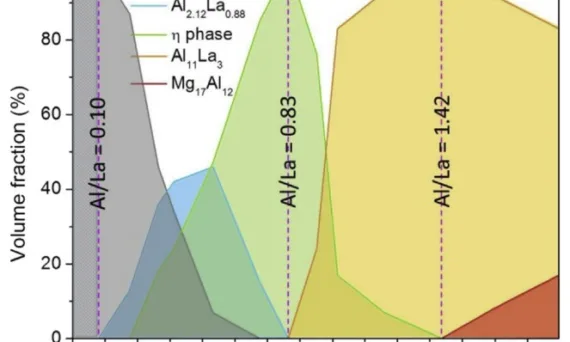
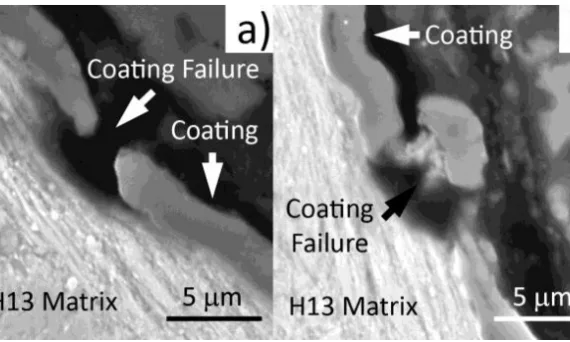
本要約の内容は、「China Foundry」によって発行された論文「Mechanism of die soldering during aluminum die casting」に基づいています。 1. 概要: 2. 抄録 (Abstract): 溶損(Soldering)は、アルミニウム合金のダイカストまたは金型鋳造に関連する特有の鋳造欠陥である。これは、溶融アルミニウムが金型鋼の表面に付着または溶着し、鋳物の突き出し後もそこに残り、鋳物の表面欠陥や寸法不正確さを引き起こし、機械のダウンタイムを増加させる現象である。溶損は、無処理の金型鋼金型を使用してアルミニウム合金をダイカストする場合に容易に発生する。溶融アルミニウムが臨界温度よりも高い温度で金型鋼と接触すると、鉄とアルミニウムの原子が互いに拡散し、一連の金属間化合物相と液体のアルミニウムリッチなfcc相を形成する。この液相は金属間化合物相の間に存在する。冷却時に、液体のfcc相は金属間化合物相上で凝固し、鋳物内部に成長して溶損を引き起こす。臨界温度は、相図のアルミニウムコーナー付近の共晶温度である。金型が非反応性のセラミックコーティングで保護されている場合、溶損は局所的なコーティング破壊が発生する場所から始まる。溶融アルミニウムはコーティング破壊箇所を通じて金型鋼と接触し、鋼マトリックスを侵食して小さなピットを形成する。これらの小さなピットが成長するにつれて、コーティングは徐々に除去され、溶損はより深刻になる。無処理の鋼製金型およびコーティングされた金型材料における金型溶損のステップの詳細について議論する。 3. 緒言 (Introduction): ダイカスト(Die casting)、または高圧ダイカスト(HPDC)は、高圧を用いて溶融金属を鋼製の金型に射出する100年の歴史を持つプロセスである。この費用対効果の高いプロセスは、迅速な生産速度と高い金型あたり金属収率でネットシェイプ製品を生産することができる。他の金属鋳造プロセスでは、これほど多様な形状、微細なデザインの複雑さ、または厳密な寸法公差を許容するものはない。今日、ダイカストプロセスは全金属鋳物の3分の1以上を生産するために使用されており、そのほとんどがアルミニウム鋳物である[1]。 アルミニウムダイカストの生産性を制限する主要な問題の1つは、金型溶損(die soldering)である。溶損または焼付き(die sticking)は、溶融アルミニウムが金型表面に「溶接」される現象である。深刻な条件下では、金型溶損はわずか数回の鋳造サイクル後に発生し、機械のダウンタイム増加、鋳物の表面品質および圧力または漏れ気密性に関連するスクラップ、そして金型は一般的に高価でありダウンタイムは生産損失をもたらすためコスト増加を引き起こす。金型溶損は、低圧永久鋳型鋳造を含む他の金属金型鋳造プロセスにも関連している。 溶融金属に囲まれた金型の小さな形状部は、ダイカストプロセスの各実行中に金型本体よりも通常高い温度に加熱されるため、溶損形成が起こりやすい。鋳物に小さな穴を形成するために使用されるコアピン(Core pins)は、ダイカストプロセス中に溶損が発生しやすい金型のそのような形状部である。コアピンの使用は、鋳物に穴を開ける必要性を減らし、鋳造プロセスをより費用対効果の高いものにする。典型的なダイカストマシンは約10から100本のピンを使用する。ダイカスト業界は、H-13鋼がヒートチェックと摩耗に耐性があるという事実のために、金型とコアピンの製造にH-13鋼を使用している。 ダイカスト業界では2種類の溶損が主張されている。1つは、溶融アルミニウム合金と金型との間の化学的/冶金学的反応により高温で発生し[2]、もう1つは機械的相互作用により低温で発生する[3]。北米のダイカスト業界が厳しい国際競争に直面した1990年代まで、金型溶損を調査するための体系的な研究は限られていた。ダイカスターが生き残るためにはダウンタイムを最小限に抑え、生産性を向上させることが不可欠となったが、北米のほとんどのダイカスターは研究資源が不足している中小企業である。その結果、金型溶損に関する研究は、産業団体や政府機関によって後援されてきた。化学反応によって発生する金型溶損の理解には大きな進展があった。機械的相互作用による溶損についてはほとんど理解されていない。 本稿では、化学的相互作用の結果として発生する金型溶損について議論する。このタイプの溶損は、金型表面の保護膜の「ウォッシュアウト」と密接に関連していると一般的に認識されている[2]。ウォッシュアウトは、溶融アルミニウム合金が金型の保護膜(コーティングまたは潤滑剤)を破壊するときに発生する。その後、溶融アルミニウムは金型表面と接触し、通常H-13鋼である金型材料と反応する。金型潤滑剤は溶融金属によって容易に破壊される可能性があるが、コーティング、特に物理蒸着(PVD)プロセスを使用して作られたコーティングは、多くの鋳造サイクルの間、金型上に留まることができる。金型潤滑剤の大部分が除去されると、溶損は溶融金属と無処理の金型鋼との間の直接的な化学反応によって制御される。金型に強力なPVDコーティングがある場合、溶損はコーティングの局所的な破壊によって制御される。本稿では、無処理の鋼製金型およびコーティングされた金型またはコアピンにおける溶損について説明する。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 溶融アルミニウムが金型表面に付着する金型溶損は、アルミニウム高圧ダイカスト(HPDC)の生産性に対する重大な障害である。これは、鋳造欠陥(表面欠陥、寸法不正確さ)、金型メンテナンスのための機械ダウンタイム増加、スクラップ率の上昇、高価な金型および生産損失に関連するコスト増加につながる。通常H-13鋼で作られるコアピンのような形状部は、より高い動作温度のため特に影響を受けやすい。 先行研究の状況 (Status of previous research): 金型溶損に関する体系的な調査は1990年代まで限られていた。研究では、化学的/冶金学的反応による高温溶損と機械的相互作用による低温溶損が区別されている。溶融アルミニウム合金による保護膜(潤滑剤またはコーティング)の「ウォッシュアウト」または破壊としばしば関連付けられる化学反応メカニズムの理解には大きな進展があった[2]。PVDコーティングのような耐久性のあるコーティングが溶損を軽減する役割は認識されているが、局所的なコーティング破壊時には依然として溶損が発生する可能性がある。機械的溶損に関する理解は依然として限られている。 研究の目的 (Purpose of the study): 本研究は、溶融アルミニウム合金と金型鋼(特にH-13)との間の化学的相互作用の結果として発生する金型溶損のメカニズムを解明することを目的とする。無処理の鋼表面と非反応性セラミックコーティングで保護された表面の両方について、溶損を引き起こす条件と金型損傷の進行プロセスを詳述する。 中核研究 (Core study):
This paper summary is based on the article [‘Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part I: Changing Markets, Changing Products’] presented at the [‘Metals’] 1. 概要: 2. 研究背景: 研究トピックの背景: 金属鋳造は、人類が知る最も古い一次成形プロセスの一つです。鋳造部品の最初の例は数千年前のもので、主に銅ベースの合金が使用され、加工は通常、二分割の石またはセラミックの鋳型に依存していました。現代のインベストメント鋳造の前身であるロストワックス鋳造は、早くも6000年前に登場し、おそらくインダス文明に起源を持つと考えられています [1,2]。ヨーロッパでは、ギリシャ古代の青銅鋳物が金属鋳造の最初の頂点を画し、再び主にロストワックス法が用いられました [3,4]。 既存研究の状況: 19世紀の変わり目から、自動車の導入が転換点となり、新製品と大量生産を供給できる高い生産性プロセスをもたらしました。鋳造業界にとって、技術的および経済的な発展の組み合わせは、高圧および低圧ダイカストなどの新しいプロセスを促進しました。最初の圧力補助ダイカストマシンは、例えば、19世紀半ばに開発されました [11]。 研究の必要性: 鋳造業界は、他の製造業と同様に、絶え間ない変化にさらされています。最近、スマートマニュファクチャリング、スマートファクトリー、インダストリー4.0などの見出しの下に包含される開発によって、変化の速度と影響は増大しています。技術的なトレンドも状況に加わっています。ICE(内燃機関)を搭載した自動車から電気自動車への移行の影響は依然として不明確であり(セクション3.2.1参照)、大規模な構造鋳造への移行などの相殺効果を活用しているため、さらに不明確です(セクション3.2.2参照)。 3. 研究目的と研究課題: 研究目的: 本稿は、「金属鋳造技術の進歩」に関する Metals の特集号の紹介を提供することを目的としています。そうすることで、金属鋳造における選択された技術開発に焦点を当てるとともに、市場と境界条件における現在のトレンドも考慮に入れています。 主要な研究課題: このレビューは、金属鋳造業界が直面している主要な課題と、それらが業界の将来に与える影響を調査します。特に、以下の分野に焦点を当てています。 研究仮説: この論文はレビュー論文であり、特定の仮説を検証するものではありません。しかし、金属鋳造業界は、技術革新と市場の変化に適応することで、競争力を維持し、新たな機会を創出できるという前提に基づいています。
この紹介論文は、[Publisher is not included in the paper] によって出版された [“Local stress/strain field analysis of die-casting Al alloys via 3D model simulation with realistic defect distribution and RVE modelling”] 論文の研究内容です。 1. 概要: 2. 要旨 ダイカストアルミニウム(Al)合金の変形と破壊挙動は非常に複雑です。特性の局所的なばらつきにより、材料の微細構造と機械的挙動は非常に異方性を示します。本論文では、実験および有限要素計算手法を用いて高圧鋳造 Al 合金部品の欠陥特性を定量的に研究し、局所的な気孔率と気孔サイズが塑性に及ぼす影響を解析することを試みました。実欠陥分布を持つ 3 次元固体は、3D X 線コンピュータ断層撮影を用いて得られ、有限要素モデル構築のための入力として使用されました。複合応力状態下における鋳造 Al 合金の損傷開始は、ミクロスケールからマクロスケールまで解析されます。微小多孔質凝集の 2 つのモードを通して亀裂伝播が生じます:凝集した気孔は、内部ネッキングと応力集中から亀裂を生成します。その後、それらは同じ方向に拡大し、特定の方向に凝集して最終的に破壊します。続いて、デジタル画像相関測定によって局所的な応力/ひずみ挙動を得ることにより、気孔率が不均一性に及ぼす影響を解明しました。さらに、微細構造の弾塑性変形に関する理論的枠組みと 3D 代表体積要素モデルを開発し、材料の周期的境界条件下での変形と損傷プロセスをシミュレーションしました。シミュレーション結果は、気孔周辺の局所的な応力/ひずみが変形とともに徐々に変化することを示しています。ダイカストプロセスにおいて、この方法は Al 合金の機械的挙動を予測する能力を示しています。 3. 研究背景: 研究テーマの背景: ダイカストアルミニウム(Al)合金は、自動車および航空宇宙産業において軽量化のために使用されています[1]。高圧ダイカスト(HPDC)は、Al 合金部品の主要な製造プロセスです[2, 3]。しかし、気孔タイプの欠陥は、製品の機械的特性に影響を与える可能性があります[4, 5]。気孔の存在は、微細構造の不連続性を引き起こし、外部荷重が加わったときに局所的な応力集中の可能性を高めます[6-8]. 先行研究の現状: