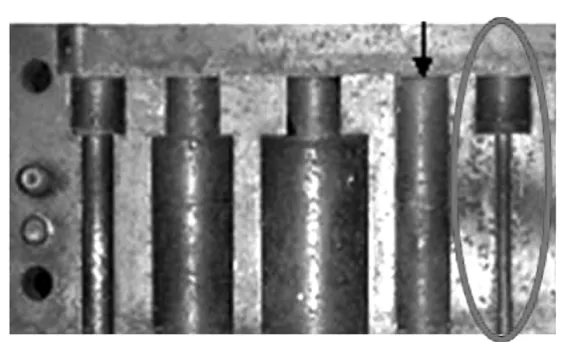
user 05/02/2025 Aluminium-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , High pressure die casting , Mechanical Property , Microstructure , Salt Core , 금형 この紹介資料は、「[韓国鋳造工学会誌]」に掲載された論文「[セラミック溶融コアの微세組織と機械的特性]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本研究は、セラミック粒子の添加による低融点溶融コアの開発に関するものである。高圧ダイカストまたはスクイズキャスティングプロセスにおいて、複雑な内部形状やアンダーカットを必要とする一体型鋳造部品を製造するために、新しい概念の塩コア(salt core)が導入された。セラミック粒子の添加は微細組織の生成を助け、溶融コアの機械的特性を向上させた。高い圧縮強度を有する新しい溶融コア材料の製造のための新技術が確立された。セラミック粒子の添加は溶融コア材料の機械的特性を向上させた。セラミック粒子の割合と機械的強度との間には、60%まで増加する関係が存在した。 3. 序論 (Introduction): ダイカスト法では、メタルコア、コーティングされたシェル(shell)、高融点コアなどが使用されている。これらの方法は、溶湯が浸透したり、コアの強度が弱くて破損したりする現象が起こり、鋳造後の抽出が非常に困難であるという欠点がある。新しい溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520°C程度の低融点化学塩(salt)を基本素材として使用し、セラミック粒子を添加して強度とコア物性を向上させる[1, 2]。これらのコアは、溶融金属が低速/高速で注入されてもコアが破壊されたり、溶融金属がコア内部に浸透したりしないという利点を持つ。これは、熱伝導率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができるため、ダイカストを行っても溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できる。 本研究では、鋳造時に必要な溶融コアの特性を評価した。また、溶融コアの機械的特性を評価しようとした。ダイカスト[3-6]と高圧凝固に該当する溶湯鍛造法(Squeeze casting)は、金型に溶融金属を注入した後、油圧装置を利用して機械的な高圧力を溶湯に加え、定められた金型空間を充填させると同時に50〜200 MPaの加圧下で凝固完了させる鋳造プロセスである[7-13]。このように加圧力が作用する状態で、溶融コアが破壊や崩壊することなく強度を維持しなければならない。新たに開発された溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520℃程度の低融点化学塩(salt)を基本素材として使用する。熱伝達率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができる。したがって、ダイカストプロセスでも溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できるという利点がある。しかし、低融点コアの融点が低いため、製品製造時に複雑な内部が凝固前に溶融する現象が見られる可能性がある。本研究は、このような複雑な形状実現の利点を活かし、溶融コアが溶融する欠点を減らす方策をダイカストプロセスに適用し、適切な溶融コアの製造方法と機械的特性を調査しようとした。低融点化学塩にセラミック粒子の含有量を変化させて強度の変化を分析した。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): ダイカストおよびスクイズキャスティングプロセスでは、鋳造部品に複雑な内部形状やアンダーカットを作成するためにコアが必要となることが多い。従来のコア方式は、破損、溶湯浸透、除去困難などの課題に直面している。低融点塩ベースの溶融コアは潜在的な利点を提供するが、高い鋳造圧に耐える十分な機械的強度と、早期溶融を避けるための熱的安定性が必要である。 従来の研究状況 (Status of previous research): 本論文は、セラミック粒子で強化された新しい概念の塩コアを紹介する。一般的なコア技術が存在し[3-13]、溶融塩の特性が知られているが[1]、この研究は特に高圧ダイカストおよびスクイズキャスティング用途向けに機械的特性を改善するために、低融点塩とセラミック添加剤の新しい組み合わせに焦点を当てている。既存のコアの限界と基本的な低融点塩コアの潜在的な問題点から、強化された材料に関するこの調査が必要とされる。 研究の目的 (Purpose of the study): 本研究の目的は、低融点塩ベースにセラミック粒子を添加することにより、新規な溶融コア材料を開発し評価することである。この研究は、これらの新しい溶融コアの製造技術を確立し、高圧ダイカストおよびスクイズキャスティングへの適合性のために機械的特性(特に圧縮強度)を改善し、添加されたセラミック粒子の量と結果として得られるコア強度との関係を理解することを目的とする。 中核研究 (Core study): 研究の中核は、低融点化学塩ベースに様々な重量パーセント(20 wt.%、40 wt.%、50 wt.%、60 wt.%)のセラミック粒子を混合して溶融コアサンプルを製造することであった。これらの異なるコア組成物の機械的特性、特に室温圧縮強度を測定した。さらに、破断したコア表面の微細組織をSEMを用いて分析し、セラミック粒子の添加がコアの内部構造にどのように影響し、その機械的強度と関連しているかを理解した。 5. 研究方法論 (Research Methodology)
Read More
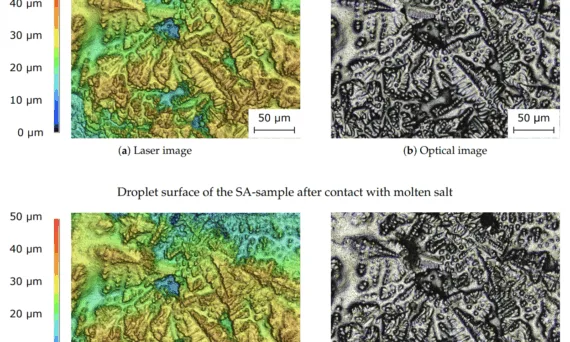
user 04/16/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , CAD , Casting Technique , Die casting , Mechanical Property , Microstructure , Review , Salt Core , thermophysical properties 本紹介資料は、「Materials (MDPI)」によって出版された論文「Influence of Salt Support Structures on Material Jetted Aluminum Parts」に基づいています。 1. 概要: 2. 抄録: 金属を対象としたほとんどのアディティブ・マニュファクチャリングプロセスと同様に、マテリアルジェッティングプロセスも完全な3D造形能力を得るためにはサポート構造が必要です。サポート構造は後工程で除去する必要があり、これがコスト増加と製造プロセスの遅延を招きます。この問題に対する一つのアプローチは、迅速かつ経済的なサポート除去を可能にする、塩(salt)で作られた水溶性サポート構造の使用です。本稿では、材料噴射法によるアルミニウム部品に対する塩サポート構造の影響を分析します。塩は溶融状態で適用され、溶融塩は一般的に腐食性があるため、サポート材とビルド材との相互作用を調査することが重要です。塩の他の特徴的な特性としては、高い融点と低い熱伝導率があり、これらは既にプリントされた構造物の再溶解を引き起こす可能性があり、また低い冷却速度のために塩の上にプリントされるアルミニウムの微細構造に影響を与える可能性があります。3つの異なるサンプル形状について、光学顕微鏡、共焦点レーザー走査顕微鏡、エネルギー分散型X線分光法、および微小硬さ試験を用いて調査しました。結果は、再溶解、微小硬さ、化学反応に関して、プロセスへの明確な影響はないことを示しています。しかし、塩の上にプリントされたアルミニウムでは、より大きなデンドライトアーム間隔(dendrite arm spacing)が観察されます。 3. 緒言: マテリアルジェッティング(MJT)アディティブ・マニュファクチャリングプロセスは、ビルド材料の制御された液滴単位の堆積に基づいています。市販のMJTプリンターは主にフォトポリマーやワックスの加工に焦点を当てています[1]。しかし、溶融金属[2]や溶融塩[3]の加工も実証されています。金属部品は、ポリマー、ワックス、塩と比較して高い機械的強度を提供するため、産業用途で特に注目されています。アディティブ・マニュファクチャリングの最大の利点は、おそらく設計の自由度でしょう。Jayabalら[4]、Sukhotskiyら[5]、Zhangら[6]によって示されているように、複雑な形状やある程度の傾斜を持つ構造物は、金属MJTでプリントできます。しかし、完全な3D造形能力のためには、ほとんどのアディティブプロセスは何らかのサポート構造を必要とします。これらのサポート構造の欠点は、プリントプロセス後に除去する必要があることであり、これがコストを増加させ、加工チェーンを遅らせます[7]。したがって、サポート構造の必要性は、例えば部品の向きを変えることによって、可能な限り最小限に抑えるべきです。サポート構造はしばしば部品と同じ材料で作られます。この場合、Husseinら[8]が示したように、機械加工に必要な労力を削減する低体積分率の微細構造を使用することで、サポート構造を最適化できます。別のアプローチは、部品とは異なる材料でサポート構造を作ることです。これにより、例えば溶解によってより容易に除去できます[9]。水溶性材料は、既に鋳造業界で高圧ダイカスト用のコアを作るために使用されています[10]。純粋な塩[11]に加えて、塩混合物で作られた鋳造コアに関する研究も行われています[12]。特に液相で塩を取り扱う場合、すなわちコアの鋳造においては、金属に対する溶融塩の腐食性を考慮する必要があります[13]。多くの塩のもう一つの特徴は、低い熱伝導率です[14]。これらのすべての側面は、溶融塩の加工を鋳造業界からアディティブ・マニュファクチャリングに移す際に考慮する必要があります。 4. 研究の概要: 研究テーマの背景: 金属のマテリアルジェッティング(MJT)は複雑な形状のためにサポート構造を必要としますが、その除去はコストと時間を増加させます。水溶性の塩は、従来の金属サポートと比較して、より迅速かつ経済的なサポート除去のための潜在的な解決策を提供します。 先行研究の状況: 先行研究では、AlSi12(a)のMJTプロセス[16]が実証され、MJTによる塩の加工が探求され、その加工性からKCl-NaClが適切な候補として特定されました[3]。水溶性塩コアの使用はダイカストで知られています[10]。溶融塩に関する潜在的な問題には、腐食性[13]と低い熱伝導率[14]があり、これらはビルド材料に影響を与える可能性があります。アディティブ・マニュファクチャリングにおける異種材料間の界面に関する研究は存在します[15]。 研究の目的: 本研究は、「サポート材料として塩を導入することが、我々のMJTプロセスにどのように影響するか?」という研究課題に答えることを目的としました。具体的には、材料噴射法によるAlSi12(a)アルミニウム部品のサポート構造として共晶KCl-NaCl塩混合物を使用することによる潜在的な悪影響を調査しました。調査は以下の点を特定することに焦点を当てました: 研究の核心: 研究の核心は、ビルド材料としてAlSi12(a)を、サポート材料として共晶KCl-NaCl混合物を使用して、3つの異なるサンプル形状(AS-サンプル:塩上にアルミニウムをプリント;SA-サンプル:アルミニウム上に塩をプリント;UL-サンプル:塩サポートとプリントプレート上に部分的にアルミニウムをプリント)をプリントすることでした。アルミニウムと塩サポート構造間の相互作用を評価するために、光学顕微鏡、共焦点レーザー走査顕微鏡(CLSM)、エネルギー分散型X線分光法(EDX)、および微小硬さ試験を用いて、界面およびバルク特性を特性評価しました。 5. 研究方法論 研究デザイン: 実験的アプローチを用い、異なる条件下でプリントされたAlSi12(a)アルミニウム構造を比較しました:固化した塩(KCl-NaCl)サポート構造上にプリントされたアルミニウム(AS-サンプル)、固化したアルミニウム上にプリントされた塩(SA-サンプル)、および塩サポートとプリントプレート上に部分的にプリントされたアルミニウム(UL-サンプル)。これにより、異なる接触シナリオ(固体塩上の溶融Al、固体Al上の溶融塩)における相互作用を調査し、参照条件(プリントプレート上のAl)と比較することが可能になりました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、材料噴射法によるAlSi12(a)アルミニウム合金と共晶KCl-NaCl水溶性塩サポート構造との間の相互作用に特に焦点を当てました。範囲には、潜在的な腐食、熱効果(再溶解、デンドライトアーム間隔などの微細構造変化)、化学的残留物、およびビルド材料とサポート材料間の界面またはその近傍における結果としての機械的特性変化(微小硬さ)の調査が含まれました。 6. 主要な結果: 主要な結果: 図のリスト: 7. 結論: 本研究では、材料噴射法によるAlSi12(a)アルミニウム部品の水溶性サポート構造としてKCl-NaCl塩混合物を使用する影響を調査しました。光学顕微鏡、CLSM、EDX、および微小硬さ試験による分析の結果、プロセスや最終部品特性に対する明確な悪影響は見られませんでした。具体的には、アルミニウム-塩界面での腐食の明確な視覚的兆候はなく、溶融塩との接触によるアルミニウム表面の有意な再溶解もなく、塩上にプリントされたアルミニウムとアルミニウム上にプリントされたアルミニウムとの間で微小硬さに有意な変化はありませんでした。観察された軽微な影響は、塩上にプリントされたアルミニウムにおけるより粗いデンドライト構造であり、これは塩の低い熱伝導率による遅い冷却速度に起因すると考えられます。EDXは1つの事例で微量の塩素残留物の可能性を検出しましたが、有意な化学反応生成物はありませんでした。これらの結果は、KCl-NaClが、特に単純な形状に対して、アルミニウムのMJTのための潜在的に適切な水溶性サポート材料であることを示唆しています。しかし、より複雑な形状やより大きなサポート構造での性能を評価するためには、さらなる研究が必要です。 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁じられています。Copyright © 2025 CASTMAN. All rights
Read More
user 04/08/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , AUTOMOTIVE Parts , CAD , Die casting , Efficiency , Mechanical Property , Microstructure , 자동차 산업 本紹介内容は、「[出版社名: Elsevier B.V.]」が出版した論文「[論文タイトル: Wear properties of a new Al80Mg10Si5Cu5 multicomponent alloy]」に基づいています。 1. 概要: 2. 概要: 本研究は、軽量自動車用途、特に後輪ドラムディスク向けに、Al80Mg10Si5Cu5系をベースとして新たに開発された多成分アルミニウム軽量合金の摩耗に関するトライボロジー特性を調査するものです。サンプルは、鋳造合金リターン材と二次アルミニウムインゴットを用い、高圧ダイカスト(HPDC)法で製造され、室温(RT)および200℃で試験されました。A180Mg10Si5Cu5合金は、RTおよび特に200℃において、参照合金であるAlSi9Cu3と比較して高い硬度と耐摩耗性(摩耗率で10倍の低減)を示すことが観察されました。HPDC鋳造部品の外面層(スキン)を維持することの影響がボールオンディスク試験で研究され、トライボロジー特性の向上と接触面の機械加工回避の可能性が示されました。表面層を持つ鋳放し状態のA180Mg10Si5Cu5合金は、RTにおいて5 × 10⁻⁴ mm³/N·m²の摩耗率係数を示し、これはスキンなしのサンプルよりも50%低い値でした。表面層を持つ溶体化処理サンプル(440℃で72時間、75℃で水焼入れ、自然時効)は、11 × 10⁻⁴ mm³/N·m²の摩耗率係数を示し、これは表面層なしのサンプルよりも約20%低い値でした。AlSi9Cu3合金の摩耗率は、RTにおいてスキンなしのサンプルで50%以上減少しました。200℃では、表面層を持つサンプルの摩耗率係数の方が低い値でした。 3. 緒言: 多成分コンセプトに基づくアルミニウム多相および非等原子量高エントロピー合金(HEA)は、単相合金とは対照的に、優れた物理的および機械的特性を有することが示されています[1]。これらの合金において強化された単相微細構造を得るための急速凝固プロセスの効果は、最近の研究でまとめられています[2]。一方、産業界における軽量車両への要求は、アルミニウム鋳造部品の製造、特に高圧ダイカスト(HPDC)によるGIGAPRESS技術を用いた電気自動車において急成長を引き起こしています[3]。電気自動車市場は継続的に拡大しており、軽量化は航続距離を伸ばすために重要です。アルミニウム製ドラムブレーキは、後輪ブレーキの力が前輪ブレーキよりも低く、運動エネルギー回生システム(KERS)を使用することでブレーキ力を低減できるため、軽量電気自動車に使用できます。また、前輪ディスクブレーキは後輪ドラムブレーキよりも先に作動し、後輪ブレーキの圧力が低減されます[4]。アルミニウム製ドラムは鉄製ドラムよりも軽量で、放熱性が向上し、フェードが減少し、ねずみ鋳鉄ディスクの腐食の可能性やディスク故障を回避できます[5]。AlSiCuはHPDCで最も一般的に使用されるアルミニウム合金ですが、その機械的特性には特定の制限があります[6]。AlSiMgCu合金はより高い耐食性と強度を提供し、一般的に熱処理によって改善され、良好な耐摩耗性と摩擦が要求されるさまざまな自動車部品に適しています[7,8]。不十分な耐摩耗性はアルミニウム合金の問題ですが[9]、Al合金のトライボロジー特性は、合金元素の種類と量を調整したり、外部からの強化相を導入したり、熱処理を行ったりすることで向上させることができます[10–12]。鋳鉄製ブレーキを置き換え、車両重量を削減するために、アルミニウム基複合材料(AMC)ブレーキローターが開発されました。AMCはアルミニウム合金よりも高い熱伝導率、低い密度、高い比強度を持っています。AMCは、カスタマイズされた特性を得るために、Al2O3、SiC、SiO2などの硬質セラミック粒子で強化された延性のあるアルミニウムマトリックスを特徴としています[13]。しかし、AMCの主な欠点は、製造コスト(特に機械加工コスト)、粒子サイズと分布の制御の難しさ(摩耗特性が強化粒子の体積とサイズに大きく依存するため)[14]、複雑な鋳造プロセス、そして主としてリターン材やスクラップの低いまたは困難なリサイクル性です。AMCではない鋳造アルミニウム合金の摩耗特性を向上させる最も一般的な方法は、シリコン合金化です。Siの割合を増やすと、より多くの硬質Si結晶が生成され、合金の硬度と耐摩耗性が向上します。トライボロジー用途では、通常、共晶相のアルミニウムと組み合わされた初晶シリコン相を持つ過共晶Al-Si合金(Si > 13 wt%)が用いられます。シリコン相の種類、形態、サイズ、分布は、塑性変形したアルミニウムマトリックス領域で荷重の重要な部分を支持することにより、摩擦と耐摩耗性を向上させる上で重要です[15–17]。これらの合金では、SiはMgと結合してMg2Siとして析出する傾向があります。Mg量の増加は耐摩耗性の向上を促進します[18]。複雑な金属間化合物相は、摩耗メカニズムにおける接合部の成長と凝着を防止する鍵となります。金属間化合物相が多い合金は摩耗率が低くなります[19]。合金中の銅の増加は機械的特性を向上させ、耐食性を低下させ、気孔率を増加させる可能性があります[20,21]。AlSi7Mg合金では、微細な結晶粒を促進し、硬度と耐摩耗性を向上させて摩擦係数を低下させるAl₂Cu金属間化合物相を得るために、最低1 wt%のCuが必要でした[22]。アルミニウム鋳造合金の硬度を向上させるメカニズムは、MgとAl、およびCuとSiの反応によっても影響を受け、合金の強化に関与する異なる析出物を促進します。異なる相の形成とその挙動の定義は、β(Mg2Si)、θ(Al₂Cu)、S(Al₂CuMg)またはQ(Al5Cu2Mg8Si6)など、いくつかの相が近接してまたは同時に析出する可能性があるため、複雑な作業です[23]。熱処理中、溶体化温度、冷却速度、時間は重要な役割を果たし、いくつかの複雑な相互作用をもたらします。最適な温度での時効処理は、強度と延性を低下させる可能性のある大きく非整合な粒子の析出を回避します。Fe、Mn、Crなどの他の元素の少量の組み合わせは、Al-Si合金の硬度と強度を向上させ、耐摩耗性を高めます[24]。AlSiやAlSiCuMg(X)などの鋳造アルミニウム合金のトライボロジー研究に焦点を当てた研究[25–27]が最も多く行われています。高シリコンアルミニウム合金では、一般に、荷重の増加に伴い、摩耗メカニズムは延性剥離、アブレージョン、脆性剥離からプラウイングアブレージョン摩耗へと変化します[28]。アブレージョンと酸化は、軽度摩耗領域における主要な摩耗現象ですが、常にそうとは限りません。剥離、凝着、および激しい塑性変形は、AlSi9Cu3 HPDC合金の過酷摩耗領域で支配的です[23]。剥離は、表面下クラック核生成とその後のクラック伝播によって発生する表面層の塑性変形による大きな摩耗粒子の除去と関連付けられています[29,30]。このメカニズムは、表面下分離が接着して摩擦係数を増加させる移着層を形成する高温で特に顕著です[31]。さらに、高温での摩耗率は室温よりも10倍大きいと報告されています[32]。これらの条件下では、激しい塑性変形、材料および層の移着と蓄積を伴うスカッフィングメカニズムが発生する可能性があります。高温では層間の接着力が低下し、剥離が促進される可能性があります。いくつかの研究では、摩耗メカニズムは温度によって、RTでの剥離から部分的なアブレージョン摩耗へ、150℃以上では塑性変形と酸化摩耗(塑性緩和メカニズムが支配的になる)へと変化します[33–36]。AlSi9Cu3合金では、異なる相の析出により、硬度、機械的および摩耗特性が低下します[23,24]。摩耗率は150℃よりも高い温度ではRTよりもはるかに高くなりますが、温度との線形比例関係はなく、約200℃で著しく増加します。AMCおよびアルミニウム合金における摩耗試験の温度上昇は、表面層のより高い緻密性と平均抵抗を促進し、粒子の酸化を加速します。表面層の破壊前に表面層が形成されると、摩耗率は減少します[6]。しかし、表面層が緻密でない場合、表面粒子が除去され、表面が損傷し、剥離が発生して摩耗率が増加します[23]。軽度から過酷な摩耗への遷移メカニズムは、適用荷重、相手材ボール材料、滑り速度、接触面温度などの試験変数の組み合わせによって説明されます。通常、過酷摩耗は合金の熱軟化による大規模な塑性変形に関連しており、条件によっては、アルミニウム合金は剥離摩耗を制御しながら非過酷摩耗条件で動作することができます[9]。AlSiCu(Fe)鋳造合金で軽度摩耗メカニズムを得るための条件が研究されています[9,11,12,16,37–39]。また、摩耗用途にコーティングを使用することへの関心が高まっていることも注目されます[40,41]。ボールオンディスク(BOD)試験は、材料の摩耗特性を決定するために最も広く用いられる試験の1つです。ボールオンディスク試験データを分析する摩耗率メカニズムは、3つの主要な段階またはフェーズに分けることができます[42–45]。第1フェーズは、表面突起の変形と残留粒子数の増加により、母材とボール間の最大接着力で表面層が除去されることに対応します。第2フェーズは、通常、保護的なトライボケミカル表面層の形成、またはプラウイングと突起変形プロセスの減少に関連しています。ピン表面温度の上昇が、滑り面に酸化物層を形成し、軟質マトリックス材料が相手材ボール表面に露出するのを防ぎ、ピン表面の摩耗率を減少させるサブフェーズが存在する場合もあります[46,47]。第3フェーズは、トライボロジー条件の界面定常状態によって特徴付けられます。摩耗率に対する適用荷重の影響は合金によって異なり、一部の合金は低荷重で低い摩耗率を示し、中程度の荷重で摩耗率が急激に増加し、高荷重で徐々に増加します。低い適用圧力は、通常、摩耗によって形成されたデブリが相手材表面の谷に捕捉されるのを促進します。デブリが谷に捕捉されるため、ディスクの突起による点接触が接触面にシフトします。接触面へのシフトとサンプルの加工硬化が定常状態摩耗につながりました[48,49]。適用圧力の増加は温度上昇を示し、酸化物層の除去につながりました[48]。破断/断片化した酸化物層と相手材表面の摩耗デブリは、機械的混合層(MML)または移着膜(TF)の形成を引き起こす可能性があります。適用圧力の影響下で、移着膜(TF)の変形は摩耗デブリのひずみ硬化をもたらし、TFの硬度を高めます[48]。TFの絶え間ない形成と除去は、金属間の接触を防ぎ、摩耗率が定常状態摩耗領域で一定に保たれます。軽度から過酷な摩耗値への遷移は、適用荷重に応じて約4~8Nから最大30Nまで変化する可能性があります[50]。一般に、比摩耗率の値は適用荷重の増加とともに増加します。商用ブレーキローターの場合、摩擦係数(COF)の値は0.45~0.69の間です。一部の著者にとっては、荷重増加に伴うCOF値の線形増加はありません[51]。他の著者にとっては、例えばAl-Al2O3 MMCおよびAl-SiC MMC合金では、ブレーキローター用途で0.30~0.60の安定した摩擦係数を持つ線形増加があります[52]。ドラムブレーキの軽度または過酷な摩耗状態を定義するために報告されている摩耗率は異なります。Al7.1Si合金ではk = 15 × 10⁻³ mm³/N·m[53]、LM17合金では6 × 10⁻³ mm³/N·m、圧力と速度(それぞれ0.2–1.0 N/mm²および1.6 m/s)がブレーキローターの制動条件を代表するアルミニウム複合材では7.5–10 × 10⁻³ mm³/N·m[54]で過酷な摩耗率が報告されています。ブレーキローター用途向けのルチルおよびシリマナイト鉱物ハイブリッドAMC(HAMC)で強化されたLM27合金は、商用ローター材料で500mで約16.5 × 10⁻³ mm³/N·m、HAMCで18 × 10⁻³ mm³/N·mの摩耗率を示し、最終的な定常摩耗値はそれぞれ約6および7 × 10⁻³ mm³/N·mでした。0.37×10⁻⁴~2.37×10⁻⁴ mm³/N·mの値は、一般的に過酷摩耗領域内にあります[55]。しかし、アルミニウム鋳造合金の場合、15Nの試験力では、約5
Read More
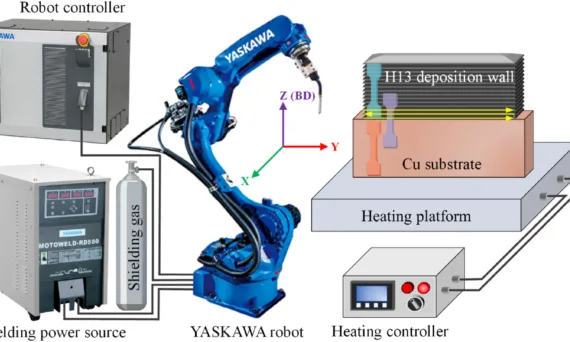
user 04/03/2025 Aluminium-J , Technical Data-J AUTOMOTIVE Parts , CAD , Die casting , Efficiency , finite element simulation , IGS , Mechanical Property , Microstructure , temperature field , 금형 , 자동차 この紹介論文は、「Journal of Materials Research and Technology」によって発行された論文「Interface microstructure and evolution mechanism of wire arc additively manufactured H13 steel-copper hybrid components」に基づいています。 1. 概要: 2. 抄録: 積層造形(AM)によって製造されたH13鋼-銅ハイブリッド構造は、特定の高温機械的特性を確保しつつシステムの冷却能力を向上させることができ、高圧ダイカスト金型において広範な応用可能性を示しています。本研究では、ワイヤアーク積層造形を用いて銅基板上にH13鋼を直接堆積させ、界面の微細構造を詳細に調査しました。界面構造の形成および進化メカニズムは、温度場シミュレーションと組み合わせて明らかにされました。界面におけるFe-Cu混合液体は2回の液相分離を経て、Feリッチ島およびCuリッチ島、ならびに分散したCuリッチ粒子を形成しました。冷却中のCuの体積収縮により、少数の気孔が形成されました。微小亀裂は、熱応力の影響と、旧オーステナイト粒界におけるCuリッチ粒子の分布によって引き起こされる高い亀裂感受性に起因すると考えられました。H13-Cu界面における元素分布の急激な変化と温度分布の連続的な変化により、H13の融点より低くCuの融点より高い温度を持つ拡張溶融プールが界面下に形成されました。微小硬さは、界面近傍の狭い範囲(約0.5 mm)でH13側からCu側に向かって徐々に減少しました。ハイブリッド部品の引張試験片は界面から離れたCu側で破断し、その引張強度(221 ± 2 MPa)はCu基板のレベルに達し、界面が良好な接合を形成したことを示しました。 3. 緒言: 単一材料の部品と比較して、多材料ハイブリッド部品は様々な材料の特性を組み合わせることができ、複雑な使用条件下での多様な性能および機能要件を満たすことができます。様々な多材料ハイブリッド構造の中でも、銅-鋼バイメタル部品は、銅の優れた熱伝導性および電気伝導性と、鋼の良好な機械的特性を組み合わせ、非常に高い応用可能性を持つ機能特性の組み合わせを実現します。この優れた包括的な機能特性により、銅-鋼バイメタル部品は航空宇宙、原子力産業、電力、自動車、金型などの産業分野で広く使用されています。銅-鋼ハイブリッド部品の従来の製造プロセスは、主にレーザー溶接、アーク溶接、電子ビーム溶接、拡散接合、爆発圧接などの溶接法です。しかし、これらの溶接法はハイブリッド部品を製造する際に形状および構造設計に限界があります。積層造形(AM)のニアネットシェイプ能力は、部品設計および製造の柔軟性を大幅に向上させます。これは銅-鋼ハイブリッド部品の製造において広範な開発の見通しを示しています。しかし、銅と鋼の間の熱物理的特性の不一致および機械的特性の違いにより、銅-鋼ハイブリッド部品のAMは依然として多くの課題に直面しています。まず、Fe-Cu状態図によれば、FeとCuの間には金属間化合物が存在しません。さらに、固相状態での溶解度は非常に限られています。溶解度およびFe-Cu系に存在する準安定混和ギャップの影響を受け、銅-鋼界面はしばしば液相分離の特性を示し、多くのCuリッチ島およびFe-rich島が分布します。これは機械的特性および疲労特性を損なう可能性があります。第二に、Cuの非常に高い熱伝導率(401 W m⁻¹K⁻¹)のため、熱が急速に放散され、溶融プールを安定に保つことが困難になります。これにより、材料の不十分な溶融が生じ、気孔が形成される可能性があります。最後に、銅と鋼の熱膨張係数の著しい違いは、ひずみの不整合と界面でのより高い残留応力を引き起こし、亀裂につながります。 4. 研究の概要: 研究テーマの背景: H13-Cuバイメタル構造は、H13鋼の高温機械的特性、特に耐熱衝撃性および耐熱疲労性と、銅の高い熱伝導性を組み合わせることができるため、特に高圧ダイカスト(HPDC)金型への応用において研究者から大きな関心を集めています。AMによって製造されたH13-Cuハイブリッド構造は、優れた高温機械的特性と高い熱伝導性を両立させ、システムの冷却能力を高め、十分な使用信頼性を確保することができます。しかし、H13とCuを直接接合することは、熱物理的特性の違いにより問題が発生する可能性があります。 先行研究の状況: 銅-鋼ハイブリッドのAMに関する先行研究では、プロセスパラメータの最適化、特定の走査戦略(例:アイランド走査)による欠陥低減、ビームシェーピング(リングモードレーザー)による混合低減、熱間等方圧加圧(HIP)による気孔・亀裂除去など、様々な試みが行われています。また、Inconel 718やDeloro 22などの高Ni含有中間層を追加することで、界面欠陥を効果的に低減し、ハイブリッド構造の接合強度を向上させることが示されています。これまでの研究の多くは、鋼基板上に銅を堆積させることに焦点を当てています。銅基板上に鋼を堆積させる研究、特にワイヤアーク積層造形(WAAM)を用いた研究は限られています。WAAMはレーザーベースのプロセスと比較して製造効率が高く、材料コスト(ワイヤベース)が低いという利点があります。さらに、銅を基板として使用する場合、高いレーザー反射率の問題が存在しません。しかし、予備実験では、Cu基板の非常に高い熱伝導率のため、従来のプロセスパラメータではCu基板を溶融させて安定した溶融プールを形成することが困難であることが判明しました。WAAMによるH13-Cuハイブリッド部品の製造に関する報告は、著者らの知る限り現在ありません。 研究目的: 本研究の目的は、WAAMを用いてCu基板上にH13鋼を直接堆積させることの実現可能性を評価することです。具体的には、以下の点を明らかにすることを目的としました。 研究の核心: 本研究の核心は、GMAWベースのWAAMを用いて、アニール処理された銅基板上にH13鋼ワイヤを直接堆積させることにあります。特殊な戦略として、(i) Cu基板の予熱(200 °C)、(ii) 基板に近い層(1~7層)に対してより高い入熱(高電流、低溶接速度)を使用、(iii) 揺動堆積戦略(振幅2 mm、周波数1 Hz)の採用、が挙げられます。得られたH13-Cu界面の微細構造をSEM、EDS、EBSD、TEMを用いて詳細に調査しました。堆積中の温度分布と熱履歴を組み合わせることで、界面構造の形成と進化メカニズムを明らかにしました。界面近傍の気孔や微小亀裂などの欠陥の原因についても議論しました。最後に、H13-Cu部品の機械的特性を評価しました。 5. 研究方法論 研究設計: 本研究では、実験的アプローチと数値モデリングを組み合わせました。WAAMを用いて銅基板上にH13鋼を積層造形しました。プロセスパラメータは、銅基板の高い熱伝導率を管理するために特別に調整されました。得られたバイメタル部品の界面について、詳細な微細構造解析と機械的特性試験を実施しました。界面形成メカニズムの理解を助けるために、堆積プロセスの熱的側面をモデル化する有限要素シミュレーションを使用しました。
Read More
user 04/02/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Magnesium alloys , Mechanical Property , Microstructure , 금형 , 자동차 산업 この紹介論文は、「MANUFACTURING TECHNOLOGY」によって発行された論文 [Monitoring of the microstructure and mechanical properties of the magnesium alloy used for steering wheel manufacturing]に基づいています。 1. 概要: 2. 抄録: 本論文は、マグネシウム製ステアリングホイールの微細組織と機械的特性について述べる。これらのステアリングホイールは高圧ダイカスト(High-pressure die casting, HPDC)によって製造される。HPDCは、マグネシウムやアルミニウム合金のような軽金属から複雑な機械部品を製造するための非常に優れたプロセスである。しかし、近年では、より軽量な車両と燃費向上の探求において、別の軽金属が前面に出てきている。ダイカスト自動車部品に最も一般的に使用されるマグネシウム合金はMg-Al-Mnタイプである。MgAl5Mnは、良好な耐食性、非常に優れた機械的特性、良好な鋳造性を備えた高純度マグネシウム合金である。MgAl5MnやMgAl6MnのようなMg-Al-Mn系合金は、MgAl9Znよりも優れた伸びと衝撃強度を持ち、主にホイールリムやステアリングホイールのような自動車安全システムに使用される。MgAl5Mn合金は、優れた延性とエネルギー吸収特性を良好な強度と組み合わせた合金である。この合金は、固相状態では固溶体αと中間相Mg17 Al12を含む。 3. 緒言: 近年、自動車産業で使用される、低密度で高延性の鋳造材料にかなりの注意が払われている。高い伸びは、自動車の衝突試験における安全性の保証となる。これらの鋳造品には、例えば車体が含まれる。ステアリングホイール生産のためのこれらの特性は、現在、適切な強度と低密度を持つマグネシウムを使用することによって達成されている。マグネシウム合金は最も軽量な工学金属の一つである。マグネシウム合金鋳物は、航空宇宙、自動車、電子機器の用途に使用される。主な利点は軽量であることである。典型的なマグネシウム合金の密度は1800 kg.m⁻³であり、アルミニウム合金の2700 kg.m⁻³と比較される[1]。アルミニウムは、マグネシウムベースの鋳造合金の主要な合金元素であり、亜鉛とマンガンも少量存在する。マグネシウム合金は融点が低く、比熱も低い。圧力ダイカストは、低い鋳造温度(650~700°C)のため、マグネシウム合金に最も一般的に使用される鋳造プロセスであり、ホットチャンバーダイカスト機を使用できる。マグネシウム合金の高圧ダイカストは、アルミニウム合金よりも薄い壁厚で製造できる[2]。自動車会社が軽量化の方法を模索するにつれて、自動車部品におけるマグネシウム合金ダイカストの使用は急速に増加している。一部の車両にはすでに10~20kgのMg合金部品が含まれている[3]。現在、量産車向けに最も人気のある部品は、インストルメントパネル、クロスカービーム、シートフレームである。ホイール、ギアボックスケーシング、サンプ、インレットマニホールドは、フォーミュラ1や他のレーシングカーで使用されている。これらの合金の主成分はほぼ完全にアルミニウムである(すなわち、これらはMg-Al-MnおよびMg-Al-Znの合金である)[4]。マグネシウム合金は、酸素との高い親和性のため、加工性が劣る。これらの困難にもかかわらず、マグネシウム合金は、壁厚2mm未満の複雑な鋳物の複雑な大規模生産さえも可能にするため使用される。我々の学科(リベレツ工科大学工学技術科)では、自動車産業の鋳物に使用されるマグネシウム合金の特性を観察することに関心を持っている。 4. 研究の概要: 研究テーマの背景: MgAl5MnのようなMg-Al-Mn系マグネシウム合金は、その低密度、良好な機械的特性(特に延性)、および高圧ダイカスト(HPDC)への適合性から、自動車部品での使用が増加している。ステアリングホイールは、これらの特性が車両の軽量化と安全性に寄与する主要な用途である。鋳造されたままのこれらの合金の微細組織と機械的特性をモニタリングすることは、部品の品質と性能を保証するために不可欠である。 先行研究の状況: 既存の知識には、一般的なマグネシウム鋳造合金(例:AZ91、AMシリーズのAM50、AM60)、それらの状態図(Mg-Al、Mg-Al-Mn)、および標準規格(ASTM、EN)の特性が含まれる。アルミニウムと亜鉛の含有量が低く、マンガン含有量が高い合金(研究対象のMgAl5Mnに対応するAM50など)は、より高い延性を示すことが知られており、安全性が重要な部品に適している。HPDCは、このような部品の主要な製造方法として確立されている。 研究の目的: 本研究は、高圧ダイカストプロセスによって自動車用ステアリングホイールの製造に使用される特定のマグネシウム合金、MgAl5Mn(VDA 260 – MgAl、ASTM AM50に類似)の微細組織と機械的特性をモニタリングし、特性評価することを目的とした。 中核研究: 研究の中核は、MgAl5Mn合金を使用してHPDCでステアリングホイールを製造することであった。次に、得られた鋳造品に対して、以下を含む詳細な分析を実施した: 5. 研究方法論 研究デザイン: 本研究は実験的アプローチを採用した。工業用HPDC装置と特定のマグネシウム合金(MgAl5Mn)を使用してステアリングホイールを製造した。これらの鋳造品からサンプルを抽出し、その後の材料特性評価を行い、製造プロセスが最終的な特性に与える影響を評価した。 データ収集と分析方法: 研究対象と範囲: 本研究は、HPDCによってステアリングホイール本体に鋳造されたMgAl5Mn合金(ASTM AM50相当)に特化した。範囲は以下を含む: 6.
Read More
user 03/31/2025 Aluminium-J , automotive-J , Technical Data-J A380 , aluminum alloy , aluminum alloys , CAD , Die casting , Magnesium alloys , Mechanical Property , Microstructure , Review , 자동차 산업 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究成果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 03/24/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , Die casting , finite element simulation , High pressure die casting , Mechanical Property , Microstructure この紹介論文は、[Publisher is not included in the paper] によって出版された [“Local stress/strain field analysis of die-casting Al alloys via 3D model simulation with realistic defect distribution and RVE modelling”] 論文の研究内容です。 1. 概要: 2. 要旨 ダイカストアルミニウム(Al)合金の変形と破壊挙動は非常に複雑です。特性の局所的なばらつきにより、材料の微細構造と機械的挙動は非常に異方性を示します。本論文では、実験および有限要素計算手法を用いて高圧鋳造 Al 合金部品の欠陥特性を定量的に研究し、局所的な気孔率と気孔サイズが塑性に及ぼす影響を解析することを試みました。実欠陥分布を持つ 3 次元固体は、3D X 線コンピュータ断層撮影を用いて得られ、有限要素モデル構築のための入力として使用されました。複合応力状態下における鋳造 Al 合金の損傷開始は、ミクロスケールからマクロスケールまで解析されます。微小多孔質凝集の 2 つのモードを通して亀裂伝播が生じます:凝集した気孔は、内部ネッキングと応力集中から亀裂を生成します。その後、それらは同じ方向に拡大し、特定の方向に凝集して最終的に破壊します。続いて、デジタル画像相関測定によって局所的な応力/ひずみ挙動を得ることにより、気孔率が不均一性に及ぼす影響を解明しました。さらに、微細構造の弾塑性変形に関する理論的枠組みと 3D 代表体積要素モデルを開発し、材料の周期的境界条件下での変形と損傷プロセスをシミュレーションしました。シミュレーション結果は、気孔周辺の局所的な応力/ひずみが変形とともに徐々に変化することを示しています。ダイカストプロセスにおいて、この方法は Al 合金の機械的挙動を予測する能力を示しています。 3. 研究背景: 研究テーマの背景: ダイカストアルミニウム(Al)合金は、自動車および航空宇宙産業において軽量化のために使用されています[1]。高圧ダイカスト(HPDC)は、Al 合金部品の主要な製造プロセスです[2, 3]。しかし、気孔タイプの欠陥は、製品の機械的特性に影響を与える可能性があります[4, 5]。気孔の存在は、微細構造の不連続性を引き起こし、外部荷重が加わったときに局所的な応力集中の可能性を高めます[6-8]. 先行研究の現状:
Read More
user 03/18/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Casting , Applications , CAD , Die casting , Mechanical Property , Sand casting , 金型 , 금형 , 자동차 本紹介資料は、[Metaullics Systems Co. L.P.]が発行した[“Improving Die Casting Melt Quality and Casting Results with Melt Quality Analysis and Filtration”]論文の研究内容です。 1. 概要: 2. 要約 自動車用途におけるアルミニウム鋳物の使用は、急速に拡大し続けています。高圧、低圧、金型鋳造、精密砂型鋳造プロセスが大量生産の要求を満たしています。これらの用途におけるエンジニアリング要件は、高度な鋳造健全性を要求し、それはアルミニウム合金の溶湯状態から始まります。本論文では、特に介在物に関して、溶湯清浄度品質を評価するいくつかの現場および実験室の方法と、結合粒子フィルターを使用した持続使用、炉内濾過システムから得られる利点に関する情報を提供します。結合粒子濾過を活用すると、加工欠陥の削減、表面仕上げの改善、伸びの増加、漏れの減少、全体的なスクラップの削減など、大幅な改善を最小限のコスト、労力、リスクで達成できます。 3. 研究背景: 研究テーマの背景: 自動車部品(エンジン部品、構造部品、ホイール)用のアルミニウム鋳造生産の増加は、より高い鋳造特性に対する要求を促進しました。 先行研究の状況: 濾過プロセスは、アルミニウム形状鋳造作業で一般的に使用されています。結合粒子フィルターは、ほとんどの場合、炉内用途向けの好ましいフィルターとして浮上しました(Neff, 1995)。 研究の必要性: より高い特性要件は、ポロシティ/微小ポロシティを最小限に抑えるために、介在物および水素含有量に対する厳格な制御と優れた金属品質を要求します。高圧ダイカスト、重力ダイカスト、金型鋳造プロセス、および大量砂型鋳造では、絶対的な注入点濾過を提供することが現実的でない場合が多くあります。 4. 研究目的と研究課題: 研究目的: 結合粒子濾過が溶湯品質と鋳造結果の改善に及ぼす効果を実証する。溶湯清浄度を評価するための現場および実験室の方法を提示する。 主要研究: さまざまな技術(Prefil、PodFA、K-Moldなど)を使用した溶湯清浄度評価と、結合粒子濾過が鋳造品質パラメータ(機械加工性、スクラップ削減、機械的特性)に及ぼす影響。 5. 研究方法 この研究は、ダイカスト鋳造工場での実験室評価と生産規模の実験を組み合わせて使用しています。 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 図の名称リスト: 7. 結論: 主要な調査結果の要約: 結合粒子濾過は、金属の流動性、伸び、および全体的な金属清浄度を大幅に向上させます。これらの改善により、ダイ充填性の向上、供給欠陥の減少、微小ポロシティの減少、機械加工性の向上、スクラップ率の低下につながります。 8. 参考文献: 9. 著作権: この資料は、上記の論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright © 2025
Read More
user 03/17/2025 Aluminium-J , automotive-J , Technical Data-J Alloying elements , Applications , AZ91D , CAD , Die casting , Magnesium alloys , Mechanical Property , Microstructure , Review , 자동차 本紹介資料は、SEI TECHNICAL REVIEWに掲載された「Features and Vehicle Application of Heat Resistant Die Cast Magnesium Alloy」論文の研究内容です。 1. 概要: 2. 要旨 / 序論 マグネシウム(Mg)合金は、軽量化用途、特に自動車のパワートレインへの使用に適しています。しかし、AZ91やAM60などの一般的に使用される合金は、高温(150℃)でのクリープ抵抗が低いという問題があります。本論文では、従来の耐熱Mg合金の鋳造性やリサイクル性の低さなどの限界を克服した、新開発の高温クリープ抵抗Mg合金(AJX931)を紹介します。 3. 研究背景: 研究テーマの背景: マグネシウムは最も軽い構造用金属であり、自動車部品の軽量化に魅力的な材料です。 既存研究の状況: AZ91D, AM60, AM50などの既存合金には限界があります。 研究の必要性: 軽量化、耐熱性が重要な自動車パワートレイン部品に使用するため、高温クリープ抵抗と優れた鋳造性およびリサイクル性を兼ね備えたMg合金が求められています。 4. 研究目的と研究課題: 研究目的: 従来の耐熱マグネシウム合金に関連する問題、特に鋳造性およびリサイクル性に関する問題を克服する耐熱マグネシウム合金を開発すること。 主要な研究: 5. 研究方法 研究デザイン: 実験的合金設計と比較分析。 データ収集方法: 分析方法: 研究対象と範囲: 本研究は、耐熱性、鋳造性、リサイクル性を最適化するように設計された組成を有する新しいMg合金(AJX931)の開発と特性評価に焦点を当てました。範囲には、AJX931と市販の耐熱Mg合金との比較が含まれていました。 6. 主な研究結果: 主要な研究結果: 提示されたデータの分析: 図表リスト: 7. 結論: 主要な結果の要約: 新開発のAJX931合金は、従来の耐熱Mg合金と比較して、耐熱性、鋳造性、機械的強度、耐食性、リサイクル性の優れた組み合わせを示しています。 研究の学術的意義: 本研究は、耐熱Mg合金の新しい合金設計アプローチを示しており、鋳造性とリサイクル性を向上させるために比較的高いAl含有量を維持しながら、SrとCaの制御された添加によりβ相析出を最小限に抑えています。 実用的な意味:
Read More
本紹介内容は、Archives of Metallurgy and Materialsで発行された「Estimation of Cooling Rates in Suction Casting and Copper-Mould Casting Processes」の研究内容です。 1. 概要: 2. 要約 / 序論 吸引鋳造および銅鋳型鋳造におけるFe-25wt%NiおよびAl-33wt%Cu合金の冷却速度を測定しました。ø2、ø3、ø5 mmのロッドを作製しました。冷却速度は、セル状およびラメラ間隔に基づいて推定されました。円筒状共晶合金の温度プロファイルは、微細構造検査だけでは決定できないことがわかりました。共晶凝固時の凹状凝固前線は、ロッド中心に向かうほどラメラ間隔を減少させました。Fe-25wt%Niのセル状間隔に基づく最小軸方向冷却速度は、ø2およびø3 mmロッドの場合約200 K/s、ø5 mm吸引鋳造ロッドの場合30 K/sでした。銅鋳型鋳造は、わずかに低い値を示しました。 3. 研究背景: 研究テーマの背景: 鋳造中の結晶化を抑制するために必要な臨界冷却速度(Rc)は、合金組成に大きく依存します。吸引鋳造や銅鋳型鋳造などの急速凝固技術は、Rc以上の冷却速度を達成することにより、バルク金属ガラス(BMG)を製造するために重要です。 既存研究の現状: 研究の必要性: 微細構造の特徴を用いた冷却速度推定における既存の矛盾を解決する必要があります。この研究は、微細構造に基づく冷却速度決定の適用可能性を調査し、特に吸引鋳造と銅鋳型鋳造を比較し、共晶合金を使用することの限界を強調します。 4. 研究目的と研究課題: 研究目的: Fe-25wt%NiおよびAl-33wt%Cu合金の吸引鋳造および銅鋳型鋳造中の微細構造を調査することにより、冷却速度を推定します。2つの鋳造方法で得られた冷却速度を比較します。共晶微細構造が冷却速度の推定に適しているか確認します。 主要な研究課題: 5. 研究方法 研究デザイン: 2つの鋳造方法(吸引鋳造と銅鋳型鋳造)と2つの合金系(Fe-25wt%NiとAl-33wt%Cu)を比較する実験的研究です。微細構造解析は、冷却速度を推測するための主要な方法でした。 データ収集方法: 分析方法: 研究対象と範囲: 吸引鋳造および銅鋳型鋳造を用いて2、3、5 mm直径のロッドに鋳造されたFe-25wt%NiおよびAl-33wt%Cu合金。 6. 主要な研究結果: 主要な研究結果: 提示されたデータ分析: 図リスト: 7. 結論:
Read More