By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, Aluminum Casting, Applications, CAD, Die casting, High pressure die casting, Magnesium alloys, Microstructure, Permanent mold casting, Review, 자동차, 자동차 산업
1. 概要: 2. 背景: 自動車産業における燃費向上のための軽量化は重要な課題であり、アルミニウムおよびマグネシウム鋳造は、そのための効率的な手法として長年用いられてきました。1970年代半ばから本格的に活用が始まり、アルミニウムは鋼鉄と比較して30~50%、マグネシウムは40~60%の重量削減効果をもたらします。しかし、従来のアルミニウムおよびマグネシウム合金は、耐摩耗性、クリープ抵抗性、高強度・延性などの特性に限界があり、従来の高圧ダイカストプロセスでは、気孔発生の問題がありました。そのため、自動車分野における軽量化をさらに進めるためには、新たな合金およびプロセス技術の開発が必要でした。 3. 研究目的と研究課題: 本研究は、軽量自動車用途に向けたアルミニウムおよびマグネシウム鋳造技術における最新の合金とプロセスの開発動向をまとめることを目的としています。主な研究課題は以下の通りです。 4. 研究方法: 本研究は、アルミニウムおよびマグネシウム合金の最新技術動向に関する文献調査に基づいています。様々な文献を通して、新たな合金開発、真空アシストダイカストおよび高真空ダイカスト、低圧ダイカスト、オーバーキャスティング技術などの最新の鋳造プロセス技術の分析を行いました。自動車部品への適用事例を通して、技術の実効性を検証しました。 5. 主要な研究結果: 6. 結論と考察: 本研究は、軽量自動車用途に向けたアルミニウムおよびマグネシウム鋳造技術における最新の進歩を示しています。新たな合金開発と高度鋳造プロセス技術により、自動車部品の軽量化、高強度化、耐久性向上を実現しました。 特に、真空ダイカストおよび低圧ダイカスト技術は、従来の高圧ダイカストの限界を克服し、複雑な形状の高品質部品生産を可能にします。オーバーキャスティング技術は、様々な材料を組み合わせた新たな設計を可能にし、軽量化と製造効率の向上に貢献します。ただし、一部の高度鋳造プロセスは、コスト高という課題があります。 7. 今後の研究: 8. 参考文献: 著作権: 本資料は、Alan A. Luo、Anil K. Sachdev、Bob R. Powell著の論文「軽量自動車向け高度鋳造技術」に基づいて作成されました。 商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
By userAluminium-J, automotive-J, Technical Data-JA380, Aluminum Die casting, Applications, CAD, Die casting, Die Casting Congress, High pressure die casting, High pressure die casting (HPDC), Microstructure, STEP, 금형, 자동차 산업
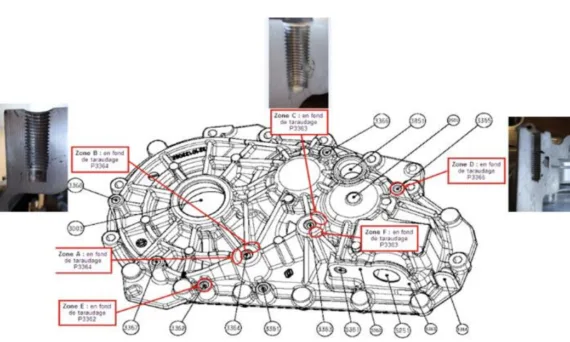
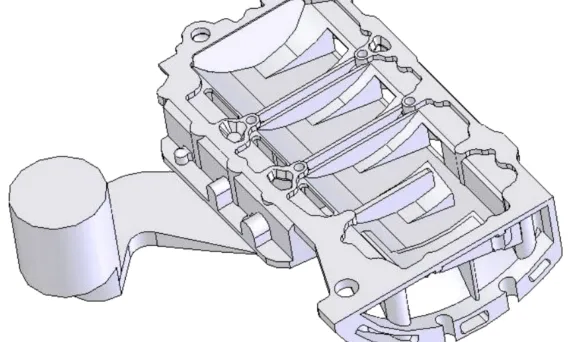
この論文の概要は、[Japan Die Casting Congress]で発表された論文「[Added Value of Process Modelling in Development of Automotive Die Casting Parts]」に基づいています。 1. 概要: 2. 研究背景: 自動車市場では、機械的特性と構造的完全性に優れた高性能鋳造品への要求がますます高まっています。従来、このような用途には重力鋳造や低圧ダイカストが用いられてきましたが、高圧ダイカスト(HPDC)は、ショットタイムの短縮とコスト効率の高さから大量生産に有利です。しかし、HPDC固有のプロセス上の制約から、これらの高度な性能要求を安定的に満たすことは困難です。HPDCの能力を向上させ、競争力を維持するために、技術革新と技術開発が継続的に行われています。 従来、ダイカスト開発におけるプロセスシミュレーションソフトウェアの活用は限定的でした。グラフィカルユーザーインターフェース(GUI)は、ユーザーフレンドリーではなく、プロセス指向でもなかったため、普及を妨げていました。その結果、シミュレーションは、設計段階で問題を予防する(予防的措置)よりも、問題発生後の問題解決(事後的措置)に主に使用されていました。 コンピュータハードウェアの進化、ユーザーフレンドリーで鋳造現場に特化したGUI設計の進歩、そして軽量鋳造品のための製品設計と材料の複雑化により、プロセスシミュレーションの重要性が高まっています。製品開発サイクルの初期段階にシミュレーションを組み込むことは、リードタイムの短縮、コストの最適化、高品質な鋳造品の製造を確実にするために不可欠となっています。 3. 研究目的と研究課題: 本研究は、自動車用ダイカスト部品の開発におけるプロセスモデリングの付加価値を実証することを目的としています。具体的には、ルノーの手法に代表される最先端のシミュレーション手法を適用し、部品と金型の両方の設計のデジタルチューニングを実現することを検証します。 主な研究課題は、最新のシミュレーション手法は、物理的な試行錯誤から、より予測可能で効率的なデジタルアプローチへと移行することで、自動車用ダイカスト部品の開発プロセスをどのように強化できるか?ということです。 根底にある仮説は、プロセスモデリングを設計の初期段階に統合することで、鋳造エンジニアは欠陥を予測し、プロセスパラメータを最適化し、最終的にHPDC部品の設計と最終品質の両方を向上させることができるということです。 4. 研究方法: 本論文では、ルノーが開発した2011年型AlSi9Cu3ギアボックスハウジングをケーススタディとした研究を紹介します。研究では、ESI ProCAST 2018.0ソフトウェアを用いた4段階のデジタルスタディ手法を採用しています。この手法は、以下のように構成されています。 データ収集方法: 本研究は、方法論の各ステップでESI ProCAST 2018.0によって生成されたシミュレーションデータに依存しています。 分析方法: 分析は主に定性的であり、充填時間、引け巣、温度分布のプロットを通して視覚化されたシミュレーション結果の解釈に焦点を当てています。各設計反復の有効性は、これらのシミュレーション出力に基づいて評価されます。シミュレーション結果を検証するために、シミュレーションされた引け巣と実際の部品切断面との視覚的な比較も提示されています。 研究対象と範囲: 本研究は、ルノープロセスエンジニアリングにおける自動車用HPDC部品の開発プロセスに焦点を当てており、特定のギアボックスハウジングをケーススタディとして使用しています。範囲は、ESI ProCASTを使用した、記述された4段階のデジタルシミュレーション手法の適用に限定されています。 5. 主な研究結果: 4段階のシミュレーション手法により、ダイカスト部品開発プロセスの各段階で貴重な洞察が得られました。 図のリスト: 6. 結論と考察: 主な結果の要約: 本論文では、ESI ProCASTを用いた構造化された4段階のシミュレーション手法を通じて、自動車用HPDC部品開発におけるプロセスモデリングの付加価値を実証することに成功しました。製造可能性チェックから完全な金型設計検証まで、各ステップは部品と金型の設計を最適化するための重要な洞察を提供します。シミュレーション結果は、現実世界の観察と良好な相関関係を示しており、アプローチの精度と予測能力を強調しています。 研究の学術的意義: 本研究は、ダイカスト開発の初期段階にプロセスシミュレーションを統合することの学術的意義を強調しています。物理的な試行錯誤への依存を減らし、より効率的で堅牢な設計プロセスへの道を開く、デジタルチューニング手法の有効性を検証します。 実用的な意義: 提示された4段階の手法は、自動車産業のダイカストエンジニアにとって実用的で価値のあるフレームワークを提供します。このアプローチを採用することにより、製造業者は次のことが可能になります。 初期の製造可能性チェック(ステップ1)と、冷却システムの戦略的な設計(ステップ3および4)は、高品質のHPDC部品を実現するために特に重要であることが強調されています。 研究の限界: 本研究は、単一のケーススタディ(ギアボックスハウジング)に基づいており、調査結果の一般化可能性が制限される可能性があります。この手法は、ルノーのプロセスとESI ProCASTソフトウェアの使用にも固有です。多様な部品形状や異なるシミュレーションツールを用いたさらなる研究が有益でしょう。 7.
Read More
By userAluminium-J, automotive-J, Technical Data-JA380, aluminum alloy, Aluminum Die casting, Applications, CAD, Computer simulation, Die casting, Efficiency, High pressure die casting, 금형
この論文の要約は、Conference Tools for Materials Science & Technology (MSE 2010) で発表された論文「Numerical determination of process parameters for fabrication of automotive component」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: *この資料は、モハマッド・サデギ (Mohammad Sadeghi)、ジャファー・マフムディ (Jafar Mahmoudi) の論文「Numerical determination of process parameters for fabrication of automotive component」に基づいています。*論文ソース: http://urn.kb.se/resolve?urn=urn:nbn:se:mdh:diva-22917 この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright ©
Read More
By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, aluminum alloys, Die casting, Efficiency, High pressure die casting, Mechanical Property, Microstructure, 自動車産業, 자동차, 자동차 산업, 해석
1. 概要 2. 研究背景 本研究は、燃費効率の高い輸送システムの製造において、軽量材料の使用による軽量化が燃費向上と有害排出物の削減に効果的な手段であるという前提に基づいています。自動車産業におけるアルミニウム合金の使用増加は、軽量化と環境目標達成のための大きな機会を提供しており、高圧ダイカストは、厳しい寸法公差を持つニアネットシェイプ部品を製造する上で人気のある製造プロセスです。 近年、自動車構造物へのアルミニウムの使用増加傾向が見られ、アルミニウム集約型乗用車のスペースフレームとモノコック構造において、鍛造アルミニウム合金と鋳造アルミニウム合金の両方が不可欠です。しかし、現在利用可能なダイカスト合金の機械的特性、特に延性は、産業の要求を満たせていません。 3. 研究目的と研究課題 4. 研究方法 5. 主要な研究結果 6. 結論と考察 本研究は、自動車ボディ構造部品に適した超延性ダイカストアルミニウム合金の最適組成を明らかにしました。最適組成の合金は、優れた機械的特性と比較的単純なミクロ構造を示します。研究結果は、高圧ダイカストプロセスを用いた自動車部品製造において重要な示唆を与えます。しかし、破面解析の結果、脆性と延性の混合した破面を示すという限界があります。 7. 今後の研究 今後の研究としては、様々なダイカストプロセス変数の影響を考慮した研究、様々な熱処理プロセスによるミクロ構造と機械的特性の制御に関する研究、耐食性の向上に関する研究が必要となります。また、実際の自動車部品製造への適用に向けた更なる研究が必要です。 8. 参考文献 著作権 本資料は、Douglas Watson、Shouxun Ji、Zhongyun Fan著の論文:A super-ductile alloy for the die-casting of aluminium automotive body structural componentsに基づいて作成されました。 論文出典:doi:10.4028/www.scientific.net/MSF.794-796.526 本資料は上記論文に基づいて要約作成されており、商用目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
By userAluminium-J, automotive-J, Salt Core-J, Technical Data-JAl-Si alloy, aluminum alloy, aluminum alloys, Applications, CAD, Casting Technique, Die casting, Efficiency, High pressure die casting, Review, Salt Core
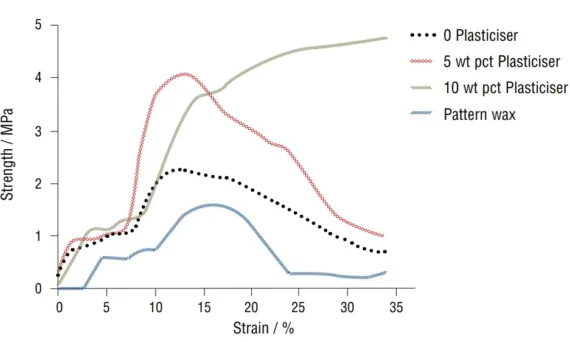
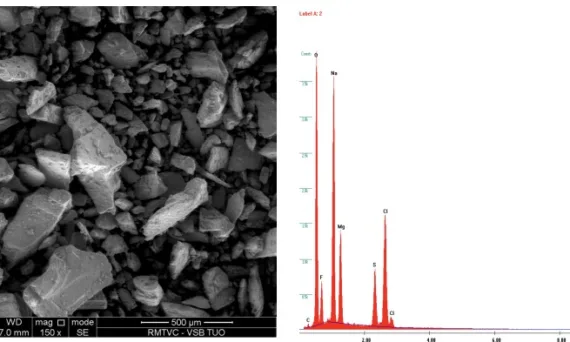
この論文概要は、INDIAN ENGINEERING EXPORTS に掲載された論文「Development of water soluble cores for investment casting – A review」に基づいています。 1. 概要: 2. 研究背景: インベストメント鋳造は、複雑な形状の鋳物を製造するためにワックスパターンを使用します。中子は、これらの鋳物内部にアンダーカットやチャンネルなどの内部形状を形成するために不可欠です。従来、鋳造後の中子除去は、溶剤の使用、蒸気オートクレーブ、または高温でのフラッシュ燃焼などの方法で行われてきました。これらの従来の方法は、製造コストを増加させ、非効率的であることが多いです。[1-3] 複雑な内部形状を持つ鋳物の場合、従来のセラミックまたは塩中子は避けられ、可能な場合は直接ワックスパターンが選択されることがあります。しかし、複雑なワックスパターンの作成は困難な場合があります。 水溶性塩中子は、1970年代に鋳造業界に登場し、1990年代に、特にディーゼルエンジンピストンの大量生産において、大幅に普及しました。リングや穴などの単純な形状の中子は、高圧圧縮された食塩(NaCl)から作られ、ブランク鋳造を可能にし、複雑な設計を容易にします。しかし、これらの中子を通してアクセスできる領域の機械的洗浄は困難な場合があります。[4-6] 既存の塩中子は、一次強度(冷間強度)および高温強度(650〜700℃)の要件を満たしていますが、限界があります。 現在の塩中子製造では、塩融液を中子箱に鋳込み、吸湿を防ぐために最低200℃のオーブンで保管し、わずかに湿らせた塩を高圧下で圧縮します。粒子の凝集と再結晶は、低圧(30〜50 MPa)および500〜750℃の加熱温度、または高圧(136〜362.8 MPa)および低い焼結温度(180〜300℃)のいずれかの条件下で、応力緩和のために発生します。別の製造方法としては、Na-2CO3のような無機バインダーと混合した材料を射出し、CO2または熱脱水(180〜210℃)のいずれかの助けを借りて硬化させる方法があります。これらの塩中子は一般的に強度が低く、高圧鋳造用途には適していません。[7-9] ポリビニルグリコール(PVG)は、中子用の水溶性ワックス状材料として研究されています。PVGは、水溶性と低い吸湿性係数により、ワックスパターンから浸出させることができ、中子をより長く保持できます。PVGは無毒で市販されています。しかし、PVG中子は、ペースト状の状態で使用されることを想定しており、凝固時に表面に亀裂が入りやすいという欠点があります。[10-12] 本研究は、強度を向上させるためのバインダーのバリエーションを調査し、塩結晶の形状と粒度、および添加剤を含む複合塩、さらに水中の水和と溶解速度論を考慮することにより、塩中子技術の改善の必要性に取り組んでいます。[13-15] 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は、GANESH VIDYARTHEE & NANDITA GUPTA の論文「Development of water soluble cores for investment casting –
Read More
By userAluminium-J, Technical Data-JAZ91D, CAD, Casting Technique, Die casting, Efficiency, Electric vehicles, High pressure die casting, High pressure die casting (HPDC), Salt Core, 금형
この論文概要は、[MDPI発行]で発表された論文 Aluminium Foam and Magnesium Compound Casting Produced by High-Pressure Die Casting に基づいて作成されています。 1. 概要: 2. 研究背景: 今日、自動車および輸送産業において、燃料消費量と二酸化炭素排出量は車両設計における主要な焦点であり、軽量材料を使用して車両の重量を削減することが推進されています。鋼鉄や鉄鋳物部品を、プラスチック、炭素繊維、アルミニウム、マグネシウム合金などのより軽量な代替材料に置き換えることが重要な傾向となっています。特に自転車産業では、高性能自転車において炭素繊維が鋼鉄、アルミニウム、チタンに取って代わる傾向が顕著です。 高圧ダイカスト (HPDC) で製造されたマグネシウム部品は、すでに自動車や自転車の用途で使用されています。しかし、業界はマグネシウム軽量構造が提供する軽量性と機械的特性のバランスを活用できる新しい部品を継続的に探しています。HPDC は、大量生産 (年間約 5,000〜10,000 個以上) に経済的に実現可能な高生産性プロセスです。 既存の研究および HPDC の応用には限界があります。HPDC の主な欠点は、金属注入中の乱流によって生じる内部気孔です。この気孔は熱処理を複雑にし、他の鋳造方法よりも達成可能な機械的特性を低下させます。また、異種材料で複合鋳物を製造することにも課題があります。アルミニウム-マグネシウム複合材が研究されていますが、アルミニウムフォームコアとマグネシウム間の金属結合を達成することは、アルミニウムフォーム表面のアルミナ層のために困難です。HPDC で中空部品を作成するために塩コアを使用するなどの代替方法も、コア材の除去の複雑さを招き、部品設計を制限する可能性があります。したがって、これらの限界を克服し、HPDC 部品の性能をさらに向上させるための革新的なアプローチを模索する必要性があります。 本研究は、マグネシウム鋳物内部にアルミニウムフォームコアを使用することにより、HPDC における部品重量を削減する必要性に対処します。このアプローチは、重量削減と機械的特性の間の妥協点を達成することを目的としています。 3. 研究目的と研究課題: 研究目的: 本研究の主な目的は、さまざまな種類のアルミニウムフォームと高圧ダイカスト (HPDC) 射出パラメータが、マグネシウム複合鋳物の特性に及ぼす影響を評価することです。目標は、アルミニウムフォームをマグネシウム鋳物部品内のコアとして使用することにより、重量削減と許容可能な機械的特性のバランスをとる健全な複合鋳物を製造することです。 主な研究課題: 研究仮説: 明示的に仮説として述べられてはいませんが、研究は以下の前提の下に進められています。 4. 研究方法論 研究デザイン: 本研究では、HPDC を使用したマグネシウム-アルミニウムフォーム複合鋳物の製造を調査するために、実験的研究デザインを採用しました。研究は、最終鋳造品質および特性に及ぼす影響を評価するために、アルミニウムフォームコアのタイプと主要な HPDC 射出パラメータを体系的に変更することを含みました。 データ収集方法: 製造された複合鋳物の品質は、以下を使用して評価されました。 分析方法: 研究対象と範囲: 5.
Read More
By userAluminium-J, Salt Core-JApplications, CAD, Casting Technique, Die casting, Die Casting Congress, Efficiency, High pressure die casting, Microstructure, Salt Core, 금형
本論文概要は、Archives of Foundry Engineeringに発表された論文「Advances in Technology of Soluble Cores for Die Castings」に基づいて作成されました。 1. 概要: 2. 研究背景: 鋳造品設計の複雑さが増すにつれて、既存の単純な金属コアに依存するダイカスト技術では限界に直面しています。既存の方式では、複雑な内部形状を持つ鋳造品に対する高まる要求を満たすことが困難です。したがって、「可溶性」コア、すなわちロストコアとも呼ばれる新しい製造プロセスへの関心が高まっています[1]。可溶性コア材料の中でも、無機塩は水に対する溶解性に優れており、鋳造後のコア除去を簡素化できるという点で、最も大きな可能性を秘めています。しかし、これらの塩コアは、以下のようないくつかの重要な要求事項を満たす必要があります。 一部の研究では、塩コアは低い金型充填速度(35 m/s未満)およびレオキャスティングのようなプロセスに適していると示唆されていますが[2]、高圧ダイカストに適用するためには追加の開発が必要です。本論文は、バインダーを使用して高圧圧搾および射出成形技術で製造された塩コアの開発を扱い、塩の種類および添加剤がコア特性に及ぼす影響について探求します。また、塩コア接合方法とコア除去に使用される水の塩分濃度管理についても調査します。 3. 研究目的および研究質問: 本研究は、高圧ダイカスト用の可溶性塩コア技術を進歩させることを目的としています。主な研究目的は、塩コアの製造および適用を最適化するために、以下の主要な研究質問を解決することです。 本研究は、以下の仮説を設定します。 4. 研究方法論: 本研究では、塩コア技術の様々な側面を評価するために実験的設計を採用しました。調査されたコア製造方法は、アルカリケイ酸塩バインダーを使用した高圧圧搾および射出成形です。データ収集は、製造された塩コアの主要な特性および関連プロセス測定に焦点を当てました。 研究範囲は以下を含みます。 5. 主な研究結果: 本研究は、塩コアの製造および特性に関するいくつかの主要な結果を導き出しました。 図リスト: 6. 結論および考察: 本研究は、可溶性塩コアが、高圧ダイカストプロセスのような要求の厳しい鋳造技術においても、大きな可能性を提供することを確認しています。本研究は、製造方法、塩の種類、粒子形状、および添加剤が塩コアの特性に及ぼす重要な影響を強調しています。高圧圧搾成形は、高強度コアを得るのに優れた方法として浮上しました。NaClの「双角錐形、規則的な」粒子形状と添加剤を使用した複合塩は、コア強度を向上させる重要な要素です。さらに、接合技術の成功的な開発は、塩コアを使用して複雑な内部鋳造形状に対する設計の可能性を広げ、金属部品との組み合わせも可能です。電気伝導度モニタリングの適用は、コア除去プロセスにおける水質塩分濃度を管理する実用的な方法を提供し、潜在的に閉ループ水リサイクルシステムを可能にします。 研究の学術的意義: 本研究は、塩コアの性能に影響を与える要因に関する包括的な調査を提供することにより、ダイカスト分野に貴重な知識を提供します。可溶性コアの材料選択、製造プロセス、および接合技術に関する深い理解を提供し、高圧ダイカストに適用するための科学的基盤を発展させます。 実用的な意味: 本研究の結果は、塩コア技術を実装しようとするダイカスト専門家に実用的なガイドラインを提供します。本研究は、以下の洞察を提供します。 研究の限界: 本研究は貴重な洞察を提供しますが、主に実験室規模の実験に焦点を当てていることに留意することが重要です。これらの結果を工業ダイカスト環境で検証し、大量生産における塩コア技術の長期的な性能と費用対効果を評価するためには、追加の研究が必要です。 7. 今後のフォローアップ研究: 今後の研究の方向性は、以下の事項に焦点を当てる必要があります。 8. 参考文献: 9. 著作権: この資料は、[P. Jelínek, E. Adámková, F. Mikšovský, J. Beňo]の論文:「ダイカスト用可溶性コア技術の進歩
Read More
本論文要約は、Jamee Gray氏が2020年にカンザス大学に提出した論文「内燃機関における金属積層造形の実現可能性(Feasibility of Metal Additive Manufacturing for Internal Combustion Engines)」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法論 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 著作権: 論文ソース: https://kuscholarworks.ku.edu/entities/publication/ffc1db2c-beb4-4fef-9a0a-9f07ccf795f8/full この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
By userAluminium-J, automotive-J, Technical Data-JAl-Si alloy, Aluminium die coating, aluminum alloy, aluminum alloys, Aluminum Casting, CAD, Die casting, Die Casting Congress, Efficiency, High pressure die casting, High pressure die casting (HPDC), Microstructure, STEP, 자동차 산업
本論文概要は、NADCA Die Casting Congress & Expositionで発表された論文「Influence of Die Temperature in High Pressure Die Casting of Thin-Walled Components」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: *この資料は、M. WessénおよびL. Näslundの論文:「Influence of Die Temperature in High Pressure Die Casting of Thin-Walled Components」に基づいています。*論文ソース: https://ltu.diva-portal.org/smash/get/diva2:1901057/FULLTEXT01.pdf この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All
Read More
By userAluminium-J, Technical Data-Jaluminum alloy, CAD, CFD, Die casting, Efficiency, High pressure die casting, High pressure die casting (HPDC), Sand casting, STEP, 금형
この論文概要は、INTERNATIONAL CONFERENCE ON ENGINEERING DESIGNで発表された論文「The DIRECTOOL Software – Tool Design on Facet Geometries with Decision Support」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法論 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: [1] VDMA: “Statistik zur Situation des europäischen Werkzeug- und Formenbaus im globalen Umfeld“, Branchenstudie im Auftrag des VDMA, 2000[2] Aamodt, A.; Plaza, E.:
Read More


![Figure 3.5: SEM images on the fracture surface of HPDC processed primary alloy showing: (a) gas pores, and (b) shrinkage pore. (adapted from [79])](https://castman.co.kr/wp-content/uploads/image-240-570x342.webp)