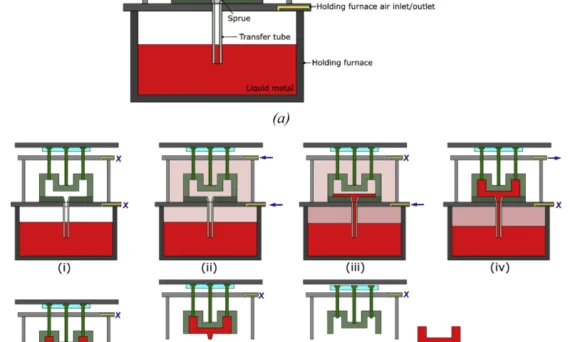
user 08/27/2025 Aluminium-J , Technical Data-J aluminum alloy , AUTOMOTIVE Parts , CAD , Casting Technique , Computer simulation , Die casting , High pressure die casting , Microstructure , Permanent mold casting , secondary dendrite arm spacing , 금형 , 자동차 산업 1. 概要: 2. 抄録: カウンタープレッシャー鋳造(Counter pressure casting, CPC)は、アルミニウム部品生産における優れた能力が報告されていることから、低圧ダイカスト(LPDC)の代替として自動車製造業界で注目されています。本研究は、CPCの特徴的な要素(適用されるチャンバー圧力)が、プロセス中に生じる流体の流れや熱輸送、そして鋳造品質にどのように影響するかを初めて包括的に調査したものです。自動車用サスペンションコントロールアームを製造する商用CPCプロセスから、2つのプロセス条件(標準生産条件と低背圧条件)で大量の高品質データを取得しました。データ分析の結果、凝固中の熱伝達、鋳放し状態の微細組織、機械的特性に関して、2つのプロセス圧力条件間に有意な差はないことが示されました。一般的に、金型内で測定された温度は2つのプロセス条件で10℃以内の差であり、鋳物から得られたサンプルの最大引張強さ(UTS)も2つの条件間で7%以内の差でした。さらに、2つのプロセス条件で得られた二次デンドライトアーム間隔(SDAS)にも測定可能な差は観察されませんでした。しかし、チャンバー背圧を適用すると、充填段階でのベント(ガス抜き)速度が著しく低下し、低背圧条件と比較して充填時間が12秒遅延しました。元々LPDC用に開発された計算モデリング手法をCPCプロセスのシミュレーションに適用しました。このモデルは、高背圧条件で観察されたベント速度の低下による充填遅延を考慮するために、圧力曲線を調整するだけで済みました。予測結果は測定データとよく相関しており、このモデリング手法が永久鋳型ダイカストプロセスに広く適用可能であることを示しています。 3. 序論: エネルギーおよび排出ガスに関する厳しい規制と社会的圧力により、自動車業界では鉄系鋳物の代替として軽量アルミニウム部品の使用が増加しています。これらの部品の生産には、低圧ダイカスト(LPDC)と高圧ダイカスト(HPDC)が最も広く用いられています。カウンタープレッシャー鋳造(CPC)は比較的新しい技術であり、背圧をかけながら金型を充填することでLPDCよりも高品質な部品を生産すると主張されています。コンピュータベースのシミュレーションは鋳造プロセスの最適化における重要なツールとなっていますが、CPCへの適用は限定的であり、プロセスの利点とシミュレーションモデルの両方を検証するための高品質な産業データが不足しています。本研究は、商用CPCプロセスを広範囲にわたって特性評価し、背圧が充填および凝固挙動に与える影響を定量的かつ包括的に評価し、計算モデリング手法を検証することを目的としています。 4. 研究の要約: 研究テーマの背景: CPCプロセスは、金型システムが圧力チャンバー内に配置されるという点でLPDCの一種です。このチャンバーを加圧することにより、充填と凝固の段階が従来のLPDCよりも高い絶対圧力下で行われます。この圧力上昇により、自由表面の乱流が減少し、酸化膜の巻き込みが抑制されること、熱伝達が向上し微細組織が微細化すること、そして収縮によるポロシティ(鋳巣)が減少し、鋳造品質が向上すると主張されています(Ref. [9], [18])。しかし、これらの主張を裏付ける、工業生産から得られた査読済みのエビデンスは不足しています。 先行研究の状況: CPCプロセスに関する先行研究は限られています。いくつかの計算モデリング研究が報告されており、ポロシティ形成の予測(Ref. [10])やCPCとLPDCプロセスの比較(Ref. [19])に焦点を当てています。基本的に、両プロセスは同じモデリング原理で記述でき、主な違いは充填と凝固中の圧力レジームです。しかし、これらのモデルとCPCの利点を工業規模の設備を用いて包括的に実験的に検証した研究は、これまで文献にありませんでした。 研究の目的: 本研究の第一の目的は、CPCプロセスで適用されるチャンバー圧力(背圧)が、流体の流れ、熱輸送、および最終的な鋳造品質に与える影響を包括的かつ定量的に調査することです。第二の目的は、元々LPDC用に開発された計算モデリング手法をCPCプロセスに適用し、その精度と堅牢性を評価して、永久鋳型ダイカストプロセスへのより広範な適用可能性を評価することです。 研究の核心: 本研究の核心は、A356アルミニウム合金製の自動車用コントロールアームを生産する商用CPC機で実施された広範なプラント内特性評価キャンペーンです。高い背圧を伴う標準生産条件(CPC-SP)と、大気圧のチャンバー圧力でLPDCプロセスを模倣した条件(CPC-LP)という2つのプロセス条件を比較しました。この研究には、詳細な金型内温度測定、鋳造後の微細組織(SDAS)および機械的特性(UTS)の分析、CTスキャンによるポロシティ評価が含まれます。これらの実験結果は、ProCASTで開発されたCPCプロセスの計算モデルを検証するために使用されました。 5. 研究方法論 研究設計: 本研究は比較実験研究として設計されました。工業用CPCプロセスを用いて、以下の2つの異なる条件下で自動車用コントロールアームを製造しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、A356アルミニウム合金製自動車用コントロールアームを対象とした工業用CPCプロセスに焦点を当てています。研究範囲は、金型充填、凝固から鋳造後の分析まで、プロセス全体を網羅しています。調査された主要なテーマは、チャンバー背圧が以下の項目に与える影響です。 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: 本研究は、工業的なCPCプロセスにおける適用チャンバー圧力の影響に関する初の包括的な調査を提供します。広範なプラント内データと鋳造後の特性評価の分析により、増加した背圧の主な効果は、ベント効率の低下に起因する大幅な充填遅延(約12秒)であることが明らかになりました。一部の業界の主張とは対照的に、本研究では、チャンバー圧力が金型内の熱履歴の推移に有意な影響を与えず、最終的な鋳物の微細組織(SDAS)や機械的特性(UTS)にも測定可能な改善をもたらさないことがわかりました。さらに、本研究は、元々LPDC用に開発された計算モデリング手法が、わずかな変更を加えるだけでCPCプロセスに広く適用可能であることを成功裏に実証し、さまざまな永久鋳型ダイカスト操作に対するその堅牢性を確認しました。 8. 参考文献: 9. 著作権: 本資料は上記論文に基づいて要約したものであり、商業目的での無断利用を禁じます。Copyright © 2025 CASTMAN. All rights reserved. 論文の要約: 本研究は、工業用自動車部品に対するカウンタープレッシャー鋳造(CPC)プロセスにおけるチャンバー背圧の影響を包括的に調査したものです。その結果、背圧は鋳型の充填を約12秒遅延させるものの、鋳物の熱履歴、微細組織、または機械的特性には測定可能な影響を与えないことが示されました。また、LPDC用の計算モデリング手法が、わずかな調整でCPCプロセスに広く適用可能であることも実証しています。 研究に関する主な質問と回答: Q1. CPCプロセスの金型充填段階でチャンバー背圧をかけることの最も大きな影響は何ですか?
Read More
user 08/27/2025 Aluminium-J , automotive-J , Technical Data-J ADC12 , Alloying elements , aluminum alloy , aluminum alloys , CAD , Die casting , Permanent mold casting , Quality Control , STEP , 금형 , 알루미늄 다이캐스팅 この技術概要は、Roger N. Lumley、David Viano、John R. Griffiths、Cameron J. Davidsonによって「Proceedings of the 12th International Conference on Aluminium Alloys」(2010年)で発表された学術論文「The Effect of Heat Treatment on Tensile, Fatigue and Fracture Resistance of ADC3, ADC10, and ADC12 Alloys」に基づいています。HPDC専門家のために、CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの支援を受けて分析・要約しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、エンジニアは従来のアルミニウムHPDC部品の性能の限界を受け入れてきました。他のアルミニウム製品の強度を高めるための標準的なプロセスである溶体化熱処理は、HPDC分野では禁断の領域でした。プロセスに必要な高温は、溶解したガスを膨張させ、壊滅的な表面ブリスタリングや寸法不安定性を引き起こすためです。これにより、ADC3、ADC10、ADC12といった広く使用されている合金のポテンシャルは、完全には引き出されていませんでした。 しかし、本論文で詳述されているように、「溶体化処理段階を大幅に短縮する」という新しい熱処理プロセスの開発は、これまでの常識を覆します。より短い時間と低い温度を用いることで、従来のブリスタリング問題を回避できるのです。これにより、引張強度、疲労寿命、破壊抵抗の大幅な改善への道が開かれ、かつては不可能と考えられていた用途でもHPDCが競争力を持つことが可能になります。 アプローチ:研究方法論の分析 この新しいプロセスを検証するため、研究チームは厳密な実験プログラムを実施しました。 このように、管理された鋳造、革新的な熱処理、標準化された試験の組み合わせが、本研究の画期的な結論を裏付ける強固な基盤となっています。 ブレークスルー:主要な研究結果とデータ 結果は、これらの一般的なHPDC合金の特性が劇的に変化し、鋳放し状態の能力をはるかに超えることを示しています。 HPDC製品への実用的な示唆 この研究は学術的なものに留まらず、実際の製造現場で部品の性能を向上させるための実用的なロードマップを提供します。 論文詳細 The Effect of Heat Treatment on Tensile, Fatigue and
Read More
user 08/07/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , CFD , Die casting , Efficiency , Electric vehicles , Microstructure , Permanent mold casting , Review , 금형 , 자동차 산업 CALPHADとICMEが拓く、次世代自動車向け軽金属材料と製造技術の最前線 この技術概要は、A. A. Luo氏によって執筆され、CIM Journal (2021年)に掲載された学術論文「Recent advances in light metals and manufacturing for automotive applications」に基づいています。HPDC(高圧ダイカスト)専門家のために、株式会社CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 今日の自動車産業における「10%の重量削減は6%の燃費向上をもたらす」という経験則は、特にEVの時代においてその重要性を増しています。バッテリーは従来の液体燃料よりエネルギー密度が低いため、車両重量の増加は避けられず、航続距離に直接影響します(10%の軽量化で約14%の航続距離改善)。このため、フォードF150のような量産車でもアルミニウムを多用したアーキテクチャが採用されるなど、軽金属の利用が急速に拡大しています。 しかし、単に材料を置き換えるだけでは不十分です。アルミニウム、マグネシウム、チタンといった軽金属は、それぞれに特有の課題を抱えています。例えば、リサイクルアルミに含まれる鉄(Fe)は脆い金属間化合物を生成し、延性を低下させます。マグネシウムは高温での強度が低く、チタンは原料と加工のコストが非常に高いです。これらの課題を克服し、性能を最大化する新しい合金と製造プロセスをいかに効率的に開発するかが、業界全体の大きなテーマとなっています。 アプローチ:研究方法の解明 本研究は、特定の実験に限定されるものではなく、近年の軽金属分野における複数の重要な進歩をレビューし、統合的な視点を提供するものです。その中核となるアプローチは、CALPHAD(CALculation of PHAse Diagrams) と ICME(Integrated Computational Materials Engineering) の活用です。 ブレークスルー:主要な発見とデータ 本論文で示された主要な研究成果は、各軽金属において具体的な進歩を明らかにしています。 HPDCオペレーションへの実践的な示唆 この研究成果は、現場のエンジニアや品質管理者、設計者にとって、具体的で実践的なヒントを提供します。 論文詳細 Recent advances in light metals and manufacturing for automotive applications 1. 概要: 2. アブストラクト: アルミニウム、マグネシウム、チタン合金などの先進的な軽金属は、軽量化と構造効率向上のため、自動車産業での使用が増加している。本稿では、CALPHAD(状態図計算)モデリングと実験的検証を用いて新しいアルミニウム、マグネシウム、チタン合金を設計・開発した例を示す。また、軽合金の鋳造および成形プロセスにおける最新のプロセス革新についても要約する。ICME(統合計算材料工学)は、計算ツールに取り込まれた材料情報を、工学製品の性能解析や製造プロセスシミュレーションと統合するものと定義される。本稿では、CALPHADおよびICMEツールを用いた合金開発と軽合金の先進的加工の例、そして自動車軽量化のための軽金属研究の将来的な課題を強調する。 3. 序論: 今日の自動車における経験則として、10%の重量削減は6%の燃費向上をもたらす。バッテリー駆動の電気自動車では、バッテリーのエネルギー密度が液体燃料より低いために増加した推進システムの重量を相殺する必要がある。車両重量をさらに削減することで、航続距離を伸ばすことができ、10%の重量削減で約14%の航続距離改善が見込める。そのため、近年の北米で生産される車両は、従来モデルよりも大幅に軽量化されている。車両の軽量化は、(1)構造荷重を支えるのに必要な材料の量を最小化する設計最適化、および(2)より高い比剛性または比強度を持つ材料を使用する材料置換によって達成される。 4. 研究の要約: 研究トピックの背景: 自動車産業では、燃費規制の強化と電気自動車の普及に伴い、車両の軽量化が最重要課題となっている。アルミニウム、マグネシウム、チタンなどの軽金属は、鉄鋼材料に代わる有望な選択肢であるが、コスト、成形性、特定の環境下での性能(例:耐熱性)など、それぞれに課題を抱えている。
Read More
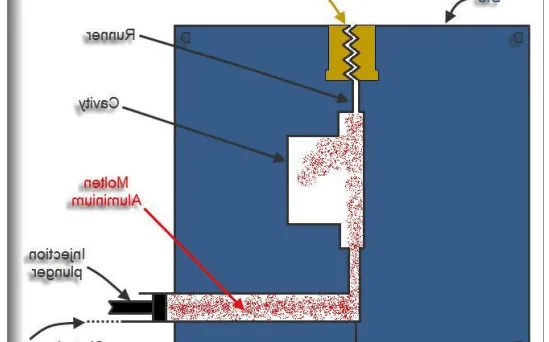
user 08/06/2025 Aluminium-J , automotive-J , Copper-J , heat sink-J , Technical Data-J aluminum alloy , AZ91D , CAD , Die casting , Heat Sink , High pressure die casting , High pressure die casting (HPDC) , Permanent mold casting , Quality Control , 금형 , 자동차 산업 この技術概要は、Duoc T Phan氏らが執筆し、International Journal of Mechanical Engineering and Robotics Research Vol. 9, No. 7, July 2020で発表された学術論文「Development of High Performance Copper Alloy Chill Vent for High Pressure Die Casting」に基づいています。高圧ダイカスト(HPDC)の専門家のために、CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの支援を受けて分析・要約しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 高圧ダイカスト(HPDC)は、自動車産業をはじめとする多くの分野で、軽量なアルミニウム合金部品を製造するために不可欠な技術です。このプロセスでは、溶融金属を高速・高圧で金型キャビティに射出しますが、その際にキャビティ内に残留する空気やガスを効率的に排出することが、高品質な製品を製造する上での長年の課題でした(Ref. [1], [2])。 このガス排出のために一般的に使用されるのが「チルベント」です。チルベントは、ガスは通すが溶融金属は通さないように設計された部品で、鋳造欠陥、特にポロシティを減少させる重要な役割を担います(Ref. [3])。しかし、従来から使用されてきた工具鋼(H13鋼など)製のチルベントは、熱伝導率が低いという根本的な問題を抱えています。このため、チルベントを通過しようとする溶湯が凝固しにくく、ガス排出経路を塞いでしまう「バリ」が発生しやすいという問題がありました。 この研究は、チルベントの材質そのものを見直すことで、この根本的な課題を解決し、HPDCプロセスの生産性と品質を飛躍的に向上させることを目指しています。 アプローチ:研究方法の解明 この課題を解決するため、研究チームは従来とは異なるアプローチを取りました。彼らは、工具鋼よりも約6倍高い熱伝導率と優れた強度を併せ持つベリリウム銅合金「MoldMAX」に着目しました(Ref. [4])。 研究の核心は、有限要素解析(FEA)ソフトウェアANSYS® Workbenchを用いた数値熱伝達モデルの開発です。 この体系的なアプローチにより、チルベントの材質変更が冷却時間、冷却速度、金型内温度分布に与える影響を正確に評価することが可能になりました。 ブレークスルー:主要な研究結果とデータ 本研究のシミュレーションと実験により、チルベントの材質を銅合金に変更することが、冷却性能に劇的な改善をもたらすことが明らかになりました。 HPDC製品への実践的な影響 この研究結果は、実際のHPDC製造現場に直接的な利益をもたらす可能性を秘めています。 論文詳細 Development of High Performance Copper Alloy
Read More
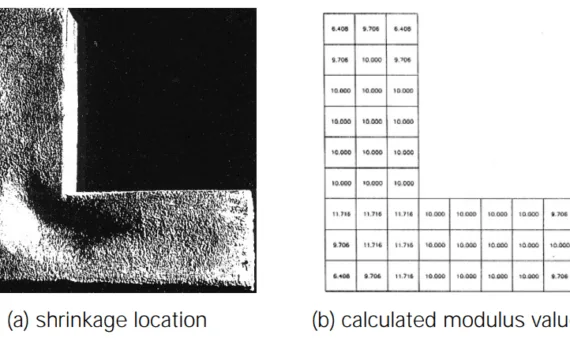
user 08/01/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , CAD , CFD , Computer simulation , Microstructure , Permanent mold casting , Quality Control , Review , Sand casting , STEP , 금형 鋳造シミュレーションとニヤマクライテリオン活用によるアルミニウム合金のポロシティ欠陥低減への実践的アプローチ この技術概要は、MINAMI Rin氏による学術論文「Research on Porosity Defects of Al-Si Alloy Castings Made with Permanent Mold」(2005年)に基づいています。本稿は、HPDC(ハイプレッシャーダイカスト)専門家のために、株式会社STI C&Dのエキスパートが要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究が鋳造専門家にとって重要なのか 長年にわたり、鋳造技術者はアルミニウム合金鋳物のポロシティ欠陥という問題に直面してきました。これらの微小な内部空孔は、ガス巻き込みや凝固収縮に起因し、特に引張強度や疲労寿命といった機械的特性を著しく低下させます(参考文献(1), (2))。エンジン部品のような高い信頼性が求められる製品において、ポロシティの発生は歩留まりの低下やコスト増に直結する深刻な課題です。従来、この問題への対策は経験則や試行錯誤に頼ることが多く、時間とコストがかかるプロセスでした。本研究は、この古くからの課題に対し、コンピュータシミュレーションという科学的アプローチを用いて、欠陥の予測と対策を体系化することを目的としています。 アプローチ:研究方法の解明 本研究では、ポロシティ形成のメカニズムを解明し、その予測精度を高めるために、多角的なアプローチを採用しました。 まず、過去の研究(第2章、第3章)を網羅的にレビューし、ポロシティ形成の理論的背景と既存の予測手法(モジュラス法、クライテリオン関数法など)を整理しました。その上で、特に鋼の鋳造で実績のある「ニヤマクライテリオン(G/R¹/²)」がAl-Si合金にも適用可能かどうかに焦点を当てました。 次に、商用の鋳造シミュレーションソフトウェア(AdStefan3D)を用いて、ニヤマクライテリオンの計算に最適な条件(計算タイミング、冷却速度の定義など)を特定するための基礎的な計算を実施しました(第5章)。 最終段階として、実際の製造現場で問題となっていた具体的なポロシティ欠陥(アルミピストンのリングキャリア周りのポロシティ、インゲート部のT字形状部のポロシティ)を対象としたケーススタディを行いました(第6章)。これにより、シミュレーションによる原因特定から対策立案、そしてその効果検証までの一連のプロセスを実証しました。 ブレークスルー:主要な研究結果とデータ 本研究は、Al-Si合金鋳物のポロシティ欠陥を管理するための、データに基づいた具体的な知見を明らかにしました。 HPDCオペレーションへの実践的な示唆 本研究の成果は、鋳造現場のさまざまな役割に対して、具体的で実践的な指針を提供します。 論文詳細 Research on Porosity Defects of Al-Si Alloy Castings Made with Permanent Mold 1. 概要: 2. 要旨: 本論文は、Al-Si合金の金型鋳造におけるポロシティ欠陥に関する研究である。ポロシティ形成のメカニズム、予測手法、そして鋳造プロセスにおける様々な制御パラメータの影響について包括的に調査した。特に、コンピュータシミュレーションとニヤマクライテリオンを用いてポロシティを予測し、低減する手法に焦点を当てている。実際の製造現場で発生した問題をケーススタディとして取り上げ、シミュレーションによる原因究明と対策立案の有効性を実証した。 3. 序論: Al-Si合金鋳物は、その優れた特性から多くの産業製品に使用されているが、ポロシティ欠陥が発生しやすいという問題を抱えている。ポロシティは機械的特性、特に疲労寿命を著しく低下させるため、その制御は極めて重要である。本研究は、ポロシティ欠陥を量産段階で低減するための実用的な対策を見出すことを目的とし、近年の鋳造シミュレーション技術の進展を背景に、特に熱的パラメータに基づくポロシティ予測クライテリオンの有効性を検証する。 4. 研究の要約: 研究トピックの背景: ポロシティは、溶湯中の溶解ガス(主に水素)の放出と、凝固に伴う体積収縮を補うためのフィード(給湯)不足が複合的に作用して発生する。特にAl-Si合金のような凝固温度範囲が広い合金では、デンドライト(樹枝状晶)間が複雑な流路となり、フィードが困難になるため、ポロシティが発生しやすい。 従来の研究の状況:
Read More
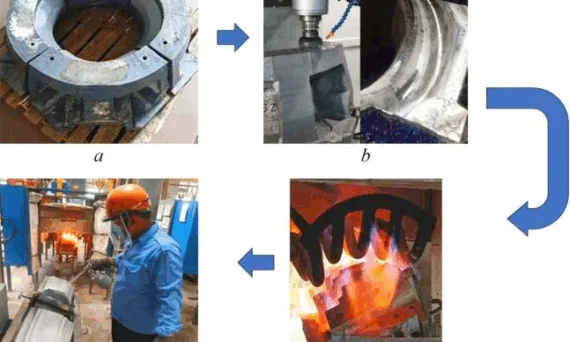
user 04/20/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , AUTOMOTIVE Parts , CAD , Die casting , Efficiency , High pressure die casting , Microstructure , Permanent mold casting , Review , 금형 本紹介資料は、「Eastern-European Journal of Enterprise Technologies」によって発行された論文「Enhancing side die resistance to thermal shock in automotive casting: a comparative study of FCD550 and SKD6 materials」に基づいています。 1. 概要: 2. アブストラクト: 金型ディスク自動車用途において、FCD550材をSKD6材に置換することにより、サイドダイの熱衝撃耐性を向上させた。主な課題は、生産プロセスの加速によって誘発される熱衝撃によるサイドダイの亀裂であり、これが生産停止や大量の顧客注文への未達につながっていた。本研究は、FCD550よりも熱衝撃によく耐える材料を特定し、それによってサイドダイの耐久性と製造プロセスの全体的な生産性を向上させることを目的とする。研究には、直接生産実験、FCD550およびSKD6材料の分析、ダイ特性の評価、材料変更前後の最終製品属性の評価が含まれた。実験室試験および機械設定トライアルを実施し、生産プロセスを変化させて結果を評価した。結果は、SKD6が金型ディスク自動車用途においてFCD550よりも熱衝撃に対して著しく耐性があることを示している。本研究では、データシートを用いてサイドダイ材料の強度を比較し、既存の冷却条件下で設定パラメータを調整した。実験では、標準温度を520–545 °Cから532–538 °Cに変更し、ソーク時間(soaking time)を最低270–540秒から332秒に短縮した。これにより、ソーク時間が69秒から46秒に、エージング時間(aging time)が190秒から180秒に短縮され、7台の機械全体での鋳造生産性が28日あたり194,870個から213,311個に増加し、サイドダイの亀裂なしに28日あたり200,000個という顧客の要求を満たした。TSD5605G規格に従った5つの製品サンプルの耐久性試験により、品質が顧客仕様を満たしていることが確認された。 3. 序論: 自動車部品製造における材料の熱衝撃耐性の研究は、特に車両が高度化し、厳しい条件に耐える部品への要求が高まる中で、その重要性は非常に大きい[1]。これらの重要な部品の中でも、ディスク自動車ホイールは、大きな荷重と繰り返しの応力に耐える中心的な役割を担っている[2]。その完全性を確保することは、車両性能だけでなく、安全基準の遵守にも不可欠である。製造会社は、高い販売注文と生産性向上の必要性に応えるため、製品品質を維持しながら生産プロセスを最適化するという課題に直面している。しかし、この効率追求は、製造プロセスにおけるサイドダイの亀裂発生に見られるように、意図せずに新たな課題を引き起こす可能性がある。顧客の要求を満たすことを目的とした生産方法の加速は、サイドダイ領域内で熱衝撃問題を引き起こし、亀裂や製品品質の低下を招いている[3]。これらの課題に対処するためには、熱衝撃を理解することが最も重要である。急激な温度変化は材料に機械的応力を誘発し、構造破壊につながる可能性がある[4]。したがって、サイドダイのような金型材料の熱衝撃耐性を向上させることは、生産能力を強化し、製品の完全性を維持するために不可欠である。本研究では、従来のFCD550材料と、向上した熱衝撃耐性を含む有望な特性を持つSKD6合金を比較することにより、サイドダイの熱衝撃耐性を向上させる方法を調査し、製造効率と部品の耐久性を改善することを目指す。 4. 研究概要: 研究テーマの背景: 自動車ホイールディスクのような自動車部品には、高い耐久性と動作応力に対する耐性が求められる。生産要求の増加は、製造プロセスの加速を必要とするが、これがダイカスト金型、特にサイドダイ領域において熱衝撃を引き起こし、亀裂や生産停止につながる可能性がある[3]。本研究の対象は、自動車ホイールディスク製品の生産に使用されるサイドダイの熱衝撃耐性である。 先行研究の状況: 先行研究では、ダイ材料における微小亀裂や関連現象[5]が特定され、熱伝導率[6]、焼戻し効果[7]、熱応力モデリング[10]などの側面が調査されてきた。しかし、加速された鋳造プロセスにおける熱衝撃によって直接引き起こされる亀裂という特定の問題は、大部分が未解決のままであった[9, 10]。SKD6鋼の特性(高熱動作性、良好な靭性、耐侵食性)は知られているが[10, 11, 12]、この特定の用途においてFCD550と比較して熱衝撃を緩和する潜在能力は評価が必要であった。 研究目的: 本研究の目的は、PSD3Kディスク自動車ホイールタイプ製品の生産において、サイドダイの熱衝撃耐性を向上させ、それによって製品の完全性と品質を維持しながら製造プロセスを加速することである。目的は以下の通りであった: 研究の核心: 本研究は、ディスク自動車ホイール鋳造用のサイドダイ用途におけるFCD550とSKD6材料の比較分析を行った。材料選定は、熱衝撃耐性に関連する特性(硬度、組成、特にバナジウム含有量)に焦点を当てた標準データシート(表1-4)の比較に基づいて行われた。SKD6が選定された。SKD6を用いてサイドダイを製作し(図1、図2)、その化学組成を検証した(表5)。冷却システムのコンセプトを視覚化した(図3)。ダイカストマシンを用いて実験的トライアルを実施し、FCD550とSKD6サイドダイの性能を比較した。初期トライアルでは既存の設定を使用し、その後SKD6ダイ用にパラメータ(温度、ソーク/エージング時間)を最適化した(表6、図8)。性能は、ダイと製品の目視検査、硬さ試験(図6)、微細構造分析(図5)、気孔率シミュレーション(図7)、サイクルタイム測定、およびTSD5605G規格に従った最終製品品質試験を通じて評価された。 5. 研究方法 研究デザイン: 本研究では比較実験デザインを採用した。以下の内容を含む: データ収集・分析方法: 研究対象と範囲: 本研究は、自動車ディスクホイール(PSD3Kタイプ)の高圧ダイカストに使用されるサイドダイの熱衝撃耐性向上に特化して焦点を当てた。範囲は以下を含む: 6.
Read More
user 04/14/2025 Aluminium-J , automotive-J , Copper-J , Salt Core-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Die casting , ANOVA , CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Review , Sand casting , Taguchi method , 금형 , 자동차 산업 本紹介資料は、「Scientia Iranica, Transactions B: Mechanical Engineering」に掲載された論文「Minimizing the casting defects in high-pressure die casting using Taguchi analysis」に基づいています。 1. 概要: 2. 抄録 (Abstract): 高圧ダイカスト(HPDC)は自動車産業における主要な生産プロセスの一つであり、幾何学的に複雑な非鉄鋳物を製造するために広く用いられています。HPDCで製造された製品の機械的強度と微細構造は、射出圧力、溶湯温度、1次および2次プランジャー速度、冷却温度などのいくつかのプロセスパラメータの変動によって変化します。これらのプロセスパラメータは鋳造品質に直接影響するため、プロセスの生産性を最大化し、ポロシティ(気孔)、ピンホール、ブローホールなどの鋳造欠陥を最小化するためには、それらの最適な組み合わせが必要です。そこで、この問題に取り組むため、本論文では実験計画法(DOE)とタグチ分析を組み合わせてパラメータを最適化することにより、HPDCプロセスにおける主要な鋳造欠陥であるポロシティを最小化するアプローチを提示します。得られた結果は、冷却時間、射出圧力、および2次プランジャー速度が応答因子(鋳造部品の密度)に大きな影響を与えることを示しました。さらに、178 barの射出圧力、665°Cの溶湯温度、5秒の冷却時間、210°Cの金型温度、0.20 m.s⁻¹の1次プランジャー速度、および6.0 m.s⁻¹の2次プランジャー速度を使用することにより、選択された部品のポロシティによる不良率が61%削減されたと結論付けられました。 3. はじめに (Introduction): 高圧ダイカスト(HPDC)は、自動車、通信、農業などの産業向けに、経済的で複雑な形状かつ寸法精度の高い非鉄金属部品(アルミニウムなど)を製造するために、最も重要かつ広く使用されている製造プロセスの一つです[1, 2]。自動車産業では、クラッチ、ギアボックス、サスペンション、ブレーキ部品、コネクティングロッドなど、幅広い部品の製造に使用されています[3]。一般的にHPDCでは、溶融金属が準備され、高圧下でスリーブを通って金型キャビティに強制的に注入され、凝固が起こるまで高圧下に保持されます。金属の凝固後、金型が解放され、鋳造品が取り出されます[6]。HPDCプロセスは、優れた部品生産、高い寸法精度、部品あたりの製造コスト削減をもたらします[4]。プロセスには多くの利点がありますが、最終的な鋳造品には依然としてポロシティ、ピンホール、ブローホール、収縮、介在物、リングクラックなどの欠陥が存在します[4, 5, 7]。これらの欠陥は、引張強度や疲労強度に直接影響を与えるだけでなく、鋳造部品の被削性や表面仕上げにも悪影響を及ぼします[5, 8-10]。HPDCによって製造される部品の品質は、射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間など、様々な制御パラメータに依存します[5, 11-13]。これらのパラメータはそれぞれ、完璧な凝固と鋳造欠陥のない部品を得るために最適値に設定する必要があります。これらの制御パラメータの中で、射出圧力はポロシティの主要な寄与因子であり、ポロシティの変化は金型キャビティ内の負圧と線形関係にあります[14-16]。さらに、不均一な冷却温度は収縮欠陥の形成を引き起こします[17]。注入温度、鋳造圧力、1次および2次プランジャー速度の変動は、鋳造部品の冶金学的特性と機械的強度を変化させます[18]。プランジャー速度とその動きは、ダイカストの最終品質において重要な役割を果たします。1次プランジャー速度は機械内のダイカストチャンバーの充填に関連し、2次プランジャー速度は金型キャビティの充填と相関しています[19]。A380合金を扱う際の冷却温度の変動により、熱処理プロセス中に通常、空気巻き込み欠陥が発生します[20]。充填中の凝固挙動は表面欠陥に非常に大きな影響を与えます。金型内の溶湯温度の低下率は表面欠陥の確率に影響し、固体表面層の厚さが増加するにつれて増加します[21]。同様に、金型温度はHPDCにおける製品の品質に影響を与え、最適範囲からの逸脱は鋳造欠陥を引き起こします[22, 23]。1次および2次プランジャープロファイルと速度は、アルミニウム合金の場合、鋳物の強度特性を低下させる上で重要な役割を果たします[19]。これらの理由から、最小限の欠陥で高品質の鋳物を生産するためには、異なるHPDCプロセス制御パラメータ(射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間)の組み合わせを最適化する必要があります。 4. 研究概要: 研究テーマの背景: HPDCは複雑な非鉄部品を大量生産するための重要なプロセスですが、製品の品質と性能を損なうポロシティなどの様々な鋳造欠陥が発生しやすいという課題があります。多数の相互作用するプロセスパラメータを制御することは不可欠ですが困難です。 先行研究の状況: 先行研究では、シミュレーションや実験を通じて個々のHPDCパラメータの影響が調査されてきました。ファジィシステム、ニューラルネットワーク、および「Anycasting」などのソフトウェアシミュレーションを用いた手法が、ポロシティなどの欠陥を予測または最小化するために使用されてきました[25-28]。実験計画法(DOE)と組み合わせたタグチメソッドは、スクイズキャスティングや砂型鋳造など、様々な製造プロセスの最適化に適用されています[35-39]。しかし、実際の産業アプリケーションにおいて、複数の主要なHPDCパラメータを同時に最適化してポロシティ欠陥を最小化することに特化した、DOEとタグチ分析を用いた包括的な実験的アプローチは、あまり検討されていないことが確認されました。鋳造現場で用いられる従来の試行錯誤法は、しばしば非効率的でコストがかかります[29]。 研究目的: 本研究は、特定の自動車部品(バイク用クランクケースLH)の工業的HPDCプロセスにおいて、主要な鋳造欠陥であるポロシティを最小化することを目的としました。これは、実験計画法(DOE)とタグチ分析を組み合わせて、6つの主要な制御可能なプロセスパラメータ(射出圧力、溶湯温度、金型冷却時間、金型温度、1次プランジャー速度、2次プランジャー速度)を最適化することによって達成されました。目標は、鋳造部品の密度を最大化することによりポロシティを低減し、全体的な製品品質と生産歩留まりを向上させる最適なパラメータの組み合わせを見つけることでした。 研究の核心: 研究はバイク製造会社で実施されました。高い生産量と不良率のため、アルミニウムADC 12合金製のクランクケース左側(LH)部品が選定されました(Figure 1, Table 1, Table 2)。生産データ分析とパレート図(Table 3, Figure 3)により、ポロシティ/ピンホールが不良の主な原因として特定されました(Figure 2)。ポロシティの原因となる要因を特定するために特性要因図(Figure
Read More
user 04/10/2025 Aluminium-J , automotive-J , Technical Data-J AZ91D , CAD , Die casting , Die Casting Congress , Die casting Design , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Sand casting , 자동차 산업 本紹介論文は、「IntechOpen」によって出版された論文「Applications of High-Pressure Die-Casting (HPDC) Magnesium Alloys in Industry」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカスト(HPDC)マグネシウム合金は、主に内燃機関(ICE)自動車の要件によって、自動車産業で多様な応用が見られてきました。自動車産業が電気自動車(EV)アーキテクチャに移行するにつれて、走行距離効率を改善するための新しい応用の大きな可能性があります。さらに、より大型の自動車用ダイカスト部品への傾向と、軽量化による航空宇宙用途への関心の高まりがあります。本章では、ICE自動車における従来の自動車構造用途、ならびにHPDCマグネシウム合金の現在および将来の潜在的なEVおよび航空宇宙用途をレビューしました。従来の自動車でAM50、AM60、AZ91、AE44マグネシウム合金を使用した構造用途は、現代のEVにも適用できます。加えて、より高い熱伝導率、改善された鋳造性、優れた高温特性、および難燃性を様々な程度で持つマグネシウム合金を開発する必要があり、これはバッテリーおよび航空宇宙のキャビン関連構造材料を置き換えて、すべての安全要件を満たすためです。優れた鋳造性を持ついくつかの新しく開発されたマグネシウム合金も、潜在的な自動車および航空宇宙用途のためにレビューされています。 3. 序論: 排出ガスおよび燃費規制により、車両の軽量化の必要性が高まっています。したがって、軽量化は、安全性と性能を維持しながら動力効率を向上させるための非常に重要なトピックとなっています。製品の最適化、材料置換、部品統合などのいくつかの軽量化戦略は、より高密度の構造材料をより低密度の材料に置き換えることによって推進されています。マグネシウムとその合金は、他の自動車用金属と比較していくつかの利点があります。マグネシウムの密度は1.74 g/cm³であり、アルミニウムと鋼の両方よりも著しく低いです[1]。マグネシウム合金は、優れた比強度、優れた自動化可能性と鋳造性特性を持ち、セルフスレッディングファスナーの使用に適していることでよく知られています[2]。一般的に使用されるマグネシウム合金は150°C以上での使用には不適切かもしれませんが[3, 4]、適切な合金元素の添加により、耐熱性[5–7]および耐食性[8, 9]のマグネシウム合金が開発されています。自動車産業は、内燃機関(ICE)から電気自動車(EV)へのパワートレインアーキテクチャの移行を経験しています。マグネシウム合金の熱伝導率向上の開発は、バッテリー関連の応用をサポートしています[7]。一方、難燃性はマグネシウム合金のホットなトピックであり、関連研究は実質的な進歩を遂げており、これは航空宇宙用途にとって非常に価値があります[10–19]。上記の利点により、マグネシウム合金は自動車産業で広範に利用される最も軽量で最も人気のある構造用金属の1つとなっています。産業界のほとんどのマグネシウム合金部品は、Figure 1に示される高圧ダイカスト(HPDC)プロセス[20–21]を通じて製造されます。HPDCプロセスは、設計と製造における魅力的な柔軟性、優れたダイ充填特性、および鋼構造に必要な二次加工削減の高い効率性を提供します。Figure 2は、いくつかの異なるプロセスで製造されたAZ91の降伏強度を比較しています[22–25]。HPDCプロセスで製造されたものの高い強度は、速い冷却速度からの著しく微細な微細構造の結果です。現代のHPDC技術により、マグネシウム合金は、大型、薄肉、複雑な形状を持つニアネットシェイプ製品として製造でき、優れた構造的および機能的性能を示し、特に大量生産のための効率的でコスト削減の方法として広く適用されています。本章では、歴史的および潜在的な自動車および航空宇宙産業におけるHPDCマグネシウム合金の応用をレビューし、成功事例と進行中の開発状況の全体的な理解を提供します。 4. 研究の概要: 研究テーマの背景: 自動車および航空宇宙産業は、燃費/エネルギー効率と性能向上のために車両軽量化への圧力が高まっています(軽量化)。マグネシウム合金は、その低密度により魅力的な候補材料です。内燃機関(ICE)自動車から電気自動車(EV)への移行は、軽量材料、特に特定の熱特性を持つ材料に対する新たな要求と機会を生み出しています。航空宇宙用途も軽量化を要求しますが、厳格な難燃性要件があります。 先行研究の状況: HPDCマグネシウム合金(AM50、AM60、AZ91、AE44など)は、ICE自動車の様々な用途で数十年にわたり成功裏に使用されてきました。これには、内装部品(インストルメントパネル、シートフレーム、ステアリングホイール)、ボディ構造(ラジエーターサポート、リフトゲートインナー、ドアインナー)、パワートレイン部品(オイルコンジットモジュール、ギアボックスハウジング、トランスファーケース)、シャシー部品(エンジンクレードル、サブフレーム)が含まれます。研究は、合金化(例:RE元素、Ca)を通じて、耐食性、耐クリープ性、熱伝導率、難燃性などの特性を改善することに焦点を当ててきました。 研究の目的: 本章は、歴史的および潜在的な自動車(ICEおよびEV)および航空宇宙産業におけるHPDCマグネシウム合金の応用をレビューすることを目的としています。成功事例と進行中の開発状況の全体的な理解を提供し、これらの分野における将来の成長の可能性を強調することを目指しています。 中核研究: 本研究は、さまざまな車両システムにわたるHPDCマグネシウム合金の特定の応用をレビューします: 5. 研究方法論 研究デザイン: 本研究は包括的なレビュー論文です。公開された文献、会議議事録、特許、および業界のケーススタディからの情報を統合しています。 データ収集と分析方法: データは引用された参考文献[1-152]から収集され、これには学術論文、技術報告書、業界出版物、特許が含まれます。分析には、歴史的および現在の応用の要約、異なるマグネシウム合金の特性と性能の比較(例:機械的特性、腐食、熱伝導率、難燃性)、合金開発と応用要件(特にEVおよび航空宇宙向け)のトレンドの特定、HPDCマグネシウム合金使用の利点と課題の議論が含まれます。 研究トピックと範囲: 本研究は高圧ダイカスト(HPDC)マグネシウム合金の応用に焦点を当てています。範囲は以下の通りです: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: 本レビューは、軽量化の必要性とHPDCプロセスの利点により、自動車産業において内装、ボディ、パワートレイン用途でHPDCマグネシウム合金(延性用のAM50/AM60、強度/耐食性用のAZ91D、高温用のAE44など)が広範かつ成功裏に使用されてきたことを強調しています。これらの構造応用の多くはEVアーキテクチャに移行可能です。さらに、HPDCマグネシウム合金は、オンボードチャージャーハウジングやバッテリートレイなどのEV特有の部品に大きな可能性を示していますが、鋳造性と熱伝導率を最適化するための開発が進行中です。航空宇宙産業も、費用対効果の高い難燃性改善(特にCa合金化が有望)を条件として機会を提供しており、FAA基準を満たす改善された難燃性を持つ合金(例:WE43、Ca含有合金)が開発されています。優れた機械的性能と、高い熱伝導率や難燃性などの応用特有のニーズに合わせて調整された新しいマグネシウム合金の継続的な開発は、自動車および航空宇宙産業の両方においてHPDCマグネシウム合金の強力で明るい未来を示唆しています。 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁じられています。Copyright © 2025 CASTMAN.
Read More
user 04/02/2025 Copper-J , Salt Core-J , Technical Data-J aluminum alloys , ANOVA , CAD , Casting Technique , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Salt Core , 금형 本紹介論文は、「Materials Transactions / Japan Foundary Engineering Society」により発行された論文「Strength of Salt Core Composed of Alkali Carbonate and Alkali Chloride Mixtures Made by Casting Technique」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストプロセス用の消失性塩中子を開発するために、4つの二元系 NaCl-Na2CO3, KCI-K2CO3, KCI-NaCl および K2CO3-Na2CO3 の強度を調査した。永久鋳型鋳造技術を用いて溶融塩から作製した試験片の強度を決定するために、4点曲げ試験を実施した。NaCl-Na2CO3 系の強度は、Na2CO3 組成が 20 mol% から 30 mol% の間、および 50 mol% から 70 mol% の間で 20 MPa を超えた。最高強度は NaCl-70 mol%Na2CO3 の組成で約 30 MPa
Read More
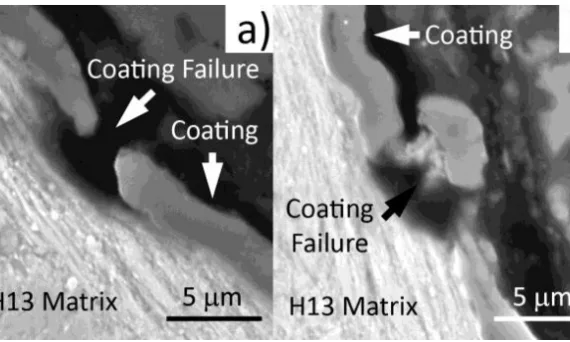
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , 금형 , 알루미늄 다이캐스팅 本要約の内容は、「China Foundry」によって発行された論文「Mechanism of die soldering during aluminum die casting」に基づいています。 1. 概要: 2. 抄録 (Abstract): 溶損(Soldering)は、アルミニウム合金のダイカストまたは金型鋳造に関連する特有の鋳造欠陥である。これは、溶融アルミニウムが金型鋼の表面に付着または溶着し、鋳物の突き出し後もそこに残り、鋳物の表面欠陥や寸法不正確さを引き起こし、機械のダウンタイムを増加させる現象である。溶損は、無処理の金型鋼金型を使用してアルミニウム合金をダイカストする場合に容易に発生する。溶融アルミニウムが臨界温度よりも高い温度で金型鋼と接触すると、鉄とアルミニウムの原子が互いに拡散し、一連の金属間化合物相と液体のアルミニウムリッチなfcc相を形成する。この液相は金属間化合物相の間に存在する。冷却時に、液体のfcc相は金属間化合物相上で凝固し、鋳物内部に成長して溶損を引き起こす。臨界温度は、相図のアルミニウムコーナー付近の共晶温度である。金型が非反応性のセラミックコーティングで保護されている場合、溶損は局所的なコーティング破壊が発生する場所から始まる。溶融アルミニウムはコーティング破壊箇所を通じて金型鋼と接触し、鋼マトリックスを侵食して小さなピットを形成する。これらの小さなピットが成長するにつれて、コーティングは徐々に除去され、溶損はより深刻になる。無処理の鋼製金型およびコーティングされた金型材料における金型溶損のステップの詳細について議論する。 3. 緒言 (Introduction): ダイカスト(Die casting)、または高圧ダイカスト(HPDC)は、高圧を用いて溶融金属を鋼製の金型に射出する100年の歴史を持つプロセスである。この費用対効果の高いプロセスは、迅速な生産速度と高い金型あたり金属収率でネットシェイプ製品を生産することができる。他の金属鋳造プロセスでは、これほど多様な形状、微細なデザインの複雑さ、または厳密な寸法公差を許容するものはない。今日、ダイカストプロセスは全金属鋳物の3分の1以上を生産するために使用されており、そのほとんどがアルミニウム鋳物である[1]。 アルミニウムダイカストの生産性を制限する主要な問題の1つは、金型溶損(die soldering)である。溶損または焼付き(die sticking)は、溶融アルミニウムが金型表面に「溶接」される現象である。深刻な条件下では、金型溶損はわずか数回の鋳造サイクル後に発生し、機械のダウンタイム増加、鋳物の表面品質および圧力または漏れ気密性に関連するスクラップ、そして金型は一般的に高価でありダウンタイムは生産損失をもたらすためコスト増加を引き起こす。金型溶損は、低圧永久鋳型鋳造を含む他の金属金型鋳造プロセスにも関連している。 溶融金属に囲まれた金型の小さな形状部は、ダイカストプロセスの各実行中に金型本体よりも通常高い温度に加熱されるため、溶損形成が起こりやすい。鋳物に小さな穴を形成するために使用されるコアピン(Core pins)は、ダイカストプロセス中に溶損が発生しやすい金型のそのような形状部である。コアピンの使用は、鋳物に穴を開ける必要性を減らし、鋳造プロセスをより費用対効果の高いものにする。典型的なダイカストマシンは約10から100本のピンを使用する。ダイカスト業界は、H-13鋼がヒートチェックと摩耗に耐性があるという事実のために、金型とコアピンの製造にH-13鋼を使用している。 ダイカスト業界では2種類の溶損が主張されている。1つは、溶融アルミニウム合金と金型との間の化学的/冶金学的反応により高温で発生し[2]、もう1つは機械的相互作用により低温で発生する[3]。北米のダイカスト業界が厳しい国際競争に直面した1990年代まで、金型溶損を調査するための体系的な研究は限られていた。ダイカスターが生き残るためにはダウンタイムを最小限に抑え、生産性を向上させることが不可欠となったが、北米のほとんどのダイカスターは研究資源が不足している中小企業である。その結果、金型溶損に関する研究は、産業団体や政府機関によって後援されてきた。化学反応によって発生する金型溶損の理解には大きな進展があった。機械的相互作用による溶損についてはほとんど理解されていない。 本稿では、化学的相互作用の結果として発生する金型溶損について議論する。このタイプの溶損は、金型表面の保護膜の「ウォッシュアウト」と密接に関連していると一般的に認識されている[2]。ウォッシュアウトは、溶融アルミニウム合金が金型の保護膜(コーティングまたは潤滑剤)を破壊するときに発生する。その後、溶融アルミニウムは金型表面と接触し、通常H-13鋼である金型材料と反応する。金型潤滑剤は溶融金属によって容易に破壊される可能性があるが、コーティング、特に物理蒸着(PVD)プロセスを使用して作られたコーティングは、多くの鋳造サイクルの間、金型上に留まることができる。金型潤滑剤の大部分が除去されると、溶損は溶融金属と無処理の金型鋼との間の直接的な化学反応によって制御される。金型に強力なPVDコーティングがある場合、溶損はコーティングの局所的な破壊によって制御される。本稿では、無処理の鋼製金型およびコーティングされた金型またはコアピンにおける溶損について説明する。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 溶融アルミニウムが金型表面に付着する金型溶損は、アルミニウム高圧ダイカスト(HPDC)の生産性に対する重大な障害である。これは、鋳造欠陥(表面欠陥、寸法不正確さ)、金型メンテナンスのための機械ダウンタイム増加、スクラップ率の上昇、高価な金型および生産損失に関連するコスト増加につながる。通常H-13鋼で作られるコアピンのような形状部は、より高い動作温度のため特に影響を受けやすい。 先行研究の状況 (Status of previous research): 金型溶損に関する体系的な調査は1990年代まで限られていた。研究では、化学的/冶金学的反応による高温溶損と機械的相互作用による低温溶損が区別されている。溶融アルミニウム合金による保護膜(潤滑剤またはコーティング)の「ウォッシュアウト」または破壊としばしば関連付けられる化学反応メカニズムの理解には大きな進展があった[2]。PVDコーティングのような耐久性のあるコーティングが溶損を軽減する役割は認識されているが、局所的なコーティング破壊時には依然として溶損が発生する可能性がある。機械的溶損に関する理解は依然として限られている。 研究の目的 (Purpose of the study): 本研究は、溶融アルミニウム合金と金型鋼(特にH-13)との間の化学的相互作用の結果として発生する金型溶損のメカニズムを解明することを目的とする。無処理の鋼表面と非反応性セラミックコーティングで保護された表面の両方について、溶損を引き起こす条件と金型損傷の進行プロセスを詳述する。 中核研究 (Core study):
Read More


![Figure 6. Images showing interior applications of HPDC magnesium alloys: (a) AZ91D automotive audio amplifier cast by Twin City die casting company [44]; (b) AM60 display bracket on 2021 ford explorer; (c) AM60 steering column cast by Meridian lightweight technologies; (d) AM50 center console on Audi A8 and (e) AM60 center stack on JLR defender [45] (courtesy of GF casting solutions).](https://castman.co.kr/wp-content/uploads/Figure_6._Images_showing_interior_applications_of_HPDC_magnesium_alloys_a_AZ91D_automotive_audio_a-570x342.webp)