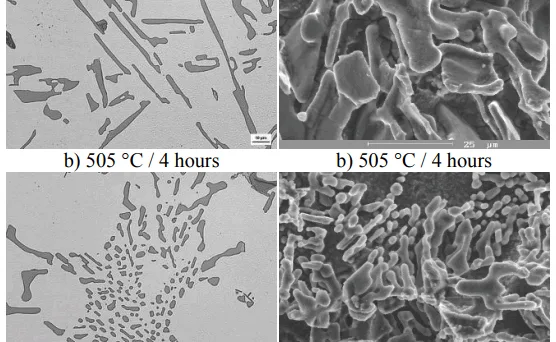
持続可能性への関心が高まる中、自動車産業では軽量化とリサイクル材の活用が重要なテーマとなっています。特に、アルミニウム合金は車体やエンジン部品に広く使われており、その中でもリサイクル材から作られる鋳造用アルミニウム合金は、コストと環境負荷の両面で大きなメリットがあります。 しかし、リサイクル材は新品の材料に比べて不純物元素を多く含む傾向があり、その性能を最大限に引き出すためには適切な「熱処理」が不可欠です。 今回は、スロバキアとポーランドの研究チームによる学術論文「Structural analysis of heat treated automotive cast alloy」を基に、再生Al-Si-Cu系合金(AlSi9Cu3)の性能を最適化するT4熱処理の秘密を、その微細構造の変化から探っていきます。 研究の目的:再生アルミ合金の「T4熱処理」を最適化する この研究で使われたのは、自動車部品に多用される「AlSi9Cu3」という再生アルミニウム合金です。この合金の機械的特性(強度や硬さ)を向上させるため、「T4熱処理」というプロセスが適用されました。 T4熱処理とは?1. 溶体化処理 (Solution Treatment): 合金を高温(この研究では505℃, 515℃, 525℃)で一定時間(2~32時間)保持し、強度向上に寄与する元素(主に銅)を母材のアルミニウムに均一に溶け込ませる工程。2. 焼入れ (Quenching): 高温状態から急冷(この研究では温水を使用)することで、溶け込んだ元素が析出するのを防ぎ、過飽和な状態を維持する工程。3. 自然時効 (Natural Aging): 常温で24時間放置し、合金内部で微細な析出物を形成させ、強度を高める工程。 研究チームの目的は、この溶体化処理の温度と時間を様々に変えることで、どの条件が再生AlSi9Cu3合金の機械的特性を最も向上させるのかを突き止めることでした。 結果①:機械的特性の「スイートスポット」を発見 研究チームは、熱処理後の合金の引張強度とブリネル硬さを測定しました。その結果は非常に興味深いものでした。 図2:溶体化処理時間と引張強度の関係 図3:溶体化処理時間とブリネル硬さの関係 グラフから明らかなように、515℃で4時間の溶体化処理を行ったときに、引張強度と硬さの両方がピークに達することがわかりました。 なぜこのような「スイートスポット」が存在するのでしょうか?その答えは、合金の内部、つまり微細構造の変化に隠されていました。 結果②:微細構造の変化が性能を左右する 研究チームは、顕微鏡を用いて熱処理前後の合金の内部構造を詳細に観察しました。その結果、機械的特性の変化は、主に3つの相(組織)の形態変化によって引き起こされていることが明らかになりました。 1. 共晶シリコン(Si)の球状化:弱点を強みに変える 鋳造されたままのアルミニウム合金では、シリコン(Si)は鋭い針状や板状の形で存在します。この鋭い形状は、力がかかったときに「応力集中」を引き起こし、亀裂の起点となる弱点になります。 熱処理を行うと、この針状のシリコンが断片化し、徐々に丸い粒子(球状化)に変化します。 図6:深部エッチング後の共晶シリコンの形態変化。a) 熱処理前(板状)、c) 515℃/4h(球状化)、d) 525℃/4h(粗大化) 丸い形状は応力集中を緩和するため、材料の延性や靭性を大幅に向上させます。515℃/4時間の条件は、この球状化を効果的に進めるのに最適な条件でした。しかし、時間をかけすぎたり温度を上げすぎたりすると、粒子が粗大化しすぎてしまい、かえって特性が劣化します。 2. 銅(Cu)リッチ相の溶解と「初期溶融」:諸刃の剣 銅(Cu)は、アルミニウム合金の強度を高める重要な元素です。溶体化処理によって、Al-Al₂Cu-Siといった銅リッチ相が母材に溶け込み、後の時効処理で強度を向上させます。515℃の処理では、この溶解が適切に進みます。 しかし、温度が高すぎる525℃になると、問題が発生します。この銅リッチ相の一部が融点に達してしまい、「初期溶融(Incipient Melting)」と呼ばれる現象が起こるのです。 図9:525℃における銅リッチ相の初期溶融プロセス。時間が経つにつれて組織が溶け、空洞(キャビティ)が形成される様子がわかる。 合金内部で部分的に溶融が始まると、組織がもろくなり、微小な空洞ができてしまいます。これが、525℃で熱処理した際に強度が著しく低下する主な原因です。 3. 鉄(Fe)リッチ相の断片化:有害な組織の無害化 リサイクル材には不純物として鉄(Fe)が含まれやすく、これは針状の有害な金属間化合物を形成することが知られています。しかし、この合金にはマンガン(Mn)も含まれているため、比較的害の少ない「チャイニーズスクリプト(骸晶)」状のAl₁₅(FeMn)₃Si₂相が形成されます。 熱処理によって、この複雑な形状の相も断片化し、より丸みを帯びた形状に変化します。これもまた、材料全体の特性向上に寄与します。
Read More
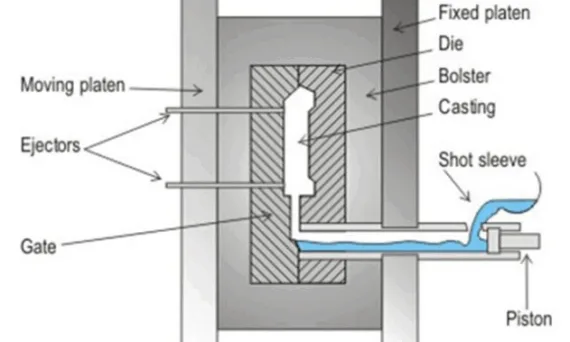
user 08/27/2025 Aluminium-J , Technical Data-J Applications , CAD , Casting Technique , Die casting , Mechanical Property , Microstructure , Quality Control , Review , STEP , 금형 この技術概要は、M. Thirugnanam氏が執筆し、2013年の第61回インド鋳造会議(INDIAN FOUNDRY CONGRESS)会報に掲載された論文「Modern High Pressure Die-casting Processes for Aluminium Castings」に基づいています。この内容は、CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙な専門家のための30秒概要 課題:なぜこの研究がHPDC専門家にとって重要なのか 従来の高圧ダイカスト(HPDC)プロセスは、本質的に非常に激しく、乱流を伴います。溶融アルミニウムは毎秒20~45メートルの高速で金型キャビティに射出され、このプロセスは数ミリ秒で完了します。これにより、キャビティ内の空気が脱出する十分な時間がなく、鋳造品の内部にかなりの量の空気やガスが閉じ込められてしまいます。 これらの空気/ガスの気泡は、鋳造品の強度を低下させる主な原因となります。さらに大きな問題は、この欠陥のために鋳造品を溶接したり、T6のような熱処理を通じて機械的特性を強化したりできないことです。熱処理時に閉じ込められたガスが膨張し、製品に欠陥を引き起こすためです。このような限界は、より高い性能と信頼性を要求する最新の製品設計の要件を満たすことを困難にします。 アプローチ:多様な新工法の原理 本論文は、従来のHPDCの限界を克服するために開発された、いくつかの革新的な次世代アルミニウム高圧ダイカストプロセスを紹介します。各プロセスは、欠陥の根本原因である乱流とガス混入を抑制することに焦点を当てています。 核心的なブレークスルー:主な発見とデータ 論文で提示されたデータは、これらの新プロセスが鋳造品質に与える革新的な影響を明確に示しています。 発見1:スクイズキャスティングによるガス含有量の画期的な削減 スクイズキャスティングプロセスを適用した際、鋳造品のガス含有量はアルミニウム100gあたり1ccという非常に低いレベルで示されました。これは、従来のHPDCでは不可能だったT6熱処理と溶接を可能にする核心的な改善点です。このプロセスの一般的なプロセスパラメータは、金属温度720°C、金型温度300°C、ゲートまでの射出速度0.2 m/sec、ゲート速度0.3~0.35 m/secと提示されました。 発見2:真空技術で達成した超高純度鋳造品 真空ダイカスト技術の発展は、ガス含有量の削減に大きく貢献しました。 研究開発および運用への実用的な示唆 本論文の研究結果は、さまざまな分野の専門家に次のような条件付きの洞察を提供します。 専門家Q&A:核心的な質問への回答 Q1: 従来のHPDCが空気気泡のような欠陥に対して脆弱な根本的な理由は何ですか? A1: 従来のHPDCは、毎秒20~45メートルに達する非常に高速で激しい速度で溶融金属を射出します。このプロセスが数ミリ秒で終わるため、金型キャビティ内の空気が脱出する時間が絶対的に不足し、溶湯内部に閉じ込められてしまいます。これが気孔欠陥の主な原因です。 Q2: 論文で言及されているアキュラッド(Acurad)プロセスの「厚いゲートと低い射出速度」にはどのような利点がありますか? A2: 厚いゲートと低い射出速度は、溶融金属が乱流なく層をなして滑らかに充填される「層流充填」を促し、空気の混入を最小限に抑えます。また、このプロセスは第2プランジャーを利用した「強制供給(forced feed)」メカニズムを通じて、凝固収縮による気孔を抑制する特徴があります。 Q3: 「バキュラル(Vacural)プロセス」と一般的な真空プロセスの核心的な違いは何ですか? A3: バキュラルプロセスは、パーティングラインやエジェクターピンなどのシール性を改善し、圧力を下げて溶湯をショットスリーブに直接吸引する方式を使用します。これにより、一般の真空プロセス(20~50 kP)よりもはるかに低い圧力(5 kPレベル)を達成し、結果としてガス含有量をアルミニウム100gあたり1~3 ccという極微量に減らすことができます。 Q4: 論文で言及されている半溶融金属鋳造プロセスの主な利点は何ですか? A4: 主な利点としては、1) より低い金属作動温度、2) 金型寿命の延長、3) 巻き込みガス量の減少、4) 凝固収縮の減少、そして5) 微細で均一な合金の微細組織の確保が挙げられます。
Read More
user 08/15/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , CFD , Die casting , Die Casting Congress , Heat Sink , Mechanical Property , Review , STEP , 금형 , 자동차 亜鉛ダイカストの限界を打ち破る:新合金EZACとHFが拓く高温・軽量化への道 この技術概要は、R. Winter氏およびF. E. Goodwin氏によって執筆され、2013年にNADCA (North American Die Casting Association) の会議で発表された学術論文「Recent Zinc Die Casting Developments」に基づいています。HPDC(ハイプレッシャーダイカスト)の専門家のために、株式会社キャドマックの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 長年にわたり、亜鉛ダイカストは、その優れた寸法精度、複雑形状の再現性、そしてホットチャンバー法による高い生産性から、多くの産業で不可欠な製造技術として利用されてきました。しかし、エンジニアは常に2つの大きな壁に直面してきました。第一に、亜鉛合金は絶対融点の約半分(純亜鉛で73℃)を超える温度域でクリープ現象が顕著になり、高温環境下での構造部品としての使用が制限されるという点です。第二に、特に自動車産業などの輸送分野において、アルミニウムやマグネシウムといった軽金属と比較して密度が高いことが、軽量化のトレンドにおいて不利に働いていました。これらの制約は、亜鉛ダイカストの新たな市場への展開を妨げる要因となっていました。 アプローチ:研究方法の解明 この課題に取り組むため、研究者たちは特性の異なる2つの新しい亜鉛合金の開発と実用化に焦点を当てました。 ブレークスルー:主要な研究結果とデータ 本研究により、2つの新合金が持つ画期的な特性と、それがもたらす具体的な応用例が明らかになりました。 HPDCオペレーションへの実践的な示唆 この研究成果は、現場の製造プロセスや製品設計に直接的な利益をもたらす可能性を秘めています。 論文詳細 Recent Zinc Die Casting Developments 1. 概要: 2. 要旨: 亜鉛ダイカストの新たな応用における最近の進展を概観する。これには、亜鉛の能力を拡張した2つの新合金、すなわち高温対応能力を持つEZAC®合金と超薄肉セクション用のHF合金の使用増加が含まれる。これらの合金は、従来亜鉛ダイカストに関連付けられていた使用温度と密度の制約を本質的に克服した。選ばれた応用例において、コストとエネルギー削減の機会が示される。その他の亜鉛ダイカスト技術開発についても概観する。 3. 緒言: 亜鉛合金によるダイカストは、精密で複雑、かつ詳細な金属部品を製造するための最も効率的で多用途な生産方法の一つである。実用的なエンジニアリング特性は、絶対融点の半分以下の温度で使用されることで発揮されるが、純亜鉛ではその温度は73℃(163°F)である。特にこの温度以上での持続荷重下での変形、すなわちクリープが課題であり、その耐性を向上させる努力がなされてきた。最近開発されたEZAC合金は、実用的な使用温度を110℃(230°F)の範囲まで向上させる可能性を示した。また、輸送用途では亜鉛の密度が不利であったが、新たに開発されたHF(高流動性)合金は、0.25mm(0.01インチ)までの薄肉成形を可能にすることでこの問題を克服し、アルミニウムやマグネシウムよりも軽量な部品の製造を可能にする。 4. 研究の要約: 研究トピックの背景: 亜鉛ダイカストは高い生産性と低コストを両立できる優れた製造法であるが、①高温下でのクリープ耐性の低さ、②アルミニウムやマグネシウムに対する密度の高さ、という2つの伝統的な制約を抱えていた。 従来の研究の状況: これまでにも亜鉛合金のクリープ耐性を改善するための様々な試みが行われてきた。例えばACuZinc 5のような合金も存在するが、ホットチャンバー法におけるプランジャーやピストンリングの摩耗といった鋳造上の課題があった。 研究の目的: 本稿の目的は、従来の亜鉛合金の温度と密度の限界を克服するために開発された2つの新合金、EZACとHFを紹介し、その特性と応用例をレビューすることである。これにより、これまで亜鉛ダイカストが適用できなかった新しい分野への可能性を示す。 研究の核心: 研究の核心は、EZAC合金とHF合金の特性評価と、それらを用いた具体的な製品開発事例の紹介にある。EZACについては、その優れた機械的特性(強度、硬度、耐クリープ性)を実証し、HFについては、その卓越した流動性がもたらす超薄肉成形能力と軽量化への貢献を明らかにした。 5. 研究方法 研究設計: 本研究は、2つの異なる目的を持つ合金の開発と評価に基づいている。 データ収集と分析方法:
Read More
user 08/04/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Casting Technique , Die casting , High pressure die casting , Mechanical Property , Microstructure , Quality Control , 금형 Al6061合金の性能向上:アルミナ粒子添加が引張強度と耐摩耗性を最大化する最適条件とは この技術概要は、Mahendra HM氏らによって執筆され、Journal of Material Science and Metallurgy(2018年)に掲載された学術論文「Mechanical Properties of Al6061- Al₂O₃ Metal Matrix Composite Using Die Casting Technique」に基づいています。本稿は、高圧ダイカスト(HPDC)の専門家のために、株式会社STI C&Dのエキスパートが要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 金属マトリックス複合材料(MMC)は、航空宇宙、自動車、タービンなどの先進的な用途において、その優れた特性からますます注目を集めています。特にアルミニウム合金は軽量でありながら、さらなる強度や耐摩耗性の向上が常に課題となっています。 ダイカスト法は、MMCを大量生産するための効率的で低コストな手法として知られていますが、強化粒子の均一な分散を達成し、凝集(アグロメレーション)を防ぐことが、安定した高品質な製品を製造する上での大きなハードルです(Ref. [3, 6])。本研究は、広く使用されているAl6061合金にセラミック粒子であるアルミナ(Al₂O₃)を添加することで、これらの課題を克服し、機械的特性をいかに向上させることができるかを探るものです。この知見は、より高性能なダイカスト部品を開発しようとするすべての技術者にとって、貴重な指針となります。 アプローチ:研究方法の解明 本研究では、高圧ダイカスト法を用いてAl6061-Al₂O₃複合材料を作製しました。この手法の実験装置をFigure 1に示します。 母材にはAl6061アルミニウム合金、強化材には粒子径40μmのアルミナ(Al₂O₃)粒子が使用されました。Al₂O₃の添加量は、0wt%(非強化)、4wt%、8wt%、12wt%、16wt%の5つの水準で変化させました。溶融金属を750℃に加熱し、金型キャビティ内に射出することで、直径30mm、長さ300mmの円筒形試験片が作製されました。 得られた試験片に対し、以下の評価が実施されました。 発見:主要な結果とデータ 本研究により、Al₂O₃の添加がAl6061合金の特性に与える影響について、以下の重要な知見が得られました。 HPDC業務への実践的な示唆 本研究の結果は、実際のダイカスト製造現場において、以下のような実践的な示唆を与えます。 論文詳細 Mechanical Properties of Al6061- Al₂O₃ Metal Matrix Composite Using Die Casting Technique 1. 概要: 2. 抄録: 6061Al –
Read More
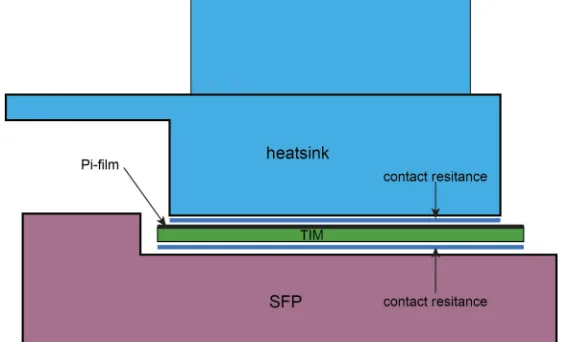
この論文は、Metropolia University of Applied Sciencesで公開された「3W SFP Interface Development」を基に作成されています。 1. 概要: 2. 抄録: データ転送量の急激な増加により、Small Form-Factor Pluggable(SFP)トランシーバはより多くのエネルギーを消費し、かなりの熱を発生させるため、効率的な冷却が必要です。この論文は、2022年2月1日から6月30日までに行われ、3W SFPモジュールの熱インターフェース材料(TIM)と接触圧力を開発・テストし、冷却効率を向上させることに焦点を当てました。熱性能と使用性を基に、GH4とAB1の2つの熱インターフェースコンセプトがさらなる開発のために選ばれました。 3. 序論: 現代の技術におけるデータ転送速度の増加により、SFPトランシーバの消費電力が増加し、発生する熱を管理するために高度な冷却システムが必要となっています。3W SFPモジュールは、従来の2Wモデルに比べて熱出力が50%増加しており、効率的な熱管理が不可欠です(Section 1, Introduction)。本研究は、SFPからヒートシンクへの効果的な熱放散を確保するための熱インターフェースの設計とテストを扱います。 4. 研究の要約: 研究トピックの背景: データ転送の需要増加により、SFPトランシーバの消費電力が増加し、パフォーマンスを維持するために熱を放散する必要があります(Section 1, Introduction)。SFPの熱出力が2Wから3Wに増加し、比例的に大きな増加を示しており、効率的な冷却の必要性を強調しています(Section 1, Introduction)。SFP、TIM、ヒートシンクを含む熱チェーンは、熱伝達の管理において重要な役割を果たします(Section 2.2, Thermal chain)。 従来の研究の状況: Navnri N. Verma &co [4]やJunfeng Peng & Jun Hong [6]の過去の研究では、熱接触抵抗をモデル化しましたが、シリコンベースのTIMを含むシステムには適用性が低かったです(Section 2.1, Basic theory)。実験的なテストは、熱接触効率に関するケース固有のデータを提供することが分かりました(Section 2.1, Basic theory)。EF3やAB1などの既存のSFPコンセプトは、熱性能比較の基準を提供しました(Section 4, Previous SFP -module concepts)。
Read More
user 07/18/2025 Aluminium-J , automotive-J , FSW-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Efficiency , Fillet , IGES , Mechanical Property , Microstructure , Review , STEP この紹介論文は、「Osaka University」で公開された「Development of FSW and LFW Joints with High Ductile and Fatigue Strength for Weathering Steels」を基に作成されています。 1. 概要: 2. 要旨: 本論文は、耐候性鋼の摩擦攪拌接合(FSW)および線形摩擦接合(LFW)接合を開発し、高い延性と疲労強度を達成することに焦点を当てています。従来型および高リン耐候性鋼のFSWおよびLFW接合部のミクロ構造、形状特性、残留応力、機械的特性を評価しました。研究により、これらの接合方法は、特に腐食環境下で従来の溶融溶接に比べ優れた機械的性能を持つ接合部を生成することが確認されました(Page 4、7、134)。 3. 序論: 腐食は、鋼構造物、特に鋼橋の安全性と耐久性に重大な問題を引き起こし、2016年には世界のGDPの約3.4%に相当する経済的損失をもたらしました(Page 17)。耐候性鋼は保護錆層を形成することで耐食性を高めますが、凝固亀裂などの溶接問題により課題が存在します(Page 20)。FSWとLFWは、溶融溶接よりも低い温度で動作し、高い機械的性能を維持しながら耐候性鋼の接合に有望な解決策を提供します(Page 24、26)。 4. 研究の概要: 研究トピックの背景: 耐候性鋼は、保護錆層を形成する能力により鋼橋などの用途で重要ですが、特に高リン含有鋼の場合、凝固亀裂などの溶接欠陥により溶接性が制限されます(Page 19、20)。従来の溶接方法は、高い熱勾配と残留応力により疲労寿命を低下させます(Page 29)。 従来の研究状況: 従来の研究では、1991年にTWIで開発されたFSWと1944年に特許取得されたLFWが、チタン合金や低炭素鋼の接合に利点を持つことが示されています(Page 24、22)。しかし、高リン耐候性鋼への適用、特に疲労および延性特性に関する研究は限られています(Page 37)。 研究の目的: 本研究は、高リン耐候性鋼を含む耐候性鋼のFSWおよびLFW接合を開発し、溶接不完全性を最小限に抑え、耐食性を向上させ、高い延性と疲労強度を達成することを目指しています(Page 41)。 核心研究: 本研究は、従来の耐候性鋼(SMA490AW、SPA-H)および高リン鋼(Steel1、Steel2、Steel3)のFSWおよびLFW接合部を調査し、ミクロ構造、残留応力、形状、機械的特性を分析しました。形状スキャニング、微小硬度試験、SEM、EBSD、XRD、DICを含む実験手順を通じて溶接品質と性能を評価しました(Page 44-54)。 5. 研究方法論 研究設計: 本研究は、FSWおよびLFWを使用して耐候性鋼を溶接する実験を行い、溶接温度(FSWの場合はA1以下)、周波数、圧力などのパラメータを制御しました(Page 45、49)。金属組織試料、引張および疲労試料を両方の溶接方法で準備しました(Page 52、53)。 データ収集および分析方法: 溶接形状のためにVL-500形状スキャニング、残留応力のためにXRD、ミクロ構造のためにSEMおよびEBSD、単調および疲労試験中のひずみ分布のためにDICを使用してデータを収集しました(Page 50、54、55)。微小硬度はさまざまな深さで測定され、疲労寿命は周期的負荷下で評価されました(Page 52、119)。 研究トピックと範囲:
Read More
user 07/16/2025 Aluminium-J , automotive-J , FSW-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Efficiency , Mechanical Property , Microstructure , Review , 自動車産業 , 자동차 , 자동차 산업 本紹介資料は、「International Congress Motor Vehicles & Motors 2024」で発表された「ADVANCED WELDING TECHNOLOGIES: FSW IN AUTOMOTIVE MANUFACTURING」という論文に基づいています。 1. 概要: 2. 抄録: 自動車の構造要素を接合するプロセスは、自動車産業における新モデル開発において重要な役割を果たします。自動車産業で代表される様々な技術の中でも、摩擦攪拌接合(FSW)技術は近年ますます適用されるようになっています。FSWは高品質の溶接継手を提供し、高いエネルギー効率、比較的簡単な装置、そしてプロセス自動化の可能性を持っています。また、有害なガス、放射線、閃光、または保護ガス雰囲気を必要としない最も環境に優しい技術であり、現代の自動車産業にとって非常に重要です。この自動化された摩擦接合プロセスは、自動車産業のような大量生産を行う産業によく適合します。この接合プロセスの適用により、自動車産業ではすでに異なった、新しく、より複雑な製品が作られています。一方、自動車メーカーは、車両の重量を削減するために、鋼とアルミニウムの接合など、全く異なる金属を組み合わせて接合する必要がある混合材料またはハイブリッド材料から作られた製品の設計にますます取り組んでいます。従来の溶接方法では、異なる金属の接合は不可能でした。さらに、産業用ロボットの使用により、複雑な接合ライン構成に沿って材料を接合したり、あらゆる溶接姿勢で板材を接合したりするFSWプロセスの適用が可能になります。本稿では、FSW技術プロセスの基本原理を提示します。次に、この溶接プロセスのすべての技術的構成要素を説明します。プロセス自体の物理的本質は、適切なツールと母材との相互作用に基づいています。ツールが母材を回転しながら通過することで、激しい摩擦と溶接材料の混合の結果として機械的エネルギーが解放されます。この機械的エネルギーは熱に変換され、接合領域の材料を加熱し、連続的で高品質の溶接部を形成します。本稿では、主要なグローバルメーカーによる自動車産業におけるFSWの適用例を紹介します。 3. 序論: 現代の製造業は、より速く、より高品質の溶接プロセスを要求しており、高品質基準を満たす必要性が高まっています。自動車および航空宇宙産業では、部品の重量を削減するためにアルミニウムやマグネシウムなどの軽量金属を使用する必要性が増大しています。抵抗スポット溶接やレーザースポット溶接などの従来の接合方法には、工具の摩耗、熱変形、気孔などの欠点があります。これらの課題は、摩擦攪拌接合(FSW)のような革新的で効率的、かつ環境に優しい溶接技術の必要性を浮き彫りにしています。FSWは固相圧接技術の一分野であり、近年その適用が増加しています。 4. 研究の要約: 研究テーマの背景: 自動車産業は、燃費を向上させ、環境基準を満たすために車両重量を削減する方法を常に模索しています。これにより、アルミニウム合金や高張力鋼(AHSS)などの軽量材料の使用が増加しました。これらの材料、特に鋼とアルミニウムのような異種材料を接合することは、従来の溶接方法では大きな課題であり、高度な解決策が求められています。 従来の研究状況: 抵抗スポット溶接などの従来の接合技術は広く使用されていますが、高いエネルギー消費、工具の劣化、熱変形などの欠点があります。レーザー溶接のような他の方法も欠陥を引き起こす可能性があります。これにより、母材を溶融させることなく高品質の接合部を生成できる能力から、摩擦攪拌接合(FSW)およびそのスポット溶接バリアントであるFSSWのような固相接合プロセスへの研究開発が促進されました。 研究の目的: 本稿は、摩擦攪拌接合(FSW)技術に関する包括的な概要を提供することを目的としています。FSWおよびFSSWプロセスの基本原理を提示し、主要な技術的構成要素とパラメータを説明し、主要なグローバルメーカーによる自動車産業での実用例を挙げてその有用性を示します。 中核研究: 本研究では、FSWが非消耗性の回転ツールを2つのワークピースの境界面に押し込んで接合する固相接合プロセスであることを説明します。ツールと材料の間の摩擦は熱を発生させて材料を可塑化し、この材料はツールの形状によって機械的に攪拌・鍛造されて高い完全性を持つ結合を形成します。本稿では、以下のようないくつかのバリエーションを詳述します: 5. 研究方法論 研究デザイン: 本稿は、記述的レビューとして設計されています。FSW技術の基本原理を説明し、そのバリエーションを分類し、現在の適用状況をレビューすることで既存の知識を統合します。 データ収集および分析方法: この研究は、ジャーナル論文、学会発表資料、公開されている技術報告書などの既存の科学文献のレビューに基づいています。著者らはこの情報を分析してFSWのメカニズムを説明し、他の方法と比較し、自動車分野における産業応用の実例と画像を提示します。 研究テーマと範囲: 本稿の範囲は、自動車製造の文脈における摩擦攪拌接合(FSW)とそのバリエーションに焦点を当てています。基本プロセス、FSSWおよびRFSSW、スイープFSSWなどの高度な方法への進化、主要なプロセスパラメータとツール設計、そして主要な自動車メーカーによる文書化された適用事例をカバーしています。 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: FSWのような先進的な溶接技術の適用は、より高品質で、より効率的、費用対効果が高く、環境に優しい製造への需要の増大に応えるため、自動車産業で成長しています。FSWプロセスは、非線形の材料流動と熱力学を含む科学的に複雑ですが、高い強度と疲労耐性を含む優れた接合特性を提供します。最適なパラメータとツールを選択することで、FSWは優れた結果を提供し、自動車セクターおよびそれ以外の分野で成功裏に適用されています。 8. 参考文献: 9. 著作権: 本資料は上記の論文を基に要約されており、商業目的での無断使用を禁じます。Copyright © 2025 CASTMAN. All
Read More
この紹介論文は、「Research Square」に発表された論文「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」に基づいています。 1. 概要: 2. 抄録: 本研究は、Tool Rotational Speed (TRS)を変化させることで、先進構造用AMC(AA6092/17.5 SiCp-T6)のFSWにおける様々な溶接面を包括的に探究します。熱的変化、力-トルク分布、構造進化、継手機械的特性を評価しました。1000 rpmでは、溶接温度が溶接方向に沿って増加し、他のTRSと対照をなします。冷却速度は溶接の進行とともに増加します。Advancing Side (AS)とRetreating Side (RS)間の温度差は、より高いTRSで拡大します。TRS増加はスピンドルトルクとZ-forceの減少をもたらし、低いTRSでX-force変動が明らかになります。また、TRPは溶接プロセス中のエネルギー入力と直線的関係を示します。微細構造解析により、すべてのTRS条件でNugget Zone (NZ)における多様なSiC粒子凝集が明らかになりました。特に1500 rpmでは、80 µmのオニオンリング幅が観察されます。1750 rpmでは、工具摩耗を示す鉄粒子とAl2O3泥ケーキ様形成が追跡されます。さらに、TRSが1500 rpmまで上昇すると、粒子サイズの減少に続いて増加があり、粒径変化と一致しています。溶接部はBMより低い硬度を示し、「W」字型プロファイルに従い、AS-HAZ領域は全条件で一貫して最低硬度を示します。硬度は1500 rpmでピークに達した後、減少します。引張試験片は1700 rpmを除いて、ほとんど溶接ゾーン外で破断します。UTS値は308 MPaから358 MPaの範囲で、継手効率は1500 rpmで87%でピークに達した後、74%に減少します。1500 rpmでの溶接は、母材と比較してより大きな伸びを示し、破面解析では1750 rpmで混合モード破壊を示すことを除いて、主に延性破壊を示しています。 3. 序論: FSWは近年、材料を溶融させることなく作動する革新的な溶接プロセスとして、様々な産業で大きな可能性を示し、ますます重要になっています。1991年にイギリスのTWIでの先駆的研究を通じて始まったFSWは、固相接合を達成する環境に優しい方法です。このプロセスは、ワークピースと相互作用しながら摩擦熱を生成する非消耗性回転工具に依存し、工具攪拌作用と誘起される塑性変形を通じて材料流動を可能にします。航空宇宙産業における強くて軽量な材料への絶え間ない追求は、構造部品用の革新的な複合材料の深い探求につながりました。シリコンカーバイド粒子(SiCp)で強化されたアルミニウムマトリックス複合材料(AMCs)は、軽量特性と向上した機械的特性の驚くべき組み合わせにより、相当な注目を集めています。 4. 研究概要: 研究トピックの背景: 航空宇宙産業における強くて軽量な材料への絶え間ない追求は、構造部品用の革新的な複合材料の深い探求につながりました。シリコンカーバイド粒子(SiCp)で強化されたアルミニウムマトリックス複合材料(AMCs)は、軽量特性と向上した機械的特性の驚くべき組み合わせにより、相当な注目を集めています。しかし、航空分野でAMCsを採用する主要な課題は、そのような材料に対する従来の溶接プロセスに関連する熱的問題にあります。 従来研究の現状: いくつかの断片的な研究が、先進次世代材料の接合におけるFSWの有望な可能性を示す多様な方向の発見を強調していますが、重要な研究ギャップが残っています。具体的には、高強度航空宇宙グレードAA6092/17.5 SiCp-T6 AMCの文脈で、様々な溶接面(熱効果、トルクおよび力動力学、重要な構造検査、機械的特性)とそれらの相互関係を包括的に調査する体系的アプローチの欠如があります。 研究目的: 本研究の主要目的は、様々なTRSでFSWを使用して、先進構造用高強度航空宇宙グレードAA6092/17.5 SiCp-T6
Read More
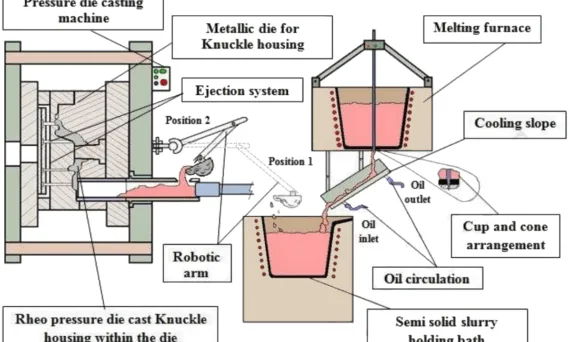
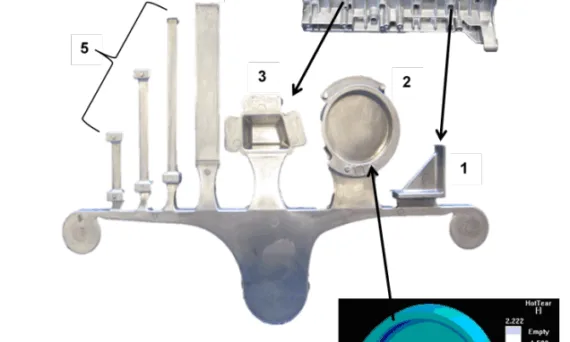
user 07/08/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , CAD , CFD , Computational fluid dynamics (CFD) , Die casting , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , Mechanical Property , Microstructure , 자동차 산업 この紹介論文は、「Journal of Materials Processing Technology」によって発行された論文「Studies on Die Filling of A356 Al alloy and Development of a Steering Knuckle Component using Rheo Pressure Die Casting System」に基づいています。 1. 概要: 2. 抄録: 本研究では、レオ圧力ダイカスト (RPDC) システムの一部として、半凝固スラリーのダイ充填を調査するために、数値流体力学 (CFD) モデルを開発する。ダイ充填キャビティは自動車のステアリングナックルのものに対応し、スラリーはA356アルミニウム合金で作られる。CFDシミュレーションで使用されるレオロジーモデルは実験的に決定される。現在の数値モデルから得られた結果には、ダイキャビティ内のスラリーの流動場、粘度変化、固相率分布、ダイ充填段階中のキャビティ内凝固中の温度および圧力分布が含まれる。本研究の主な目的は、開発された部品の望ましい微細構造および機械的特性のためのゲーティング配置、注入温度、および射出条件を決定することである。当該合金スラリーのダイ充填能力に対する射出条件の影響を研究するために、最終射出速度を2~3.2 m/sの間で変化させて5つの射出プロファイルを研究する。本研究の知見を裏付けるために、凝固した部品の異なる位置からサンプルを取得することにより、主に光学顕微鏡およびマクロ硬度測定の形で、微細構造形態および構造特性相関を研究した。 3. はじめに: 自動車産業における燃費向上のための要求は、自動車部品の軽量化、特に他の軽量自動車部品と比較して優れた強度対重量比および伸び値を必要とするサスペンション部品の軽量化に向けた努力を動機付けている。アルミニウムおよびマグネシウム合金の鍛造や従来のダイカストなどの伝統的な製造プロセスは、多段階の処理ステップ、一貫性のない機械的特性、デンドライト微細構造、および液体偏析などの課題を提示する。半凝固ダイカスト、特にレオダイカスト (RDC) およびその変形であるレオ圧力ダイカスト (RPDC) は、改善された構造的完全性と費用対効果を備えた、健全でニアネットシェイプの部品を製造するための有望なワンステップソリューションとして浮上している。これらのプロセスの成功は、複雑なダイキャビティの適切な充填を保証するために、ほぼ球状の初晶粒子を持つ半凝固スラリーの調製に大きく依存する。多くの研究がチクソダイカスト (TDC) およびRDCを調査してきたが、RPDCにおけるダイ充填のCFDシミュレーション、特に実験的検証を伴うものは比較的少ない。本研究は、CFDシミュレーションを用いてA356 Al合金ステアリングナックルのRPDCプロセスパラメータを最適化し、実験作業によって検証することにより、このギャップを埋めることを目的とする。 4. 研究の概要: 研究トピックの背景: 主な動機は、燃費を向上させるための軽量自動車部品の必要性である。伝統的に鋼鉄または鋳鉄で作られていた自動車のサスペンション部品は、アルミニウムおよびマグネシウム合金を使用して開発されている。しかし、これらの軽合金の従来の製造方法では、しばしば欠陥や特性のばらつきが生じる。 従来の研究状況: 従来の研究では、従来のグラビティダイカスト (GDC)、高圧ダイカスト (HPDC)、スクイズキャスティング、およびチクソダイカスト (TDC) やレオダイカスト
Read More
user 07/04/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Die Casting Congress , High pressure die casting , Mechanical Property , Microstructure , 금형 本紹介論文は、「International journal of metalcasting」に掲載された論文「New Wear Resistant Hypereutectic AlSi4Cu4FeCrMn Alloys for High Pressure Die Casting」に基づいています。 1. 概要: 2. 要旨: 本稿では、高圧ダイカスト(HPDC)に適した新しい耐摩耗性過共晶アルミニウム-シリコン合金を開発するための革新的なコンセプトを紹介する。従来の過共晶AlSi17Cu4Mg合金は、良好な耐摩耗性を提供するものの、高い鋳造温度と初晶シリコンの研磨性のためにHPDCにおいて課題を抱えている。提案されたアプローチは、鋳造温度を下げるためにシリコン含有量を17 wt.-%から14 wt.-%に低減し、鉄を添加して硬質のα-Al15Fe3Si2金属間化合物を形成することで、減少した初晶シリコンの体積分率を補償し、トライボロジー特性を向上させるものである。クロム(Cr)およびマンガン(Mn)の添加は、コンパクトなα相金属間化合物の形成を促進し、有害なβ-Al5FeSi板状晶の生成を回避するために用いられる。本研究では、これらの新しいAlSi14Cu4FeCrMn合金のスラッジ形成、微細構造、機械的特性、およびHPDCプロセス性を調査し、一体型エンジンブロックなどの用途において、鋳造性と耐摩耗性が向上した可能性を示している。 3. 緒言: 過共晶AlSi17Cu4Mg合金は、耐摩耗性が重要視される鋳物、例えば空調用コンプレッサーハウジングや一体型エンジンブロックなどに適用される。これらの合金は、低い熱膨張係数、ならびに室温および高温での良好な機械的特性も有している。これらの合金の高い耐摩耗性は、凝固中に形成される初晶シリコン結晶(硬度最大1148 HV)に由来する。過共晶Al-Si合金製のエンジンブロックは、鋳鉄ライナー付きのハイポ共晶Al-Siブロックと比較して軽量化を実現し、燃料消費量の削減、ひいてはCO2排出量の低減につながる[1]。過共晶Al-Si合金製の一体型エンジンブロックは、ダイ充填時の乱流が少ないため、低圧ダイカストプロセスによってのみ製造されている[2]。高圧ダイカストは最も生産性の高い鋳造プロセスの1つであるが、高圧ダイカストプロセスによる一体型エンジンブロックの製造は、以下の理由により制限されている: 4. 研究の概要: 研究テーマの背景: 本研究は、特にエンジン部品のような高い耐摩耗性が要求される用途向けの過共晶Al-Si合金に焦点を当てている。これらの合金は有益である一方、高圧ダイカスト(HPDC)での使用は、高い鋳造温度や金型摩耗といった、高いシリコン含有量に関連する問題によって制約を受けている。 先行研究の状況: 先行研究によれば、微細な初晶シリコン粒子の均一な分布が、シリンダーブロック表面の最適な特性を得るための鍵であり、これは従来、リンの添加によって達成されてきた。しかし、リンはシリコンの析出温度を上昇させ、鉄が存在すると有害なβ板状晶の形成を促進する可能性がある[6]。鉄(Fe)はアルミニウム鋳造合金における最も一般的な有害不純物である。典型的な二次Al-Si合金は、通常0.2 wt.-%から0.8 wt.-%の範囲の鉄レベルを含んでいる。高圧ダイカストでは、溶融Al合金が鋼製ダイに焼き付くのを防ぐために鉄がしばしば添加される。鉄は固溶アルミニウムへの溶解度が非常に低く、凝固中に様々なタイプの複雑な金属間化合物相を形成する。これらの金属間化合物鉄相の複雑な形状は、鋳造性、さらには合金の機械的特性に大きな影響を与える。Al-Si合金では、Al5FeSi相(β相としてよく知られている)とα-Al8Fe2Si相(通常スラッジとして知られている)が存在する。β-Al5FeSi相は非常に大きく硬い板状の形状をしており、機械的特性、特に延性に悪影響を与える。機械的特性の劣化の度合いは、体積分率と板状晶のサイズに依存する。両方のパラメータは、溶湯中の鉄含有量と凝固条件の関数である。冷却速度がβ相の長さに重要な影響を与えることはよく知られている。通常の鋳造条件と中程度の鉄レベルでは、β相は50 µmから500 µmの範囲のサイズに成長することがある。非常に高い冷却速度で凝固した少量の鉄を含む合金では、金属間化合物粒子は通常10 µmから50 µmのサイズを有する。さらに、β相の板状形態は、凝固中の供給困難を引き起こし、収縮気孔形成の傾向を高めることが予想される[7]。鋳造性および機械的特性に対する鉄のこの有害な影響を回避するために、β相の板状形態をよりコンパクトなα相に変換する必要がある。ここでは、マンガンが鉄の影響を中和し、β板状晶を金属間化合物α相形態に改質するための合金元素として広く使用されている。Siと共にMnが存在する場合、一次α-Al15(Fe,Mn)3Si2相は、コンパクト、星形、樹枝状、またはチャイニーズスクリプト結晶として現れることがある。α相のすべての形態は、β相よりも機械的特性に対する害が少ない。しかし、α相のコンパクトな形態が最良の解決策である。Al-Si-Fe溶湯へのMnとCrの複合添加は、コンパクトな形で成長するα相の析出にもつながる可能性がある。ここで、鉄はMnとCrによって部分的に置換され、α-Al15(Fe,Mn,Cr)3Si2相を形成する。約815 HVの高いマイクロ硬度のため[8]、α相は初晶シリコンに加えて耐摩耗性化合物として機能することができる。しかし、Al-Si溶湯中の複雑な金属間化合物α-Al15(Fe,Mn,Cr)3Si2粒子は、高い析出温度と溶湯よりも高い密度を有し、炉の底にスラッジとして沈降し、炉の有効容量を減少させる可能性がある。スラッジの形成は、溶湯中のMnとFeの減少により、合金のダイ焼き付き傾向を高める可能性もある[9]。スラッジ形成はしばしば工業的に発生し、溶湯の化学組成と炉温度の2つの変数に依存する。Fe、Mn、Crの量が増加すると、スラッジ形成温度が上昇し、炉内の溶湯温度に達することがある。したがって、元素の量は溶湯中で制限されなければならず、α相の析出温度が溶湯温度を超えないようにする必要がある。一方、これらの元素は、Si粒子の減少した体積分率を補償するコンパクトなα粒子の高い体積分率を得るために溶湯中に望まれる。ここでは、最適値を見つける必要がある。JorstadとGobrechtはスラッジ現象を研究し、Al-Si-Cu合金用のスラッジファクター(SF)を定義した。これは、スラッジ形成を引き起こす可能性のあるFe、Mn、Crの臨界比を決定するために使用できる[10,11]。このファクターは式(1)から計算される:Sludge Factor = Fe + 2 x wt. % Mn + 3 x wt. %Cr (1)スラッジファクターが高いほど、スラッジ形成温度が高くなり、ショットチャンバーとダイの摩耗に有害な結果をもたらす溶融および鋳造温度の上昇につながる。 研究目的: 本研究の目的は、高圧ダイカスト用に特別に調整された新しい耐摩耗性過共晶AlSi合金を開発することであった。既存の合金の限界を克服するための目的は以下の通りである:
Read More

![Figure 1.8 View of FSW [100]](https://castman.co.kr/wp-content/uploads/image-2665-570x342.webp)
![Figure 1 FSW process scheme (a), FSSW process stages (b) [8]](https://castman.co.kr/wp-content/uploads/Figure-1-FSW-process-scheme-a-FSSW-process-stages-b-8-570x342.webp)