することにより、自動車のカーボンフットプリントを緩和する顕著な方法である。さらに、軽量化は出力重量比と乗客の安全性を向上させ、積載量の増加を可能にする[1]。これらの理由から、近年、自動車における軽量化設計は指数関数的に増加している。しかしながら、特に安全関連部品においては、商用車およびバスでは「鋼鉄(steel)」と「鉄(iron)」の使用が依然として主流である[2]。これは、高い破断応力と剛性の要求、およびコスト制限のためである。特に、現在の既知の技術水準では、この範囲の車両向けにアルミニウム製のサスペンションクロスビームは開発されていない。サスペンションクロスビームの機能は、フレームとの接続を保証し、すべてのサスペンション要素(例:コントロールアーム、バンパー、スプリングなど)、ステアリングシステム、および駆動系部品を支持し、すべての理論的な運動学的サスペンション「ハードポイント(hard points)」を接続することである。これらの重要な機能を確実に果たすために、これらの部品はミッション荷重(疲労、過負荷、衝撃的な単一イベントなど)に耐え、良好な車両ハンドリングのための高い剛性を保証し、路面振動を低減し、LCVsで頻繁に発生する可能性のある過負荷(標準、積載量、加速など)を支持し、結果として生じる応力をシャシーフレーム全体に正しく分散させる必要がある。したがって、商用車用サスペンションクロスビームは、通常、金属板部品または鋼管を溶接し、腐食を防ぐために保護処理して作られる。本研究の目的は、技術的に信頼性が高く費用対効果の高いLCVs用アルミニウム合金製安全関連サスペンション部品を開発することにより、この現状技術を克服することである。機械的特性を最適化し、使用材料を削減することにより、最終構造は機械的抵抗と剛性の点で従来のシステムと同等またはそれ以上になるだろう。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 自動車産業は、燃費向上、排出ガス削減、車両性能および積載量改善のために軽量化ソリューションを模索している。商用車(LCVs)の場合、サスペンションクロスビームのような安全部品は、高い機械的要求とコスト制約のため、伝統的に鋼鉄で作られている。アルミニウムのような材料を使用した軽量代替品の開発は課題を提示するが、大きな利点を提供する。 従来の研究状況 (Status of previous research): 高張力鋼(Advanced High Strength Steel)、軽合金、複合材料などの代替材料が軽量化のために探求されているが、LCV安全部品への適用は、コストおよび高い応力抵抗と剛性の必要性によって制限されている[2]。ダイカストで中空構造を作成するための特定の技術(例:ソルトコア、セラミックコア、ガス射出プロセスなど)[3, 4]は存在するが、LCVクロスビームのような用途での持続可能な工業化のためにはさらなる開発が必要である。研究時点では、この範囲の車両向けにアルミニウム製サスペンションクロスビームが開発されたという既知の情報はなかった。 研究の目的
この論文の要約は、MDPI発行の「Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part II: Technologies New and Revived」に基づいて作成されました。 1. 概要: 2. 抄録または序論 本稿は、Special Issue「Advances in Metal Casting Technology」のために書かれた社説の第2部であり、2022年11月に発表されたパートIを基にしています。パートIでは、グローバルな金属鋳造産業の概要を示し、e-モビリティやギガキャスティング技術の出現、鋳造産業への環境負荷低減圧力など、市場と製品の変化を強調しました。パートIIでは、視点を変え、業界内の技術開発を検討し、一般的なトレンドまたは先行する課題への対応として分類し、「新規技術と再活性化技術の両方」を網羅的に議論します。網羅的な記述は不可能であることを認めつつも、本レビューは「読者にさらなる研究のための出発点を提供する」ことを目指しています。最終章では、Special Issueへの寄稿を、議論された技術分野の文脈において位置づけます。パートIと同様に、著者の専門分野である「アルミニウム合金の高圧ダイカスト(HPDC)」に偏っている可能性があることをご了承ください。 3. 研究背景: 研究トピックの背景: 金属鋳造業界は、「e-モビリティ、ギガキャスティング技術の出現、鋳造業界への環境負荷低減圧力[1]」など、市場と製品の変化によって変化の時代を迎えています。これらの進化する要求は、分野における技術進歩の再検討を必要としています。「ガー Gartner hype cycle [2-4]」のような技術中心のモデルや、「コンドラチエフ波とその関連[5]」のような経済レベルの観察など、技術進化の周期的な性質は、新規技術と再活性化技術の両方を定期的に再評価することの重要性を強調しています。 既存研究の現状: 以前に発表された本論説のパートIでは、鋳造業界に影響を与える「変化する市場と境界条件」についてすでに「本稿のパートIで議論」しています。既存の研究には、グローバルな金属鋳造のトレンドの概要や、ギガキャスティングのような特定の技術の分析が含まれます。「半凝固金属加工」のような特定の技術への学術的および産業界の関心は、「図2」に示すように、Google ScholarやScopusのようなデータベースの出版トレンドによって証明されています。しかし、特に現在の業界の課題の文脈において、新規技術と再活性化技術の両方に焦点を当てた包括的なレビューが必要です。 研究の必要性: 「鋳造業界への環境負荷低減圧力の増大[1]」と、e-モビリティのような新しい市場の要求への適応は、鋳造所が高度な技術を探求し採用する「必要性」を生み出しています。本レビューは、この必要性に対応するために、「新規技術と再活性化技術の両方」の概要を提供し、「読者にさらなる研究のための出発点を提供」し、戦略的な技術採用の意思決定を支援することを目的としています。さらに、「新しいアイデア、新しい市場ニーズ、または制限特許の失効」により「技術の再出現」の可能性と技術の周期的な性質を理解することは、長期的な業界競争力にとって重要です。 4. 研究目的と研究課題: 研究目的: 本レビューの主な「目的」は、「業界内の技術開発を、一般的なトレンドまたは先行する課題への対応として見ることができる技術開発、言い換えれば、本稿では新規技術と再活性化技術の両方について議論する」ことを検討し、要約することです。専門家レベルのハンドブック概要をこれらの技術について提供し、金属鋳造における現在の最先端技術の文脈において位置づけることを目指しています。第二の目的は、Special Issue「Advances in Metal Casting Technology」への寄稿を、議論されたより広範な技術的展望の中に位置づけることです。 主な研究: 本レビューで探求される「主な研究」分野は以下の通りです。
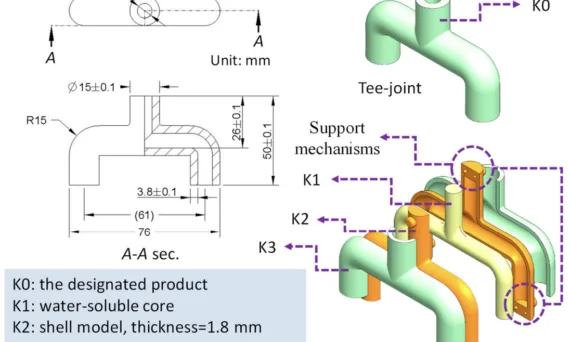
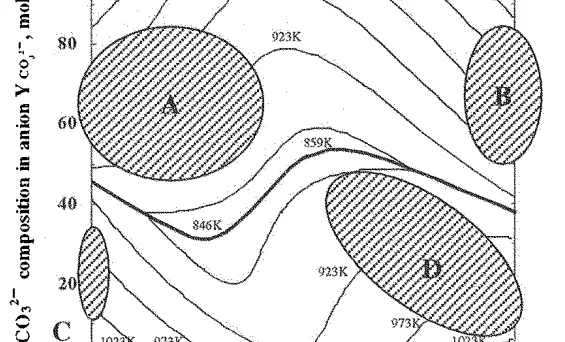
This paper introduction was written based on the [‘Bending Strength of Salt Core Comprised of KCI-NaCl-Na2CO3-K2CO3 Systems’] published by [‘The Japan Foundry Engineering Society’]. 1. 概要: 2. 概要または序論 本論文は、アンダーカット形状製品の製造に不可欠な高圧ダイカスト用崩壊性中子として有望な水溶性ソルト中子の抗折強度に焦点を当てています。特に、NaCl-KCI-Na₂CO₃-K₂CO₃多成分系からなるソルト中子の強度を調査しました。研究アプローチは、塩混合物の熱力学的考察と四点曲げ試験による実験的検証を組み合わせたものです。熱力学データから算出された相図と熱力学関数は、高強度が期待できる4つの組成領域を示唆しています。曲げ試験による実験的強度マッピングにより、3つの組成領域で20MPaを超える高強度が達成され、理論的予測と一致することが示されました。これらの高強度塩混合物は、高圧ダイカストへの適用に適していると評価できます。高強度組成の一部では、液相線温度が873Kから973Kの範囲であり、溶融塩からのソルト中子製造を容易にします。別の領域では、15MPaを超える高強度が確認されましたが、高強度を示す組成範囲は限られていました。SEM-EDX分析により、試料間で一次塩化物相中のナトリウム含有量が異なることが示され、ナトリウム含有量が一次相の強度と試料全体の強度に影響を与える可能性が示唆されました。塩化物相の分解領域では、一次相が塩化物である場合、強度が比較的低いことが判明しました。 3. 研究背景: 研究トピックの背景: アルミニウム合金ダイカストは、軽量、高強度、耐食性、成形性に優れているため、自動車部品などに広く利用されています。しかし、従来のダイカスト法ではアンダーカット形状の製品製造が困難です。崩壊性中子は、この制約を克服するために不可欠であり、その開発はダイカスト研究において再び注目されています。アンダーカット製品のダイカスト化には、高速射出と高鋳造圧力に耐える十分な強度と、製品からの容易な除去性を備えた崩壊性中子の開発が不可欠です。 既存研究の現状: 先行研究では、塩化物と炭酸塩の二元系混合塩、特にNaCl-Na₂CO₃系およびKCI-K₂CO₃系からなる水溶性ソルト中子が検討されました。これらの研究により、これらの二元系から作製されたソルト中子が、強化材なしでも高い強度を示すことが実証され、ダイカストへの応用可能性が示唆されました。ソルト中子の溶融成形には、873〜973K程度の低い液相線温度が望ましいです。このような液相線温度を有する混合塩としては、NaCl-K₂CO₃系やKCI-Na₂CO₃系、MgCl₂、CaCl₂、Na₂SO₄、CaCO₃などが挙げられます。KCI-NaCl-K₂CO₃-Na₂CO₃四元系は、相図上で873〜973Kの液相線温度を示す組成範囲が広いにもかかわらず、その強度特性に関する系統的な研究は不足しています。 研究の必要性: KCI-NaCl-K₂CO₃-Na₂CO₃四元系は、有望な液相線温度範囲を示すにもかかわらず、その強度特性に関する系統的な研究が欠如しています。したがって、本研究は、この四元系塩の強度を包括的に調査し、ダイカスト用崩壊性中子としての可能性を評価することを目的としています。特に、高強度と中子製造に適した液相線温度の両立に焦点を当てます。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、KCI-NaCl-Na₂CO₃-K₂CO₃四元系塩の強度を詳細に調査することです。この調査は、特に高強度とコア製造に適した液相線温度の両方を達成することに焦点を当て、ダイカスト用途の崩壊性中子へのこの塩系の潜在的な利用を評価することを目的としています。 主な研究課題: 研究仮説: 5. 研究方法 研究デザイン: 本研究では、熱力学計算と実験的検証を組み合わせたアプローチを採用しています。Thermo-Calcを用いてNa⁺-K⁺-Cl⁻-CO₃²⁻系の相図と液相線温度を計算し、所望の特性を持つ組成領域を予測しました。実験的には、四点曲げ試験を用いて、四元系内の組成を変化させたソルト中子の曲げ強度を測定しました。 データ収集方法: 分析方法: 研究対象と範囲: 本研究は、KCI-NaCl-Na₂CO₃-K₂CO₃四元系から作製されたソルト中子に焦点を当てており、イオン比X(K⁺の陽イオン比)とY(CO₃²⁻の陰イオン比)を用いてNa⁺-K⁺-Cl⁻-CO₃²⁻系として表現しています。組成範囲は、XとYを10mol%刻みで系統的に変化させることで、四元系全体を網羅しています。 6. 主な研究成果: 主な研究成果: 提示されたデータの分析:

![Figure 9- Left: Schematics of a conventional HPDC cold chamber machine [14]; Right: Typical layout of a component produced by a cold chamber machine [15].](https://castman.co.kr/wp-content/uploads/image-1520-570x342.webp)