This paper summary is based on the article [‘Effects of microstructure and casting defects on the fatigue behavior of the high-pressure die-cast AlSi9Cu3(Fe) alloy’] presented at the [‘Procedia Structural Integrity’] 1. Overview: 2. Research Background: Background of the Research Topic: (研究背景) 近年、高圧ダイカスト(HPDC)部品は、「優れた柔軟性と高い生産性」により、自動車産業を中心に大量生産部品への適用が拡大しています。HPDCプロセスは、「金型の急速充填と高い冷却速度」を特徴とするため、本質的に「気孔率や酸化皮膜」、「冷間凝着(cold joints)」など、「PD CEN/TR 16749:2014規格およびFioreseら(2015年)によって定義される」多種多様な鋳造欠陥が発生しやすいという課題があります。これらの鋳造欠陥は、機械的特性に悪影響を及ぼし、「疲労亀裂の起点となり、鋳物の疲労挙動を劣化させる」可能性があります。したがって、自動車部品のような複雑形状の鋳物の性能評価において、ダイカストアルミニウム合金の疲労挙動を理解することは非常に重要です。 Status of Existing Research: (既存研究の状況) ダイカストアルミニウム合金部品の静的機械特性に関する研究は広範囲に実施されていますが、「高圧ダイカスト欠陥が疲労特性に及ぼす影響を調査した研究は非常に少ない」のが現状です。既存研究では、鋳造欠陥が静的強度に及ぼす影響はケースによって異なり、破断伸びにおいては大きな変動が見られることが報告されています。Avalleら(2002年)は、HPDC AlSi9Cu3(Fe) 材の静的特性が気孔率の増加とともに低下することを報告しました。疲労特性に関する研究では、Avalleら(2002年)やMayerら(2003年)の研究で、HPDC AlSi9Cu3(Fe) 合金やMg合金において、気孔や冷間凝着が疲労強度低下の要因となること、亀裂が気孔から発生することが示されています。Huら(2014年)のAlMg5Si2Mn合金の研究では、金型鋳造材と比較してHPDC材の方が疲労限度が高いことが示唆されています。砂型鋳造、金型鋳造、低圧ダイカストに関する研究でも、欠陥を含む材料の疲労強度は低下し、欠陥のサイズや表面からの距離が疲労寿命に影響を与えることが確認されています。これらの研究では主に、破壊表面解析や金属組織学的特性評価によって鋳造欠陥の疲労挙動への影響が調査されています。
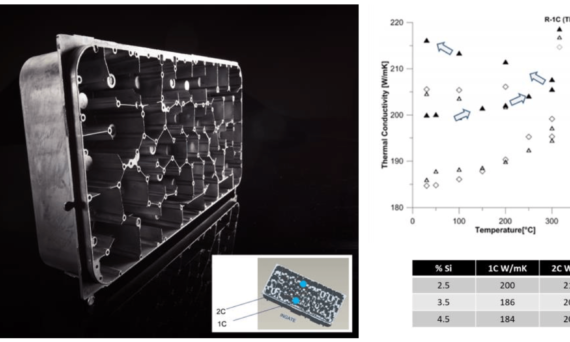
この記事では、UNIVERSITÀ DEGLI STUDI DI PADOVA and AALEN HOCHSCHULE FÜR TECHNIK UND WIRTSCHAFTが発行した論文「INVESTIGATION ON THE EFFECTS OF INNOVATIVE MELT TREATMENTS ON MICROSTRUCTURE AND MECHANICAL BEHAVIOUR OF DIECAST AL ALLOYS」を紹介します。 1. 概要: 2. 概要または序論 革新的で高性能な材料の研究は、多くの分野の開発において重要な役割を果たしています。材料特性を向上させるための一般的な戦略の1つは、相補的な材料を組み合わせて優れた性能を達成することであり、これは複合材料研究の根底にある原則です。金属基複合材料(MMC)は、その性能と加工の多様性から特に興味深いものです。本研究では、溶融アルミニウムに対する革新的な溶湯処理を調査し、溶融アルミニウム中に酸化アルミニウム(Al2O3)粒子をその場生成し、溶融物中に分散させて凝固金属に組み込むことを目的としています。Al2O3を強化材として使用することの二重の利点、すなわち、アルミニウム合金の硬度、強度、弾性率を向上させる機械的強化と、より微細な微細組織を得ることによって合金性能を向上させる結晶粒微細化剤としての利点について検討します。本研究では、純アルミニウムおよびAl-Cu合金に対する処理の効果を調べ、パーマネント金型鋳造と高圧ダイカスト(HPDC)の両方で試験を実施しました。HPDCプロセスは、Al、Mg、Zn基合金部品の製造に不可欠であり、特に自動車やその他の大量生産産業で用いられています。真空や半凝固金属鋳造などのHPDCにおける最近の進歩は、鋳造品質を向上させています。Al-Cu合金は、その強度と延性で知られており、析出硬化によって強化され、展伸材と鋳造材の両方で広く使用されています。しかし、熱間割れ感受性や腐食の問題も抱えています。溶湯処理は、溶融アルミニウムにアルゴンと酸素を注入し、Al2O3粒子を生成および分散させ、合金特性と微細組織を向上させることを目的としています。 3. 研究背景: 研究テーマの背景: 革新的な材料の開発は工学において重要であり、金属基複合材料(MMC)は、その強化された特性と多様な加工性により、ますます重要性を増しています。アルミニウム合金、特にAl-Cu合金は、展伸材と鋳造材の両方で不可欠であり、高い強度と靭性を提供します。高圧ダイカスト(HPDC)は、Al、Mg、Zn基合金部品の製造に不可欠なプロセスであり、特に自動車産業やその他の大量生産産業で広く用いられています。ダイカストアルミニウム合金の機械的特性を向上させ、欠陥を低減することは、現在も研究が進められている分野です。 既存研究の現状: 材料科学における既存の研究は、複合材料における材料の組み合わせなどの手法を通じて材料特性を向上させることに焦点を当てています。金属基複合材料、特にAl2O3のようなセラミック相で強化されたものは、強度、硬度、高温性能の向上について十分に文書化されています。先行研究では、インサイチュ法およびエクスサイチュ法で製造されたAl2O3強化MMCが検討されています。また、Al2O3粒子はAl-Cu合金において結晶粒微細化剤として作用し、熱間割れを低減する可能性があることも研究で示されています。真空アシストHPDCや半凝固HPDCなどのHPDCの革新は、欠陥を低減し、部品品質を向上させることを目的としています。しかし、金属マトリックス中にナノスケールの強化材を生成および分散させるための費用対効果が高く、工業的に拡張可能な方法の開発には課題が残っています。 研究の必要性: HPDCとAl-Cu合金の進歩にもかかわらず、熱間割れ感受性、多孔性、耐食性などの限界が依然として存在します。機械的特性が向上した金属マトリックスナノコンポジット(MMNC)を製造し、低い破壊靭性や被削性などの限界を克服することが重要な研究分野となっています。既存のMMC製造法の多くは、費用がかかり、従来の製造環境での使用が複雑です。ダイカストアルミニウム合金の特性を向上させるための、費用対効果の高い効果的な方法、特に強度を向上させ、微細組織を微細化し、HPDCのようなプロセスにおける熱間割れ感受性を低減する可能性のあるAl2O3のような強化粒子のその場生成と分散が求められています。本研究は、より要求の厳しい構造用途に適したダイカストアルミニウム合金の性能を向上させるための、革新的で費用対効果の高い溶湯処理の必要性に取り組むものです。 4. 研究目的と研究課題: 研究目的: 主な研究目的は、溶融アルミニウム中にAl2O3粒子をその場生成する革新的な溶湯処理の実現可能性を調査し、この処理がダイカストアルミニウム合金の微細組織と機械的挙動に及ぼす影響を評価することです。これには、生成されたAl2O3粒子が凝固金属中に保持されるかどうか、およびそれらが機械的特性にどのように影響するかを評価することが含まれます。 主な研究内容: 5. 研究方法 研究デザイン: 本研究では、革新的な溶湯処理がアルミニウム合金に及ぼす影響を評価するために実験計画法を採用しました。溶湯処理は、攪拌しながら溶融アルミニウムにアルゴンと酸素ガス混合物を注入することからなります。実験は、誘導炉と脱ガスユニットを用いた小規模および大規模のセットアップで実施されました。処理時間、ガス流量、インペラーサイズ、および鋳造方法(パーマネント金型およびHPDC)を系統的に変化させ、それらの影響を評価しました。 データ収集方法: 分析方法: 研究対象と範囲: 研究対象は、4種類のアルミニウム合金でした。 研究の範囲は以下を含みます。
この論文の要約は、MDPI発行の「Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part II: Technologies New and Revived」に基づいて作成されました。 1. 概要: 2. 抄録または序論 本稿は、Special Issue「Advances in Metal Casting Technology」のために書かれた社説の第2部であり、2022年11月に発表されたパートIを基にしています。パートIでは、グローバルな金属鋳造産業の概要を示し、e-モビリティやギガキャスティング技術の出現、鋳造産業への環境負荷低減圧力など、市場と製品の変化を強調しました。パートIIでは、視点を変え、業界内の技術開発を検討し、一般的なトレンドまたは先行する課題への対応として分類し、「新規技術と再活性化技術の両方」を網羅的に議論します。網羅的な記述は不可能であることを認めつつも、本レビューは「読者にさらなる研究のための出発点を提供する」ことを目指しています。最終章では、Special Issueへの寄稿を、議論された技術分野の文脈において位置づけます。パートIと同様に、著者の専門分野である「アルミニウム合金の高圧ダイカスト(HPDC)」に偏っている可能性があることをご了承ください。 3. 研究背景: 研究トピックの背景: 金属鋳造業界は、「e-モビリティ、ギガキャスティング技術の出現、鋳造業界への環境負荷低減圧力[1]」など、市場と製品の変化によって変化の時代を迎えています。これらの進化する要求は、分野における技術進歩の再検討を必要としています。「ガー Gartner hype cycle [2-4]」のような技術中心のモデルや、「コンドラチエフ波とその関連[5]」のような経済レベルの観察など、技術進化の周期的な性質は、新規技術と再活性化技術の両方を定期的に再評価することの重要性を強調しています。 既存研究の現状: 以前に発表された本論説のパートIでは、鋳造業界に影響を与える「変化する市場と境界条件」についてすでに「本稿のパートIで議論」しています。既存の研究には、グローバルな金属鋳造のトレンドの概要や、ギガキャスティングのような特定の技術の分析が含まれます。「半凝固金属加工」のような特定の技術への学術的および産業界の関心は、「図2」に示すように、Google ScholarやScopusのようなデータベースの出版トレンドによって証明されています。しかし、特に現在の業界の課題の文脈において、新規技術と再活性化技術の両方に焦点を当てた包括的なレビューが必要です。 研究の必要性: 「鋳造業界への環境負荷低減圧力の増大[1]」と、e-モビリティのような新しい市場の要求への適応は、鋳造所が高度な技術を探求し採用する「必要性」を生み出しています。本レビューは、この必要性に対応するために、「新規技術と再活性化技術の両方」の概要を提供し、「読者にさらなる研究のための出発点を提供」し、戦略的な技術採用の意思決定を支援することを目的としています。さらに、「新しいアイデア、新しい市場ニーズ、または制限特許の失効」により「技術の再出現」の可能性と技術の周期的な性質を理解することは、長期的な業界競争力にとって重要です。 4. 研究目的と研究課題: 研究目的: 本レビューの主な「目的」は、「業界内の技術開発を、一般的なトレンドまたは先行する課題への対応として見ることができる技術開発、言い換えれば、本稿では新規技術と再活性化技術の両方について議論する」ことを検討し、要約することです。専門家レベルのハンドブック概要をこれらの技術について提供し、金属鋳造における現在の最先端技術の文脈において位置づけることを目指しています。第二の目的は、Special Issue「Advances in Metal Casting Technology」への寄稿を、議論されたより広範な技術的展望の中に位置づけることです。 主な研究: 本レビューで探求される「主な研究」分野は以下の通りです。
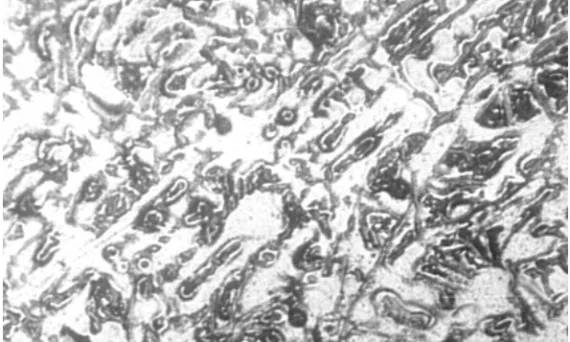
この論文は、[‘AU J.T.’発行の「A Comparative Analysis of Grain Size and Mechanical Properties of Al-Si Alloy Components Produced by Different Casting Methods」に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録 本研究は、様々な鋳造方法で製造されたアルミニウムシリコン合金部品の鋳造組織と機械的特性を比較するために実施されました。この目的のために、砂型鋳造、チル鋳造、およびスクイズ鋳造法を用いて、Al-8%Si合金から同じ形状とサイズの同様の製品を製造しました。鋳造品の微細組織の結晶粒径は、スクイズ鋳造、チル鋳造、砂型鋳造の順に大きくなることが観察されました。逆に、鋳造品の機械的特性は、砂型鋳造、チル鋳造、スクイズ鋳造の順に向上しました。したがって、スクイズ鋳造品は、高品質部品を必要とする工学用途において、鋳造肌のままの状態で使用でき、チル鋳造品および砂型鋳造品は、非工学用途またはより低い品質部品を必要とする工学用途において、鋳造肌のままの状態で使用できます。 序論 鋳造または金属鋳造は、紀元前2000年に遡る最も初期の金属成形法の一つであり、当時使用されていたプロセスは、今日使用されているものと原理的にほとんど変わりません(Amstead et al. 1979)。Wright (1990) と Rao (1992) は、金属鋳造はもっと早くから存在していたと考えています。Rao (1992) は紀元前3500年、Wright (1990) は鋳造の起源を約6000年前と見ています。彼はさらに、鋳造における多くの発展は東洋から来たものであり、紀元前1000年以前に中国人は鉄の鋳造方法を開発し、るつぼ鋼の鋳造方法は後にインドで発明されたと指摘しました。東洋の鋳造技術は中東とヨーロッパに輸出され、最初の鋳鉄製大砲は1500年頃にイングランドで製造されました。アメリカで作られた最初の既知の鉄鋳物は、1642年に作られた鋳鉄製調理鍋でした(Jain 1992)。この質素な始まりから、現代の鋳造産業は成長しました。今日、長年にわたって進化してきた数多くの鋳造プロセスが存在します。これらの鋳造プロセスは、一般的に砂型鋳造と特殊鋳造の2つの広範なクラスに分類できます。特殊鋳造には、ダイカスト、重力鋳造、インベストメント鋳造、遠心鋳造、加圧鋳造などが含まれ、それぞれに独自の特徴的な利点と欠点があります。砂型鋳造は、製造される鋳物の約80%を占めています(Mikhailov 1989)。1979年には、英国で製造される鋳物の80%がグリーンサンドモールド(Williams 1979)であり、連邦ドイツでは1986年の鋳造生産量の67%がグリーンサンドモールドであったと推定されています(Weiss and Kleinheyer 1987)。エンジニアリング製品や消費財は、砂型鋳造やダイカストなど、多くの技術によって製造されています。それぞれの代替技術は、独自の明確な能力と関連コストによって特徴付けられ、特定の用途分野を決定します。良好な比較のために、スクイズ鋳造、加圧ダイカスト、チル鋳造、砂型鋳造による製品の製造について検討します。砂型鋳造とスクイズ鋳造の比較を行う中で、Lynch et al. (1975) は、砂型鋳造部品は表面仕上げが粗いものの、砂型鋳造はアンダーカットやチャンネルを部品に鋳込むことができ、多くの小型部品を同時に同じ鋳型で鋳造できるため、生産性が向上するという安価な製造手段を提供すると指摘しました。一方、スクイズ鋳造は、収縮や微細孔のない完全密度の部品と、砂型鋳造よりも滑らかな表面仕上げとより近い公差を実現できます。さらに、高い生産速度と高い金属利用効率により、費用対効果の高い製造プロセスです。スクイズ鋳造で得られる最大重量は、アルミニウム基合金で19kgです(Clegg 1991; Yue and Chadwick 1996)。しかし、チル鋳造で得られる最大重量は、アルミニウム基合金、マグネシウム基合金、鋳鉄、銅基合金でそれぞれ70kg、25kg、13.6kg、9kgです(West and
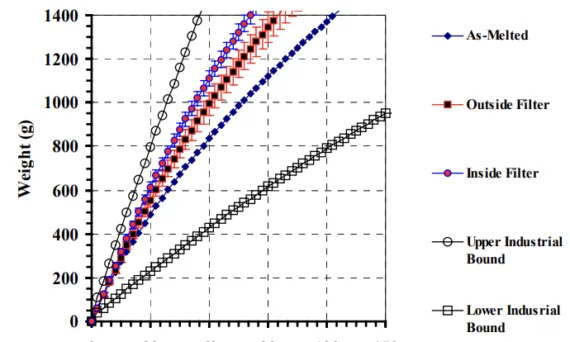
This paper introduction was written based on the ‘Improving Die Casting Melt Quality and Casting Results with Melt Quality Analysis and Filtration’ published by ‘Proceedings, 4th International Conference on Molten Aluminum Processing, AFS’. 1. 概要: 2. 概要または序論 概要 自動車用途におけるアルミニウム鋳物の使用は、著しいペースで拡大し続けています。大量生産の要求は、高圧、低圧、永久金型、精密砂型鋳造プロセスによって満たされています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の状態に始まる、高度な鋳造健全性を要求しています。 本論文では、特に介在物に関する溶湯品質の清浄度を評価するためのいくつかの現場および実験室的方法、ならびにボンド粒子フィルターを用いた持続使用型炉内ろ過システムから得られる利点について紹介します。 ボンド粒子ろ過を利用することで、機械加工不良の削減、表面仕上げの向上、伸びの増加、リーカーの減少、および全体的なスクラップ削減において、最小限のコスト、労力、リスクで大幅な改善が可能です。 序論 アルミニウム鋳造の生産量とプロセス技術の成長は、過去10年間で非常に著しいものでした。エンジン部品、構造部品、ホイール、その他の機能部品への自動車用途の拡大は、この成長の主要な要因です。このような鋳物のより高い特性要求は、より厳格な金属清浄度管理、すなわち多孔性/微細孔隙率を最小限に抑えるための介在物と水素含有量の管理を可能にする優れた金属品質と溶湯処理プロセスを要求してきました。清浄な金属を製造するための溶湯処理には、フラックス処理および/またはフラックス注入、脱ガス、ろ過が含まれます。ろ過プロセスは現在、事実上すべてのアルミニウム形状鋳造作業で採用されています。期待され、達成される典型的な利点には、(1)鋳造プロセス中の金属流動性と湯回り性の向上、(2)鋳造特性の向上、(3)被削性の向上、(4)表面仕上げの向上、(5)スクラップおよび不良鋳物の全体的な削減が含まれます。 圧力ダイカスト、特定の重力ダイカストまたは永久金型プロセス、および大量の生砂または化学結合砂型鋳造プロセスでは、絶対的な注湯点、すなわち金型内ろ過を提供することは現実的ではありません。したがって、残された選択肢は、溶解/再溶解炉および鋳造炉に、可能な限り注湯点に近い位置にフィルターを設置することです。ボンド粒子フィルターは、ほとんどの場合、このような炉内用途に最適なフィルターとして登場しました(Neff、1995)。このフィルターは、溶融アルミニウム中で長期間にわたって劣化しない独自のセラミックバインダーで結合された炭化ケイ素の凝集体です。炭化ケイ素材料は、非常に耐久性があり、熱伝導性にも優れているため、長期間の連続使用に最適です。ボンド粒子フィルターの低い多孔性、内部構造の曲がりくねり、および介在物を捕捉および保持するバインダーシステムの親和性は、全体的な介在物除去効率を高めます。 一般的な構成には、鋳造炉または「ボックスフィルター」(図1b)の炉床とディップアウトウェルを分離する垂直ゲートフィルター(図1a)が含まれます。後者は、炉の形状と取鍋のサイズに合わせてさまざまな幾何学的形状とサイズに構成でき、より大きな表面積を提供するという利点があります。鋳造される金属は、保持炉またはるつぼ炉に設置されたフィルター容器の内部から自動取鍋または手動ディップされます。 3. 研究背景: 研究トピックの背景: アルミニウム鋳造業界、特に自動車用途では、大幅な成長を遂げてきました。この拡大は、高圧ダイカスト、低圧ダイカスト、永久金型鋳造、精密砂型鋳造などのプロセスを使用した複雑な部品の大量生産の需要によって推進されています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の品質に根本的に依存する、優れた鋳造健全性を必要としています。高い鋳造健全性を達成するには、特に溶湯の清浄度に関して、溶湯状態を綿密に管理する必要があります。 既存研究の現状: フラックス処理、脱ガス、ろ過などの溶湯処理プロセスは、清浄なアルミニウム溶湯を製造するために不可欠です。特にろ過は、事実上すべてのアルミニウム形状鋳造作業における標準的な慣行となっています。ボンド粒子フィルターは、炉内ろ過用途に最適な技術となっています。独自のセラミックバインダーで結合された炭化ケイ素凝集体で構成されるこれらのフィルターは、溶融アルミニウム中での劣化に対する耐性を提供し、持続的かつ継続的な使用のために設計されています。低い多孔性や曲がりくねりなどの構造的特徴と、バインダーの介在物親和性と相まって、介在物除去効率の向上に貢献しています。 研究の必要性: ろ過が広く採用されている一方で、その有効性と結果として得られる溶湯品質の向上を定量化することは依然として重要です。ダイカストメーカーは、巨視的な観察を超えて、ろ過性能を評価する方法を必要としています。生産規模の実験と継続的な生産環境の両方で、ボンド粒子ろ過によって達成された溶湯清浄度の向上を評価するために、定量的および半定量的な手法が必要です。この評価は、鋳造プロセスを最適化し、欠陥を削減し、ダイカスト部品の全体的な品質を向上させるために不可欠です。 4. 研究目的と研究課題: