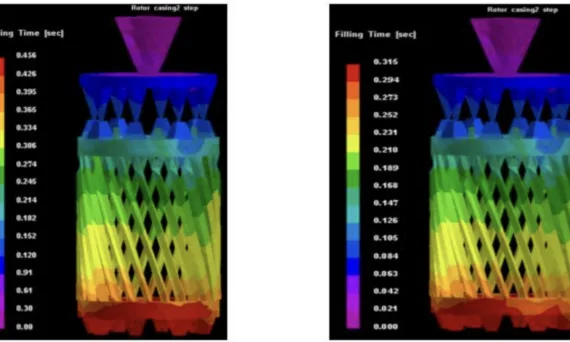
この紹介記事は、IJERTに掲載された「Thermal Factor of Aluminium High pressure Die Casting Container (Mould) to achieve Six Sigma Quality of Castings(アルミニウム高圧ダイカストコンテナ(金型)の熱的要因がシックスシグマ鋳造品質に及ぼす影響)」という論文の研究内容を紹介するものです。 1. 概要: 2. 概要(Abstract) 本論文は、アルミニウム高圧ダイカストコンテナ(金型)の温度要因を分析したものです。また、金型の予熱温度係数の表現式を開発し、溶融アルミニウム温度を維持することで、金型の予熱度合いに応じてシックスシグマ品質の製品が得られることを説明しています。モニタリングされた温度要因は、ダイカストプロセスにおいて非常に重要であり、生産効率と鋳造品質に良い影響を与えます。ダイカストでは、溶融金属が高温で、著しく低温の金型キャビティに圧入されます。その後、金型は金型材料の個々の表面層の熱ひずみにさらされます。金属金型内での鋳物の冷却速度が速くなることで、鋳物内の温度勾配が大きくなります。鋳物と金属金型の間での集中的な熱交換は流動性を損ない、不完全な補充やコールドジョイントの発生リスクを高めます。有限要素解析技術を用いたProCastシミュレーションソフトウェアを用いて解析と最適化を行いました。 3. 研究背景: 研究テーマの背景: ダイカストは、金属部品、特にアルミニウム合金の大量生産プロセスです。アルミニウム合金は、複雑な形状に対して軽量で高い寸法安定性を提供します。しかし、鋳造欠陥は一般的であり、プロセスは本質的に不確実です。 先行研究の状況: 研究の必要性: 既存の研究にもかかわらず、ダイカストにおける多くの要因と問題は未解明のままです。本研究では、特に鋳造品質に対する熱的要因の影響を取り上げています。不良を減らし、シックスシグマ品質を達成する必要があります。 4. 研究目的と研究課題: 研究目的: ダイカストプロセスにおける熱的要因が鋳造品の品質に及ぼす影響を調査し、ProCastシミュレーションを用いてプロセスを最適化すること。 主要な研究: 5. 研究方法 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 図表リスト: 7. 結論: 主要な結果の要約: 熱収支式は、熱パラメータを改善し、充填プロセスに関連する欠陥を予測することで、シックスシグマ製品を達成するのに役立ちます。 8. 参考文献: 9. 著作権:
user 03/24/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Casting Technique , Die casting , High pressure die casting , Microstructure , 자동차 , 해석 1. 概要: 2. 研究背景: 軽量材料の需要、機能性と品質の向上、環境保護への要請の高まりから、アルミニウム合金の製造はますます重要になっています[1-3]。ダイカストは、短いサイクルタイムと高精度な鋳造物を提供しますが、高速注入による空気の混入が原因で欠陥が発生する可能性があります。高圧ダイカスト、ACCURADプロセス[4]、無孔隙ダイカスト[5]、無ガス真空ダイカスト[6]、スクイズ鋳造[7]などの既存の方法には、生産性と品質のバランスにおいてそれぞれ限界があります。本研究はこのような限界に対処することを目的としています。 3. 研究目的と研究課題: 4. 研究方法: 5. 主要な研究結果: 6. 結論と考察: 部分圧搾と真空ダイカストのハイブリッド技術は、優れた機械的特性を備えた欠陥のない鋳造物を製造しました。真空効果と圧搾効果の組み合わせは、空隙と収縮を効果的に防止しました。最適なプロセスパラメータ(圧搾圧力と時間遅れ)が特定されました。この研究は、高品質なダイカスト製品の製造に関する実用的な示唆を与えます。限界としては、特定の合金と製品形状に限定されている点が挙げられます。 7. 今後の研究: さまざまな合金と製品形状に関する研究が必要です。圧搾圧力と時間遅れの最適化に関する追加の研究が必要です。プロセスパラメータ間の相互作用に関する更なる調査が必要です。 8. 参考文献の概要: 著作権: この要約は、E.S. Kim、K.H. Lee、Y.H. Moonによる研究論文「部分圧搾および真空ダイカストプロセスの実現可能性に関する研究」に基づいて作成されました。 商用目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 03/22/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Die casting , High pressure die casting , Microstructure , Permanent mold casting , Quality Control , Sand casting , secondary dendrite arm spacing , 금형 , 자동차 산업 This paper summary is based on the article [‘Effects of microstructure and casting defects on the fatigue behavior of the high-pressure die-cast AlSi9Cu3(Fe) alloy’] presented at the [‘Procedia Structural Integrity’] 1. Overview: 2. Research Background: Background of the Research Topic: (研究背景) 近年、高圧ダイカスト(HPDC)部品は、「優れた柔軟性と高い生産性」により、自動車産業を中心に大量生産部品への適用が拡大しています。HPDCプロセスは、「金型の急速充填と高い冷却速度」を特徴とするため、本質的に「気孔率や酸化皮膜」、「冷間凝着(cold joints)」など、「PD CEN/TR 16749:2014規格およびFioreseら(2015年)によって定義される」多種多様な鋳造欠陥が発生しやすいという課題があります。これらの鋳造欠陥は、機械的特性に悪影響を及ぼし、「疲労亀裂の起点となり、鋳物の疲労挙動を劣化させる」可能性があります。したがって、自動車部品のような複雑形状の鋳物の性能評価において、ダイカストアルミニウム合金の疲労挙動を理解することは非常に重要です。 Status of Existing Research: (既存研究の状況) ダイカストアルミニウム合金部品の静的機械特性に関する研究は広範囲に実施されていますが、「高圧ダイカスト欠陥が疲労特性に及ぼす影響を調査した研究は非常に少ない」のが現状です。既存研究では、鋳造欠陥が静的強度に及ぼす影響はケースによって異なり、破断伸びにおいては大きな変動が見られることが報告されています。Avalleら(2002年)は、HPDC AlSi9Cu3(Fe) 材の静的特性が気孔率の増加とともに低下することを報告しました。疲労特性に関する研究では、Avalleら(2002年)やMayerら(2003年)の研究で、HPDC AlSi9Cu3(Fe) 合金やMg合金において、気孔や冷間凝着が疲労強度低下の要因となること、亀裂が気孔から発生することが示されています。Huら(2014年)のAlMg5Si2Mn合金の研究では、金型鋳造材と比較してHPDC材の方が疲労限度が高いことが示唆されています。砂型鋳造、金型鋳造、低圧ダイカストに関する研究でも、欠陥を含む材料の疲労強度は低下し、欠陥のサイズや表面からの距離が疲労寿命に影響を与えることが確認されています。これらの研究では主に、破壊表面解析や金属組織学的特性評価によって鋳造欠陥の疲労挙動への影響が調査されています。
Read More
user 03/21/2025 Aluminium-J , heat sink-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , Applications , Die casting , High pressure die casting , Microstructure , Permanent mold casting , 금형 この紹介資料は、[‘METAL 2019 Conference Proceedings’]に掲載された[“‘熱処理不要の有望な鋳造アルミニウム合金'”]論文の研究内容です。 1. 概要: 2. 概要 (Abstract) Al-Zn-Mg系をベースとし、Ca、Ni、Ceをドープした3種類のアルミニウム合金を研究しました。高温割れ傾向、相組成、組織形成の調査を実施しました。Ca、Ni、Ceグループの元素による合金化は、市販のA206合金よりも優れた鋳造特性を向上させるのに効果的です。砂型鋳造中の徐冷後の組織は、主に針状のAl3Feを含んでいます。しかし、金型鋳造後の鉄含有相は、三元相Al10CaFe2、Al9FeNi、Al10CeFe2のみです。ZnおよびMg含有量のほとんどは、鋳造の結果としてアルミニウム固溶体中に存在し、as-cast状態で適切な機械的特性をもたらします。さらに、鉄含有量が高いと、新しい合金をリサイクルタイプに含めることができ、低品位アルミニウムまたはスクラップを使用して製造できる可能性があります。 3. 研究背景: 研究テーマの背景: ほとんどの鋳造アルミニウム合金は、共晶成分とリサイクル性により鋳造性に優れたAl-Si (4xx)合金です[1, 2]。しかし、非熱処理Al-Si合金は、通常、as-cast状態での極限引張強さ(UTS)が限られているか、延性が低い[2, 4, 5]。Al-Mg (5xx)合金は高い延性を達成できますが、多くの場合、降伏強さ(YS)が低い[2, 6-8]。通常、鍛造製品に使用されるAl-Zn-Mg (7xxx)合金は、時効後に高い強度を提供しますが、共晶液相がないため鋳造性が低い[1]。 先行研究の現状: 以前の研究では、Al-Zn-Mg合金に共晶形成元素と鉄を添加する方法が検討されてきました[10, 11]。Al-Zn-Mg-Ni-Fe合金は、T6状態で高いUTSを達成し、有望性を示しています[11]。Al-Zn-Mg合金へのカルシウム添加は、耐食性を改善し、密度を低下させることができ[12]、いくつかの研究ではAl-Zn-Mg-Ca-Fe合金に焦点を当てています[10]。セリウムはアルミニウム合金中で共晶相を形成しますが[14]、Al-Zn-Mg合金での使用は限られており、いくつかの研究ではAl-Zn-Mg-Cu合金中で粗大なAl8Cu4Ce形成が示されています[15]。 研究の必要性: 熱処理を必要とせず、as-cast状態で高い強度と延性を示し、潜在的にリサイクル材料を利用できる鋳造アルミニウム合金の必要性があります。 4. 研究目的と研究課題: 研究目的: as-cast状態での使用を目的としたAl-Zn-Mg-Ni(Ca, Ce)-Fe系に基づく、有望な新しい高強度アルミニウム合金を得るための主要な機会を実証すること。 主要な研究: 鋳造特性、微細構造、機械的特性の調査の決定。 5. 研究方法 この研究には、Al-5.5% Zn-1.5% Mgマトリックスをベースとし、0.5% Feと、それぞれ1% Ni、1% Ca、1% Ceをドープした3つの実験用アルミニウム合金の作成が含まれていました。合金は、純粋な材料と母合金を溶融することによって製造されました。溶湯精製は、C2Cl6粉末注入を使用して行われました。化学組成は、ARL3460発光分光計を使用して分析されました(Table 1)。高温割れ試験は、ペンシル型鋳物を使用して実施されました。微細構造分析は、SEM (TESCAN VEGA 3)および電子マイクロプローブ分析(Oxford AZtec)を使用して実行されました。試料は電解エッチングされました。徐冷(砂型)および金型鋳物(Figure 1)が製造されました。引張試験は、Z250 Zwick/Roellマシンを使用してas-castサンプルで実施されました。 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 高温割れ試験(Figure 2)では、実験合金(A1、A2、A3)が市販のA206合金よりも優れた鋳造特性を持つことが示されました。徐冷後の微細構造分析(Figure 3)では、主に針状のAl3Fe相が明らかになりました。金型鋳物は、より微細な微細構造を示しました(Figure
Read More
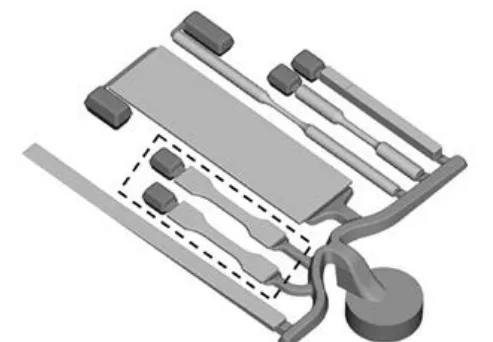
user 03/21/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Die casting , AZ91D , CAD , Casting Technique , Die casting , Die Casting Congress , Heat Sink , High pressure die casting , Microstructure , Permanent mold casting , Sand casting , 금형 本紹介資料は、[MDPI] が発行した [“Manufacturing of Aluminum Alloy Parts from Recycled Feedstock by PIG Die-Casting and Hot Stamping”] 論文の研究内容です。 1. 概要: 2. 要約 PIG (Pin-Injection-Gate) ダイカストとホットスタンピングは、リサイクル原料から小型および薄肉のアルミニウム合金部品を製造するために開発されました。 純アルミニウムおよびアルミニウム合金顆粒が、リサイクル材料の供給原料モデルとして利用されました。 製品の3D-CAD (Computer Aided Design) から推定された重量で測定された顆粒の質量は、射出前にPIGノズルに投入されました。 PIGノズルユニット内で誘導加熱によって急速に溶融した後、アルミニウム溶湯はPIGノズルを通ってダイキャビティに射出されました。 従来のダイカストシステムとは異なり、溶融アルミニウムストックを保管するための炉やるつぼは必要ありませんでした。 大型のローディングマシンを備えたクランプ機構も必要ないため、鋳造時のエネルギー消費を大幅に削減できました。 これらのプロセスでは、廃棄物が大幅に削減されました。 製品対廃棄物の比率、つまり材料効率はほぼ100%でした。 窒素過飽和とTiAlNコーティングは、アルミニウム溶湯からの激しい付着からPIGノズルとスタンピングダイ表面を保護するために使用されました。 純アルミニウム歯車と薄肉の携帯電話ケースがこのプロセスで製造されました。 X線トモグラフィーにより、両製品とも内部に空洞、気孔、収縮がないことが確認されました。 ホットスタンピングユニットを使用して、微細柱状の純アルミニウムヒートシンクを製造し、微細柱の高さと幅のアスペクト比に対する保持温度の影響を調査しました。 3. 研究背景: 研究テーマの背景: カーボンニュートラルな持続可能な社会において、環境に配慮した製造の必要性が高まっています[1]。 固体リサイクルは、再溶解せずに使用済みアルミニウム合金を再処理する方法を提供します[2]。 先行研究の現状: 以前の研究には、アルミニウム合金スクラップの温間および熱間押出などの固体リサイクル方法が含まれます[3]。 従来のダイカスト[4]は、ネットシェイプ成形に効果的ですが、エネルギーを大量に消費します。 既存のPIGダイカストシステムは、特に小型および薄肉部品について、従来のダイカストのいくつかの制限に対処しています[5-7]。 研究の必要性: 従来のダイカストでは、大型の炉とかなりの型締め力が必要となり、エネルギー消費量と材料の無駄が多くなります。 特にアルミニウムのリサイクルには、より効率的なプロセスが必要です。 4. 研究目的と研究課題: 研究目的: リサイクル原料からアルミニウム合金部品を効率的に生産するために、ホットスタンピングと統合された高度なPIGダイカストシステムを開発すること。
Read More
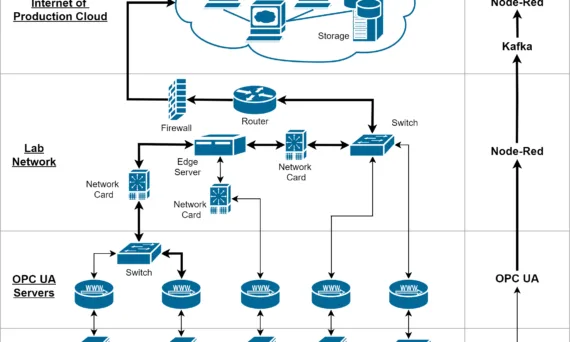
user 03/20/2025 Aluminium-J , Technical Data-J Applications , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Segment , STEP , 自動車産業 , 金型 , 자동차 , 자동차 산업 この紹介論文は、MDPI が発行した論文「Towards a Data Lake for High Pressure Die Casting」の研究内容です。 1. 概要: 2. 要約 高圧ダイカスト (HPDC) プロセスは、高度な自動化を特徴としているため、データが豊富な生産技術です。 インダストリー 4.0 や Internet of Production (IoP) などの概念から、プロセス データの利用が製品の品質と生産性の向上に貢献できることはよく知られています。 この研究では、HPDC のデータ レイクを介したデータ管理を可能にするための概念と、その実装の最初のステップを紹介します。 私たちの目標は、静的および動的なプロセス変数を取得、送信、および保存できるシステムを設計することでした。 測定値は、HPDC セル内の OPC UA (Open Platform Communication Unified Architecture) に基づく複数のデータ ソースから取得され、Node-Red および Apache Kafka で実装されたストリーミング パイプラインを介して送信されます。 データは、MinIO オブジェクト ストレージに基づく HPDC 用のデータ レイクに連続的に保存されます。 初期テストでは、実装されたシステムは信頼性が高く、柔軟性があり、スケーラブルであることが証明されました。 標準的なコンシューマー ハードウェアでは、1
Read More
user 03/20/2025 Aluminium-J , automotive-J , Technical Data-J Applications , AUTOMOTIVE Parts , Casting Technique , Die casting , High pressure die casting , Sand casting , 自動車産業 , 金型 , 자동차 , 자동차 산업 本ドキュメントは、European Aluminium Associationが発行した「THE Aluminium Automotive MANUAL – Manufacturing – Casting methods」を基に作成されています。ダイカスト分野における第一人者として、ハンドブックレベルで内容を要約し、WordPressへの掲載を目的として提供します。 はじめに 本ドキュメントは、自動車産業での応用を中心に、様々な鋳造方法の概要を提供します。伝統的な砂型鋳造からより高度なダイカストプロセスまで、様々な技術の特徴、プロセス説明、設計上の考慮事項、およびこれらの方法を用いて製造された自動車部品の例を網羅しています。 1. 鋳造方法 1.1 鋳造プロセスと自動車への応用概要 自動車用鋳造プロセスは、(A)金型充填方式と(B)成形技術によって分類されます。主な検討対象となる方法は以下の通りです。 1.2 エンジンブロックとヘッドの市場動向 1.3 砂型鋳造 (Green Sand Castings) 1.4 コアパッケージ鋳造 (Core Package Casting) 1.5 重力ダイカスト (Gravity Die Casting) 1.6 低圧ダイカスト (Low Pressure Die Casting) 1.7 高圧ダイカスト (High Pressure Die Castings) 1.8 真空ダイカスト (Vacuum Die Castings) 1.9 スクイーズ鋳造 (Squeeze
Read More
user 03/19/2025 Aluminium-J , Technical Data-J A380 , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Magnesium alloys , Microstructure , Review , Taguchi method , 금형 この紹介論文は、International Journal of Science and Research (IJSR)に掲載された論文「Study of Process Parameters in High Pressure Die Casting」の研究内容です。 1. 概要: 2. 概要 (Abstract) 高圧ダイカスト(HPDC)製品の品質向上は、HPDC製品の小規模および大規模製造業者にとって重要な課題であり、そのためにダイカストプロセスパラメータに関する研究が行われました。アルミニウムシリコン合金は最も広く使用されており、自動車部品の高圧ダイカスト(HPDC)に広く使用されています。堅牢で信頼性の高い鋳物を得るためには、HPDC中にいくつかのプロセスパラメータを制御する必要があります。この研究の目的は、部品の欠陥を減らして良質の鋳物を得て、生産性を向上させることでした。アルミニウム高圧ダイカストで最も頻繁に発生する欠陥はポロシティであり、これは不良率とスクラップ率を増加させ、生産性を低下させます。ポロシティの形成は、ダイカストプロセスと密接に関連しています。この論文では、HPDCにおけるプロセスパラメータがポロシティ形成に及ぼす影響について説明します。 3. 研究背景: 研究テーマの背景: 高圧ダイカスト(HPDC)は、溶融金属を高圧で金型キャビティに強制的に押し込む金属鋳造プロセスです。特に、亜鉛、銅、アルミニウム、マグネシウム合金などの非鉄金属部品の製造に広く使用されています[1]。このプロセスは、非常に優れた表面仕上げと寸法一貫性を持つ鋳物を製造できることで知られています[1]。 先行研究の状況: 本文書は、HPDCに関連するいくつかの先行研究を引用しており、田口メソッドを使用したプロセスパラメータ最適化の研究[2, 6, 7]、鋳造欠陥の最小化[3]、鋳造の数値最適化[4]、鋳造欠陥とその対策に関する一般的なレビュー[5]が含まれます。 研究の必要性: この研究の必要性は、HPDC製品の品質向上、特にアルミニウム高圧ダイカストでよく見られる問題であるポロシティなどの欠陥を低減するという課題から生じています。これらの欠陥は生産性に影響を与え、不良率とスクラップ率を増加させます。 4. 研究目的と研究課題: 研究目的: この研究の目的は、HPDCのプロセスパラメータを研究して、鋳造品質を改善し、欠陥、特にポロシティを低減することです。 主要な研究: 主要な研究は、HPDCにおけるプロセスパラメータがポロシティ形成に及ぼす影響を提示することに焦点を当てています。 5. 研究方法 研究方法論は、既存の文献をレビューし、提示することであると推定されます。この論文は、以下のさまざまな側面をレビューし、議論します。 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 提示された主な結果は、以下を含むさまざまなソースからの情報をまとめたものです。 図の名称リスト: 7. 結論: 主要な調査結果の要約: この論文は、HPDCにおけるプロセスパラメータの詳細な概要を提供し、その長所、短所、および収縮やポロシティなどの一般的な欠陥を含みます。鋳造欠陥は製造業において深刻な問題であることを強調しています。この論文は、プロセスパラメータを完全に理解し、制御することが、欠陥を最小限に抑え、高品質のHPDC製品を達成するために重要であると結論付けています。この研究は、実験方法による検証の必要性を強調しています。また、温度が高いほど鋳造表面が粗くなり、ブローホールなどの欠陥が発生する可能性があることにも言及しています。 8. 参考文献: 9. 著作権: この資料は、上記の論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright ©
Read More
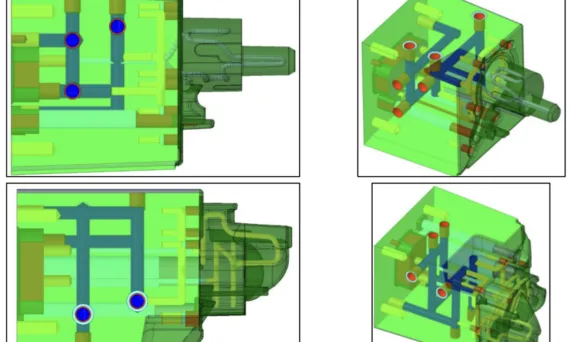
この紹介論文は、[Multidiszciplináris Tudományok] によって発行された [“HPDC技術の革新的な冷却ソリューション”] 論文の研究内容です。 1. 概要: 2. 概要 (Abstract) 高圧ダイカスト (HPDC) において、スライダーは金型の可動部品であり、キャビティ、穴、アンダーカットを形成することができます。スライダーは、冷却と熱バランスに関して、固定金型と可動金型とは大きく異なります。スライダーは、さまざまな領域で局所的な熱放散を改善するためにも使用できます。スライダーには冷却穴が装備されており、金型キャビティの奥深くまで浸透する穴形成コアを焼き戻すことができます。業界でますます複雑な鋳物が製造されるにつれて、さまざまな金型、インサート、キャビティの冷却システムもそれに応じて進化してきました。これにより、熱放散が改善された3Dプリント金属インサートの使用など、金型と金型インサートの冷却における革新的なソリューションと開発が実現しました。この記事では、従来の冷却スライダーと3Dプリントスライダーの冷却の違いを比較します。シミュレーション実験を通じて、さまざまな冷却強度での冷却効率と工具温度を調査します。さらに、凝固段階の終わりに、さまざまな金型と冷却強度の金型温度と抽出された熱を調べます。 3. 研究背景: 研究テーマの背景: 高圧ダイカストは急速に発展している産業です。 先行研究の状況: 最も重要な開発動向の1つは、鋳造サイクル時間と潤滑剤の適用量を削減することです (ASM Metals Handbook, 1998; Butler, 2005; Andresen, 2005)。これらの目的を達成するための1つの手段は、金型にさまざまな革新的な冷却技術を使用して、より抜本的な冷却を達成することです (Cho et al., 2014; Jarfors et al., 2021)。 研究の必要性: // 提供されたテキストには明示的に記載されていませんが、HPDC、特に複雑な鋳物の冷却効率を改善し、サイクルタイムを短縮する必要性があることを暗に示しています。 4. 研究目的と研究課題: 研究目的: HPDCにおける従来の冷却スライダーと3Dプリントスライダーの冷却の違いを比較すること。 主要な研究: 5. 研究方法 この研究では、市販のMagma鋳造シミュレーションソフトウェア (www.magmasoft.de) を使用したシミュレーション実験を採用しました。実験形状は、2つのサイドスライダー、1つのトップスライダー、および1つの固定サイド斜め移動スライダーを備えた単一キャビティダイカスト金型でした。金型の外形寸法は876 x 783 x 687 mmです。テスト対象の鋳物の複雑さは、図1に示されています。Reglopast冷却および加熱ユニット (www.regloplas.com) を使用して、オイルおよび水冷回路によって金型を冷却しました。スライダーの材質は、1.2343
Read More
user 03/19/2025 Aluminium-J , Technical Data-J Al-Si alloy , CFD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Salt Core , Taguchi method , 금형 本紹介記事は、STM Journals が発行した論文「Injection Parameters Setting in High-Pressure Die Casting」の研究内容です。 1. 概要: 2. 概要 (Abstract) 科学および加工技術の進歩は非常に重要です。アルミニウムダイカスト部品は広く使用されています。適切なプロセスパラメータが必要です。この論文では、最適な射出パラメータを研究します。高圧ダイカストプロセス (HPDC) でよく見られる欠陥は、コールドシャット、フローライン、ブローホール、ピンホール、収縮、ガス巻き込みポロシティなどです。本研究では、低速、高速、および増圧機能の効果を分析します。第1段階の長さ、第1段階の速度、第2段階の長さ、第2段階の速度、第3段階のキャビティ圧力と保持時間などの射出パラメータの最適値を推定します。 3. 研究背景: 研究テーマの背景: アルミニウムなどの金属および合金は、高い比強度や耐食性などの特性により、自動車、複合材料、航空宇宙などのエンジニアリング用途で広く使用されています[1-6]。ダイカストプロセスは、重力ダイカスト (GDC)、低圧ダイカスト (LPDC)、高圧ダイカスト (HPDC) に分類されます[7–9]。 従来の研究の状況: 研究の必要性: 射出パラメータ (低速、高速、増圧など) の変動は、鋳造欠陥につながる可能性があります。高品質で欠陥のない鋳物を得るには、適切な設定が不可欠です。 4. 研究目的と研究課題: 研究目的: HPDC における射出パラメータを研究および最適化し、鋳造欠陥を低減すること。 主要な研究: 射出の 3 つの段階 (低速、高速、増圧) の効果を分析し、以下の最適値を決定すること。 5. 研究方法 この研究では、HPDC における 3 段階射出システム (図 2) を分析し、以下に焦点を当てています。 この研究では、これらの原理を使用してエンジンハウジングコンポーネントを分析し、ショット重量、鋳造重量、ゲート面積、プランジャー直径、およびアクティブスリーブ長に関する特定のデータが提供されます。 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: この研究では、エンジンハウジングコンポーネントの射出パラメータを段階的に計算しました。
Read More