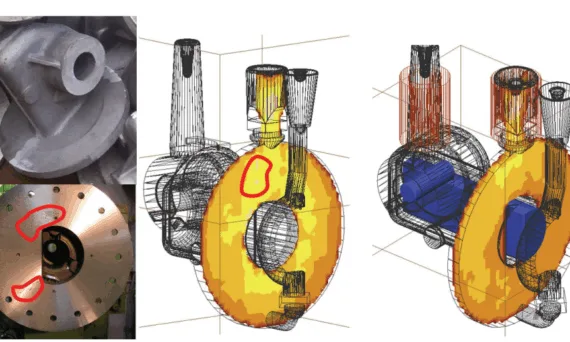
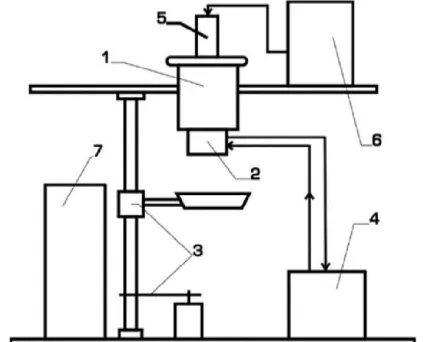
鋳造プロセス中に半導体デバイスを直接統合する技術:歩留まり28%を達成した画期的なアプローチ この技術概要は、A. Ibragimov氏らによって執筆され、「1st Joint International Symposium on System-Integrated Intelligence 2012: New Challenges for Product and Production Engineering」で発表された学術論文「Micromachined Thermogenerator Directly Integrated into Metal Parts: Technological Aspects of the Embedding Process」(2012年)に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家のために、CASTMANの専門家が要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 金属部品にセンサーや電子部品などの機能要素を直接統合することは、製品のインテリジェント化や高機能化に向けた重要な技術です。これにより、センサーは測定対象と直接接触して感度が向上し、電子部品は堅牢な金属ケーシングによって外部環境から保護されます。しかし、特にアルミニウムのような高融点金属の鋳造プロセスは700°C以上にも達するため、繊細な半導体デバイスをその過酷な環境下で生き残らせることは極めて困難な課題でした。 これまでの試みとして、厚い保護層で覆ったRFIDチップの埋め込み(Ref. [1-2])や、鋼製基板上に形成した薄膜ひずみセンサー(Ref. [3-4])などがありましたが、前者はセンサーとしての感度が低く、後者は一般的な半導体技術との互換性がないという制約がありました。本研究は、これらのギャップを埋め、一般的な半導体デバイスを溶融金属から成形される部品に直接埋め込む可能性を実証することを目的としています。 アプローチ:研究方法の解明 この課題を克服するため、研究者らはSeebeck効果を利用した熱電発電機(TG)を実証デバイスとして選択しました(Figure 1)。このTGは、主にホウケイ酸ガラス(BSG)の基板とその表面に形成されたSi-金属熱電対で構成されています。BSG基板の非晶質構造と熱電対の波状形状が、鋳造プロセスに伴う熱機械的ストレスを緩和する役割を果たします。 研究は段階的に進められました。 ブレークスルー:主要な発見とデータ この綿密なアプローチにより、研究者らはいくつかの重要な発見をしました。 HPDCオペレーションへの実践的な示唆 この研究成果は、実際の製造現場における「スマート鋳造」の実現に向けた貴重な知見を提供します。 論文詳細 Micromachined Thermogenerator Directly Integrated into Metal Parts: Technological Aspects of
高感度ガスセンサーの未来を拓く、ナノスケール鋳造技術のブレークスルー この技術概要は、Chin-Guo Kuo氏らによって執筆され、2013年に「Electronic Materials Letters」で発表された学術論文「Fabrication of a Pb-Sn Nanowire Array Gas Sensor Using a Novel High Vacuum Die Casting Technique」に基づいています。本稿は、高圧ダイカスト(HPDC)の専門家のために、CASTMANのエキスパートが要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか ナノテクノロジーの分野では、特殊な構造と均一性を持つナノコンポーネントの製造が常に求められています。特に、陽極酸化アルミニウム(AAO)は、自己組織化能力により均一なサイズの細孔を高密度に形成できるため、ナノ構造材料のテンプレートとして広く利用されてきました[6-9]。 しかし、これらのナノ細孔に金属を充填する従来の方法、例えばガス注入法は、製造プロセスで高圧ガスを供給するためのコンプレッサーが必要でした。これにより、真空チャンバーが高圧下に置かれ、実験中の操作上の危険性が増大するという深刻な問題がありました。この安全上のリスクは、金属ナノワイヤの製造における大きな障壁となっていました。本研究は、この問題を解決するため、高真空ダイカスト技術という全く新しいアプローチを提案し、ナノ材料製造の安全性と効率性を向上させることを目指しています。 アプローチ:研究手法の解明 本研究では、ナノワイヤアレイを製造するために、多段階の精密なプロセスが採用されました。 ブレークスルー:主要な発見とデータ 本研究は、高真空ダイカスト技術がナノワイヤ製造に有効であることを示す、いくつかの重要な成果を明らかにしました。 HPDCオペレーションへの実践的な示唆 この学術研究は、直接的にはナノ材料製造に関するものですが、その根底にある原理は、鋳造技術者、特に高圧ダイカスト(HPDC)に関わる専門家にとって重要な示唆を与えます。 論文詳細 Fabrication of a Pb-Sn Nanowire Array Gas Sensor Using a Novel High Vacuum Die Casting Technique 1. 概要: 2. 抄録: 本研究では、純度99.7%のアルミニウム基板をシュウ酸電解液でエッチングすることにより、陽極酸化アルミニウム(AAO)ナノモールドを得た。エッチング後、直径80nmの細孔を持つナノモールドが作製された。このナノモールドを基材として使用した。真空鋳造法を用いて、Pb-Sn合金をナノモールドにダイカストし、その結果、直径80nm、長さ50μmのPb-Sn合金ナノワイヤに成形した。凝固後、Pb-Snナノワイヤアレイが得られた。本研究で製造されたPb-Snナノワイヤアレイは、ガスセンサーに応用可能である。AAOナノモールドとPb-Snナノワイヤアレイの微細構造解析は、SEMとXRDによって行われた。 3. 序論:
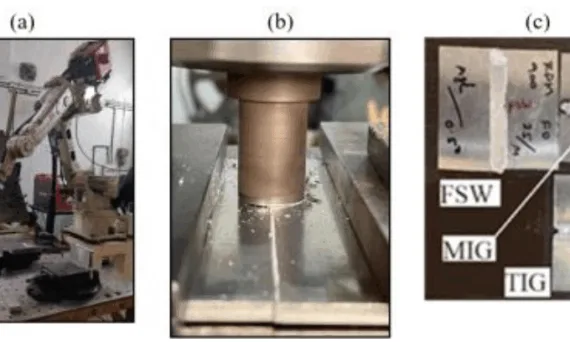
Al-6061プレート接合の最適解を探る:FSW、MIG、TIG溶接の強度と微細構造の徹底比較 本技術概要は、Aaluri Praveen Reddy氏およびSaurabh Dewangan氏によって執筆され、ACTA METALLURGICA SLOVACA(2023年)に掲載された学術論文「A COMPARATIVE ANALYSIS AMONG THE WELDED Al-6061 PLATES JOINED BY FSW, MIG AND TIG WELDING METHODS」に基づいています。HPDC専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか アルミニウム合金、特にAl-6061は、その軽量性、耐食性、加工性の良さから多くの産業で不可欠な材料です。しかし、その低い融点と高い熱伝導率のため、アーク溶接には特有の難しさが伴います。溶接部の品質、特に機械的強度の確保は、製品の信頼性に直結する最重要課題です。 従来、TIG溶接やMIG溶接が用いられてきましたが、近年では固相接合である摩擦攪拌接合(FSW)も注目されています。しかし、これらの3つの主要な溶接法を同一条件下で直接比較し、どの手法がAl-6061の接合に最適なのかを包括的に示した研究は多くありませんでした。本研究は、このギャップを埋め、エンジニアが用途に応じて最適な溶接法を選択するための、データに基づいた明確な指針を提供します。 アプローチ:研究手法の解明 本研究では、Al-6061合金プレート(寸法100×50×4 mm)の接合に、以下の3つの手法を用いました。 溶接後、各プレートからASTM-E8規格に準拠した引張試験片をワイヤ放電加工機(WEDM)で切り出しました。そして、引張試験、ロックウェル硬さ試験(Bスケール)、走査型電子顕微鏡(FESEM)による破面解析、そして微細構造観察を実施し、各溶接部の特性を詳細に評価しました。 発見:主要な結果とデータ 本研究から得られた主要な結果は、溶接法の選択がAl-6061接合部の性能に劇的な影響を与えることを示しています。 HPDCオペレーションへの実践的な示唆 この研究結果は、ダイカスト製品の二次加工やアセンブリにおける溶接プロセスの最適化に、直接的な知見を提供します。 論文詳細 A COMPARATIVE ANALYSIS AMONG THE WELDED Al-6061 PLATES JOINED BY FSW, MIG AND TIG WELDING METHODS 1. 概要: 2.
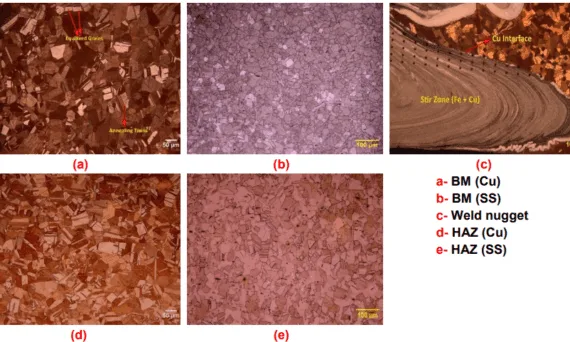
異材接合の壁を越える:摩擦攪拌接合(FSW)における銅とステンレス鋼の接合界面で何が起きているのか? この技術概要は、S. Ramachandran氏らによる学術論文「A combined full-field imaging and metallography approach to assess the local properties of friction stir welded (FSW) copper-stainless steel joints」に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家のために、株式会社CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDCの専門家にとって重要なのか エンジニアリングの世界では、異なる特性を持つ材料を組み合わせる「異材接合」のニーズが絶えず高まっています。しかし、例えば銅とステンレス鋼のように、物理的特性(融点:Cu-1085°C vs SS-1400-1500°C、熱伝導率:Cu-401 W/m-K vs SS-17-19 W/m-K)が大きく異なる材料を接合しようとすると、大きな壁に直面します。 論文のIntroductionで指摘されているように、従来の溶融溶接では、一方の材料が他方よりずっと早く溶けてしまい、金属間化合物や気孔、高温割れといった欠陥が発生しやすくなります[1]。これは製品の機械的特性を低下させ、早期破壊の原因となり得ます。この問題は、インサート成形などで異材を扱う機会のあるHPDCの現場においても、決して他人事ではありません。材料の健全性をいかに保つかは、あらゆる先進的な製造プロセスの共通課題です。 アプローチ:研究手法の解明 この課題を克服するため、研究者らは摩擦攪拌接合(FSW)というプロセスを採用しました。FSWは、回転するツールを材料に押し込み、摩擦熱と塑性流動によって材料を溶かすことなく接合する「固相接合」技術です。これにより、溶融溶接に伴う多くの問題が回避されます[2]。 本研究では、FSWで接合された銅とステンレス鋼の継手に対し、以下の複合的な分析手法が用いられました。 発見:主要な研究結果とデータ 本研究は、FSWによって銅とステンレス鋼の間に形成される複雑な接合部の特性を明らかにしました。 HPDCオペレーションへの実践的な示唆 この研究はFSWに関するものですが、その発見はHPDCの専門家にとっても重要な示唆を与えてくれます。 論文詳細 A combined full-field imaging and metallography approach to assess the local properties of friction
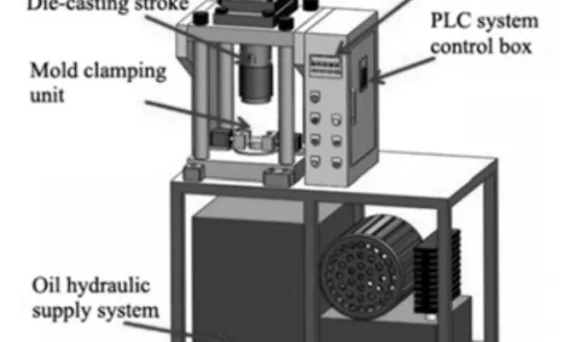
![Fig. 1 (a) Injection moulding process and machine, (b), a complex mould structure, (c), some main parts of automobile fabricated by injection moulding process [9].](https://castman.co.kr/wp-content/uploads/image-2601-570x342.webp)