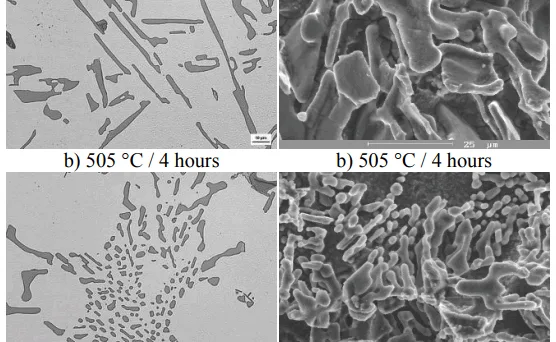
高リサイクル材でも高性能を実現:二次アルミニウム合金のT6熱処理が自動車構造部品の未来を拓く 本技術概要は、[A. Bongiovanni, A. Castellero, M. Da Silva]著、[La Metallurgia Italiana] ([2024])発行の学術論文「[Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙なプロフェッショナルのための30秒概要 課題:なぜこの研究がHPDC専門家にとって重要なのか 自動車業界は、車両のカーボンフットプリント削減という大きな課題に直面しています。電気自動車への移行はその一環ですが、次のステップは車両自体の製造に使用される原材料の脱炭素化です。アルミニウムは軽量化と高いリサイクル性から、この「グリーンな移行」における重要な貢献者とされています。 しかし、特に高い機械的特性(延性や降伏強度)が求められるボディ・イン・ホワイト(BIW)などの構造部品では、主に新品の一次合金が使用されてきました。その理由は、リサイクルプロセスで混入する鉄(Fe)が、脆い針状のβ-Al5FeSi金属間化合物を形成し、延性を著しく低下させるためです。 本研究は、この課題に対し、マンガン(Mn)を添加して有害なβ相の析出を抑制し、より害の少ないα-Al15(Fe,Mn)3Si2相を促進するAlSi10MnMg二次合金に着目しました。リサイクル材比率が70%および90%と非常に高い合金が、T6熱処理によって構造部品に求められる性能を達成できるかを検証することが、本研究の核心的な目的です。 アプローチ:研究手法の解明 本研究では、欧州のSALEMAプロジェクトの一環として開発された2種類のAlSi10MnMg二次合金(Variant 4とVariant 6)が使用されました。これらの合金は、それぞれ70%と90%の使用済み(EoL)スクラップを含んでいます。 この体系的なアプローチにより、鋳放し(F)状態とT6熱処理後の状態で、高リサイクル材合金の挙動を多角的に評価しました。 ブレークスルー:主要な研究結果とデータ 発見1:T6熱処理による微細組織の劇的な変化 T6熱処理は、合金の微細組織を大きく変化させ、機械的特性に直接的な影響を与えました。 図4:鋳放し(a)とT6熱処理後(b)の微細組織。T6後、共晶Siが球状化しているのがわかる。 発見2:機械的特性(延性)と耐食性の飛躍的向上 T6熱処理は、合金の性能を実用レベルにまで引き上げる決定的な役割を果たしました。 Alloy Heat Treatment Bending Angle (average)
Read More
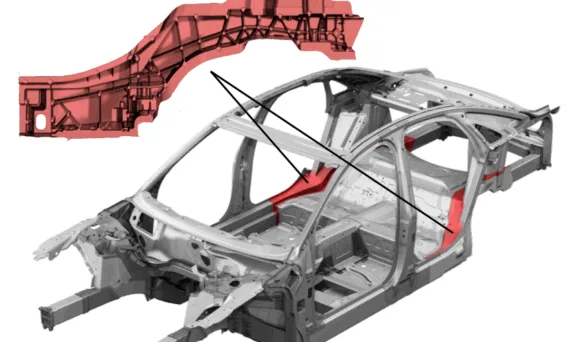
本技術概要は、Octavian Knoll氏による学術論文「A Probabilistic Approach in Failure Modelling of Aluminium High Pressure Die-Castings」(2015年)に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙なプロフェッショナル向け30秒サマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 自動車の軽量化と衝突安全性の向上という相反する要求を満たすため、アルミニウムHPDC(ハイプレッシャーダイカスト)部品は、車体構造における重要な要素となっています。これらの部品は、複雑な形状の構造ノードとして機能し、衝突のような極限的な荷重下でも構造的完全性を維持することが期待されます。 しかし、HPDCプロセスに内在する鋳造欠陥(湯境、ガス巣、酸化膜など)は、材料の延性に大きなばらつきをもたらします。このばらつきは、鋳造システム全体に起因する大域的・系統的な変動と、製造プロセス中のわずかな揺らぎによる局所的・疑似ランダムな変動に分類されます。この予測不可能な延性のばらつきは、従来の決定論的な数値モデルを用いた衝突シミュレーションの精度を低下させ、部品の信頼性評価における重大な課題となっていました。この研究は、この根本的な問題に対処し、HPDC部品の構造信頼性を保証するための、より現実に即した数値解析手法を開発することを目的としています。 アプローチ:研究手法の解明 本研究では、実験的アプローチと数値的アプローチを組み合わせ、HPDC部品の破壊挙動を包括的に分析しました。 この体系的なアプローチにより、研究者たちは実験データに裏打ちされた高精度な数値モデルを開発することができました。 ブレークスルー:主要な研究結果とデータ 本研究は、HPDC部品の破壊モデリングにおいて、いくつかの重要なブレークスルーを達成しました。 発見1:延性のばらつきの実験的定量化とモデル化 引張試験の結果、ひずみ硬化挙動は異なる採取位置間で再現性がありましたが、破断ひずみ(延性)は採取位置間(系統的ばらつき)および同一採取位置内(局所的ばらつき)の両方で大きなばらつきを示すことが確認されました。特に、局所的な疑似ランダムばらつきは、最弱リンクのワイブル分布によって非常によく記述できることが示されました。これは、破壊が最も大きな欠陥(最弱リンク)によって支配されるという理論的枠組みを実験的に裏付けるものです。 発見2:確率論的破壊モデルの有効性の検証 開発された確率論的破壊モデルを、汎用コンポーネントの曲げ試験および圧縮試験のシミュレーションに適用しました。その結果、数値的に予測された破壊確率と、実験的に推定された破壊確率は、両方の荷重ケースにおいて非常によく相関することが示されました。 研究開発および製造現場への実用的な示唆 本研究の成果は、HPDC部品に関わる様々な専門家にとって、具体的かつ実用的な指針を提供します。 論文詳細 A Probabilistic Approach in Failure Modelling of Aluminium High Pressure Die-Castings 1. 概要: 2. アブストラクト: アルミニウム高圧ダイカスト(HPDC)は、近年の現代的な車体における必須要素となっている。HPDC法は、複雑な形状の薄肉部品の製造を可能にする。この利点は、構造上のノードやコネクタ要素を一体部品として製造するために利用される。これらの部品は、衝突状況のような極限的な荷重を受け、車体の構造的完全性を維持することが期待される。アルミニウムHPDC部品の構造挙動を解析し、その構造信頼性を保証するためには、数値モデルが必要である。 アルミニウムHPDC部品の材料延性は、鋳造欠陥によって強く影響される。典型的な鋳造欠陥には、引け巣、ガス巣、酸化膜がある。これらの鋳造欠陥は、鋳造システムや鋳造プロセス中の変動によって引き起こされる。その結果、鋳造欠陥は部品内でばらつく。さらに、このばらつきは、鋳造システムに依存する大域的な系統的ばらつきと、プロセスの変動によって引き起こされる局所的な疑似ランダムばらつきに分けることができる。鋳造欠陥は、局所的な材料延性を低下させる初期材料損傷と見なすことができる。その結果、材料延性も大域的な系統的ばらつきと局所的な疑似ランダムばらつきを示す。本研究の主目的は、これら2種類のばらつきの実験的および数値的解析である。 実験的研究の主目的は、アルミニウムHPDC合金の材料延性における大域的な系統的ばらつきと局所的な疑似ランダムばらつきの調査であった。ここでは、鋳放し状態のAlSi9Mn合金で作られた汎用HPDC部品を検討した。一軸引張試験を用いて広範な材料特性評価を行った。試験片は、汎用鋳造部品の異なる抽出位置および重複した抽出位置から機械加工された。このサンプリングアプローチにより、材料延性の系統的ばらつきと局所的な疑似ランダムばらつきを解析することが可能であった。引張試験結果の機械的解析では、重複した抽出位置で再現性のあるひずみ硬化挙動が示されたが、破断ひずみは異なる抽出位置間および重複した位置内でばらついた。引張試験結果に対して詳細な統計解析が行われ、仮説検定を適用して同等の材料延性を持つ抽出位置を特定した。仮説検定から得られた結果に基づき、汎用鋳造部品は同等の材料延性を持つ特徴的な部分に分離できると結論付けられた。さらに、材料延性の局所的な疑似ランダムばらつきは、最弱リンクのワイブル分布によって記述できることが示された。加えて、選択された試験片の破断面をSEM分析で調査し、予想通り、各破断面で鋳造欠陥が発見され、破壊の支配的要因として特定された。材料試験の他に、汎用鋳造部品に対して曲げ試験と軸方向圧縮試験が実施された。特に、曲げ試験から得られた実験結果は強いばらつきを示した。 その結果、数値的研究では破壊モデリングにおける確率論的アプローチが検討された。これにより、材料延性の局所的な疑似ランダムばらつきを捉えることが可能であった。確率論的破壊モデルは、現象論的なコッククロフト・ラサムの破壊基準とワイブルの最弱リンクモデルに基づいていた。必要な量である応力状態と相当塑性ひずみは、等方性の超弾性-塑性構成モデルによって与えられた。焦点は、鋳造部品の破壊確率の数値的予測に置かれた。通常、破壊確率は、疑似ランダムに分布した臨界破壊値を用いた様々な有限要素シミュレーションに基づくモンテカルロシミュレーションから推定される。本研究では、単一の有限要素シミュレーションから破壊確率を予測するアプローチが提示された。両アプローチは数値解析で比較され、両アプローチが同じ破壊確率の予測につながることが示された。破壊確率の直接計算に基づくアプローチは、汎用鋳造部品の曲げ試験と軸方向圧縮試験の有限要素シミュレーションに適用された。材料特性評価によれば、汎用鋳造部品のFEモデルは3つの部分に分割された。各部分について、構成モデルと確率論的破壊モデルのパラメータが対応する実験結果から求められた。数値的に予測された破壊確率と実験的に推定された破壊確率は、両方の荷重ケースで非常によく相関していることが実証された。その結果、適用された確率論的破壊モデルは検証されたと見なされた。さらに、臨界破壊値の疑似ランダム分布のための新しいアプローチが提示され、非連成モデリングアプローチの概念が導入された。非連成モデリングアプローチにより、疑似ランダムに分布した臨界破壊値を用いた有限要素モデルのメッシュ収束研究を実施することが可能であった。しかし、確率論的破壊モデルは材料延性の局所的な疑似ランダムばらつきのみを捉えた。したがって、鋳造シミュレーション結果と鋳造品質の定義に基づくスループロセスモデリングアプローチが提示された。このアプローチは数値的にのみ調査された。 3. 導入: 現代の車体の軽量設計は、重量削減と構造剛性および耐衝撃性の向上によって特徴付けられる。これらの要件は、高張力鋼、アルミニウム合金、繊維強化プラスチックを構造部品に使用することで満たされる。構造挙動は、部品の形状と使用される材料によって定義される。さらに、使用される材料の特性は、主に製造プロセスによって影響を受ける。特に、アルミニウム高圧ダイカストは、車体設計において不可欠な要素となっている。高圧ダイカスト法は、複雑な形状の薄肉アルミニウム部品の製造を可能にする。この利点は、性能が最適化され多機能な部品を設計するために利用される。したがって、アルミニウム高圧ダイカスト部品は、主に高い力が局所的に導入され、様々な部品を接続する必要がある構造ノードやコネクタ要素として使用される。しかし、材料の延性は、高圧ダイカストプロセスによって引き起こされる鋳造欠陥によって支配される。鋳造欠陥の結果として、材料の延性は部品内で大きく変動する。この変動は、特に衝突設計において考慮される必要がある。ここで、衝突設計を解析するための最も一般的なツールは有限要素法である。様々な荷重シナリオにさらされる構造物の変形および破壊挙動は、有限要素法を用いて数値的に予測することができる。アルミニウム高圧ダイカスト部品の信頼性の高い数値設計には、鋳造欠陥によって引き起こされる材料延性の変動を考慮に入れることが必要である。この要件が、本研究の全体的な目的である。 4. 研究の要約: 研究トピックの背景:
Read More
持続可能性への関心が高まる中、自動車産業では軽量化とリサイクル材の活用が重要なテーマとなっています。特に、アルミニウム合金は車体やエンジン部品に広く使われており、その中でもリサイクル材から作られる鋳造用アルミニウム合金は、コストと環境負荷の両面で大きなメリットがあります。 しかし、リサイクル材は新品の材料に比べて不純物元素を多く含む傾向があり、その性能を最大限に引き出すためには適切な「熱処理」が不可欠です。 今回は、スロバキアとポーランドの研究チームによる学術論文「Structural analysis of heat treated automotive cast alloy」を基に、再生Al-Si-Cu系合金(AlSi9Cu3)の性能を最適化するT4熱処理の秘密を、その微細構造の変化から探っていきます。 研究の目的:再生アルミ合金の「T4熱処理」を最適化する この研究で使われたのは、自動車部品に多用される「AlSi9Cu3」という再生アルミニウム合金です。この合金の機械的特性(強度や硬さ)を向上させるため、「T4熱処理」というプロセスが適用されました。 T4熱処理とは?1. 溶体化処理 (Solution Treatment): 合金を高温(この研究では505℃, 515℃, 525℃)で一定時間(2~32時間)保持し、強度向上に寄与する元素(主に銅)を母材のアルミニウムに均一に溶け込ませる工程。2. 焼入れ (Quenching): 高温状態から急冷(この研究では温水を使用)することで、溶け込んだ元素が析出するのを防ぎ、過飽和な状態を維持する工程。3. 自然時効 (Natural Aging): 常温で24時間放置し、合金内部で微細な析出物を形成させ、強度を高める工程。 研究チームの目的は、この溶体化処理の温度と時間を様々に変えることで、どの条件が再生AlSi9Cu3合金の機械的特性を最も向上させるのかを突き止めることでした。 結果①:機械的特性の「スイートスポット」を発見 研究チームは、熱処理後の合金の引張強度とブリネル硬さを測定しました。その結果は非常に興味深いものでした。 図2:溶体化処理時間と引張強度の関係 図3:溶体化処理時間とブリネル硬さの関係 グラフから明らかなように、515℃で4時間の溶体化処理を行ったときに、引張強度と硬さの両方がピークに達することがわかりました。 なぜこのような「スイートスポット」が存在するのでしょうか?その答えは、合金の内部、つまり微細構造の変化に隠されていました。 結果②:微細構造の変化が性能を左右する 研究チームは、顕微鏡を用いて熱処理前後の合金の内部構造を詳細に観察しました。その結果、機械的特性の変化は、主に3つの相(組織)の形態変化によって引き起こされていることが明らかになりました。 1. 共晶シリコン(Si)の球状化:弱点を強みに変える 鋳造されたままのアルミニウム合金では、シリコン(Si)は鋭い針状や板状の形で存在します。この鋭い形状は、力がかかったときに「応力集中」を引き起こし、亀裂の起点となる弱点になります。 熱処理を行うと、この針状のシリコンが断片化し、徐々に丸い粒子(球状化)に変化します。 図6:深部エッチング後の共晶シリコンの形態変化。a) 熱処理前(板状)、c) 515℃/4h(球状化)、d) 525℃/4h(粗大化) 丸い形状は応力集中を緩和するため、材料の延性や靭性を大幅に向上させます。515℃/4時間の条件は、この球状化を効果的に進めるのに最適な条件でした。しかし、時間をかけすぎたり温度を上げすぎたりすると、粒子が粗大化しすぎてしまい、かえって特性が劣化します。 2. 銅(Cu)リッチ相の溶解と「初期溶融」:諸刃の剣 銅(Cu)は、アルミニウム合金の強度を高める重要な元素です。溶体化処理によって、Al-Al₂Cu-Siといった銅リッチ相が母材に溶け込み、後の時効処理で強度を向上させます。515℃の処理では、この溶解が適切に進みます。 しかし、温度が高すぎる525℃になると、問題が発生します。この銅リッチ相の一部が融点に達してしまい、「初期溶融(Incipient Melting)」と呼ばれる現象が起こるのです。 図9:525℃における銅リッチ相の初期溶融プロセス。時間が経つにつれて組織が溶け、空洞(キャビティ)が形成される様子がわかる。 合金内部で部分的に溶融が始まると、組織がもろくなり、微小な空洞ができてしまいます。これが、525℃で熱処理した際に強度が著しく低下する主な原因です。 3. 鉄(Fe)リッチ相の断片化:有害な組織の無害化 リサイクル材には不純物として鉄(Fe)が含まれやすく、これは針状の有害な金属間化合物を形成することが知られています。しかし、この合金にはマンガン(Mn)も含まれているため、比較的害の少ない「チャイニーズスクリプト(骸晶)」状のAl₁₅(FeMn)₃Si₂相が形成されます。 熱処理によって、この複雑な形状の相も断片化し、より丸みを帯びた形状に変化します。これもまた、材料全体の特性向上に寄与します。
Read More
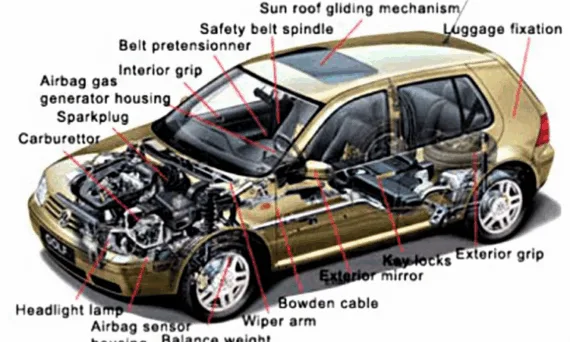
google AI 08/29/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , Applications , CAD , Casting Technique , Die casting , Microstructure , Review , Sand casting , 金型 はい、承知いたしました。ご指示に従い、指定された論文を分析し、ダイカスト製品メーカー「CASTMAN」の企業ブログ向けに、SEOを意識した技術解説記事を作成します。論文の情報のみを使用し、推測や創作は一切行いません。以下に、指定されたテンプレート形式で作成したブログ記事を日本語で記述します。 この技術概要は、[Materials Today: Proceedings] ([2020年]) に掲載された [Madhav Goenka氏ら] による学術論文「[Automobile Parts Casting-Methods and Materials Used: A Review]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙なプロフェッショナルのための30秒概要 課題:なぜこの研究がダイカスト専門家にとって重要なのか 自動車産業は年々高度化し、メーカーは常に車両の軽量化と高強度化の両立という課題に取り組んでいます。特に、NCAP(新車アセスメントプログラム)によって設定された厳しい安全基準を満たすためには、部品の強度を従来よりも大幅に向上させる必要があります。この要求が、自動車メーカーに部品製造のための新しく革新的な手法の開発を促しています。 本稿でレビューされている鋳造法は、特定の寸法を持つ金型に溶融金属を流し込み、目的の形状を得るプロセスです。鋳造は、コスト効率が高く、寸法精度の高い部品を製造できるため、産業界で広く採用されています。この研究は、自動車部品の製造に用いられる様々な鋳造法と材料を包括的にレビューし、各プロセスの長所と短所を明らかにすることで、現代の自動車製造が直面する課題への解決策を探るものです。 アプローチ:研究方法の解明 本研究は、特定の実験を行うものではなく、自動車部品製造の分野で確立された主要な鋳造技術に関する包括的な文献レビューです。著者らは、以下の5つの鋳造プロセスに焦点を当て、その技術的特徴、利点、欠点、そして主に使用される材料を整理・分析しました。 これらの比較分析を通じて、各部品に最適な材料と製造プロセスの組み合わせを考察しています。 発見:主要な研究結果とデータ 本レビューでは、各鋳造法の比較からいくつかの重要な知見が示されています。特に、材料選択とプロセス特性が最終製品の品質に与える影響が明確にされています。 発見1: エンジンブロックの性能を左右する材料選択 エンジンブロックの製造において、従来使用されてきたねずみ鋳鉄(Grey Cast Iron)と、近年注目されるコンパクト黒鉛鋳鉄(Compacted Graphite Cast Iron, CGI)では、機械的特性に大きな差があります。表1が示すように、CGIはねずみ鋳鉄と比較して、弾性係数が98-110 GPaから170-190 GPaへ、引張強さが160-320 MPaから300-600 MPaへと大幅に向上しています。この優れた強度重量比により、CGIは現代の高性能エンジンブロックに適した材料とされています。 発見2: 複雑なアルミニウム部品の量産におけるダイカストの卓越性 ダイカストは、特にアルミニウムや亜鉛を用いた軽量部品の大量生産においてその真価を発揮します。表2によれば、アルミニウムダイカスト用の金型寿命は最大1,000,000サイクルに達し、マグネシウムの100,000サイクルを大きく上回ります。また、最小肉厚0.75mm、表面粗さ約2.2マイクロメートルという薄肉で滑らかな表面仕上げの部品を製造可能です。図1に示されるように、バルブカバー、トランスミッションハウジング、ホイールなど、自動車の多岐にわたる部品がこの方法で製造されており、高い生産性と均一性を実現しています。 研究開発および製造現場への実践的示唆 本論文の考察と結論は、 বিভিন্ন専門分野の技術者にとって有益な指針となります。 論文詳細 Automobile Parts Casting-Methods and Materials Used: A Review
Read More
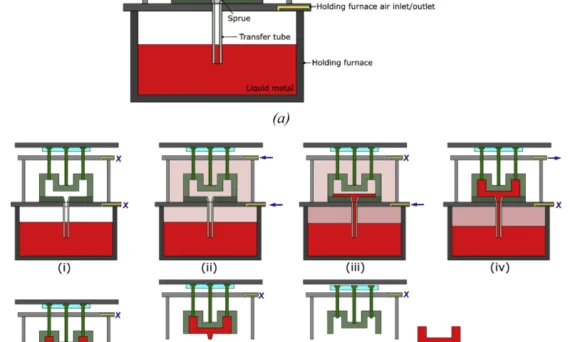
user 08/27/2025 Aluminium-J , Technical Data-J aluminum alloy , AUTOMOTIVE Parts , CAD , Casting Technique , Computer simulation , Die casting , High pressure die casting , Microstructure , Permanent mold casting , secondary dendrite arm spacing , 금형 , 자동차 산업 1. 概要: 2. 抄録: カウンタープレッシャー鋳造(Counter pressure casting, CPC)は、アルミニウム部品生産における優れた能力が報告されていることから、低圧ダイカスト(LPDC)の代替として自動車製造業界で注目されています。本研究は、CPCの特徴的な要素(適用されるチャンバー圧力)が、プロセス中に生じる流体の流れや熱輸送、そして鋳造品質にどのように影響するかを初めて包括的に調査したものです。自動車用サスペンションコントロールアームを製造する商用CPCプロセスから、2つのプロセス条件(標準生産条件と低背圧条件)で大量の高品質データを取得しました。データ分析の結果、凝固中の熱伝達、鋳放し状態の微細組織、機械的特性に関して、2つのプロセス圧力条件間に有意な差はないことが示されました。一般的に、金型内で測定された温度は2つのプロセス条件で10℃以内の差であり、鋳物から得られたサンプルの最大引張強さ(UTS)も2つの条件間で7%以内の差でした。さらに、2つのプロセス条件で得られた二次デンドライトアーム間隔(SDAS)にも測定可能な差は観察されませんでした。しかし、チャンバー背圧を適用すると、充填段階でのベント(ガス抜き)速度が著しく低下し、低背圧条件と比較して充填時間が12秒遅延しました。元々LPDC用に開発された計算モデリング手法をCPCプロセスのシミュレーションに適用しました。このモデルは、高背圧条件で観察されたベント速度の低下による充填遅延を考慮するために、圧力曲線を調整するだけで済みました。予測結果は測定データとよく相関しており、このモデリング手法が永久鋳型ダイカストプロセスに広く適用可能であることを示しています。 3. 序論: エネルギーおよび排出ガスに関する厳しい規制と社会的圧力により、自動車業界では鉄系鋳物の代替として軽量アルミニウム部品の使用が増加しています。これらの部品の生産には、低圧ダイカスト(LPDC)と高圧ダイカスト(HPDC)が最も広く用いられています。カウンタープレッシャー鋳造(CPC)は比較的新しい技術であり、背圧をかけながら金型を充填することでLPDCよりも高品質な部品を生産すると主張されています。コンピュータベースのシミュレーションは鋳造プロセスの最適化における重要なツールとなっていますが、CPCへの適用は限定的であり、プロセスの利点とシミュレーションモデルの両方を検証するための高品質な産業データが不足しています。本研究は、商用CPCプロセスを広範囲にわたって特性評価し、背圧が充填および凝固挙動に与える影響を定量的かつ包括的に評価し、計算モデリング手法を検証することを目的としています。 4. 研究の要約: 研究テーマの背景: CPCプロセスは、金型システムが圧力チャンバー内に配置されるという点でLPDCの一種です。このチャンバーを加圧することにより、充填と凝固の段階が従来のLPDCよりも高い絶対圧力下で行われます。この圧力上昇により、自由表面の乱流が減少し、酸化膜の巻き込みが抑制されること、熱伝達が向上し微細組織が微細化すること、そして収縮によるポロシティ(鋳巣)が減少し、鋳造品質が向上すると主張されています(Ref. [9], [18])。しかし、これらの主張を裏付ける、工業生産から得られた査読済みのエビデンスは不足しています。 先行研究の状況: CPCプロセスに関する先行研究は限られています。いくつかの計算モデリング研究が報告されており、ポロシティ形成の予測(Ref. [10])やCPCとLPDCプロセスの比較(Ref. [19])に焦点を当てています。基本的に、両プロセスは同じモデリング原理で記述でき、主な違いは充填と凝固中の圧力レジームです。しかし、これらのモデルとCPCの利点を工業規模の設備を用いて包括的に実験的に検証した研究は、これまで文献にありませんでした。 研究の目的: 本研究の第一の目的は、CPCプロセスで適用されるチャンバー圧力(背圧)が、流体の流れ、熱輸送、および最終的な鋳造品質に与える影響を包括的かつ定量的に調査することです。第二の目的は、元々LPDC用に開発された計算モデリング手法をCPCプロセスに適用し、その精度と堅牢性を評価して、永久鋳型ダイカストプロセスへのより広範な適用可能性を評価することです。 研究の核心: 本研究の核心は、A356アルミニウム合金製の自動車用コントロールアームを生産する商用CPC機で実施された広範なプラント内特性評価キャンペーンです。高い背圧を伴う標準生産条件(CPC-SP)と、大気圧のチャンバー圧力でLPDCプロセスを模倣した条件(CPC-LP)という2つのプロセス条件を比較しました。この研究には、詳細な金型内温度測定、鋳造後の微細組織(SDAS)および機械的特性(UTS)の分析、CTスキャンによるポロシティ評価が含まれます。これらの実験結果は、ProCASTで開発されたCPCプロセスの計算モデルを検証するために使用されました。 5. 研究方法論 研究設計: 本研究は比較実験研究として設計されました。工業用CPCプロセスを用いて、以下の2つの異なる条件下で自動車用コントロールアームを製造しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、A356アルミニウム合金製自動車用コントロールアームを対象とした工業用CPCプロセスに焦点を当てています。研究範囲は、金型充填、凝固から鋳造後の分析まで、プロセス全体を網羅しています。調査された主要なテーマは、チャンバー背圧が以下の項目に与える影響です。 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: 本研究は、工業的なCPCプロセスにおける適用チャンバー圧力の影響に関する初の包括的な調査を提供します。広範なプラント内データと鋳造後の特性評価の分析により、増加した背圧の主な効果は、ベント効率の低下に起因する大幅な充填遅延(約12秒)であることが明らかになりました。一部の業界の主張とは対照的に、本研究では、チャンバー圧力が金型内の熱履歴の推移に有意な影響を与えず、最終的な鋳物の微細組織(SDAS)や機械的特性(UTS)にも測定可能な改善をもたらさないことがわかりました。さらに、本研究は、元々LPDC用に開発された計算モデリング手法が、わずかな変更を加えるだけでCPCプロセスに広く適用可能であることを成功裏に実証し、さまざまな永久鋳型ダイカスト操作に対するその堅牢性を確認しました。 8. 参考文献: 9. 著作権: 本資料は上記論文に基づいて要約したものであり、商業目的での無断利用を禁じます。Copyright © 2025 CASTMAN. All rights reserved. 論文の要約: 本研究は、工業用自動車部品に対するカウンタープレッシャー鋳造(CPC)プロセスにおけるチャンバー背圧の影響を包括的に調査したものです。その結果、背圧は鋳型の充填を約12秒遅延させるものの、鋳物の熱履歴、微細組織、または機械的特性には測定可能な影響を与えないことが示されました。また、LPDC用の計算モデリング手法が、わずかな調整でCPCプロセスに広く適用可能であることも実証しています。 研究に関する主な質問と回答: Q1. CPCプロセスの金型充填段階でチャンバー背圧をかけることの最も大きな影響は何ですか?
Read More
user 08/27/2025 Aluminium-J , Technical Data-J Applications , CAD , Casting Technique , Die casting , Mechanical Property , Microstructure , Quality Control , Review , STEP , 금형 この技術概要は、M. Thirugnanam氏が執筆し、2013年の第61回インド鋳造会議(INDIAN FOUNDRY CONGRESS)会報に掲載された論文「Modern High Pressure Die-casting Processes for Aluminium Castings」に基づいています。この内容は、CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙な専門家のための30秒概要 課題:なぜこの研究がHPDC専門家にとって重要なのか 従来の高圧ダイカスト(HPDC)プロセスは、本質的に非常に激しく、乱流を伴います。溶融アルミニウムは毎秒20~45メートルの高速で金型キャビティに射出され、このプロセスは数ミリ秒で完了します。これにより、キャビティ内の空気が脱出する十分な時間がなく、鋳造品の内部にかなりの量の空気やガスが閉じ込められてしまいます。 これらの空気/ガスの気泡は、鋳造品の強度を低下させる主な原因となります。さらに大きな問題は、この欠陥のために鋳造品を溶接したり、T6のような熱処理を通じて機械的特性を強化したりできないことです。熱処理時に閉じ込められたガスが膨張し、製品に欠陥を引き起こすためです。このような限界は、より高い性能と信頼性を要求する最新の製品設計の要件を満たすことを困難にします。 アプローチ:多様な新工法の原理 本論文は、従来のHPDCの限界を克服するために開発された、いくつかの革新的な次世代アルミニウム高圧ダイカストプロセスを紹介します。各プロセスは、欠陥の根本原因である乱流とガス混入を抑制することに焦点を当てています。 核心的なブレークスルー:主な発見とデータ 論文で提示されたデータは、これらの新プロセスが鋳造品質に与える革新的な影響を明確に示しています。 発見1:スクイズキャスティングによるガス含有量の画期的な削減 スクイズキャスティングプロセスを適用した際、鋳造品のガス含有量はアルミニウム100gあたり1ccという非常に低いレベルで示されました。これは、従来のHPDCでは不可能だったT6熱処理と溶接を可能にする核心的な改善点です。このプロセスの一般的なプロセスパラメータは、金属温度720°C、金型温度300°C、ゲートまでの射出速度0.2 m/sec、ゲート速度0.3~0.35 m/secと提示されました。 発見2:真空技術で達成した超高純度鋳造品 真空ダイカスト技術の発展は、ガス含有量の削減に大きく貢献しました。 研究開発および運用への実用的な示唆 本論文の研究結果は、さまざまな分野の専門家に次のような条件付きの洞察を提供します。 専門家Q&A:核心的な質問への回答 Q1: 従来のHPDCが空気気泡のような欠陥に対して脆弱な根本的な理由は何ですか? A1: 従来のHPDCは、毎秒20~45メートルに達する非常に高速で激しい速度で溶融金属を射出します。このプロセスが数ミリ秒で終わるため、金型キャビティ内の空気が脱出する時間が絶対的に不足し、溶湯内部に閉じ込められてしまいます。これが気孔欠陥の主な原因です。 Q2: 論文で言及されているアキュラッド(Acurad)プロセスの「厚いゲートと低い射出速度」にはどのような利点がありますか? A2: 厚いゲートと低い射出速度は、溶融金属が乱流なく層をなして滑らかに充填される「層流充填」を促し、空気の混入を最小限に抑えます。また、このプロセスは第2プランジャーを利用した「強制供給(forced feed)」メカニズムを通じて、凝固収縮による気孔を抑制する特徴があります。 Q3: 「バキュラル(Vacural)プロセス」と一般的な真空プロセスの核心的な違いは何ですか? A3: バキュラルプロセスは、パーティングラインやエジェクターピンなどのシール性を改善し、圧力を下げて溶湯をショットスリーブに直接吸引する方式を使用します。これにより、一般の真空プロセス(20~50 kP)よりもはるかに低い圧力(5 kPレベル)を達成し、結果としてガス含有量をアルミニウム100gあたり1~3 ccという極微量に減らすことができます。 Q4: 論文で言及されている半溶融金属鋳造プロセスの主な利点は何ですか? A4: 主な利点としては、1) より低い金属作動温度、2) 金型寿命の延長、3) 巻き込みガス量の減少、4) 凝固収縮の減少、そして5) 微細で均一な合金の微細組織の確保が挙げられます。
Read More
user 08/26/2025 Aluminium-J , Technical Data-J A380 , Al-Si alloy , Aluminium die coating , aluminum alloy , aluminum alloys , CAD , Die casting , Microstructure , Quality Control , STEP , 금형 本技術要約は、G. Timelli、S. Ferraro、A. Fabrizi、S. Capuzzi、F. Bonollo、L. Capra、G.F. Capraによって2014年の世界鋳造会議(World Foundry Congress)で発表された学術論文「The Influence of Cr content on the Fe-rich phase Formation and Impact toughness of a Die-cast AlSi9Cu3(Fe) alloy」に基づいています。この内容は、HPDC専門家のためにCASTMANの専門家がGemini、ChatGPT、GrokのようなLLM AIの助けを借りて分析・要約したものです。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、技術者たちは高温強度を向上させ、Fe含有相の形態を有益に改善するために、Al-Si鋳造合金にクロム(Cr)を添加してきました。しかし、Crには重大な欠点があります。それは「スラッジ」として知られる粗大な金属間化合物結晶を形成する最も強力な元素であるという点です。これは、金型や工具を保護するために保持温度が低く設定されがちなHPDC業界では、スラッジの析出が促進されやすいため、よく知られた問題です。 鉄(Fe)、マンガン(Mn)、クロム(Cr)を豊富に含むこれらの硬いスラッジ粒子は、溶融アルミニウムよりも密度が高いため、溶解炉や鋳型内で偏析する可能性があります。これらの存在は、溶湯の化学組成を変化させるだけでなく、ダイソルダーリング(焼き付き)の傾向を増加させ、最も重要なことに、最終的な鋳物の延性や靭性に悪影響を及ぼす可能性があります。 「スラッジファクター(Sludge Factor)」の公式(SF=(1·wt.%Fe)+(2·wt.%Mn)+(3·wt.%Cr))が指針として機能してきましたが、Cr含有量の変化がダイカスト製Al-Si合金の破壊靭性に与える直接的な影響に関する具体的なデータは不足していました。本研究は、まさにその重要な知識のギャップを埋め、関連するトレードオフについて、明確でデータに基づいた理解を提供するものです。 アプローチ:研究方法論の分析 クロムの効果を特定するため、研究者らは管理された実験を行いました。 核心的な発見:主要な結果とデータ この調査により、クロム濃度が合金の微細組織と性能にどのように直接影響を与えるかについて、いくつかの重要な知見が得られました。 HPDC製品への実用的な示唆 この研究は、A380系合金を扱うあらゆるHPDC工程において、製品品質とプロセス管理を改善するための実用的な情報を提供します。 論文詳細 The Influence of Cr content on the Fe-rich phase Formation and Impact toughness
Read More
user 08/26/2025 Aluminium-J , automotive-J , Technical Data-J Alloying elements , aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Microstructure , Quality Control , Review , STEP , 알루미늄 다이캐스팅 この技術レビューは、Martin Hartlieb氏が執筆し、『Die Casting Engineer』(2013年5月)に掲載された学術論文「Aluminum Alloys for Structural Die Casting」に基づいています。CASTMANの技術専門家がAIの支援を受けて本論文を分析・要約しました。 1. 概要 2. 抄録 自動車産業をはじめとする各産業分野で、大型で複雑、かつ高性能な構造用ダイカスト部品への需要が急激に高まっています。これらの部品は、熱処理や溶接が可能であること、そして高い衝撃強度と疲労強度を持つことが求められます。金型溶損(ダイソルダリング)を防止するために高い鉄(Fe)含有量に依存してきた従来のダイカスト合金では、これらの厳しい機械的特性、特に「伸び」の要求を満たすことができません。本稿では、マンガン(Mn)やストロンチウム(Sr)といった元素を用いて要求性能を達成する特殊な低Fe構造用合金の開発と応用を概観し、北米のHPDC業界におけるこれらの先進材料に対する認識と採用状況を評価します。 3. はじめに 現代の製造業、特に自動車分野では、強度や安全性を損なうことなく部品を軽量化するという絶え間ない挑戦が続いています。ショックタワー、エンジンクレードル、Aピラーといった構造用ダイカスト部品は、この取り組みの中心的存在です。しかし、これらの部品は、複雑で薄肉な設計と卓越した機械的特性を両立させなければならないという、重大な技術的課題を抱えています。本研究が取り組む核心的な問題は、これらの用途に対して従来のアルミニウム合金が不十分であるという点です。鋳物が金型に焼き付くのを防ぐための歴史的な解決策であった高い鉄含有量は、脆い金属間化合物を生成し、衝突関連部品に求められる溶接性や延性を達成することを妨げています。 4. エグゼクティブサマリー 5. 研究方法論 研究設計 本研究は、構造用ダイカスト用途の急激な増加と、それに必要な特殊合金に関する北米市場での明らかな知識のギャップに着目して行われました。これらの合金開発の歴史を整理し、業界の現在の認識、課題、および選好度を評価することを目的としています。 アプローチ:方法論の説明 著者は2つのアプローチを採用しました。第一に、1990年代に開発された初の低Fe合金(Silafont™-36)から、その後のAlcoa、Pechiney、Mercury Marineによる技術革新に至るまで、構造用合金の系譜をたどる包括的な技術レビューを行いました。第二に、このレビューを、北米ダイカスト協会(NADCA)の会員150名以上を対象としたオンライン調査と、北米および欧州の業界専門家数十名との対面インタビューから得られたデータで文脈化しました。 ブレークスルー:主要な発見とデータ 発見1:鉄(Fe)の低減と元素置換の重要性 本稿は、高性能な構造用鋳物の鍵が鉄の低減にあることを強調しています。従来の合金は金型溶損対策として高Feに依存していましたが、これは延性を著しく損なう針状のAl5FeSi相(図2参照)を生成します。本研究では、2つの主要な解決策を提示しています。 発見2:業界の認識と選好における著しいギャップ 調査結果は、北米市場における認識のズレを明らかにしています。ブランド認知度ではMercalloy™が35%以上で最も高かったものの、仕様選定で最も好まれたのはSilafont™-36で、この質問に回答した人の50%以上が第一候補として挙げています。さらに、本研究は深い技術知識の欠如も指摘しています。例えば、 研究開発および操業への実践的示唆 この研究は、HPDC企業が構造部品市場へ成功裏に参入するためには、深い冶金学的理解が不可欠であることを示唆しています。本稿は、合金化学が適切に管理されない場合にスラッジが形成される傾向を指摘し、オペレーター向けに具体的な計算式「スラッジファクター = (1 x wt% Fe) + (2 x wt% Mn) + (3 x wt% Cr)」を提示しています。この式は、プロセスエンジニアが溶湯品質を維持するための実用的なツールとなります。また、合金メーカーや専門ダイカスターが市場を教育し、顧客が特定の用途に最適な合金を選定できるよう導く大きな機会があることも示唆しています。 データ収集および分析方法 データは、150名以上のNADCA会員を対象とした定量的なオンライン調査と、数十名の業界専門家との定性的な対面インタビューを通じて収集されました。分析は、様々な構造用合金に対する認識、知識、ブランド選好の傾向を特定することに焦点を当てました。 研究テーマと範囲 本研究は、構造用ダイカスト向けアルミニウム合金の歴史的発展、化学組成、および応用を対象としています。その範囲は主に北米のHPDC市場の状況に焦点を当てており、より成熟した欧州市場と比較しています。本稿は新たな実験合金データを提示するものではなく、既存の知識と市場情報を統合したものです。 6. 主要な結果 7.
Read More
user 08/25/2025 Aluminium-J , Technical Data-J A380 , Aluminum Die casting , Applications , CAD , Die casting , Magnesium alloys , Microstructure , Quality Control , STEP , 자동차 この技術的要約は、T. RzychchおよびA. KetbusがArchives(2023年)に発表した学術論文「The influence of wall thickness on the microstructure of HPDC AE44 alloy」を基に作成されました。CASTMANの専門家が、Gemini、ChatGPT、GrokなどのLLM AIを活用してHPDC専門家向けに分析および要約しました。 キーワード エグゼクティブサマリー 課題:HPDC専門家にとってこの研究が重要な理由 高圧ダイカスト(HPDC)において、薄肉部品で一貫した微細構造を達成することは、AE44のような先進的な合金において特に重要です。AE44は高温での優れた延性と強度により、自動車のパワートレインや航空宇宙構造物などの要求の厳しい用途で高く評価されています。壁厚の変化は、冷却速度、相形成、欠陥レベルに大きく影響し、鋳造部品の性能に影響を与える可能性があります。T. RzychchとA. Ketbusによるこの研究は、壁厚がAE44合金の微細構造に及ぼす影響を調査し、欠陥を減らし、部品の信頼性を向上させるための鋳造設計およびプロセスの最適化に関する洞察を提供します。 アプローチ:研究方法論の解説 研究者は、異なる壁厚を持つHPDC AE44合金の鋳造サンプルの微細構造を分析する実験を行いました。主に走査電子顕微鏡(SEM)を使用して、Al₃RE相などの相形成を調査し、壁厚が冷却速度に及ぼす影響を探りました。研究は、異なる壁厚でAE44合金を鋳造し、その微細構造の違いを分析する形で進められたと推測されますが、提供された文書の抜粋には実験設計、装置、またはサンプル準備に関する具体的な詳細は含まれていません。 突破口:主要な発見とデータ この研究は、壁厚がHPDC AE44合金の微細構造に及ぼす重要な洞察を提供しました: 注:文書にはこれらの発見を裏付ける具体的な図表、表、または定量データが提供されておらず、このセクションの詳細が制限されています。完全な論文の追加情報があれば、より包括的な要約が可能です。 HPDC製品への実際の影響 この研究の結果は、自動車や航空宇宙産業でAE44合金を使用する製造業者に実践的な洞察を提供します: 注:論文の具体的なデータや結論がないため、これらの影響は提供されたテキストから慎重に導き出されています。追加の詳細があれば、これらの推奨事項を強化できます。 論文の詳細 HPDC AE44合金の微細構造に壁厚が及ぼす影響 1. 概要: 2. 要旨: 注:文書に要旨は含まれていません。完全な要旨は、研究の目的、方法、主要な発見、結論を要約する必要があります。 3. 序論: 序論では、AE44合金の開発と高温での優れた延性および強度などの機械的特性を強調しています。これは、自動車や航空宇宙産業での薄肉鋳造において壁厚が微細構造に及ぼす影響を理解することの重要性を強調しています。 4. 研究の概要: 研究トピックの背景: AE44合金は高温性能により、厳しい用途に適しています。しかし、冷却速度や相形成の変化により、薄肉HPDC部品で一貫した微細構造を達成することは依然として課題です。 従来の研究の状況: 注:文書には従来の研究に関する詳細がありません。通常、このセクションではAE44合金または類似材料に関する既存の研究を議論し、本研究が扱うギャップを強調します。 研究の目的: この研究は、壁厚がHPDC AE44合金の微細構造、特にAl₃RE相形成と機械的特性に及ぼす影響を調査することを目指しています。 核心研究: 研究は、壁厚、冷却速度、HPDC AE44合金の微細構造間の関係を調査し、特にAl₃RE相形成とその機械的特性への影響に焦点を当てています。 5.
Read More
本技術要約は、Jelena Pavlovic-Krstic氏の博士論文「Impact of casting parameters and chemical composition on the solidification behaviour of Al-Si-Cu hypoeutectic alloy」(2010年、オットー・フォン・ゲーリケ大学マクデブルク)に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約しました。 キーワード エグゼクティブサマリー 多忙な専門家のための30秒要約です。 課題:この研究がHPDC専門家にとってなぜ重要なのか 自動車および航空宇宙産業において軽量化と高性能化への要求が高まるにつれ、Al-Si-Cu亜共晶合金はシリンダーヘッドのような核心部品に広く使用されています。これらの部品の寿命と信頼性は、最終製品の微細組織、特に二次デンドライトアーム間隔(SDAS)によって決定されます。SDAS値が小さいほど(すなわち、組織が微細であるほど)、引張強度、伸び、疲労寿命などの機械的特性が向上します。 しかし、複雑な形状を持つ鋳造品の全部位で均一かつ微細なSDAS値を得ることは非常に困難です。特に、熱と機械的応力が集中する燃焼室表面のような領域では、20µm未満という非常に厳しいSDAS要求を満たす必要があります。従来は冷却速度などの鋳造プロセス変数の制御に主眼が置かれていましたが、これは複雑な金型設計と生産条件により限界がありました。本研究は、これらの限界を克服する新たなアプローチ、すなわち合金の化学成分の変化が微細組織に与える影響を探求した点で大きな意義があります。 アプローチ:研究方法論の分析 本研究は、Al-Si-Cu合金の凝固挙動を深く理解するために、実際の産業環境と管理された実験室環境の両方を活用しました。 核心的発見:主要な研究結果とデータ この研究は、鋳造プロセス変数と化学成分がSDASに与える影響を明確に示す、いくつかの重要な結果を導き出しました。 [H3] 発見1:鋳造プロセス変数がSDASに与える影響 予想通り、冷却速度を高めるプロセス変数は、SDASを減少させるのに効果的でした。 [H3] 発見2:化学成分による驚くべき微細組織制御効果 本研究の最も注目すべき発見は、合金仕様内での微細な化学成分の変化が、主要なプロセス変更と同じくらい強力な効果をもたらし得るという点です。 研究開発および操業への実用的な示唆 本論文の結果は、さまざまな役割の専門家に対して、条件付きの洞察を提供します。 専門家Q&A:疑問を解消 Q1: なぜ他の微細組織特性よりもSDASに焦点を当てたのですか? A1: 論文の序論と要旨によれば、SDASはAl-Si合金の機械的特性と非常に高い相関関係を示すためです。SDAS値が低いほど、引張強度、伸び、疲労寿命といった核心的な性能指標が向上する傾向が明確であり、鋳造品質を評価する信頼性の高い指標として使用されます。 Q2: 論文では、Tiの添加はSDASを減少させるが、特定のしきい値があると述べられています。これは実際には何を意味しますか? A2: 研究結果(Sec 5.5.2)によると、Ti含有量を0.12wt%まで増加させるとSDASが最適に微細化されますが、それ以上添加すると逆にSDASが再び増加する傾向が見られました。これは、微細組織制御のための最適なTi含有量が存在し、その値は結晶粒微細化のための最適値と必ずしも一致しない可能性を示唆しています。したがって、目的に合わせた精密なTi含有量の管理が重要です。 Q3: 研究で提案された新しい運動学的パラメータ「Δτ*」は、なぜ重要なのでしょうか? A3: 従来、SDASは総凝固時間(tf)と関連付けて予測されていましたが、本研究では化学成分が多様に変化する場合、このモデルの精度が大幅に低下することを確認しました(Sec 5.5.1)。その代わり、デンドライト凝集点(DCP)とAl-Si共晶核生成との間の時間間隔であるΔτが、SDAS値と非常によく相関することがわかりました。これは、Δτが化学成分の変化を考慮したデンドライトの成長速度をより正確に予測する指標となり得ることを意味します。 Q4: ストロンチウム(Sr)は結果にどのような影響を与えましたか? A4: 論文(Sec 5.5.5)によると、SrはAl-Si共晶シリコン組織を微細化する改良剤として機能しますが、デンドライトの成長に関連する初期の凝固段階にはほとんど影響を与えませんでした。つまり、液相線温度、デンドライト凝集点(DCP)、そして最終的なSDAS値には有意な変化を引き起こしませんでした。 Q5:
Read More


![Table 3-1 Solid solubility of elements in aluminum [2]](https://castman.co.kr/wp-content/uploads/Table-3-1-Solid-solubility-of-elements-in-aluminum-2-570x342.webp)