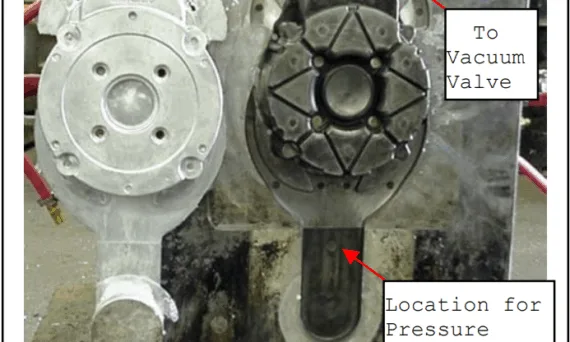
user 07/22/2025 Aluminium-J , automotive-J , Technical Data-J CAD , CFD , Computational fluid dynamics (CFD) , Die casting , FLOW-3D , High pressure die casting , Quality Control , STEP , 金型 , 금형 この技術要約は、M.C. Carter、S. Palit、M. LittlerがNADCA(2010年)で発表した学術論文「Characterizing Flow Losses Occurring in Air Vents and Ejector Pins in High Pressure Die Castings」に基づいています。HPDC(ハイプレッシャーダイカスト)の専門家のために、CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの助けを借りて分析・要約しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 長年にわたり、技術者たちはHPDC製品の表面欠陥や内部気孔の問題に直面してきました。降伏強度や延性といった機械的特性を損なうこれらの欠陥は、主に巻き込まれた空気や潤滑剤の分解によって発生するガスが原因です。真空システムは解決策の一つですが、高価であり、工程を複雑にします。 論文の序論で述べられているように、ベンティングは巻き込まれた空気を除去するための「最も簡単で安価な方法」であり続けています。しかし、効果的なベンティングシステムの設計は決して単純ではありません。総排気量は、専用のベント、ショットスリーブ、エジェクタピン、パーティングラインを通過する流れの複雑な総和だからです。これらの流れ損失を確実に特性評価する方法がなければ、技術者は経験と試行錯誤に頼ることが多くなり、高価な金型修正や不安定な部品品質につながります。本研究は、これらの重要な流れ損失をモデル化するための実用的で正確な方法を模索することにより、この根本的な問題に正面から取り組んでいます。 アプローチ:研究手法の解説 この課題を解決するため、研究者たちは物理的な実験と高度なシミュレーションを組み合わせた巧みな方法論を考案しました。彼らはLittler DieCast社でモーターエンドヘッド用の市販金型を使用し、溶湯なしでの射出実験(「空打ち」)を実施しました。 実験の核心は以下の通りです: ブレークスルー:主要な研究結果とデータ 本研究は、HPDCにおけるベンティングについて我々の考え方に直接影響を与える、いくつかの重要な洞察をもたらしました。 HPDC製品への実用的な示唆 論文詳細 Characterizing Flow Losses Occurring in Air Vents and Ejector Pins in High Pressure Die Castings 1. 概要: 2. 抄録 (Abstract): It will be
Read More
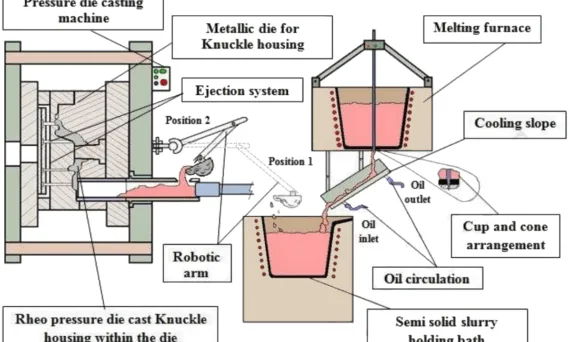
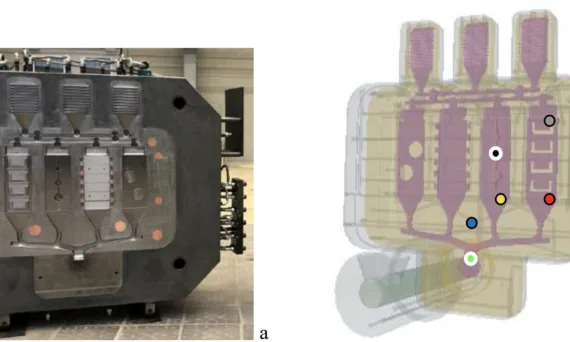
user 07/08/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , CAD , CFD , Computational fluid dynamics (CFD) , Die casting , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , Mechanical Property , Microstructure , 자동차 산업 この紹介論文は、「Journal of Materials Processing Technology」によって発行された論文「Studies on Die Filling of A356 Al alloy and Development of a Steering Knuckle Component using Rheo Pressure Die Casting System」に基づいています。 1. 概要: 2. 抄録: 本研究では、レオ圧力ダイカスト (RPDC) システムの一部として、半凝固スラリーのダイ充填を調査するために、数値流体力学 (CFD) モデルを開発する。ダイ充填キャビティは自動車のステアリングナックルのものに対応し、スラリーはA356アルミニウム合金で作られる。CFDシミュレーションで使用されるレオロジーモデルは実験的に決定される。現在の数値モデルから得られた結果には、ダイキャビティ内のスラリーの流動場、粘度変化、固相率分布、ダイ充填段階中のキャビティ内凝固中の温度および圧力分布が含まれる。本研究の主な目的は、開発された部品の望ましい微細構造および機械的特性のためのゲーティング配置、注入温度、および射出条件を決定することである。当該合金スラリーのダイ充填能力に対する射出条件の影響を研究するために、最終射出速度を2~3.2 m/sの間で変化させて5つの射出プロファイルを研究する。本研究の知見を裏付けるために、凝固した部品の異なる位置からサンプルを取得することにより、主に光学顕微鏡およびマクロ硬度測定の形で、微細構造形態および構造特性相関を研究した。 3. はじめに: 自動車産業における燃費向上のための要求は、自動車部品の軽量化、特に他の軽量自動車部品と比較して優れた強度対重量比および伸び値を必要とするサスペンション部品の軽量化に向けた努力を動機付けている。アルミニウムおよびマグネシウム合金の鍛造や従来のダイカストなどの伝統的な製造プロセスは、多段階の処理ステップ、一貫性のない機械的特性、デンドライト微細構造、および液体偏析などの課題を提示する。半凝固ダイカスト、特にレオダイカスト (RDC) およびその変形であるレオ圧力ダイカスト (RPDC) は、改善された構造的完全性と費用対効果を備えた、健全でニアネットシェイプの部品を製造するための有望なワンステップソリューションとして浮上している。これらのプロセスの成功は、複雑なダイキャビティの適切な充填を保証するために、ほぼ球状の初晶粒子を持つ半凝固スラリーの調製に大きく依存する。多くの研究がチクソダイカスト (TDC) およびRDCを調査してきたが、RPDCにおけるダイ充填のCFDシミュレーション、特に実験的検証を伴うものは比較的少ない。本研究は、CFDシミュレーションを用いてA356 Al合金ステアリングナックルのRPDCプロセスパラメータを最適化し、実験作業によって検証することにより、このギャップを埋めることを目的とする。 4. 研究の概要: 研究トピックの背景: 主な動機は、燃費を向上させるための軽量自動車部品の必要性である。伝統的に鋼鉄または鋳鉄で作られていた自動車のサスペンション部品は、アルミニウムおよびマグネシウム合金を使用して開発されている。しかし、これらの軽合金の従来の製造方法では、しばしば欠陥や特性のばらつきが生じる。 従来の研究状況: 従来の研究では、従来のグラビティダイカスト (GDC)、高圧ダイカスト (HPDC)、スクイズキャスティング、およびチクソダイカスト (TDC) やレオダイカスト
Read More
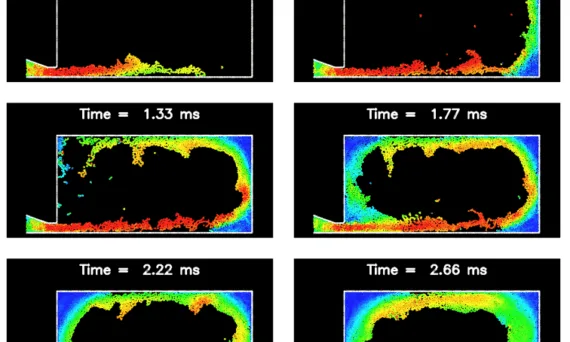
user 06/30/2025 Aluminium-J , Technical Data-J CAD , CFD , Die casting , Die Casting Congress , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , Review , 금형 , 자동차 산업 この紹介論文は、「CSIRO Mathematical and Information Sciences, Victoria, Australia.」によって発行された論文「Modelling the High Pressure Die Casting Process Using SPH」に基づいています。 1. 概要: 2. 抄録: 本論文では、このCAST資金提供プロジェクトの過去4年間にわたるHPDCのSPHモデリングの進捗状況をレビューします。2次元の単純な金型の充填の初期の例は、流れパターンの複雑さ、特に自由表面挙動と分裂の役割を示しています。これらの単純な金型の充填における熱伝達の組み込みの影響、特に金型内部の熱境界条件の影響と金型自体への結合伝導モデリングの重要性が示されています。SPH予測の精度を実証するために、水アナログ実験を用いた2つの検証例が示されています。3Dへのモデリングの拡張と、複雑な3次元金型形状を表現するために使用される方法論について説明します。現実的な工業部品の充填をモデル化するためのこのSPHシステムの使用が提示されます。金型充填順序の重要性、および角部や緩やかに湾曲した表面からの流れの剥離の役割が示されています。表面の断片化の程度、液滴形成、およびボイドの強い過渡的な性質も示されています。最後に、実際の自動車用ピストンヘッドのランナー、ゲート、および金型の充填が示され、このような大規模計算に固有の困難について議論されます。 3. 緒言: 高圧ダイカスト(HPDC)は、特に自動車産業におけるトランスミッションハウジング、ピストンヘッド、ギアボックス部品などの大量生産、低コスト部品の製造にとって重要なプロセスです。このプロセスでは、液体金属(一般的にはアルミニウム合金)が高速(約50~100 m/s)かつ非常に高い圧力で複雑なゲートおよびランナーシステムを通って金型に射出されます。金型の幾何学的複雑さは、著しい自由表面の断片化を伴う強力な三次元流体流動をもたらします。最小限の巻き込みボイドを持つ均質な鋳造部品を形成するためには、金型の様々な部分が充填される順序とガス出口の位置が重要です。これは、ゲーティングシステムの設計と金型の幾何形状によって決定されます。 製品品質とプロセス生産性の両方の改善は、改良された金型設計を通じて達成できます。これには、金型充填のより効果的な制御と金型熱性能の開発が含まれます。数値シミュレーションは、さまざまな金型設計と充填プロセスの有効性を研究するための強力かつ費用効果の高い方法を提供します。 4. 研究の概要: 研究トピックの背景: HPDCは、溶融金属を高速・高圧で複雑な金型に射出することを特徴とする重要な工業プロセスです。複雑な流動パターン、自由表面の断片化、およびボイド巻き込みの可能性は、高品質な鋳物の実現に大きな課題をもたらします。金型充填プロセスを理解し制御することは、欠陥を最小限に抑えるために不可欠です。 先行研究の状況: 界面流をモデル化するためのオイラー法として、マーカーアンドセル(MAC)法やVOF(Volume of Fluid)法が用いられてきました。これらの手法の基本的な背景は、HwangとStoehr(1988)によるASM Metals HandbookやKotheら(1998)によって提示されています。VOF法は、MAGMAsoftやFlow-3Dなどのいくつかの商用ソフトウェアパッケージで使用されており、依然として金型充填シミュレーションで最も一般的で広く使用されている方法です。しかし、これらの手法は、複雑な界面現象の断片化や合体、数値拡散に課題を抱えることがあります。SPH(Smoothed Particle Hydrodynamics)は、流体を表現するために粒子のみを使用する特殊な数値手法であり、HPDCで見られるような液滴形成、飛沫、複雑な自由表面運動を伴う流体流動に特に適しています。SPHは、複雑な自由表面や材料界面の挙動(断片化を含む)を容易かつ自然にモデル化でき、ラグランジュフレームワークは運動量支配の流れを非常によく処理し、多相、状態方程式、凝固などの複雑な物理現象を容易に実装できるという利点があります。Clearyら(2000)およびHaとCleary(2000)による最近の研究では、2次元における高圧ダイカストへのSPHの適用と、これらのSPH結果と水アナログ実験との良好な比較が報告されています。 研究の目的: 本稿では、SPHを用いた高圧ダイカストプロセスのモデリングにおいてなされた進捗をレビューし、実際のHPDC例における詳細な流体流動のシミュレーションに関する新しい結果を提示します。 核心研究: 本研究は、HPDCシミュレーションのためのSPH法の適用と開発に焦点を当てています。これには以下が含まれます。 5. 研究方法論 研究設計: 本研究では、流体流動をシミュレーションするための特殊な数値手法であるSPH(Smoothed Particle Hydrodynamics)を採用しています。SPHは、流体を表現するために粒子のみを使用し、これらは流体方程式が解かれる計算フレームワークです。SPHは複雑な流れを自動的に追跡し、HPDCで見られるような液滴形成、飛沫、複雑な自由表面運動を伴う流体流動に特に適しています。材料は固定グリッドやメッシュではなく、自由に動き回る粒子によって近似されます。支配的な偏微分方程式は、これらの粒子の運動方程式に変換されます。 データ収集および分析方法: SPHの定式化には以下が含まれます。 様々なシナリオでシミュレーションが実施され、結果は速度、温度、または粘性によって色分けされた粒子プロット、および3D流れの場合はレンダリングされた表面メッシュを通じて可視化されました。検証のため、SPHの結果は水アナログ実験の実験データと比較されました。 研究トピックと範囲: 本研究はHPDCモデリングのいくつかの側面をカバーしています。 6. 主な結果: 主な結果:
Read More
革新的な製品開発のパートナー! 株式会社キャストマンは、革新的な製品を生み出すための最高のパートナーです。製品のアイデアから生産まで、CASTMANのエンジニアリングチームと協力し、共に製品を完成させましょう。私たちはお客様の要求事項を深く理解し、より良い製品を作るために絶え間ない努力を続けています。 CASTMANの製品・ソリューション 高圧ダイカスト金型の設計・製作メーカーをお探しですか?アルミニウムダイカスト製品の開発または量産についてお悩みでしたら、迷わず株式会社キャストマンにご連絡ください。 電話番号: +82-31-351-5022Eメール: sales@castman.co.kr コスト削減のための設計および図面検討サービスもご提供いたします。 キャストマンが選ばれる理由:他社との差別化されたサービス 当社は、材料選定から製造性検討(DFM)、設計、コスト削減、シミュレーション、金型製作、量産に至るまで、ダイカスト製品に関連するあらゆるサービスを提供しています。 キャストマンと一緒なら、もう技術力やコスト競争力の心配は要りません! 高圧ダイカスト製品製作のあらゆる課題を解決します! 従来のアルミニウム高圧ダイカストの生産方式では、もはや技術力やコスト競争力の確保が難しいと感じていませんか? キャストマンは、ダイカスト金型の設計・製作から量産まで、ダイカスト製品製作に関するすべてのサービスをワンストップで提供し、お客様のお悩みを解決します。当社の開発・量産サービスで、より優れた製品と革新的なソリューションを体験してください。 キャストマンは、お客様の要求事項を満たし、課題を解決するために、常に最善を尽くします。 Q1. CASTMANの中核的な競争力は何であり、他のダイカストメーカーとの違いは何ですか? CASTMANは単なる部品メーカーにとどまらず、お客様の革新を実現する技術パートナーです。当社の中核的な競争力は、世界最高水準の「ソルトコア(Salt Core)」技術と、高難度の「アルミニウムダイカスト」,「銅ダイカスト」の量産能力にあります。これら2つの独創的な技術により、従来の方法では不可能だった複雑な内部形状の製作、部品の統合、軽量化、そして性能の最大化を同時に達成できます。当社は、プロジェクト初期の設計レビュー(DFM)からシミュレーション、金型製作、量産、そして後処理までを包括するワンストップソリューションを提供します。これは単なる生産を超え、お客様の製品開発リスクを低減し、市場投入までの時間を短縮するという真の価値を提供しており、これがCASTMANが他社と根本的に異なる点です。 Q2. 「ソルトコア(Salt Core)」技術の具体的な利点は何であり、どのような部品に最も効果的ですか? ソルトコア技術は、水溶性の塩(ソルト)を中子(コア)として使用し、鋳造後に水で完全に除去することで、3次元の内部流路(冷却チャネル)や中空構造を一つの部品として実現する革新的な工法です。複数の部品を溶接したり組み立てたりする必要がないため、漏洩のリスクが根本から排除され、製品の信頼性と耐久性が飛躍的に向上します。この技術は、特に電気自動車のモーターハウジング、バッテリーケース及び冷却プレート、そして内部の軽量化が必須の航空・防衛部品など、高性能・高効率が求められる製品に適用した場合にその効果が最大化されます。 Q3. 銅ダイカストは技術的な難易度が非常に高いと言われていますが、CASTMANはどのようにこの問題を克服しましたか? 銅はアルミニウムよりも融点がはるかに高く、金型寿命を短縮するため、ダイカストが非常に難しい素材です。CASTMANはこの技術的な障壁を乗り越えるため、長年の研究開発投資を通じて独自の技術ポートフォリオを構築しました。第一に、銅の高温に耐える金型技術と、金型寿命を延ばす特殊な表面コーティング技術を開発しました。第二に、銅の特性を考慮した製造技術を保有しています。最後に、CAE鋳造解析を通じて事前に欠陥を予測し、最適な鋳造条件を確保します。これらの技術力の組み合わせにより、高い導電性と熱伝導性が要求される様々な産業用および自動車部品を安定的に量産しています。 Q4. CASTMANの製品は、主にどの産業分野のグローバルリーダーと協力していますか? 当社は、高度な技術力と信頼性が要求される様々な最先端産業分野のグローバルリーダーに核心部品を供給しています。最も代表的な分野は電気自動車(EV)産業で、駆動モーター、インバーターハウジング、バッテリーシステム部品などで当社の技術力が高く評価されています。また、超高速データ処理のための5G通信機器の放熱部品、精密性が生命線である防衛産業および航空宇宙部品、医療機器、そして次世代ロボティクス産業においても重要なパートナーとして活躍しています。このように技術集約的な産業に集中することで、当社は単なる部品供給を超え、各産業の技術発展に貢献し、お客様の最も挑戦的な課題を共に解決しています。 Q5. 初期設計段階にありますが、製品設計をダイカストに最適化するための技術支援(DFM)を受けることはできますか? もちろんです。製品量産の成功の鍵は、初期設計段階での最適化にあります。CASTMANは、そのためにDFM(製造性考慮設計、Design for Manufacturing)支援を非常に重要視しており、お客様の核心的な技術パートナーとして積極的に参画します。当社の専門エンジニアチームが、お客様の初期設計案を基に、肉厚の調整、最適な抜き勾配の提案、アンダーカット構造の改善策、そして鋳造欠陥を最小化するゲート及びオーバーフローの位置選定など、ダイカストに最適化された設計変更案を提案します。このプロセスを通じて、お客様は潜在的な生産上の問題を未然に防ぎ、品質向上とコスト削減を同時に実現し、開発期間まで短縮する効果を得ることができます。 Q6. CASTMANの品質保証システムはどのように運営されており、どのような認証を保有していますか? CASTMANは、「品質は妥協できない価値」という哲学のもと、世界最高水準の品質保証システムを運営しています。当社は、自動車産業の厳格な品質マネジメントシステムであるIATF 16949をはじめ、ISO 9001(品質マネジメント)、ISO 14001(環境マネジメント)の認証をすべて取得しています。開発段階から3Dスキャナーや三次元測定器(CMM)を活用した精密分析を行い、量産中にはリアルタイムの工程データモニタリングはもちろん、X線非破壊検査によって製品内部の目に見えない欠陥まで徹底的に管理します。特に気密性が要求される部品は、100%全数リークテストを実施します。このような体系的なプロセスを通じて、お客様には無欠陥の製品のみを供給することをお約束します。 Q7. 生産可能なアルミダイカスト部品のサイズと重量の範囲はどの程度ですか? 当社は、お客様の多様なニーズに対応するため、小型の精密部品から大型の構造物まで生産できる幅広い設備ラインナップを整えています。150トンクラスの小型ダイカストマシンから900トンマシンまで、様々なトン数の設備を保有しています。生産可能な正確なサイズと重量は、部品の形状、構造、そして使用されるアルミニウム合金の種類によって異なりますので、3D図面を共有いただければ、担当の専門家が迅速かつ詳細に生産可能性を検討いたします。 Q8. ダイカストからCNC精密加工、表面処理までをワンストップ(ターンキー)で提供することは可能ですか? はい、可能です。CASTMANは、お客様の利便性と効率性を最大化するため、ダイカスト工程後に必要なすべての後続工程を含むワンストップソリューションを提供しています。ダイカストで成形された素材は、当社の内部加工施設および検証済みのパートナーネットワークを通じて、お客様が要求する精度でCNC加工されます。その後、必要に応じてアルマイト処理、メッキ、粉体塗装などの表面処理、強度向上のための熱処理、そして他の部品との組み立て(アセンブリ)まで一括して行うことができます。お客様は、複数の業者を個別に管理する手間なく、最終完成品を一つの窓口から供給されることで、品質の一貫性を確保し、リードタイムを短縮することができます。 Q9. 内部に冷却流路がある部品の気密性(リークプルーフ)はどのように保証しますか? 気密性は、当社のソルトコア技術が適用された部品の核心的な品質項目であり、完璧な性能を保証するために多段階の検証プロセスを経ています。第一に、設計段階からCAE流動解析を用いて、潜在的な漏洩経路となりうる引け巣の発生を最小化する設計を適用します。第二に、鋳造工程で真空ダイカスト技術を活用し、内部のガス気孔を抑制します。最後に最も重要な段階として、生産されたすべての気密要求部品に対し、100%全数リークテストを実施します。お客様の要求仕様に応じて、空圧または水圧を利用して微細な漏洩まで精密に検出し、必要であればヘリウムリークテストのようなより高精度の検査も行い、完璧な気密性能を保証します。 Q10. 新規金型開発の際、鋳造解析(シミュレーション)サービスを提供して事前に問題を予防しますか? はい、当社はすべての新規金型開発プロジェクトにおいて、鋳造解析シミュレーションを必須として実施しています。これは、「最初から正しく(Right at the First Time)」という当社の開発哲学を実現する核心的なプロセスです。FLOW-3D®のような世界最高水準のCAEソフトウェアを使用し、金型に溶湯が充填され凝固する全過程を3Dでシミュレーションします。これにより、溶湯の流れ、温度変化、圧力分布を分析し、気孔(ポロシティ)、引け巣、湯回り不良といった潜在的な欠陥の発生位置を事前に正確に予測します。解析結果を基に最適なゲートシステムとオーバーフロー設計を確定し、実際の金型製作に着手する前にすべてのリスク要因を除去することで、開発の失敗率を最小化し、量産時の品質安定性を確保します。 Q11.
Read More
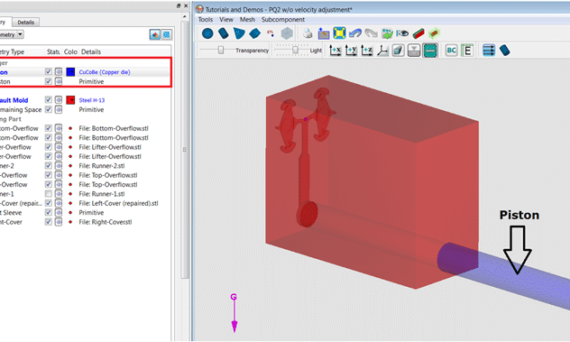
This article is from FSI (flow3d.com), a developer of numerical analysis software FLOW-3D. P-Q2 analysis is a standard procedure used to optimally match the target gate velocity to the capabilities of the HPDC (High Performance Die Casting) machine’s plunger hydraulic system. Desired fill time and an optimum gate design can be attained by performing P-Q2 analysis, which
Read More
user 03/28/2025 automotive-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Computer simulation , Die casting , Efficiency , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , 금형 , 자동차 산업 1. 概要 2. 研究背景 3. 研究目的および研究質問 4. 研究方法論 5. 主な研究結果 6. 結論と考察 7. 今後のフォローアップ研究 8. 参考文献 9. 著作権 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 03/24/2025 Aluminium-J , automotive-J , Technical Data-J A380 , aluminum alloy , Applications , CAD , Die casting , Efficiency , FLOW-3D , High pressure die casting , STEP , 금형 , 자동차 산업 本紹介資料は、[Hindawi Publishing Corporation] が発行した [“Experimental and Theoretical Studies on the Effect of Die Temperature on the Quality of the Products in High-Pressure Die-Casting Process”] 論文の研究内容です。 1. 概要: 2. 要約 A380 合金の高圧ダイカストにおける金型温度は、実験的観察と数値シミュレーションによって最適化されました。非常に複雑な形状を持つラダーフレーム (新しいモーター EF7 の一部) が実験サンプルとして選択されました。良好な部品を製造するために、金型温度と溶湯温度を調査しました。初期段階と最終充填位置での金型温度を測定し、これらの値の差を計算しました。ProCAST ソフトウェアを使用して部品の流体流れと凝固段階をシミュレーションし、その結果は実験測定によって検証されました。この合金に適した金型温度は 200°C 以上であることが示されました。 3. 研究背景: 研究テーマの背景: 高圧ダイカスト (HPDC) は、特に自動車産業において、高い寸法精度と生産性を持つ部品を製造するために広く使用されている製造プロセスです [1-7]。 先行研究の現状: 以前の研究は、プロセスパラメータの最適化 [14-16]、充填と凝固のシミュレーション [10, 11, 12]、プロセスパラメータが欠陥に及ぼす影響の研究 [6, 7, 8, 9,
Read More
user 03/18/2025 Aluminium-J , automotive-J , Salt Core-J Aluminum Casting , CAD , Casting Technique , Die casting , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , IGES , Microstructure , Quality Control , Salt Core , 금형 本紹介論文は、[Publisher]によって出版された論文「Hohl- und Verbundguss von Druckgussbauteilen – Numerische Auslegungsmethoden und experimentelle Verifikation」の研究内容です。 1. 概要 (Overview): 2. 概要 (Abstract) 最新技術によると、アンダーカットを持つアルミニウム高圧ダイカスト(HPDC)部品の製造プロセスは、HPDCツールに統合された複雑なスライダーを使用することによってのみ可能です。サンドコア、流体噴射、ガラスコア、金属溶融コア、または圧縮ソルトコアなどの既知のシステムは、HPDCプロセスで制限付きでのみ使用可能です。したがって、現在、液相から製造されたソルトコアと金属インサートのみが、HPDCでうまく使用される可能性があります。鋳造ソルトコアは、高レベルの曲げおよび圧縮強度を達成し、アルミニウム鋳造プロセスの後、例えばウォータージェット切断によって残留物なしで除去することができます。アルミニウム鋳造品に残る鋼インサートは、部品を補強します。この作業は、鋳造ソルトコアの製造を可能にするためのいくつかの基礎研究を提示します。予備調査では、塩化ナトリウム-炭酸ナトリウム相図内の塩合金が、さらなる調査のために選択されます。主要な試験片に基づいて、プロセスパラメータの依存性と、結果として生じる強度および高温割れ傾向が実証されます。機械的特性評価のために、曲げ、引張、および圧縮試験が室温および最大500°Cの温度で実行されます。ソルトコア鋳造プロセスの数値シミュレーションへのアプローチが提示され、実験結果によって検証されます。ソルトコアに加えて、鋼インサートが調査され、アルミニウム-鋼複合構造が特徴付けられました。力-、形状-、および化学的結合が考慮されました。鋼インサートとアルミニウム鋳造間のより良い化学結合のために、さまざまなコーティングが適用され、等級分けされました。機械的引張、押出し、剪断、および接着引張試験、ならびに光学および走査型電子顕微鏡調査が、結合品質を特徴付けるために実行されました。これに基づいて、数値シミュレーション手法が開発されました。HPDCプロセス中のソルトコアと鋼インサートの生存可能性と破壊挙動が調査されました。したがって、コアの生存可能性を予測するための数値的手法が導入され、実験結果によって検証されました。両方の技術が応用例に転用されました。 3. 研究背景 (Research Background): 研究テーマの背景 (Background of the research topic): アンダーカットを持つアルミニウム構造部品の製造は、スライダー、砂型システム、ガス噴射プロセス、ガラスコア、金属溶融コア、または圧縮ソルトコアを使用するダイカストプロセスにおいて制約があります。現在、液相から製造されたソルトコアと永久金属インサートのみがダイカストで使用できる可能性があります。 先行研究の状況 (Status of previous research): 第2章で詳述されている先行研究では、以下を含む、ダイカストでアンダーカットを作成するためのさまざまな方法を調査しました。 研究の必要性 (Need for research): 軽量構造を可能にするために、現在の鋳造プロセスと材料を開発する必要があります。特に、耐圧消失性中子 (セラミックまたはソルト) の開発と、高強度金属インサートを使用したダイカストプロセスの最適化が必要です。 4. 研究目的と研究課題 (Research purpose and research question): 研究目的 (Research purpose): 本研究の全体的な目的は、鋳造ソルトコアを用いて、力-適合、形状-適合、および一体結合された鋼-アルミニウム結合と、複雑な中空鋳造部品を数値的に設計するために必要なデータを開発することです。この研究では、鋼-アルミニウム複合鋳造(St-Al-Verbundguss)とソルトコア(Salzkerne)の使用を調査します。 主要研究課題 (Core
Read More
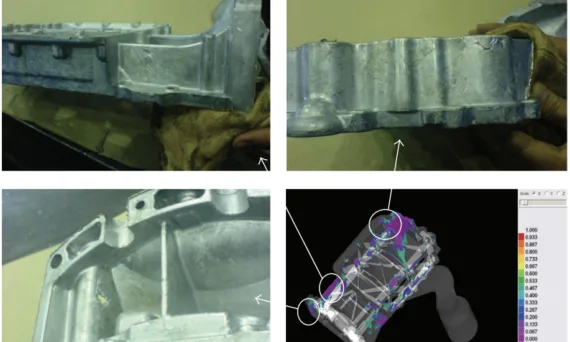
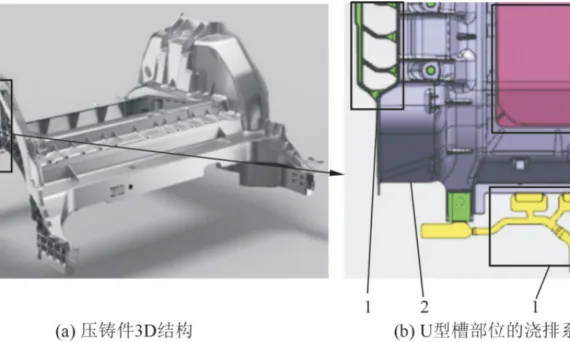
user 03/13/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , Applications , CAD , Die casting , FLOW-3D , High pressure die casting , Salt Core , 金型 , 금형 , 자동차 산업 この入門記事は、[SPECIAL CASTING & NONFERROUS ALLOYS]によって発行された論文「自動車後部キャビン一体型ダイカスト部品のプロセス分析と欠陥改善」の研究内容を紹介するものです。 1. 概要: 2. 概要または序論 要旨:Flow-3Dシミュレーションソフトウェアを用いて製品の初期方案の充填プロセスを解析した結果、自動車後部キャスティングのU字型溝領域に巻き込み空気のリスクがあることが判明した。機械的性能試験の結果、U字型溝位置での機械的特性が不適格であることが示された。さらにX線検査を実施し、鋳物のU字型溝領域に気孔欠陥が存在することを確認した。鋳物の当該領域の品質を向上させるために、オーバーフローシステムを最適化した。最適化されたシステムによる製品のX線検査結果から、当該領域の内部構造が緻密であり、明らかな気孔欠陥がないことが明らかになった。機械的実験の結果、最適化案がU字型溝の機械的特性を効果的に改善し、平均伸び率が30%向上したことが示された。 3. 研究背景: 研究テーマの背景: 自動車の軽量化は、自動車保有台数の急速な増加に伴うエネルギーおよび環境問題に対処するための有効な手段であり、自動車会社から広く重視されている[1-3]。自動車後部キャビンは、シャシーシステムの重要な構造部品であり、サスペンションシステムや車内キャビン部品の取り付け位置を提供し、良好な支持の役割を果たしている。その品質は、車両全体の安定性、快適性、耐久性、NVH、衝突耐性などの性能に直接影響を与える。自動車後部キャビンダイカスト部品は、体積が大きく、肉厚が不均一で、構造が複雑であるため、ダイカストプロセス、特に充填の終端で気孔欠陥が発生しやすく、ダイカスト部品の品質に影響を与える[4]。ダイカスト部品の品質向上は、車両全体の安全性を確保するための鍵となる。 既存研究の現状: NIU Zらは、CAE技術を用いてダイカスト部品の欠陥を解析し、金型構造がダイカスト部品の品質を決定する鍵であることを発見した。SCHILLING Aらは、金型構造を修正し、数値シミュレーション技術を組み合わせることでダイカスト欠陥を研究し、金型ベントシステムの設計を最適化することが鋳造欠陥を低減するのに役立つことを発見した。舒虎平は、オーバーフロー溝構造を最適化することで、溶融金属中の空気を効果的に排出し、気孔欠陥の発生を防止できることを発見した。 研究の必要性: 本研究は、特定ブランドの自動車後部キャビンダイカスト部品のダイカストプロセスに焦点を当てている。そのダイカストプロセスと欠陥の原因を分析し、ダイカスト生産における欠陥の発生を低減するためにプロセスを最適化し、大型一体型ダイカスト部品のプロセス最適化と欠陥制御方法を検討し、その応用のための参考を提供することを目的とする。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、特定ブランドの自動車後部キャビンダイカスト部品のU字型溝領域における欠陥を分析し、オーバーフローシステムを最適化することにより、その機械的特性を向上させることである。 主な研究課題: 5. 研究方法 研究デザイン: 研究デザインには、Flow-3Dソフトウェアを用いた数値シミュレーション、機械的性能試験とX線検査による実験的検証、およびオーバーフローシステムの最適化のためのCAE解析が含まれる。 データ収集方法: 分析方法: 研究対象と範囲: 研究対象は、JDA1Bアルミニウム合金製の特定ブランドの自動車後部キャビン用一体型ダイカスト部品である。研究範囲は、この特定のダイカスト部品のU字型溝領域の品質を分析し、改善することに焦点を当てている。 6. 主な研究成果: 主な研究成果: 提示されたデータの分析: 図のリスト: 7. 結論: 主な知見の要約: 本研究では、自動車後部キャビンダイカスト部品のU字型溝領域における欠陥を調査した。Flow-3Dシミュレーション、機械試験、X線検査を通じて、気孔欠陥が機械的特性の不足の原因であることを特定した。U字型溝のベントを分離し、溶融金属の流れの干渉を低減することにより、オーバーフローシステムを最適化することで、鋳造品質が大幅に向上した。最適化された設計では、U字型溝領域の伸び率が30%向上したことが実証された。 研究の学術的意義: 本研究は、数値シミュレーションと実験的検証を応用して、複雑で大規模な一体型部品のダイカスト欠陥を分析し、改善するための詳細なケーススタディを提供する。高品質のダイカスト部品を実現するためには、最適化されたオーバーフローシステム設計が重要であることを強調し、ダイカストプロセス最適化の知識体系に貢献する。 実用的な意義: 本研究の知見は、自動車後部キャビンのような大型で複雑な部品のゲートおよびベントシステムを最適化する上で、ダイカストメーカーに実用的な指針を提供する。本研究で提示された最適化されたオーバーフローシステム設計は、同様のダイカストアプリケーションに直接適用して、気孔欠陥を低減し、機械的性能を向上させ、製品品質の向上とスクラップ率の低減につながる。 研究の限界と今後の研究分野: 本研究は、特定の自動車後部キャビンダイカスト部品と特定の欠陥位置に焦点を当てた。今後の研究では、これらの知見の一般化可能性を、異なる形状や合金を持つ他のダイカスト部品に拡張できる。欠陥形成と機械的特性に対する射出速度プロファイルや冷却戦略などの他のプロセスパラメータの影響に関するさらなる調査も有益であろう。 8. 参考文献: 9. 著作権: この資料は上記の論文を紹介するために作成されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025
Read More
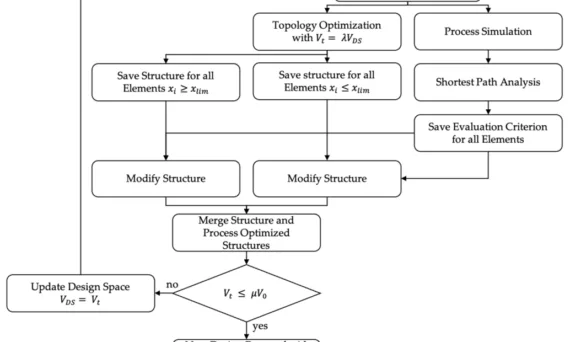
user 03/12/2025 Aluminium-J , Technical Data-J CAD , CFD , Die casting , Efficiency , finite element simulation , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , Review , STEP この記事では、[MDPI Materials] によって発行された論文 [“構造最適化とプロセス保証の統合:鋳造部品の陰関数モデリング”] を紹介します。 1. 概要: 2. 概要または序論 製造可能な鋳造部品の構造最適化は、依然として挑戦的で時間のかかる課題です。今日では、トポロジー最適化 (TO) に続いて、設計案の手動再構築と、設計案を保証するためのプロセス保証シミュレーションが行われています。その結果、このプロセスは満足のいく妥協点に達するまで繰り返し反復されます。この記事では、陰関数ジオメトリモデリングを使用して、構造的およびプロセス的に最適化されたダイカスト部品を自動的に生成するために、構造最適化とプロセス保証の結果を組み合わせる方法を示します。したがって、現在の設計案を評価し、2つの反復間の製造可能性の改善を定量的に測定するための評価基準が開発されました。提案された方法をテストするために、片持ち梁をプルーフの例として使用します。組み合わせた反復法は、手動で設計された部品および直接最適化アプローチと比較され、機械的性能と製造可能性について評価されます。トポロジー最適化 (TO) とプロセス保証 (PA) 結果の組み合わせは自動化されており、設計案の手動再構築を大幅に強化することが示されています。さらに、製造可能性の改善は、計算量を削減しながら、この分野の以前の研究と同等以上であり、反復時間を大幅に短縮するために適切なメタモデルの必要性を強調しています。 3. 研究背景: 研究トピックの背景: 今日の製品開発は、市場投入までの時間の短縮と、エラーを最小限に抑えた製品設計の必要性によって特徴付けられます。したがって、部品は構造的に最適化され、プロセスも最適化されるべきです。なぜなら、最適化されたプロセス設計は、製造コストと不良率を削減するからです [1]。これらの最適化タスクは時間がかかり、高度な専門知識を必要とし、その結果を複数の手作業と組み合わせる必要があります。その結果、鋳造部品の構造最適化とプロセス保証を組み合わせるデジタルエンジニアリングには、大きな可能性があります [1-4]。 既存研究の現状: 基本的に、構造とプロセスの最適化は、2つの専門部門間で分担されており、部門間で部品が反復的に引き渡されます。各部門は、それぞれのプロセス用に取得したファイルを準備する必要があり、その後、最適化結果に基づいて新しい部品を手動で再設計する必要があります。このプロセスは、満足のいく妥協点に達するまで繰り返されます [1,2]。したがって、この記事では、構造的およびプロセス的に最適化された部品を自動的に作成するために、陰関数モデリングによる構造最適化とプロセス保証 (PA) の組み合わせに取り組みます。鋳造部品の構造最適化に関する既存の研究には、最小フィーチャサイズ、対称性、押し出しなどの製造制約を伴うトポロジー最適化 (TO) が含まれます。プロセスシミュレーションは、既知の形状の金型またはインゲートシステムを最適化するために使用されます。プロセス知識は、製造制約によって市販のTOに組み込まれていますが、プロセス知識のTOへのより深い統合は限られています。フルスケールの鋳造プロセスシミュレーションをTOに組み込んだ既存の研究は、高い反復時間のために計算コストが高くなります。 研究の必要性: 文献には、HPDC (高圧ダイカスト) および LPDC (低圧ダイカスト) 用の形状連動評価基準の開発に関するギャップがあり、TO中のプロセスシミュレーションの必要性を潜在的に減らすことができ、それでも設計案の製造可能性を質的に記述するのに十分な情報を示すことができます。設計案の形状を修正するための評価基準を調査し、プロセス全体を完全に自律化するために自動化を高度化する必要があります。この記事では、部品形状の修正のみに焦点を当てており、例えば [33] に示されているようなインゲートシステムの修正は、この記事の範囲外です。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、TOとPAの結果を自動的に組み合わせ、構造的およびプロセス的に最適化された設計案を作成するための新しいワークフローを提示することです。鋳造プロセスベースの基準に基づいて、構造的に最適化された形状は、製造可能性を高めるために陰関数モデリングを介して修正されます。長期的な目標は、開発された基準を評価するためのメタモデルで鋳造プロセスシミュレーションを置き換えることです。 主な研究課題: 主な研究課題は、鋳造プロセス用の形状連動評価基準の機能性を開発し、証明することに焦点を当てています。ワークフローは、プロセス知識を鋳造部品のTOに統合し、陰関数モデリングを使用してTOとPAの結果を組み合わせます。PAには、CFDベースのプロセスシミュレーションに続いて、最短経路解析と評価基準の計算が使用されます。 研究仮説: 提案されたワークフローは、標準的なTO部品と比較して製造可能性が向上した新しい設計案をもたらすでしょう。TOとPAの組み合わせは、構造的およびプロセス的に最適化された部品につながるでしょう。 5. 研究方法 研究デザイン: この研究では、TOとPAを並行して実施し、その後、陰関数モデリングを使用してそれぞれの最良の側面を組み合わせるワークフローを採用しています。ワンステップ最適化と反復最適化アプローチを区別しています。ワークフローは、HPDCプロセスとLPDCプロセスの両方でテストされています。 データ収集方法: TOには、nTopologyソフトウェア (バージョン 3.0.4) と、SIMPを備えた密度ベースのTO法が使用されています。プロセスシミュレーションは、Flow-3D
Read More