user 06/22/2025 Aluminium-J , automotive-J , Technical Data-J A380 , Aluminum Die casting , CAD , Die casting , Die Casting Congress , High pressure die casting , Microstructure , Quality Control , Review , STEP , 금형 本稿は、「クイーンズランド大学」より発行された論文「Mechanisms of Leaker Formation in Aluminium High Pressure Die Casting」に基づいています。 1. 概要: 2. 抄録: 本報告書では、一般的および特定のアルミニウム高圧ダイカストにおけるリーカー形成メカニズムの理解を深めます。この理解はいくつかの段階を経て展開されます。 既発表の研究のレビューにより、高圧ダイカストにおけるリーカー形成に寄与する可能性のある鋳造欠陥を特定します。さらに、これらの各欠陥とそれらが鋳物の耐圧性に与える影響を理解するために、文献のレビューに焦点を当てます。レビューされた欠陥は、コールドフレーク、コールドシャット、ドラッグマーク、ガス気孔、酸化膜、介在物、表面層を除去または損傷させる二次作業、収縮気孔、焼付き、および表面割れです。この情報は、特定の鋳物におけるリーカーの「根本原因」の特定を支援する「フォールトツリー」を形成するために編集されます。 次に、自動車用ウォーターインレット鋳物の観察を用いて、特定の例におけるリーカーの可能性のある根本原因を特定します。リーカーの根本原因となる可能性のある欠陥として、コールドシャット、ガス気孔、収縮気孔、揮発性流体による表面気孔、ドラッグマーク、および表面割れが見つかりました。鋳物の重要領域の機械加工も、リーカー形成の可能性を高めるように見えました。 これらの欠陥の中で、コールドシャットがリーカーの最も重要な根本原因であるように見えました。コールドシャットおよびリーカーの発生に対するプロセスパラメータの影響を分析するために、金型および溶湯温度を操作してリーカーの発生を増加させる構造化された試験が実施されました。結果は、コールドシャットの発生および程度とリーカーの発生との間に強い関連性があることを示しています。さらに、結果は金型温度とリーカーの発生との間の関連性を示しています。 最後に、自動車用ウォーターインレット鋳物におけるリーカーの発生を低減するための多くの戦略が提案され、可能性のあるさらなる調査についての提案がなされています。 3. はじめに: 本文書は、Stephen Thompson氏の1998年の修士論文「アルミニウム高圧ダイカストにおけるリーカー欠陥の形成メカニズム」で提示された主要な調査結果と方法論を要約したものです。原著は、自動車用ウォーターインレット鋳物を特定のケーススタディとして、アルミニウム高圧ダイカストで「リーカー」欠陥が発生する理由について包括的な調査を提供しています。この要約は、ダイカスト技術の業界専門家および研究者向けに、ハンドブックスタイルの形式で、中核となる概念、研究の進展、および結論を提示することを目的としています。 4. 研究の要約: 研究トピックの背景: 高圧ダイカストは、鋳物あたりのコストが低く、生産率が高いため、複雑な部品の一般的な製造プロセスです。薄肉で寸法精度の高い部品を製造できます。しかし、特に流体を収容または送液することを目的とした鋳物は、「リーカー」と呼ばれる、圧力下で流体が鋳物壁を通過することを可能にする欠陥に悩まされる可能性があります。このような欠陥は、不良品となるか、封孔剤による含浸処理が必要になります。本研究は、リーカー欠陥が発生しやすいアルミニウム合金CA313製の自動車用ウォーターインレット鋳物に焦点を当てています。リーカーの形成は、多くの場合、他の鋳造欠陥の組み合わせの結果です。 先行研究の状況: 本論文の第2章では、高圧ダイカストにおけるリーカー形成に寄与する可能性のある鋳造欠陥を特定するために、既発表の文献をレビューしています。文献によると、リークが発生するためには、鋳物の表面層と中心部を貫通する経路が存在しなければなりません。潜在的な原因として特定された欠陥は次のとおりです。 レビューでは、この情報を「フォールトツリー」(Figure 2.18)にまとめ、リーカーの根本原因を特定するのに役立てています。各潜在的な原因について、文献では次の点が調査されました。 本論文では、ガス気孔のような一部の欠陥は、リーカーの主な原因としてはしばしば軽視されるものの(分離した気泡を形成する傾向があるため)、他の欠陥との相互作用や特定の形成メカニズム(例:揮発性の離型剤によるもの)がリーク経路を引き起こす可能性があると指摘しています。収縮気孔、特に凝固範囲の長い亜共晶合金におけるデンドライト間気孔は、特に表面層が損なわれた場合にリーク経路を形成する可能性のある一般的な特徴として特定されています。 研究の目的: 本研究は以下の目的を持っていました(6ページに記載):I. リーカー形成の一般的なメカニズムを特定するために、既存の発表された研究をまとめる。II. ウォーターインレット鋳物のプロセスと鋳物の観察を用いて、リーカー形成の可能性のあるメカニズムを特定する。III. 発表された文献に基づいて、ウォーターインレット鋳物のリーカー形成に重要な影響を与える可能性のあるパラメータを提案する。IV. ステップIIで特定されたメカニズムとステップIIIで提案された重要なパラメータの重要性を、制御された実験を用いて確認する。V. 発表された知識と収集された経験を用いて、ウォーターインレット鋳物におけるリーカーの発生を低減するために使用できる可能性のある戦略を提案する。 中核研究: 研究の中核はいくつかの段階で構成されていました。 5. 研究方法論 研究デザイン: 研究は多段階アプローチで設計されました。 データ収集と分析方法: データ収集: 分析方法: 研究トピックと範囲: 6. 主な結果: 主な結果: 図のリスト (Figure Name
Read More
本稿は、「[Chinese Journal of Engineering]」により発行された論文「[Mechanism and performance of coal spontaneous combustion with a halide carrier inorganic salt inhibitor]」に基づいています。 1. 概要: 2. 抄録: Coal spontaneous combustion seriously restricts the safe production of coal mines, and adding an inhibitor is one of the effective methods to prevent coal spontaneous combustion. To improve the pertinence and high efficiency of
Read More
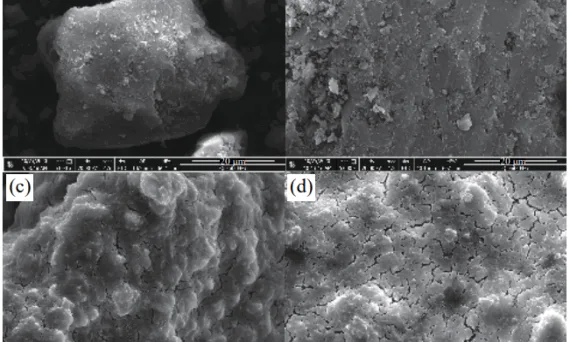
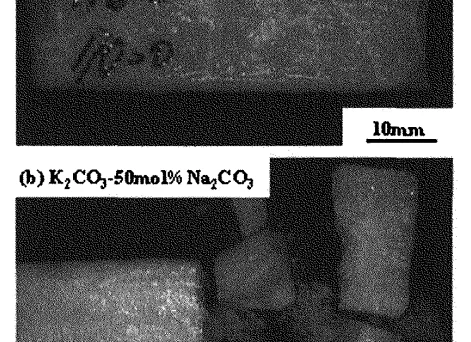
本紹介論文は、「鋳造工学 第78巻(2006)第10号」に掲載された論文「炭酸塩と塩化物の混合塩で成形したソルト中子の機械的性質」に基づいています。 1. 概要: 2. Abstract: The strength of salt core comprised of NaCl-Na2CO3, KCI-K2CO3, KC1-NaCl and K2CO3-Na2CO3 binary salt systems was investigated in order to develop expendable core for high pressure die casting using 4-point bending test, Vickers hardness measurement, and SEM observation of solidification structures and fracture surfaces. Bending specimens were fabricated from
Read More
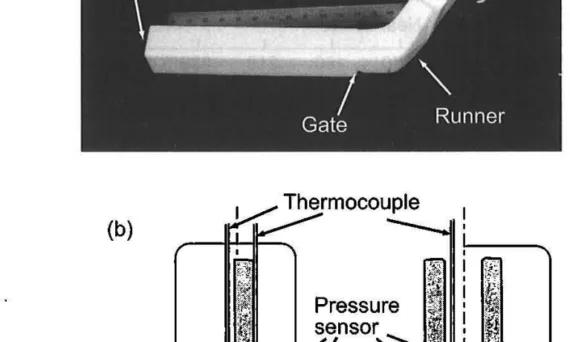
user 06/18/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , Applications , CAD , Die casting , Efficiency , Microstructure , Salt Core , 금형 , 자동차 산업 この紹介記事は、「鋳造工学 (Journal of the Japan Foundry Engineering Society, J. JFS)」により発行された論文「Mechanical Properties of Mixed Salt Core Made by Die Casting Machine (ダイカストマシンで成形した混合塩中子の機械的性質)」に基づいています。 1. 概要: 2. Abstract: Effects of mold temperature and injection pressure on mechanical properties and surface defects of Na2CO3-20mol%NaCl-30mol%KCl salt-mixtures made by high pressure die-casting machine were investigated. The bending strength of the salt-mixture
Read More
user 06/17/2025 Aluminium-J , Technical Data-J Alloying elements , Applications , CAD , Casting Technique , Die casting , Magnesium alloys , Microstructure , 自動車産業 , 자동차 , 자동차 산업 本稿は、「Materials Engineering – Materiálové inžinierstvo」により発行された論文「Mechanical properties of homogenized twin-roll cast and conventionally cast AZ31 magnesium alloys」に基づいています。 1. 概要: 2. アブストラクト: 今日、マグネシウム合金の機械的特性の改善は、その多様な産業用途のために非常に重要です。この目標のために、多くの鋳造技術およびさらなる処理法が開発されてきました。合金の長尺ストリップの製造を可能にする連続鋳造技術の中には、双ロール鋳造があります。このプロセスを用いることで、最も微細なミクロ組織とより高い比強度を持つマグネシウム合金を得ることができます。本稿では、従来鋳造および双ロール鋳造されたAZ31マグネシウム合金の引張特性の比較を行いました。引張試験は、100℃から300℃の温度範囲で、10⁻³ s⁻¹の一定ひずみ速度で実施されました。両材料は、鋳放し状態および450℃で10時間の均質化処理後に試験されました。調査の結果、従来鋳造AZ31合金は熱処理後も延性に大きな変化は見られませんでしたが、双ロール鋳造合金の延性は向上することが示されました。 3. 緒言: マグネシウム合金はよく知られた構造材料であり、現在自動車産業で広く普及しています[1-4]。自動車産業における将来のトレンドは自動車部品の軽量化であり、そのため最も軽量な金属の一つであるマグネシウムとアルミニウムがますます注目されています。Mg-Al系合金は高い比強度と剛性、低密度、良好な熱伝導性および電気伝導性を有するため、将来的には一部の鋼や銅鋳造合金を置き換える可能性があります[5]。また、電子部品やコンピュータ部品の製造にも有望です[6]。合金元素の影響は、合金の最終特性にとって極めて重要です。製造プロセスを制御し改善するために、Al、Zn、Ca、Sn、Sr、Zrが機械的特性に与える影響に関する多くの研究が行われてきました[7-11]。特定の特性を持つMg合金を製造し、特定の要件を満たすために、さまざまな鋳造技術が用いられます。その中には、ダイカストや、熱間押出または熱間圧延が続く双ロール鋳造(TRC)があります。これらの各プロセスは、合金の集合組織とミクロ組織、したがって機械的特性に影響を与えます[12-14]。AZ系市販合金の多様性の中で、AZ31は強度、延性、低コストといった良好な特性を有するため非常に人気があります。しかし、AZ31合金を自動車部品(例えば、カールーフ)として適用するには、TRC材料から успешно製造できる薄板を製造する必要があります。さらなる圧延前の合金鋳放しストリップの厚さは5mmまで薄くすることができます[15]。しかし、製造プロセスにはまだ多くの未解決の問題があります。その中には、鋳放し構造の不均一性が最終製品の特性に与える役割があります。本稿では、従来鋳造(CC)とTRCという2つの異なる鋳造技術によって調製されたAZ31のミクロ組織と機械的特性を研究しました。熱処理中の不均一構造が機械的特性に与える影響を調べるために、鋳放し状態および均質化状態の試験片を構造、微小硬さ、引張試験用に準備しました。 4. 研究の概要: 研究トピックの背景: 自動車産業などにおける軽量材料への需要の高まりは、マグネシウム合金の研究を推進しています。その機械的特性の向上は、用途拡大に不可欠です。双ロール鋳造は、微細なミクロ組織を持つマグネシウム合金ストリップを製造するための有望な連続鋳造技術です。 従来の研究状況: 従来の研究では、様々な合金元素(Al、Zn、Ca、Sn、Sr、Zr)がマグネシウム合金の機械的特性に与える影響が調査されてきました。ダイカストやTRC後の熱間加工など、異なる鋳造技術が集合組織、ミクロ組織、ひいては機械的特性に影響を与えることが知られています。AZ31は広く研究されている市販合金です。TRCによる薄板製造が検討されており、鋳放しストリップの厚さは5mmまで薄くなっています。しかし、鋳放し構造の不均一性が最終製品の特性に果たす役割は、依然として関心の対象となっています。 研究の目的: 本稿では、従来鋳造(CC)とTRCという2つの異なる鋳造技術によって調製されたAZ31のミクロ組織と機械的特性を研究しました。熱処理中の不均一構造が機械的特性に与える影響を調べるために、鋳放し状態および均質化状態の試験片を構造、微小硬さ、引張試験用に準備しました。 研究の核心: 本研究の核心は、従来鋳造(CC)と双ロール鋳造(TRC)によって製造されたAZ31マグネシウム合金の比較分析です。本研究では、これらの材料を鋳放し状態と均質化状態の両方で調査し、それらのミクロ組織、微小硬さ分布、および様々な温度での引張特性に焦点を当てています。 5. 研究方法論 研究計画: 本研究では、AZ31 CCインゴットおよび5.6mm厚のAZ31 TRCストリップの調査を実施しました。2種類の試料セットを使用しました:1)鋳放しAZ31マグネシウム合金、および2)450℃で10時間均質化処理した合金。試料は空気炉で焼鈍し、油中で急冷しました。 データ収集および分析方法: 研究トピックおよび範囲: 研究はAZ31マグネシウム合金に焦点を当てました。範囲は以下の通りです。 6. 主要な結果: 主要な結果: ミクロ組織: 微小硬さ: 引張特性: 図のリスト: 7. 結論: 異なる鋳造技術によって調製されたAZ31マグネシウム合金のミクロ組織と機械的特性を、鋳放し状態と時効処理状態で研究しました。TRCマグネシウム合金では、CC材よりもα-Mgマトリックス内に分布する二次相粒子が小さくなっています。450℃で10時間均質化処理すると、両方の材料でβ相が溶解し、結晶粒内には少量のβ相粒子しか観察されませんでした。しかし、TRC材のミクロ組織は熱処理によってより大きな影響を受け、元々粗大で不均一だった構造は、材料中に残存する中心偏析粒子を除いて、微細で均質な構造に置き換わります。鋳放しTRC材の元々不均一だった構造(表面付近とストリップ中央で著しい微小硬さの変動を示した)は、より軟らかく、はるかに均質な構造に置き換わりました。均質化後、両合金のHV値は同様になります。比較的低いひずみ速度(10⁻³
Read More
user 06/16/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Die casting , Efficiency , High pressure die casting , ISO 14001 , Microstructure , Review , STEP 本紹介論文は、「Journal of Business and Industrial Marketing」によって発行された論文「Material flow cost accounting for aluminum gravity die casting in electrical products manufacturing」に基づいています。 1. 概要: 2. 要旨: 目的 – 本研究は、中小企業(SME)環境においてマテリアルフローコスト会計(MFCA)を適用する最良の方法を決定し、製造プロセス中の負の製品コストを可視化し、改善可能な箇所を特定することを目的としています。設計/方法論/アプローチ – 本研究では、インドで重力ダイカストを通じて電力部門で使用されるアルミニウムエネルギー製品を生産する中小企業において、MFCAツールの有用性を実証するためにケーススタディ・アプローチを使用しています。結果 – 結果によると、同社の重力ダイカストはMFCA分析の結果、27.38%の負の製品コストマージンを有しています。また、300kgの原材料処理に対して、負の材料コストは22,919ルピー、負のシステムコストは462ルピー、負のエネルギーコストは1,069ルピーであると決定されました。この会社の典型的な月間原材料処理量は45,000kgです。独創性/価値 – 本研究は、MFCAの導入が企業の環境意識と収益性を向上させることを示しています。著者らの知る限り、本研究は電気部品製造におけるアルミニウム重力ダイカストにMFCAを初めて導入したものです。 3. 緒言: 世界の原材料需要は2060年までに現在の2倍になると予測されており、それに伴い生産廃棄物の増加は避けられません。インドの製造業は、「メイク・イン・インディア」構想のもとで大幅に拡大しました。特に零細・中小企業(MSME)は重要な役割を果たしており、インドのGDPの約30%、総輸出の約半分を占めています。このような急速な経済発展と技術進歩は、原材料への需要を増大させ、地球の資源に負荷をかけ、一部の重要物質の枯渇と廃棄物の増加につながっています。廃棄物発生は、汚染と気候変動の一因となる主要な問題です。環境および経済パフォーマンスを改善する最も効果的な方法の一つは、廃棄物回収です。 中小企業は一般的に、大企業に比べて廃棄物管理が不十分です。過去には様々な環境管理技術や政策枠組みが導入されてきましたが、環境と財務の両方のパフォーマンスを全体として考慮するものはごくわずかです。さらに、これらの環境管理リソースのほとんどは、大企業を念頭に置いて作成されました。資金調達、人員、意識、知識、スキルの制約により、これらの戦略は中小企業に適用されるとしばしば不十分です。マテリアルフロー思考は、多くの視点と関心領域の根底にある共通の基盤を明らかにすることによって、この統合を促進します。マテリアルフロー思考を実行するために使用されるマテリアルフローコスト会計(MFCA)は、統合された最適化を大幅に改善することができます。環境管理会計(EMA)は、廃棄物に対する財務的責任を帰属させる手法としてMFCAを使用します。MFCAの最終目標は、負の環境影響を低減しつつ、経済的パフォーマンスを向上させることです。 インド国家生産性評議会(NPC)は、インドにおけるMFCA導入の主要な提唱者です。NPCは、ガイドブック、研修プログラム、ケーススタディライブラリなど、組織がMFCAを導入するのを支援するための多くのリソースを開発してきました。インドではMFCAはまだ始まったばかりですが、多くの熱意があります。NPCはインドでのMFCA導入を推進しており、今後数年間でより多くのインド企業がMFCAを導入する可能性が高いです。 しかし、急速な工業化は必然的に、資源枯渇の増加、廃棄物発生、経済拡大に伴う環境破壊をもたらします。その結果、インドの中小企業が環境に配慮した方法で製品を生産することが不可欠です。上記のニーズに焦点を当て、本研究はインドの製造業中小企業におけるMFCA導入の重要性を強調しています。状況を明らかにするために、一貫して作成されたMFCAの結果の文脈を提供するために、実際のインドの中小企業を使用したケーススタディをこれ以上見つけることができませんでした。MFCAの実際の適用は、その可能な適用の範囲と比較してやや制限されています。この枠組みの中で、我々の調査は、開発途上国におけるMFCAの適用に関連する研究に集中する必要性に対応しています。 4. 研究の概要: 研究テーマの背景: 本研究は、世界的な原材料消費の増加、人々の生活水準の向上に伴い、2060年までに原材料需要が現在の2倍に増加すると予測されるという背景に基づいています。その結果、現在のレベルと比較して生産廃棄物が増加することは避けられません。インドでは、「メイク・イン・インディア」プログラムの導入以来、製造業が大幅に拡大しています。インドの国内総生産の約30%は零細・中小企業(MSME)によって生み出されています。2018年から2019年にかけて、中小企業はインドの総輸出の約半分を占めていました。急速な経済発展と技術進歩は、地球規模および国内で原材料への需要を増大させています。需要の増加は地球の資源に負担をかけ、一部の重要物質の枯渇とより多くの廃棄物の発生につながっています。廃棄物発生は、汚染と気候変動の一因となる主要な問題です。 先行研究の状況: MFCAの概念は、1980年代後半から1990年代初頭にかけて、南ドイツの繊維会社Kunert内の環境管理プログラムから自然発生的に生まれ、最終的にはISO 14051規格に登場しました。しかし、MFCAフレームワーク自体はゼロから作られたわけではありません。工業生産における物質フローのインプット・アウトプット物質収支と物理的および「価値」評価は、1920年代から1930年代にかけてドイツで議論されていた2つの不可欠な要因でした。EMAの要素として、MFCAは組織内の各廃棄物フローに金銭的価値を割り当てようとします。MFCAの最終目標は、経済的パフォーマンスを向上させると同時に、負の環境影響を低減することです。物質フローの金銭的価値と企業への非効率性がMFCAの主な焦点です。それは、物質フローの金銭的価値と物理量が同じコインの裏表であることを例示しています。物理的な物質フラックスを測定することにより、技術分析と環境評価の両方の基礎として機能します。物質効率、毒性、臨界性などは、製品、空気、水、または土壌に入る物質の量を測定することによって追跡できる指標のほんの一部です。最後に、すべてのフローを金銭的に評価することにより、経済効率を最大化するのに役立ちます。高い環境コストは一般的に見られ、経営陣の注意を引き、その大きさが認識されると管理されます。環境コストの範囲はかなり広いです。MFCAは数量センターに基づいて機能します。材料、エネルギー、システム、廃棄物処理はすべて、各数量センターの総コストに関与しており、これは正の製品と負の製品に分類されます。したがって、MFCAは、廃棄物の真のコストを推定するための従来の原価計算よりも望ましいです。MFCAは、石炭鉱業、椅子製造、ゴムリサイクルおよび布地製造、電磁アイテム製造、醸造所での廃棄物削減決定の改善、マイクロブルワリー、プリント基板および廃棄物分別移送プラント、農業廃棄物リサイクルなど、さまざまな産業で成功裏に実施されてきました。文献レビューに基づくと、インドの学術文献におけるMFCAの概念は、果物加工、鋼管およびチューブ製造、シリンダー製造、その他いくつかの数えられる産業で実施されています。インドおよび他の開発途上国では、先進国と比較してMFCAに関する学術出版物が少ないことがわかっています。約69の調査論文の文献レビューに基づくと、Figure 1はさまざまな国におけるMFCA研究のレベルを示しています。最近の研究によると、サプライチェーン全体でMFCAを実施すると、コスト削減と環境影響のさらなる削減に役立ちます。ただし、展開は最初に企業レベルで開始する必要があります。ERP、技術知識、ライフサイクルアセスメント、ライフサイクル原価計算など、他の知識とMFCAを統合する文献はいくつかあります。研究者の意見では、MFCAを他の知識と統合することで、より実りある結果が得られるでしょう。MFCAに関する研究論文のほとんどはケーススタディベースの研究であり、体系的な文献レビュー、モデル開発に関する研究、アンケートベースの研究、企業へのMFCAの影響に関するメタ分析など、MFCAの文献に貢献する他の種類の研究論文はほとんどありません。 研究の目的: 本研究は、アルミニウムインゴットまたは合金からエネルギー製品を製造するインドの中小企業(SME)内にMFCAツールを展開することを目的としています。研究の目的は、生産手順の金銭的および物質的コストを視覚化および計算し、節約が可能になる場所を決定することです。MFCAは、プロセスのコストをその正の製品コストと負の製品コストに、プロセスの歩留まりに関連して分離する方法です。金銭的な観点から、どこで改善を行うべきかを明らかにすることができます。過去9か月間、MFCAの導入が経済と環境の両方に与えた影響を調査するために、事業のパフォーマンスが追跡されてきました。MFCAの導入は順調に進んでおり、その結果として得られる金銭と資源の節約の初期推定値は非常に有望です。この研究は、MFCAの導入が企業の環境意識と収益性を向上させることを示しています。この研究の一環として実施されたケーススタディの結果は、貧しい国々の他の中小企業が持続可能性を達成するためにMFCAを導入することを奨励するはずです。このケーススタディの結果は、インドの中小企業の間でMFCAの導入を促進するために使用されます。 研究の核心: 本研究の核心は、インドの中小企業(「A」社)で、アルミニウム製の電気製品を重力ダイカストで製造する際にMFCAを導入することです。この研究では、MFCAの導入が経済と環境に与えた影響を調査するために、9ヶ月間にわたり同社の操業実績を追跡しました。研究には以下の内容が含まれます。 5. 研究方法論 研究デザイン: 本調査にはケーススタディ研究が用いられました。研究の「何を」「どのように」という問いには、ケーススタディを実施することで答えることができ、因果関係を確立する実証的な方法となります。学術研究とその実用化の間のギャップは、フィールドワークによって狭められる可能性があります。インタビューや実地観察を通じて、現象を実際に発生したとおりに記録し分析します。ケーススタディは質的な性質を持つため、探索的研究での使用に特に適しています。したがって、ケーススタディ手法は、MFCA導入の手順と、それが事業の経済的および生態学的効率に与える影響を理解するのに適しています。 データ収集・分析方法: データは、直接観察および生産管理アシスタントと品質検査マネージャーへの詳細なインタビューを通じて収集されました。Stacks
Read More
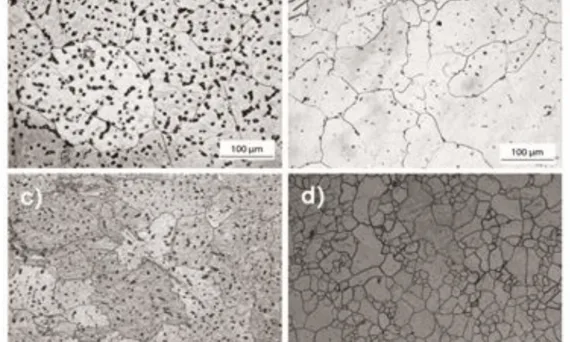
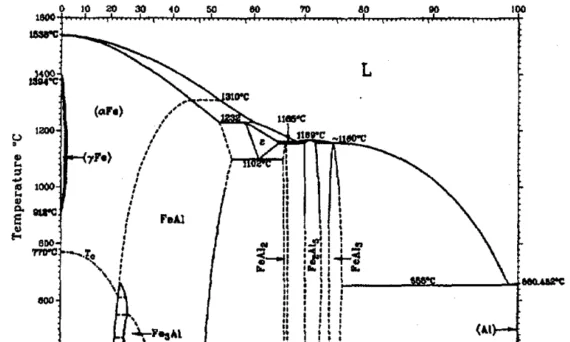
user 06/14/2025 Aluminium-J , Technical Data-J Air cooling , aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , Microstructure , 금형 , 알루미늄 다이캐스팅 本要約内容は、「[Oak Ridge National Laboratory]」によって発行された論文「DIE SOLDERING IN ALUMINUM DIE CASTING」に基づいています。 1. 概要: 2. 抄録: 純アルミニウムおよび380合金を用い、小型の鋼製シリンダーに対して「浸漬(dipping)」試験および「浸漬コーティング(dip-coating)」試験の2種類の試験を実施し、アルミニウムダイカスト中の金型焼付きメカニズムを調査した。焼付き中に形成される相の形態と組成を研究するために、光学顕微鏡および走査電子顕微鏡(SEM)が用いられた。実験的観察に基づいて焼付きメカニズムが仮定されている。鉄がアルミニウムと反応してアルミニウムリッチな液相および固体の金属間化合物を形成し始める焼付き臨界温度が仮定される。金型表面温度がこの臨界温度よりも高い場合、アルミニウムリッチ相は液状となり、その後の凝固中に鋳物と金型を接合する。本論文では、鋼製金型における純アルミニウムおよび380合金鋳造の場合の焼付きメカニズム、焼付きを促進する要因、および焼付き発生時に形成される結合強度について議論する。 3. 緒言: ダイカストにおける焼付き(soldering)、または金型固着(die sticking)は、溶融アルミニウムが金型表面に「溶着(welds)」する際に発生し、金型損傷および鋳物の表面品質低下をもたらす。文献では2種類の焼付きが特定されている:一つは溶融アルミニウム合金と金型間の化学的/金属学的反応により高温で発生するもの(1)、もう一つは機械的相互作用により低温で発生するもの(2)である。本論文は、化学的/金属学的反応により発生する焼付きを対象とする。高温で発生するタイプの焼付きについては、一般的に焼付きが金型表面の保護膜の「ウォッシュアウト(washout)」と密接に関連していると認識されている(1)。ウォッシュアウトは、溶融アルミニウム合金が金型に流入し、金型上の保護膜(コーティングまたは潤滑剤)を破壊する際に発生する。その後、溶融アルミニウムが金型表面と接触する。金型材中の鉄は溶湯に溶解し、溶湯中のアルミニウムおよびその他の元素は金型に拡散する。結果として、金型表面に金属間化合物層が形成される。適切な条件下では、金属間化合物層の上にアルミニウムリッチな焼付き層が形成されることもある(1)。これらの金属間化合物の性質についてはかなりの研究が行われてきたが(3-7)、焼付きが発生する条件についてはほとんど知られていない。本研究では、金属間化合物の単なる存在が焼付きの条件または原因ではないことを示すため、金属間化合物の形成と焼付きの発生を区別する。さらに、本研究は金属間化合物の成長ではなく、焼付きの開始に焦点を当てることを試みる。本研究は以下の問いに取り組む:1. 焼付きはどの温度で発生するか? 2. 金型表面への金属間化合物の形成は、焼付きが既に発生したことを示すか? 3. アルミニウム合金鋳物はどのように金型に焼付き(接合)するのか? 4. 結合強度を決定するものは何か? 本研究では、焼付きが発生する温度を調査するために、単純な浸漬および浸漬コーティング試験を実施した。金属間化合物層と焼付き層の間の界面形態は、光学顕微鏡および走査電子顕微鏡によって観察された。実験的観察に基づいて焼付きメカニズムが仮定されている。本研究で考慮される焼付きのタイプは、金型材料の元素と合金間の化学反応によるもののみである。低温での機械的相互作用による焼付きは本研究には含まれない。 4. 研究の概要: 研究テーマの背景: 金型焼付き(Die soldering、または金型固着)は、鋳造されたアルミニウム合金が鋼製金型表面に付着する現象であり、アルミニウムダイカストにおける重要な課題である。この現象は、金型損傷による操業非効率、工具コストの増加、鋳造部品の品質低下を引き起こす。本研究は特に高温での化学的/金属学的反応に起因する焼付きを対象とする。 先行研究の状況: 先行研究では、焼付き、金型表面保護膜の破壊(「ウォッシュアウト」)、およびそれに続く金型-合金界面での鉄-アルミニウム金属間化合物の形成との関連性が認識されていた。しかし、単なる金属間化合物の成長とは区別される、焼付きを開始するために必要な特定の条件(例:温度、組成)に関する包括的な理解は不足していた。既存の文献(参考文献3-7)は金属間化合物の性質を詳述しているが、焼付き開始に関する洞察は限定的であった。 研究の目的: 主な目的は、鋼製金型を使用するアルミニウムダイカストにおける金型焼付き開始の基本的なメカニズムを解明することであった。これには以下が含まれる: 中核研究: 研究の中核は、ダイカスト環境のいくつかの側面を模擬した制御された実験室実験で構成された。小型の軟鋼シリンダーを、溶融純アルミニウムおよび380アルミニウム合金を用いた「浸漬(dipping)」および「浸漬コーティング(dip-coating)」試験に供した。試料表面温度は、合金の融点/液相線温度を基準として慎重に監視および制御された。鋼とアルミニウムの間に形成された界面は、その後、光学顕微鏡および走査電子顕微鏡(SEM)分析と組成分析を組み合わせて、反応生成物(金属間化合物および他の相)の形態と化学組成を特徴付けるために使用された。これらの観察に基づいて、焼付き開始メカニズムが提案された。 5. 研究方法論 研究設計: 本研究は浸漬試験を用いた実験的アプローチを採用した。主に2つの手順が用いられた: データ収集および分析方法: 研究テーマと範囲: 研究は、軟鋼と2つのアルミニウム材料、すなわち純アルミニウムと380アルミニウム合金との相互作用に焦点を当てた。範囲は、高温での化学的/金属学的反応によって引き起こされる焼付きの開始を理解することに限定された。低温の機械的相互作用に基づく焼付きメカニズムは明示的に除外された。研究では、金型(試料)表面温度と接触時間が、金属間化合物相の形成と焼付きの発生に及ぼす影響を調査した。界面で形成される相の形態と組成が調査の中心であった。 6. 主要な結果: 主要な結果: 図のリスト: 7. 結論: 本研究は、鋼試料上で純Alおよび380合金を用いた浸漬および浸漬コーティング試験により、アルミニウムダイカストにおける金型焼付きのメカニズムを調査した。実験的観察に基づき、以下の焼付きメカニズムが仮定された: これらの知見は、より高い鋳造温度および金型温度が焼付きを促進するという工業的な観察結果と一致する。金型への熱伝達を増加させる要因(例:高いゲート速度、高い増圧圧力)や、潜熱が大きい合金(例:390系合金)も、金型表面温度を上昇させ、それによって焼付きを促進する可能性が高い。 8. 参考文献: 9.
Read More
本稿は、「Materials and Technologies」誌に掲載された論文「Laser repair welding of thermal cracks on Aluminium die casting dies」に基づいています。 1. 概要: 2. 要旨: 損傷および摩耗した工具の補修溶接は、生産性を大幅に向上させ、生産コストを削減できる手段です。この目的のために、近年、局所的な加熱効果、狭い熱影響部、無視できるアンダーカットなどの大きな利点を持つレーザー技術が使用されてきました。ダイカストプロセスでは、金型は複雑な熱機械的応力を受け、金型の表面には高い応力が誘起されます。これは熱疲労亀裂につながる可能性があります。本稿では、パルスNd:YAGレーザーを用いた熱亀裂補修(溝加工、溶接)技術について説明します。亀裂、溝、溶接部周辺領域の微小硬さ分析も行われました。試験結果は、亀裂周辺の疲労領域を比較的迅速かつ容易に除去し、適切な溶接によって工具の操作性を回復できることを示唆しています。 3. 緒言: レーザー溶接は確立された産業用途の一つであり、レーザー補修溶接およびクラッディングは、鋳造、工具製作などの産業における工具メンテナンスのためにますます使用されている比較的新しい技術です。ダイカスト金型は、通常、高品質の熱間工具鋼(例えば、非鉄金属用にはHRc ≈ 45が必要)で作られており、運転中の複雑な熱機械的応力により、表面に熱疲労亀裂が発生しやすくなっています(Figure 1)。従来の補修方法には、研削、フライス加工、アーク溶接などがありますが、レーザー技術は、これらの亀裂を溝加工して除去し、その後溶接する能力を提供し、代替の補修ソリューションを提供します。 4. 研究の概要: 研究テーマの背景: ダイカスト金型は、その使用期間中に複雑な熱機械的応力を受け、しばしば表面に熱疲労亀裂を形成します。これらの亀裂の補修は、鋳造部品の品質を維持し、金型の寿命を延ばすために不可欠です。レーザー技術は、局所的な入熱、狭い熱影響部(HAZ)、最小限の歪みやアンダーカットなど、工具補修にいくつかの利点をもたらします。 先行研究の状況: これまでの研究では、金型補修の様々な側面が検討されてきました。Sunら1,2は、溶加材なしで亀裂を再溶解する研究を行い、疲労特性と引張特性に焦点を当てました。Vedaniら3は、工具鋼の補修溶接における微細構造の発達と冶金学的問題を調査しました。他の研究者4,5は、さまざまな用途でレーザー補修溶接を検討しており、一部の研究では、特定の状況(例えば、船舶の板金補修)において、修理時間とコストの削減により、アーク溶接などの従来の方法よりも優れていることが示唆されています。 研究の目的: 本研究の主な目的は、アルミニウムダイカスト金型の熱亀裂を補修するためのレーザーベースの技術を提示し、評価することでした。これには、パルスNd:YAGレーザーを使用して亀裂を溝加工で除去し、その後の溶接を行うことが含まれます。この研究は、元の亀裂、レーザー加工された溝、および結果として得られた溶接部の周囲領域の微小硬さを分析し、補修が工具の操作性を回復する上でどの程度効果的であるかを評価することを目的としました。 核心研究: 研究の核心は、レーザー補修プロセスに関する実験的調査でした。これには以下が含まれます。 5. 研究方法論 研究デザイン: 本研究は実験的研究として設計されました。自動車のシートベルト リール用のダイカスト工具の使用済みサイドコア(1.2343 (X38CrMoV5-1) 鋼製で熱亀裂あり)を試験片として選択しました(Figure 2)。試験片は、補修プロセスのさまざまな段階(初期状態、レーザー溝加工後、レーザー溶接後)で切断され、分析を容易にしました。材料の状態を評価するために、微小硬さ測定と走査型電子顕微鏡(SEM)が用いられました。 データ収集と分析方法: 研究テーマと範囲: 本研究は以下に焦点を当てました。 6. 主な結果: 主な結果: 図の名称リスト: 7. 結論: 研究結果は、レーザー技術を用いることで、亀裂の入った工具を比較的迅速かつ容易に補修できることを示しています。レーザービームの適切なパラメータを用いることで、亀裂を溝加工し、それによって亀裂周辺の疲労した材料を除去することができます。このようにして準備された溝には、強く硬化する狭い再溶解ゾーンが現れますが、適切なレーザーパラメータを設定し、適切な溶加材を選択することにより、溶接部の硬さが母材の硬さに近くなるように工具を溶接することが可能です。 8. 参考文献: 9.
Read More
user 06/10/2025 Aluminium-J , automotive-J , Technical Data-J ADC12 , Al-Si alloy , Alloying elements , aluminum alloy , Aluminum Casting , CAD , Die casting , Efficiency , Microstructure , Review , Sand casting , 알루미늄 다이캐스팅 , 자동차 산업 この紹介論文は、「Joining Technologies for Aluminium Castings—A Review」という論文に基づいており、「Coatings」によって発行されました。 1. 概要: 2. 要旨: アルミニウム鋳物は、その軽量性、良好な電気・熱伝導性、電磁干渉/無線周波数干渉(EMI/RFI)遮蔽特性により、自動車、航空宇宙、電気通信、建設、消費者製品など多くの産業で広く使用されてきました。アルミニウム鋳物の主な用途は自動車産業です。軽量化を目的として、自動車の車両構造にアルミニウム鋳物の使用が増えており、重量を削減し、燃料効率を改善し、温室効果ガス排出量を削減しています。しかし、鋳造アルミニウムの特性である気孔、表面品質の悪さ、高温割れへの傾向、低い延性のため、これらの材料の接合は問題があります。本稿では、アルミニウム鋳物の接合技術と、主として割れと気孔に関連する問題についてレビューします。接合技術の現状をまとめ、今後の研究分野を推奨します。 3. 緒言: アルミニウム鋳物は、自動車、航空宇宙、電気通信、建設、消費者製品など、多くの産業分野で使用されてきました。例えば、良好なEMI/RFI遮蔽能力と放熱能力のため、広範囲のネットワーキング、電気通信、およびコンピューティング機器のハウジングとして使用されてきました。また、その耐久性、軽量性、EMI/RFI遮蔽能力のため、小型電子製品に使用されてきました。そして、軽量で良好な電気伝導性を持つため、電気コネクタに理想的です。アルミニウム鋳物の主な用途は自動車産業です。地球温暖化と政府の法律により、自動車は燃料効率を高め、温室効果ガス排出量を削減する必要があります。軽量化は、車両の電動化に加えて良い実践です。車両の総重量を削減するために、ますます多くの軽量アルミニウム鋳物がその構造に導入されています。鋳造アルミニウムは、1900年代初頭からエンジンブロック[1]、シリンダーヘッド、トランスミッションなどのパワートレイン用途に使用されており、合金ホイール、縦材、横材[2]、ピラー[2]、フロントステアリングナックル、ステアリングホイールコア、接続ノード、ショックタワーなど、構造部品への応用も大幅に増加しています(図1参照)。アルミニウムダイカストは、Audi A2およびA8のアルミニウムスペースフレーム[3]で示されているように、異なるアルミニウム合金押出形材を接合するための接続ノットとして使用されてきました。 自動車におけるアルミニウム鋳物の用途は、主に2つの状況があります。1. エンジンブロックなどの複雑な構造物。2. 部品統合。重量をさらに削減し、車両組立プロセスを簡素化するために、自動車に使用される鋳物は、以前は個々の部品であった多くの部品が統合されて大きくなっています。Teslaはこの分野の先駆者です。最近、TeslaはGigafactory Texasで巨大なIDRAギガプレス(長さ約19.5 m、幅7.3 m、高さ5.3 m)を使用して、いくつかのメガキャスティングを製造しました。Teslaは、フロントおよびリアのアンダーボディに2つの巨大な単一鋳物を使用し、それらをボディ構造の一部として機能するバッテリーパックに接続することを計画しています[4]。リアアンダーボディ鋳物は70の異なる部品の統合であり、この新しい3セクション組立戦略により、この構造の部品総数は370削減されます。 しかし、鋳造アルミニウムの特性である気孔、表面品質の悪さ、高温割れへの傾向、低い延性のため、これらの材料の接合は問題があります。材料の観点から見ると、溶融溶接によるアルミニウムの溶接性は、主にこれらの特性に影響されます。表面の酸化アルミニウム層の存在と鋳造からの離型剤残留物は、濡れ性を低下させ、溶接部にガスや介在物を導入します。高い熱伝導率は、溶接ゾーンから大量の熱を一貫して除去します。比較的高い熱膨張係数は、残留応力を増加させ、より大きな歪みを引き起こします。合金中の水素含有量は、溶接部に気孔を引き起こします。広い凝固範囲は、合金元素の偏析と高温割れを引き起こします[6]。これらの理由から、表面洗浄、高エネルギー源の使用、適切な溶接プロセスと治具設計が、アルミニウム鋳物の溶融溶接に不可欠です。凝固割れや液化割れを含む高温割れは、アルミニウム鋳物の溶融溶接中に発生する可能性があります。アルミニウム鋳物部品の溶融溶接は、一般的に低いガス含有量、特に低い水素含有量を必要とします。アルミニウム鋳物部品のエアポケットと水素含有量は、溶接ビードに気孔を引き起こします。ダイカストアルミニウムの典型的な溶接不良は、凝固割れや液化割れの形成、および冶金的およびプロセス関連の気孔によって引き起こされる可能性があります[7]。セルフピアスリベット(SPR)やクリンチングなどの機械的接合方法は、アルミニウム鋳物のガス含有量に対する感度は低いですが、材料の大きな塑性変形を必要とします。鋳物材料は通常、より脆く、伸びが低いため、SPRやクリンチングは接合プロセス中に割れを引き起こします。多くの異なる産業分野でアルミニウム鋳物の使用が広く増加しているにもかかわらず、現在、これらの材料の接合技術に関する包括的な科学的レビューはありません。アルミニウム鋳物のさらなる応用とその接合技術の開発を促進するために、本稿では、アルミニウム鋳造プロセスを簡単に紹介し、Al鋳物の接合技術をレビューします。さまざまな接合技術を紹介し、そのプロセスパラメータについて議論し、その応用を示し、最近の開発をまとめます。特に、アルミニウム鋳物の接合に関連する問題、特に高温割れと気孔、およびこれらの問題を改善するために使用された方法をレビューします。最後に、アルミニウム鋳物のすべての接合技術をまとめ、今後の研究分野を推奨します。 4. 研究の概要: 研究トピックの背景: アルミニウム鋳物は、その軽量性、良好な導電性、EMI/RFI遮蔽特性により、自動車、航空宇宙、電気通信などの産業でますます利用されています。自動車分野では、軽量化による燃費向上と排出ガス削減のために不可欠であり、パワートレインや構造部品に使用されています。しかし、アルミニウム鋳物は、気孔、表面品質の悪さ、高温割れ傾向、低い延性といった固有の材料特性のため、接合が困難です。これらの特徴は、溶融溶接を複雑にし、機械的接合プロセスでも欠陥を引き起こす可能性があります。 従来の研究状況: アルミニウム鋳物は広く使用されていますが、本論文は、これらの材料の接合技術に特化した包括的な科学的レビューが不足していると指摘しています。既存の研究は、個々の接合方法や特定の問題に対処してきましたが、様々な技術、それらのパラメータ、応用、最近の進展、そして特に高温割れや気孔といった持続的な問題を要約する全体的な概要が必要とされていました。 研究の目的: 本論文の目的は、アルミニウム鋳物のさらなる応用とその接合技術の開発を促進することです。これは以下の方法で達成されます。 核心研究: 本研究の核心は、アルミニウム鋳物に適用可能な接合技術に関する包括的な文献レビューです。まず、様々なアルミニウム鋳造プロセス(砂型、シェルモールド、ダイカストなど)と、それらの特性(ガス含有量、気孔、延性)が接合性にどのように影響するかを概説します。次に、以下の様々な接合方法を体系的にレビューします。 各技術について、本論文は、その原理、プロセスパラメータ、利点、欠点、応用、最近の進歩について議論し、特に高温割れや気孔といった課題への対処に重点を置いています。本研究は、現在の問題点の要約と、この分野における将来の研究の展望で締めくくられています。 5. 研究方法論 研究デザイン: 研究デザインは、包括的な文献レビューです。 データ収集と分析方法: データは、査読付き学術雑誌、会議議事録、特許、業界ハンドブック、技術報告書など、広範囲な既存の科学技術文献から収集されました。分析には、これらの情報を統合して、アルミニウム鋳造プロセス、様々な接合技術、それらのプロセスパラメータ、応用、最近の進展、および一般的に遭遇する問題(特に高温割れと気孔)に関する構造化された概要を提供することが含まれます。本研究は、異なる技術を比較し、接合関連の欠陥を軽減するために使用された方法を要約しています。 研究トピックと範囲: 主な研究トピックは、アルミニウム鋳物の接合技術です。範囲には以下が含まれます。 6. 主な結果: 主な結果: このレビューは、アルミニウム鋳物の接合技術における現状を要約し、主要な課題と進歩を強調しています。 図のリスト: 7. 結論: 自動車産業における軽量化と製造プロセス簡素化の要求により、アルミニウム鋳物の使用が増加しています。しかし、気孔、表面品質の悪さ、高温割れへの傾向、低い延性といった自然な特徴のため、これらの材料の接合は課題です。砂型鋳造、シェルモールド鋳造、圧力ダイカスト、ロストフォーム鋳造、永久鋳型鋳造、インベストメント鋳造、遠心鋳造、スクイズキャスティング、半溶融鋳造、連続鋳造など、鋳造アルミニウムには多くの異なる鋳造プロセスがあります。異なる鋳造プロセスからのアルミニウム鋳物は、ガス含有量、表面仕上げ、機械的特性が異なり、これらは溶融溶接および機械的接合による接合性に影響を与えます。したがって、鋳造アルミニウムの良好な接合を達成するためには、鋳造部品を製造するための正しい鋳造プロセスを選択することが、正しい接合方法と正しい接合プロセスパラメータを選択することと同じくらい重要です。異なるグレードのアルミニウム鋳物は、異なる機械的特性、異なる割れ感受性、および異なる接合部気孔の問題を抱えています。その結果、それらは異なる接合性を持ちます。高強度アルミニウム合金の中で、Al-Si合金は凝固割れに対して感度が低く、Al-Cu、Al-Mg、Al-Mg-Si、Al-Zn-Mgなどは溶接中の凝固割れに対してより敏感です。一般に、高い凝固/凍結範囲は高温割れに対する高い感受性を引き起こし、微細構造中の共晶相の高い割合と十分な濡れ性を持つ共晶相は高温割れに対する感受性の低下をもたらします。同じグレードの鋳物であっても、異なる鋳造プロセスで作られた場合、ガス含有量と接合性が異なります。高品質HPDC、スクイズキャスティング、SSMキャスティングで作られた鋳物は、ガス含有量がはるかに低くなります。アルミニウム鋳物を接合するために使用できる多くの接合技術があります。例えば、摩擦攪拌接合、レーザー溶接、アーク溶接、電子ビーム溶接、レーザーアークハイブリッド溶接、セルフピアスリベット、クリンチング、フロウドリルスクリューなどです。摩擦攪拌接合(FSW)は、固相溶接プロセスであり、アルミニウム鋳物部品のガス含有量に対して他の溶接技術よりも感度が低いため、アルミニウム鋳物の溶接に適していることが証明されています。しかし、FSWは線形または円形などの単純な溶接ラインを持つ部品にのみ適しており、部品は剛固にクランプする必要があり、十分に剛性がない部品にはバッキングプレートが必要になります。一般的に言えば、溶融溶接用のアルミニウム鋳物は、ガス含有量が低く、特に水素含有量が低い必要があります。鋳造アルミニウム部品のエアポケットと水素含有量は、溶接ビードに気孔を引き起こします。溶接プールが大きく、溶接速度が遅いため、アーク溶接プロセスはガス含有量に対する感度が低く、この場合、脱ガス用のパラメータが非常に重要です。電子ビーム溶接は、真空の脱ガス効果によりガス含有量に対する感度が最も低い溶融溶接プロセスですが、溶接できる部品のサイズが制限される可能性があります。アウトガス、高い加熱および冷却速度、複雑な溶接流体フローのため、レーザー溶接はガス含有量に対して最も敏感であり、このため、レーザー溶接用のアルミニウム鋳物は、溶接接合部に高い気孔を避けるために非常に低いガス含有量を持つ必要があります。レーザービーム溶接とTIGまたはMIG溶接を組み合わせたハイブリッド溶接は、アルミニウム鋳物の溶接に有益です。電子ビーム溶接、多重プロセス技術の使用、またはハイブリッドレーザー溶接などのいくつかの革新的なプロセスバリアントは、溶融浴を構成して脱ガスを促進し、接合領域における不均一な気孔の望ましくない形成を最小限に抑えることができます。これらのプロセスにより、低気孔の接合部を達成することが期待されます。SPRやクリンチングなどの機械的接合方法は、溶融溶接プロセスほどガス含有量に敏感ではありませんが、アルミニウム鋳物は接合プロセス中に深刻な亀裂を発生させないように十分に延性である必要があります。時には、アルミニウム鋳物をより延性にするための熱処理が不可欠です。その間、プロセス最適化を使用して、生成される亀裂の数と重大度を減らすことができます。アルミニウム鋳物の溶融溶接および摩擦攪拌接合に関しては、鋳物が熱処理に適している場合、溶接後の熱処理または溶接前後の熱処理の組み合わせが、溶接前の熱処理よりも接合部の機械的特性を改善する上でより効率的です。溶接プロセスは、溶接前に行われた場合、熱処理の効果を打ち消す可能性があります。SPRやクリンチングなどの機械的接合プロセスの場合、深刻な亀裂を避けるためにアルミニウム鋳物から十分な延性が必要なため、延性を改善するための熱処理は接合前に行う必要があります。高温割れ感受性は、合金含有量、結晶粒構造、凝固速度、拘束など、多くの要因に依存します。適切な溶加材の使用、結晶粒微細化元素の添加、溶接速度の低減、残留応力を低減する方法、凝固速度を低減する方法など、溶融溶接中の高温割れを低減するためにさまざまな方法を使用できます。この種の亀裂の可能性を減らすために、過度の材料拘束は避けるべきです。亀裂に敏感な合金の場合、プロセスパラメータの慎重な選択と制御、および適切な溶加材の使用が、成功した溶接に不可欠です。アルミニウム合金を溶接する場合、亀裂感受性曲線のピークから離れた溶接金属組成を持つことが望ましいです。デュアルビームレーザー溶接、電子ビーム溶接、およびレーザーアークハイブリッド溶接は、凝固割れを低減するのに有益です。材料の溶接中に形成された気孔は、機械的強度、クリープ、疲労、および腐食破壊の損失をもたらす可能性があります。アルミニウム鋳物の溶融溶接中に気孔が形成される潜在的な原因は3つあります。1つは溶接中の周囲ガスの吸収とその後の捕捉、もう1つは母材中の既存のガス含有量、3つ目はキーホール溶接中のキーホールの不完全な崩壊による気泡の捕捉です。水素は、液体および固体アルミニウム中の水素の溶解度が著しく異なるため、気孔の主な原因であり、気孔中の主なガス含有物です。水素の供給源には、アルミニウム酸化物層、表面潤滑剤、表面汚染物質、水分などがあります。溶接前に部品の表面を洗浄すると、水素の供給源と結果として生じる気孔を減らすことができます。溶接パラメータを最適化すると、アルミニウム鋳物の接合部気孔を減らすことができますが、最も効率的な方法は、鋳造プロセスを改善して鋳造部品のガス含有量を減らすことです。アルミニウム鋳物の溶接気孔を減らすことができる方法としては、レーザーアークハイブリッド溶接、デュアルビームレーザー溶接、電子ビーム溶接、ビームオシレーション、電磁界脱ガスなどがあります。溶接プールのサイズを大きくし、凝固速度を遅くすると、ガス気泡が溶接プールから移動する時間が長くなり、溶接気孔を減らすのに有益です。Srを使用してアルミニウム鋳物の結晶粒構造を微細化する場合は注意が必要です。特定の組成のアルミニウム鋳物の場合、Srを添加すると気孔が増加する可能性があると報告されています。自動車分野におけるアルミニウム鋳物の用途が増加するにつれて、アルミニウム鋳物自体および他の材料への接合に関する研究が、亀裂および気孔の問題を改善するためにさらに行われると考えられます。その間、新しい接合技術が開発され、現在の接合プロセスは、自動化、プロセス監視、および新しい技術によってアップグレードされ、接合品質を改善し、これらの接合方法をより効率的、信頼性、費用対効果の高いものにするでしょう。さらに、機械学習や人工知能などのより多くのデジタル技術が、プロセスパラメータを予測および最適化し、プロセス効率と接合品質を改善し、プロセスモデリングを支援するために、接合技術に適用されるでしょう。 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。Copyright
Read More
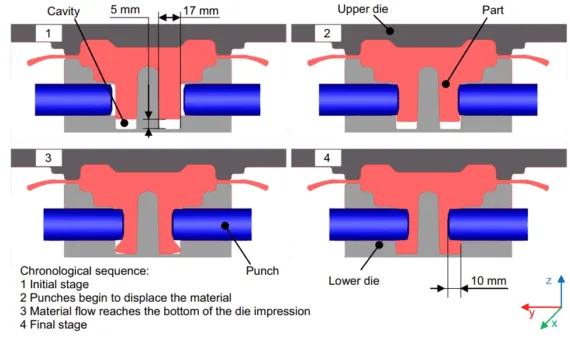
user 06/09/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Efficiency , Microstructure , Review , Salt Core , 금형 本稿は、「[Production Engineering, German Academic Society for Production Engineering (WGP)]」により発行された論文「[Investigation of the required clamping force at multidirectional undercut-forging]」に基づいています。 1. 概要: 2. アブストラクト: A hot forging process allows to produce parts of excellent quality and technical properties. Nevertheless, it is not possible to forge undercut geometries like piston pin bores, it is usually necessary to manufacture them
Read More


![Figure 1. Typical applications of aluminium castings in automotive vehicles [5]. Nemak/American Metal Market Conference, 2015, accessed on 1 October 2022.](https://castman.co.kr/wp-content/uploads/image-2335-570x342.webp)