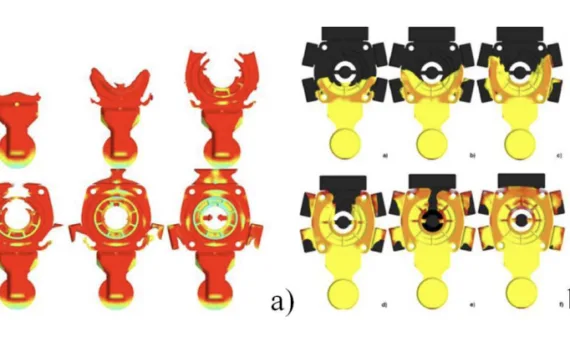
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , STEP , 금형 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本稿の内容は、「Acta Physica Polonica A」によって発行された論文「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストは、その小さな公差と滑らかな表面仕上げにより、コスト削減を実現します。製造される鋳造部品は、自動車産業で数百万個単位で消費されています。本研究では、高圧ダイカストの設計におけるコンピュータ支援工学(CAE)アプリケーションの使用を検討しました。ダイカストプロセスステップが金型設計に与える影響を調査・分析しました。鋳造シミュレーションソフトウェアを使用して設計を改善し、問題を解決しました。金型設計の解析にシミュレーションソフトウェアを使用することにより、最終設計は数時間で達成され、それにより試作前の設計プロセスが短縮され、金型材料に修正を加えることなく金型製作が実行されました。鋳造部品にX線透過試験を適用した結果、凝固結果データのシミュレーションとの間に良好な相関関係が示されました。また、この結果は、高圧ダイカストプロセスの増圧段階におけるスクイズ圧の適用が鋳造シミュレーションで検討できることを証明しました。 3. 序論: あらゆる製造業の目標は、より経済的な最終製品を生産するために加工ステップを最小限に抑えることです。この目標は、いわゆる「ネットシェイプ製造」によって達成されます。横型コールドチャンバーマシンを使用したダイカストは、現在、アルミニウム合金およびマグネシウム合金のニアネットシェイプ鋳造部品を製造するための最も一般的なプロセスです[1]。また、ダイカストは寸法再現性において最大の能力を持っています[2]。世界中で製造されるアルミニウム合金鋳物の約半分がこの方法で製造され、広範囲の自動車部品やその他の消費財に使用されています[3]。横型コールドチャンバープロセスでは、液体金属がプランジャーによって水平なショットスリーブを通って押され、金型に射出されます[1]。液体金属の射出は一般に高速で行われ、乱流を引き起こし、金型内の初期空気との空気巻き込みが生じる可能性があります[4]。鋳物中のガス気孔の存在は、機械的特性や耐圧性に悪影響を与えるため有害です[5]。金型内の初期空気を除去するため、また巻き込まれた空気を含む液体金属を除去するために、高圧鋳物の金型設計ではベント(ventilation channels)やオーバーフロー(overflows)が使用されます。液体金属の射出は、低速射出段階(slow shot phase)と高速射出段階(fast shot phase)の2つの別々のステップで実行されます。低速射出段階では、プランジャーが液体金属を押し上げてショットスリーブの空の部分を満たします。高速射出段階は、ミリ秒単位での金型キャビティへの液体金属の射出です。したがって、キャビティ充填を制御し、ベントとオーバーフローの適切な位置を決定するために、コンピュータシミュレーションは非常に必要です。高圧ダイカストの金型設計に関するさまざまな理論的および実験的研究がありますが、段階的な金型設計におけるコンピュータシミュレーションの使用とその利点を試行錯誤法(trial-error method)と比較して提示しているものはありません[6-8]。 4. 研究概要: 研究テーマの背景: 高圧ダイカストは、特に自動車分野向けに、複雑なニアネットシェイプのアルミニウム部品を効率的に製造するための重要な製造プロセスです。しかし、このプロセスは、高速での溶湯射出中の空気巻き込みに起因するガス気孔のような欠陥が発生しやすいという問題があります。 先行研究の状況: 既存の理論的および実験的研究はHPDCの金型設計に取り組んでいますが、従来のしばしば時間のかかる試行錯誤法を置き換える、または補強するために、設計プロセス全体を通じてコンピュータシミュレーションを体系的かつ段階的に使用する方法を示す文献にはギャップがあります。 研究の目的: 本研究は、コンピュータ支援工学(CAE)シミュレーションを利用して、高圧アルミニウムダイカスト部品の設計を最適化することを目的としました。目的には、プロセスステップが金型設計に与える影響の分析、シミュレーションを活用することによる試作前の期間短縮、コストのかかる金型修正の回避、および製作とX線透過試験によるシミュレーション精度の検証が含まれます。 中核研究: 中核となる調査は、鋳造シミュレーションソフトウェアに大きく依存した反復的な金型設計プロセスを含んでいました。主な活動は以下の通りです。 5. 研究方法 研究デザイン: 本研究では、CAEシミュレーションと実験的検証を統合した反復的な設計手法を採用しました。アルミニウムHPDC部品の金型設計は、鋳造シミュレーションソフトウェアを使用して段階的に開発および最適化されました。シミュレーションから導き出された最終設計は、その後、金型製作に使用され、続いて検証のために鋳造生産と非破壊検査が行われました。 データ収集と分析方法: 研究テーマと範囲: 本研究は、特定のアルミニウム部品に対する高圧ダイカストプロセスの最適化に焦点を当てました。範囲には、ダイカスト金型要素(インゲート、ランナー、オーバーフロー、ベント、パーティングライン、抜き勾配)の詳細設計、鋳造欠陥(乱流、空気巻き込み、引け巣)を予測および軽減するためのシミュレーションツールの適用、プロセスパラメータ(プランジャー速度、増圧)の分析、および製作された部品のX線透過検査によるシミュレーション駆動設計の検証が含まれます。 6. 主要な結果: 主要な結果: 鋳造シミュレーションソフトウェアの適用により、最終的な金型設計が迅速に(「数時間で」)達成され、従来の試行錯誤法と比較して試作前の設計段階が大幅に短縮されました。このシミュレーション駆動アプローチにより、その後の修正を必要とせずに金型製作が可能になりました。シミュレーションは、空気巻き込み(Fig. 4b, 4c)などの潜在的な充填問題を効果的に予測し、衝突する溶湯流と乱流を管理するためのオーバーフローの戦略的な配置(Fig. 5)を導きました。凝固圧縮力(スクイズ圧)の影響を取り入れた最終シミュレーションは、引け巣欠陥がないことを予測しました(Fig.
Read More
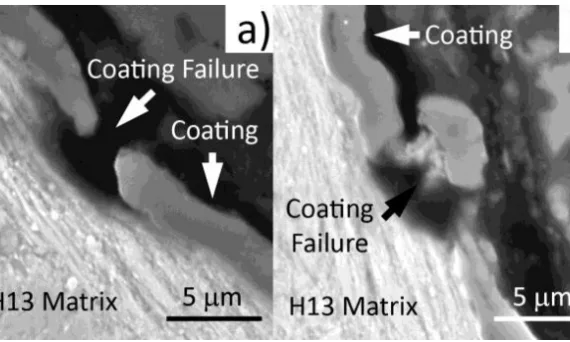
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , 금형 , 알루미늄 다이캐스팅 本要約の内容は、「China Foundry」によって発行された論文「Mechanism of die soldering during aluminum die casting」に基づいています。 1. 概要: 2. 抄録 (Abstract): 溶損(Soldering)は、アルミニウム合金のダイカストまたは金型鋳造に関連する特有の鋳造欠陥である。これは、溶融アルミニウムが金型鋼の表面に付着または溶着し、鋳物の突き出し後もそこに残り、鋳物の表面欠陥や寸法不正確さを引き起こし、機械のダウンタイムを増加させる現象である。溶損は、無処理の金型鋼金型を使用してアルミニウム合金をダイカストする場合に容易に発生する。溶融アルミニウムが臨界温度よりも高い温度で金型鋼と接触すると、鉄とアルミニウムの原子が互いに拡散し、一連の金属間化合物相と液体のアルミニウムリッチなfcc相を形成する。この液相は金属間化合物相の間に存在する。冷却時に、液体のfcc相は金属間化合物相上で凝固し、鋳物内部に成長して溶損を引き起こす。臨界温度は、相図のアルミニウムコーナー付近の共晶温度である。金型が非反応性のセラミックコーティングで保護されている場合、溶損は局所的なコーティング破壊が発生する場所から始まる。溶融アルミニウムはコーティング破壊箇所を通じて金型鋼と接触し、鋼マトリックスを侵食して小さなピットを形成する。これらの小さなピットが成長するにつれて、コーティングは徐々に除去され、溶損はより深刻になる。無処理の鋼製金型およびコーティングされた金型材料における金型溶損のステップの詳細について議論する。 3. 緒言 (Introduction): ダイカスト(Die casting)、または高圧ダイカスト(HPDC)は、高圧を用いて溶融金属を鋼製の金型に射出する100年の歴史を持つプロセスである。この費用対効果の高いプロセスは、迅速な生産速度と高い金型あたり金属収率でネットシェイプ製品を生産することができる。他の金属鋳造プロセスでは、これほど多様な形状、微細なデザインの複雑さ、または厳密な寸法公差を許容するものはない。今日、ダイカストプロセスは全金属鋳物の3分の1以上を生産するために使用されており、そのほとんどがアルミニウム鋳物である[1]。 アルミニウムダイカストの生産性を制限する主要な問題の1つは、金型溶損(die soldering)である。溶損または焼付き(die sticking)は、溶融アルミニウムが金型表面に「溶接」される現象である。深刻な条件下では、金型溶損はわずか数回の鋳造サイクル後に発生し、機械のダウンタイム増加、鋳物の表面品質および圧力または漏れ気密性に関連するスクラップ、そして金型は一般的に高価でありダウンタイムは生産損失をもたらすためコスト増加を引き起こす。金型溶損は、低圧永久鋳型鋳造を含む他の金属金型鋳造プロセスにも関連している。 溶融金属に囲まれた金型の小さな形状部は、ダイカストプロセスの各実行中に金型本体よりも通常高い温度に加熱されるため、溶損形成が起こりやすい。鋳物に小さな穴を形成するために使用されるコアピン(Core pins)は、ダイカストプロセス中に溶損が発生しやすい金型のそのような形状部である。コアピンの使用は、鋳物に穴を開ける必要性を減らし、鋳造プロセスをより費用対効果の高いものにする。典型的なダイカストマシンは約10から100本のピンを使用する。ダイカスト業界は、H-13鋼がヒートチェックと摩耗に耐性があるという事実のために、金型とコアピンの製造にH-13鋼を使用している。 ダイカスト業界では2種類の溶損が主張されている。1つは、溶融アルミニウム合金と金型との間の化学的/冶金学的反応により高温で発生し[2]、もう1つは機械的相互作用により低温で発生する[3]。北米のダイカスト業界が厳しい国際競争に直面した1990年代まで、金型溶損を調査するための体系的な研究は限られていた。ダイカスターが生き残るためにはダウンタイムを最小限に抑え、生産性を向上させることが不可欠となったが、北米のほとんどのダイカスターは研究資源が不足している中小企業である。その結果、金型溶損に関する研究は、産業団体や政府機関によって後援されてきた。化学反応によって発生する金型溶損の理解には大きな進展があった。機械的相互作用による溶損についてはほとんど理解されていない。 本稿では、化学的相互作用の結果として発生する金型溶損について議論する。このタイプの溶損は、金型表面の保護膜の「ウォッシュアウト」と密接に関連していると一般的に認識されている[2]。ウォッシュアウトは、溶融アルミニウム合金が金型の保護膜(コーティングまたは潤滑剤)を破壊するときに発生する。その後、溶融アルミニウムは金型表面と接触し、通常H-13鋼である金型材料と反応する。金型潤滑剤は溶融金属によって容易に破壊される可能性があるが、コーティング、特に物理蒸着(PVD)プロセスを使用して作られたコーティングは、多くの鋳造サイクルの間、金型上に留まることができる。金型潤滑剤の大部分が除去されると、溶損は溶融金属と無処理の金型鋼との間の直接的な化学反応によって制御される。金型に強力なPVDコーティングがある場合、溶損はコーティングの局所的な破壊によって制御される。本稿では、無処理の鋼製金型およびコーティングされた金型またはコアピンにおける溶損について説明する。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 溶融アルミニウムが金型表面に付着する金型溶損は、アルミニウム高圧ダイカスト(HPDC)の生産性に対する重大な障害である。これは、鋳造欠陥(表面欠陥、寸法不正確さ)、金型メンテナンスのための機械ダウンタイム増加、スクラップ率の上昇、高価な金型および生産損失に関連するコスト増加につながる。通常H-13鋼で作られるコアピンのような形状部は、より高い動作温度のため特に影響を受けやすい。 先行研究の状況 (Status of previous research): 金型溶損に関する体系的な調査は1990年代まで限られていた。研究では、化学的/冶金学的反応による高温溶損と機械的相互作用による低温溶損が区別されている。溶融アルミニウム合金による保護膜(潤滑剤またはコーティング)の「ウォッシュアウト」または破壊としばしば関連付けられる化学反応メカニズムの理解には大きな進展があった[2]。PVDコーティングのような耐久性のあるコーティングが溶損を軽減する役割は認識されているが、局所的なコーティング破壊時には依然として溶損が発生する可能性がある。機械的溶損に関する理解は依然として限られている。 研究の目的 (Purpose of the study): 本研究は、溶融アルミニウム合金と金型鋼(特にH-13)との間の化学的相互作用の結果として発生する金型溶損のメカニズムを解明することを目的とする。無処理の鋼表面と非反応性セラミックコーティングで保護された表面の両方について、溶損を引き起こす条件と金型損傷の進行プロセスを詳述する。 中核研究 (Core study):
Read More
user 03/18/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , Die Casting Congress , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Segment , 금형 この紹介論文は、[Open Access Dissertation] が発行した [“High Temperature Strength Reduces Soldering In Aluminum High Pressure Die Casting”] 論文の研究内容です。 1. 概要: 2. 概要 高圧ダイカスト (HPDC) の欠陥であるダイはんだは、鋳造材の局所的な部分が金型表面に付着し、時間の経過とともに蓄積する局所的な付着現象です。これにより、金型を修理する必要があり、プロセスに追加コストが発生し、部品価格に転嫁されます。歴史的には、はんだ付けは潤滑剤、コーティング、および合金の化学組成の変更によって緩和されてきましたが、依然として発生しています。 トレスカ摩擦熱機械モデルは、鋳物と金型表面の間の局所的な界面せん断応力が鋳物の局所せん断強度を超えると、はんだ付けが発生することを示唆しています。温度の関数としてのこれらのせん断強度の比率は、はんだを予測することが示されています。これまでの研究は、摩擦係数を低減し、それによって界面せん断強度を低減することに焦点を当てており、はんだ付けに関する鋳物の強度を高める作業は行われていませんでした。合金の化学組成は、はんだ付け挙動に影響を与えることが示されていますが、Al-Fe金属間化合物が一般的に受け入れられているはんだ付けメカニズムであるため、間違った理由です。 トレスカ摩擦モデルをサポートするために、化学組成を変更することによって高温強化メカニズムを調査しました。まず、マグネシウムの添加により、いくつかのアルミニウムHPDC合金の固溶強化およびオロワン強化メカニズムの改善を定量化し、合金の高温せん断強度を向上させました。次に、改善された合金せん断強度をトレスカモデルに適用し、はんだ付けを誘発するように設計された実験室規模のパーマネントモールドと実規模のHPDC生産試験を使用して試験し、その結果は新しいはんだ付けメカニズムを示しています。最後に、はんだと鋳造表面のチルゾーンまたは「スキン」との関係を調査し、議論します。 3. 研究背景: 研究テーマの背景: アルミニウム高圧ダイカスト (HPDC) は、高強度、薄肉鋳物を製造するために広く使用されているプロセスですが、鋳造合金が金型表面に付着するダイはんだ付けに悩まされています。これにより、費用のかかる金型メンテナンスが必要になり、生産性が低下します。 先行研究の状況: 研究の必要性: 既存のはんだ付け緩和戦略は不十分です。合金組成、高温機械的特性、およびはんだ付け現象の関係をより深く理解して、より効果的なソリューションを開発する必要があります。 4. 研究目的と研究課題: 研究目的: 高温強化メカニズムとトレスカ摩擦モデルへの影響に焦点を当てて、HPDC アルミニウム合金の強度が接着とはんだ形成に及ぼす影響を調査すること。 主要な研究: 5. 研究方法 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 図のリスト: 7. 結論: 主要な調査結果の要約: この研究は、合金組成とプロセス パラメータを慎重に制御することで、はんだを軽減できることを示しました。 今後の研究の可能性のある分野: 8. 参考文献: 9.
Read More
user 03/14/2025 Aluminium-J , Technical Data-J Alloying elements , aluminum alloy , aluminum alloys , CAD , Die casting , Draft , Efficiency , Microstructure , Review , Sand casting 本紹介記事は、[Teesside大学]により発表された論文[“水系中子技術の軽合金への応用開発”]の研究内容をまとめたものです。 1. 概要: 2. 概要 / はじめに 概要本論文では、製造業の観点から、軽合金用の新しい水系中子技術の開発について述べている。鋼鋳造に使用される中子は溶融シリカで作られており、還流下での熱水酸化ナトリウム(加圧熱酸)を使用して除去される。しかし、アルミニウムやその他の軽合金は水酸化ナトリウムによって腐食される。現在、アルミニウムやその他の軽合金に適した中子システムは存在しない。したがって、アルミニウムやその他の軽合金鋳造用の代替材料/浸出剤の組み合わせを見つけることが望ましい。最近の研究レビューでは、セラミック中子は主に異なる添加剤を伴う溶融シリカで作られていることが示されている。先行研究では、充填材として溶融シリカ(異なるメッシュサイズ)を使用し、中子ミックスのスラリー作業寿命を制御するために酸化マグネシウムを使用することが提案されている。ケイ酸カルシウムは希酸での中子浸出を助ける。石膏(硫酸カルシウム)は、独自の石膏(Crystcal R、ファインキャスティングプラスター)の形で、結合を生成し、中子に強度を与えるために使用される。炭酸リチウムは促進剤として作用し、中子内の石膏の強化効果を向上させる。バインダー(Ludox® AM)と水は(添加材料として)組成物を結合させるために作用する。中子組成物は、軽合金に適した強度と迅速な浸出特性を記録する中子を製造するために、異なる中子試験で作製された。中子試験は個別に混合され、木製の中子箱に注がれた。中子は24時間予備乾燥された。中子は異なる温度で2時間焼成され、その後2時間冷却された。中子は、破壊係数(MOR)を記録するために、コンピュータ化された三点曲げ試験に供された。平面ひずみ破壊靭性とワイブルパラメータが計算された。ワイブルパラメータは、Minitab解析ソフトウェアを使用してプロットされた。中子を使用して、重力ダイカストプロセスが実施された。後続の鋳物は、中子を浸出させるために希釈された硝酸、クエン酸、および酢酸に浸された。異なる中子組成物を使用して、中子試験は混合、注型、乾燥、試験、および浸出された。中子試験における石膏の含有量が多いほど、中子が200°〜400°Cで焼成された場合に高いMORが記録され、600°〜800°Cで焼成された場合には逆の結果となった。異なるグレードの石膏(CRP、FCP)は強度に影響を与えない。1%の酸化マグネシウムは非常に短い作業寿命を与える。高含有量のバインダー(Ludox® AM)は、中子内で強力な中子を生成する。手作業またはワックスがけプロセスを可能にする組成に応じて、実用的なMOR結果を得ることができる。破壊靭性は脆性材料の典型であり、ワイブルパラメータと一致する。鋳造プロセスは、新しい材料が十分に耐火性であることを示唆している。中子は、商業生産と両立可能な速度で希釈された硝酸、酢酸、およびクエン酸を使用して浸出される。この方法論は、アルミニウムおよびおそらく軽合金用の溶融シリカと石膏および酸化マグネシウムを使用した中子を製造することに成功した。強度と金属を攻撃する酸による除去に関連する特定の産業用途に応じて、異なる中子試験を使用することができる。最適な浸出条件を微調整するためには、さらなる作業が必要である。 3. 研究背景: 研究トピックの背景: 中子は金属鋳造に不可欠な部品であり、鋳造品に内部形状を作成するために使用されます。従来、鋼鋳造用の中子は溶融シリカで作られ、熱水酸化ナトリウムを使用して除去されていました。しかし、この方法は、水酸化ナトリウムがこれらの合金を腐食させるため、アルミニウムや軽合金には適していません。したがって、軽合金用代替中子技術の開発が必要とされています。 既存研究の現状: 先行研究では、セラミック中子は主に添加剤を伴う溶融シリカで作られていることが示されています。異なるメッシュサイズの溶融シリカが充填材として使用され、酸化マグネシウムがスラリーの作業寿命を制御するために使用されています。ケイ酸カルシウムは希酸でのコア浸出を助けます。石膏(硫酸カルシウム)は、Crystcal Rやファインキャスティングプラスターなどの独自の石膏の形で、結合を生成し、強度を高めるために使用されます。炭酸リチウムは、コア内の石膏の強化効果を高めるために促進剤として使用されます。バインダー(Ludox® AM)と水もコア組成物に使用されています。 研究の必要性: 現在、アルミニウムやその他の軽合金に最適な中子システムは存在しません。既存の水酸化ナトリウムを使用する方法は、水酸化ナトリウムの腐食性のため、これらの合金には適用できません。アルミニウムや軽合金の鋳造を容易にするためには、代替材料と浸出剤の組み合わせが必要です。本研究は、希釈酢酸などの腐食性の低い浸出剤を使用し、環境上の利点を提供し、苛性ソーダに関連する廃棄物処理問題を解決する、軽合金に適した水系中子技術を開発することにより、このギャップに対処することを目的としています。 4. 研究目的と研究課題: 研究目的: 本プロジェクトの目的は、確立された水系中子技術を軽合金用中子形状の製造に応用し、苛性ソーダよりも腐食性の低い浸出剤、例えば希釈酢酸を使用してアルミニウム合金鋳物から中子を除去できるように組成を修正することである。本研究では、寸法安定性、強度、機械的特性、および環境に優しい試薬による容易な除去のために最適な中子組成を決定することを目的としています。最終的な目標は、開発された中子を鋳造用中子としての適合性を評価することです。 主要研究: 5. 研究方法 研究デザイン: 本研究では、初期の中子組成から開始し、機械的特性、鋳造性能、および中子除去を最適化するために成分を体系的に変化させる反復実験的アプローチを採用しました。さまざまな中子組成物が処方および試験され、石膏、バインダー、および酸化マグネシウムの割合の変化、ならびにケイ酸カルシウムおよび異なる石膏タイプの使用の影響を評価するように設計された試験が行われました。 データ収集方法: 分析方法: 研究対象と範囲: 本研究は、軽合金、特にアルミニウム用の水系中子技術の開発に焦点を当てました。調査対象の中子材料には、溶融シリカ、石膏(各種)、酸化マグネシウム、炭酸リチウム、ケイ酸カルシウム、クエン酸三ナトリウム、およびLudox® AMバインダーが含まれていました。中子組成物は、機械的特性、重力ダイカストにおける鋳造性能、および希釈酸を使用した除去について試験されました。範囲は実験室規模の実験に限定されており、実規模の産業試験には拡大していません。 6. 主な研究結果: 主要な研究結果: 提示されたデータの分析: 図の名前リスト: 7. 結論: 主な調査結果の概要: 本研究では、溶融シリカ、石膏、および酸化マグネシウムを使用して、軽合金用の水系中子技術の開発に成功しました。この研究では、苛性ソーダに代わる腐食性の低い代替手段として、希釈された硝酸、クエン酸、および酢酸を中子除去に使用できる可能性が実証されました。主な調査結果には、MOR、スラリー作業寿命、および浸出特性に対する中子組成の影響が含まれます。より細かい溶融シリカ粒子は、中子強度と表面仕上げを向上させました。最適な中子組成は、特定の用途の要件、強度、浸出効率、および寸法安定性のバランスによって異なります。 研究の学術的意義: 本研究は、軽合金用の水系中子技術の科学的理解に貢献しています。MOR、破壊靭性、浸出挙動など、さまざまな中子組成と焼成温度が中子特性に及ぼす影響に関する貴重なデータを提供します。この研究はまた、セラミック中子の信頼性を特徴付けるワイブル分析の応用を進めています。 実際的な意味合い: 開発された水系中子技術は、既存の中子システムの限界に対処し、アルミニウムおよび軽合金の鋳造に実用的なソリューションを提供します。希釈されたクエン酸と酢酸を浸出剤として使用することは、苛性ソーダに代わる環境に優しい代替手段となります。調査結果は、特定の鋳造要件と産業用途に基づいて適切な中子組成と浸出方法を選択する際に、鋳造所への指針を提供します。 研究の限界と今後の研究分野: 本研究は実験室規模で実施されたものであり、産業環境で技術を検証するにはさらなる研究が必要です。研究は、将来の研究のためのいくつかの分野を示唆しています。 8. 参考文献: 9. 著作権: この資料は上記論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright
Read More
1. 概要: 2. 研究背景: 1975年に制定されたCAFE(Corporate Average Fleet Economy)規制により、北米の乗用車と小型トラックの平均燃費の向上義務が課せられました。燃費目標は1978年から1985年にかけて初期の増加が求められましたが、2011年までは大きな燃費向上要求はありませんでした。現在、乗用車と小型トラックの燃費要件は2025年まで継続的に増加しており、主にパワートレイン技術の進歩と車両の軽量化によって達成されています。軽量化は、部品やシステム設計のCAE(Computer-aided engineering)最適化、軽量材料の実装、部品統合など、さまざまな方法で達成できます。 これにより、エンジンブロックやトランスミッションの小型化、制動要件の軽減につながり、二次的または複合的な軽量化効果が生じます。自動車用途のマグネシウムダイカスト部品は、一般的に上記の3つの軽量化手法を用いています。比較的低い密度、設計の柔軟性、流動性により、大幅な部品統合が可能になります。従来は、インストルメントパネルフレーム、シートフレーム、ステアリングアーマチュア、トランスファーケース用途に使用されてきました。2015年時点では、北米車両の平均マグネシウム含有量は約5kgでしたが、2025年までに3倍になると予想されています。 本研究では、複数の論文で調査され、一部の事例では生産車両に導入されている、閉鎖構造物用途におけるマグネシウムダイカストの最近の研究をレビューします。 3. 研究目的と研究質問: 4. 研究方法: 5. 主要な研究結果: マグネシウムダイカストは、閉鎖構造物用途において最大50%の重量削減と部品数の削減をもたらしました。2017年型クライスラー・パシフィカのリフトゲート内側構造物へのマグネシウムダイカストの適用は、前世代の9個の部品を置き換え、リフトゲートアセンブリの重量を約50%削減しました。他の生産事例としては、2004年型アストンマーティンDB9のマグネシウム製サイドドアインナー(約43%の重量削減)、2010年型リンカーンMKTのマグネシウム製リアリフトゲートインナー(約40%の重量削減)、2009年型メルセデス・ベンツEクラスTモデル、2017年型アストンマーティン・ヴァンキッシュS、2006年型メルセデス・ベンツCLクラスクーペ、そして2018年型ジープ・ラングラーのマグネシウム製スイングゲートダイカストインナーなどがあります。 ロータスエンジニアリングの研究では、2009年型トヨタ・ヴェンザのサイドドアとリフトゲートインナーに26kg以上のマグネシウムを使用し、41%の重量削減を達成しました。ゼネラルモーターズのDOE(Department of Energy)支援プロジェクトでは、統合型ダイカストマグネシウム製ドアインナーを開発し、部品数を削減し、約50%の重量削減を実現しました。 マグネシウム製閉鎖構造物の設計には、腐食防止、締結、組立戦略などの設計上の課題があり、CAE最適化、厚さの変化、リブパターンなどの設計戦略が用いられています。マグネシウムダイカストの製造と組立には、接着剤結合、ヘムフランジジョイント設計、表面処理とコーティングが含まれます。 図表リスト: 6. 結論と考察: 本研究は、閉鎖構造物用途におけるマグネシウムダイカストの重量削減の可能性と性能特性を要約しています。マグネシウムダイカストは、剛性、衝突安全性、製造性に関する設計上の課題に対する解決策を提供しており、剛性、衝突性能、製造性のための設計、ダイカストマグネシウムインナーをBIWに統合するための組立工程の設計、コーティングシステムの設計、そしてガルバニック腐食対策のための戦略を含んでいます。マグネシウムダイカストは、車両の軽量化による将来のCAFE要件達成に役立ちます。しかし、ガルバニック腐食問題の解決策に関する更なる研究が必要です。 7. 今後の研究: 8. 参考文献: (論文中に記載されている参考文献リスト[1]~[20]) 著作権: この要約は、J.P. Weilerの論文「A review of magnesium die-castings for closure applications」に基づいて作成されました。 論文出典: https://doi.org/10.1016/j.jma.2019.02.005 この要約は上記の論文に基づいて要約されており、無断で商業目的で使用することは禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
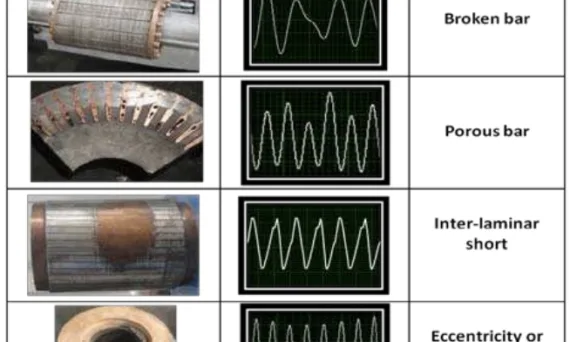
user 03/13/2025 Copper-J , Technical Data-J Applications , CAD , Copper Rotor , Die casting , Draft , Efficiency , Electric vehicles , Quality Control , 알루미늄 다이캐스팅 , 해석 本紹介内容はIEEEで発行された論文 “Design and Development of Rotor Quality Test System for Die-Cast Copper Rotors” の研究内容を紹介するものです。 1. 概要: 2. 概要 / 導入 概要 – 銅ローターモーターは、最新のモーターと同等の優れた効率を発揮し、電気自動車用途に適格となる高い温度に対応できることが市場で周知されています。重金属であるダイカスト銅ローターの製造には、信頼性の高いローター生産のために絶対的な注意が必要です。本論文では、銅ダイカスト加工における一般的な欠陥を特定し、3段階検査における十分な監視方法を提案します。最終段階は、銅ダイカストローターに見られるほとんどの問題を検出するローター品質試験システムで構成されています。このローター品質試験システム分析は、ローター製造プロセスを最適化し、不良ローターをモーターアセンブリに取り付ける状況を回避するのに役立ちます。 I. 導入 電気自動車(EV)への世界的な関心が拡大するにつれて、自動車エンジニアは、材料使用量の削減、サイズの小型化、重量の軽減によって利点を得ることができるモーター製造のための特殊材料を探しています。近年、希土類材料の希少性と、永久磁石モーターにおける高温での磁石性能への懸念から、ダイカスト銅ローターモーターへの関心が高まっています。銅ローター誘導モーターは、小型化、高出力密度、システム全体、効率、耐久性の点で、パラレルハイブリッド電気自動車にとって実行可能な選択肢であると思われます[1]。高圧ダイカストは、ダイカストローターの製造において最も経済的なプロセスであり、1930年代からアルミニウムが選択材料となっています。銅の高い導電率を利用して、ローターにアルミニウムの代わりに銅を使用することは、EV用途向けのエネルギー効率の高いモーターを開発するための確固たる戦略であることが証明されています。かご形誘導電動機のダイカストローターバーでアルミニウムを銅に置き換えることは、ローターI²R損失の低減という点で大きな利点があり、最終的には効率と省エネが向上します。ローターI²R損失の低減は、モーターの動作温度を低下させます。銅ダイカストプロセスはアルミニウムダイカストプロセスと同一ですが、温度と圧力の増加による追加の製造上の課題により、銅ダイカストローターの製造は困難になります。銅の溶融コストと溶融銅の取り扱い費用は、アルミニウムの約3倍高いと推定されています。ダイカスト銅ローターモーターの製造にかかる高コストは、入力電力消費量の削減、メンテナンス費用の削減、長寿命化による省エネによって相殺されます[2]-[7]。新しいダイカストローターの構造には、モーターの動作を危険にさらす可能性のあるさまざまな欠陥があります。ローターの欠陥は、異常な発熱、追加の高調波の存在、アークの発生、振動や騒音の発生、モーターの速度やトルクの変動を引き起こします。ダイカスト銅ローターの問題は、モーターの望ましくない性能につながり、信頼性が低下し、頻繁なサービスが必要になります。ローターの欠陥による誘導電動機の全故障は、約10%と推定されています[8]。銅で製造されたダイカストローターは、製造時にさまざまな欠陥を引き起こす可能性があります。問題の中には、肉眼では検出できないほど見えないものもあれば、特定されていない問題もあります。 3. 研究背景: 研究テーマの背景: 電気自動車(EV)への世界的な関心が高まるにつれて、自動車エンジニアは、材料の使用量、サイズ、重量を削減できるモーター製造用の特殊材料を模索しています。ダイカスト銅ローターモーターは、希土類材料の入手可能性の低さと、永久磁石モーターにおける高温での磁石性能への懸念から、近年注目を集めています。銅ローター誘導モーターは、小型、高出力密度、効率、耐久性の点で、ハイブリッドEVにとって実行可能な選択肢です。高圧ダイカストは、従来アルミニウムを使用してきたローター製造において経済的です。高い導電率を持つ銅は、エネルギー効率の高いEVモーターにとって確固たる代替材料です。ダイカストローターバーでアルミニウムを銅に置き換えることは、ローターI²R損失を大幅に削減し、効率と省エネを向上させ、モーターの動作温度を低下させます。しかし、銅ダイカストはアルミニウムダイカストと類似していますが、より高い温度と圧力のため、製造上の課題があります。溶融銅を溶融および処理するコストは、アルミニウムよりも約3倍高くなります。製造コストは高くなりますが、ダイカスト銅ローターモーターは、省エネ、メンテナンスの削減、長寿命化により費用対効果が高くなります。 既存研究の現状: ダイカストローターの欠陥は、モーターの動作を損ない、異常な発熱、高調波、アーク、振動、騒音、速度/トルク変動などの問題を引き起こす可能性があります。これらの問題は、モーターの信頼性を低下させ、サービス要求を増加させます。ローターの欠陥は、誘導電動機の故障の約10%を引き起こすと推定されています。銅ダイカストローターは、さまざまな製造上の欠陥が発生しやすく、その一部は目に見えません。既存のローター品質監視方法には、固定子電流周波数成分を分析することにより、破損したバーや偏心などの欠陥を検出するオンライン手法である電流シグネチャ分析(MCSA)が含まれます。ただし、MCSAは複数の欠陥が存在する場合に使用が難しく、モーターが組み立てられて動作している必要があります。結果は他のモーターコンポーネントの影響を受け、専門家の解釈が必要です。これらの方法は、ダイカスト銅ローターの定量的な品質評価を提供せず、完全な組み立て前の製造中に適用することはできません。グラウラーテスト、タップテスト、浸透探傷試験、超音波探傷試験、抵抗試験などの分解されたモーター検出方法が存在しますが、特に内部欠陥などのすべてのタイプの欠陥を検出する上で限界があり、大量生産中の包括的な品質評価には適していません。 研究の必要性: 製造現場でのローター品質評価には、モーターコンポーネントに依存しない直接的な試験方法が必要です。RMFA、グラウラーテスト、超音波探傷試験などの現在の分解された検出方法は、すべての欠陥タイプを検出すること、および電気的、磁気的、絶縁性、構造的特性を含む完全なロータースタック評価を提供することに限界があります。高圧および高温を伴うダイカスト銅ローターの製造プロセスは、電気的、磁気的、絶縁性、構造的な変動を引き起こし、多孔性、ラミネーション短絡、スキュー角度偏差、導電率低下などの問題につながる可能性があります。これらの問題は、銅ローターの利点を打ち消し、モーターの効率と性能を低下させる可能性があります。既存の試験手順は、ダイカスト銅ローターのすべての問題を詳細に評価するには不十分です。これらの問題に対処し、製造を最適化し、不良ローターがモーターアセンブリに取り付けられるのを防ぐには、包括的な3段階検査プロセスが必要です。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、ダイカスト銅ローター用のローター品質試験システム(RQTS)を設計および開発することです。このシステムは、製造中に発生する銅ダイカストローターの一般的な欠陥を検出し、それによってローター製造プロセスを最適化し、不良ローターを使用したモーターの組み立てを防ぐことを目的としています。RQTSは、さまざまな欠陥タイプを検出する際の限界に対処し、生産ラインでの品質管理を可能にすることにより、既存の方法と比較して、ローター品質のより直接的かつ包括的な評価を提供することを目的としています。 主要な研究課題: 5. 研究方法 研究デザイン: 本研究では、ローター品質試験システム(RQTS)を作成するために、設計および開発アプローチを採用しました。これには、電磁誘導原理に基づくシステムの概念化、ハードウェアコンポーネント(電磁センサー、ローター駆動システム、データ収集システム)の設計、および信号分析と品質評価のためのソフトウェアの開発が含まれていました。このシステムは、重量試験、超音波試験を使用したエンドリングの欠陥検出、および最終RQTS試験を含む3段階検査プロセス用に設計されました。RQTSを検証するために、意図的に欠陥が導入されたプロトタイプローターが製作されました。 データ収集方法: RQTSは、電磁センサーを使用して、磁場内で回転するときにローターバーに電圧を誘導します。ローターバーの物理的状態を反映する誘導電圧波形は、センサーのピックアップコイルによってキャプチャされます。NI PCI-5922デジタイザーボードを備えたデータ収集システム(DAQ)は、センサーコイルからのアナログ信号を取得および調整するために使用されます。近接センサーは、周波数分析用の速度入力を提供します。取得した波形は、NI LabVIEWで開発されたカスタムソフトウェアを使用して処理および分析されます。 分析方法: 取得した波形は、NI LabVIEWで開発されたソフトウェアを使用して、時間領域と周波数領域の両方で分析されます。最初に、高周波ノイズを除去するために、バターワースローパスデジタルフィルターが適用されます。FFTを使用した周波数分析は、ローターバー通過周波数を特定し、欠落しているバーを検出するために実行されます。FFTスペクトルの振幅分析は、ローター欠陥の重症度を評価するために使用されます。統計的比較は、事前定義された基準に対してローター品質を評価するために実装されています。ソフトウェアは、ローター品質パーセンテージを計算し、設定された基準に基づいて合格/不合格の判定を提供します。欠陥のあるローターからの波形パターンは、特定の欠陥タイプを識別するために基準波形チャートと比較されます。 研究対象と範囲: 本研究は、誘導電動機用のダイカスト銅ローターに焦点を当てています。開発されたRQTSは、調整可能なチャックおよびテールストックアセンブリ、および適応可能な電磁センサー設定を通じて、さまざまなローターサイズと重量に適用できるように設計されています。一般的なダイカスト銅ローターの欠陥をシミュレートするために製造されたプロトタイプローターは、RQTSのテストと検証のための主要な対象として機能します。研究の範囲には、RQTSハードウェアおよびソフトウェアの設計、開発、検証、およびダイカスト銅ローター製造に関連するさまざまなローター欠陥を検出する能力の実証が含まれます。 6. 主な研究成果: 主要な研究成果:
Read More
user 03/10/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , AZ91D , CAD , Computer simulation , Die casting , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , 금형 , 자동차 산업 この論文の紹介は、[‘Magnesium Advances and Applications in North America Automotive Industry’]([‘Trans Tech Publications’]発行)に基づいて作成されました。 1. 概要: 2. 概要または序論 概要:マグネシウムは、自動車分野において、鋼、アルミニウム、ポリマー複合材に代わる魅力的な材料としてますます認識されています。これは主に、企業平均燃費(CAFÉ)基準を満たすための車両重量の削減ニーズと、車両性能要件を満たす能力によるものです。マグネシウムの応用は、材料のクリープ抵抗が重要な構造部品とパワートレイン部品の両方で大幅に拡大すると予測されています。 本論文では、ライトメタルキャスト、マグネシウムパワートレイン鋳造部品、構造用マグネシウム開発などの最近の自動車用マグネシウムの研究開発(R&D)プログラムの概要を示します。これらのプログラムは、米国自動車研究評議会(USCAR)と米国エネルギー省の支援を受けています。USCARは、ダイムラークライスラー、フォード・モーター・カンパニー、ゼネラルモーターズで構成される傘下の組織であり、協力的なプレコンペティティブ研究を通じて米国自動車産業の技術基盤を強化するために1992年に設立されました。 過去10年間でマグネシウム鋳造業界は成長しましたが、マグネシウムダイカストの材料費と製造プロセス費が自動車産業への大規模な導入を妨げてきました。その結果、フォード・モーター・カンパニーは、米国国立標準技術研究所の先端技術プログラムとの提携により、加熱ランナーを用いたコスト削減マグネシウムダイカスト(CORMAG)プログラムを開始しました。 本論文の後半では、CORMAGプログラムの目標、進捗状況、および影響について簡単に概説します。さらに、本論文では、2004年型フォードF-150ライトトラックのフロントエンドサポートアセンブリや2005年型フォードGTのインストルメントパネル構造など、具体的なマグネシウムの応用例を紹介します。 序論:マグネシウムは、多くの自動車部品において構造材料として使用されており、多くの自動車用途において許容可能なコストで自動車の重量を削減できることが証明されています[1,2]。マグネシウムの魅力が増しているのは、衝突エネルギー吸収要件を同時に満たし、部品重量を大幅に削減できる能力によるものであり、鋼、アルミニウム、ポリマー複合材の代替材料としての地位を確立しています。本論文では、マグネシウムの3つの主要な属性を強調しています。 a. 低密度: マグネシウム合金は密度が1.8 kg/Lであり、競合材料よりも大幅に軽量です。ポリマー複合材よりも20%軽量、アルミニウム合金よりも30%軽量、鋼および亜鉛合金よりも75%軽量です。 b. 優れた鋳造性: マグネシウムは優れた鋳造性を示し、薄肉(1.0〜1.5 mm)で最小限の抜き勾配(1〜2度、アルミニウムの約半分)の部品の製造を可能にします。マグネシウムの優れた流動性により、複雑な鋼製構造物の集合体を置き換える大型鋳物の製造が容易になります。例としては、2004年型フォードF-150のラジエーターサポート[2]、2005年型フォードGTのインストルメントパネル[3]、ステアリングホイールなどがあり、延性、エネルギー吸収性、耐衝撃性が重要です。たとえば、鋼製のクロスカービームインストルメントパネル(IP)は35個以上の部品で構成される場合がありますが、同等のダイカストマグネシウムIPはわずか5個の部品で済みます。 c. 優れた表面特性: ダイカストマグネシウムの表面「スキン」は、バルク材よりも優れた機械的特性を示します[4]。この特性により、より薄く、リブ付きで軽量なマグネシウムダイカストが可能になり、材料コストを削減しながら、単位面積あたりの高い強度を維持し、より重いアルミニウムおよびプラスチック部品と競争できるようになります。 これらの利点にもかかわらず、マグネシウムの自動車用途への広範な展開を妨げる大きな障壁が数多く存在します。21世紀の北米自動車産業では、軽量化の必要性は最も重要ですが、多くの場合、生産コストの管理の必要性に取って代わられます。マグネシウムダイカストのコスト競争力は依然として主要な障害であり、自動車産業が積極的に取り組んでいる複雑で動的な課題です。 本論文は2部構成です。第1部では、フォード・モーター・カンパニーが関与している2つの進行中のマグネシウムプログラムを紹介します。第2部では、フォード・モーター・カンパニーが開始し、近い将来に業界初の製造技術を実装することを目的としたマグネシウム研究プログラムに焦点を当てます。 3. 研究背景: 研究トピックの背景: 自動車産業は、企業平均燃費(CAFÉ)基準を満たし、燃費を向上させるために、車両重量を削減するという絶え間ないプレッシャーにさらされています。マグネシウム合金は、鋼、アルミニウム、ポリマー複合材と比較して大幅な軽量化の可能性を提供するため、自動車用途にとって魅力的です。しかし、マグネシウムダイカストの高コストが、その広範な採用に対する大きな障壁となっています。 既存研究の現状: 1993年の新世代自動車パートナーシップ(PNGV)[5]を含む以前の研究開発の取り組みは、車両の質量削減の重要性を強調してきました。マグネシウムの応用を促進するために、USCARとUSAMPの組織的リーダーシップの下、米国エネルギー省の支援を受けて、構造用マグネシウム開発(SCMD)やマグネシウムパワートレイン鋳造部品(MPCC)などの共同プログラム[6,7]が設立されました。これらのプログラムには、主要な自動車会社からのチームメンバーが参加しており、シャシー、内装、ボディ部品におけるマグネシウムの技術的および経済的実現可能性を評価することを目的としています。さらに、ヨーロッパの自動車メーカーであるBMWやVWも、マグネシウムパワートレイン部品に焦点を当てた研究および製造プログラムを開始しています[9]。 研究の必要性: マグネシウムの固有の利点にもかかわらず、代替材料と比較して製造コストが高いため、自動車産業におけるより広範な応用が制限されています。この障壁を克服するためには、マグネシウムダイカストプロセスのコスト削減に焦点を当てた研究が不可欠です。特に、大型で薄肉の構造部品のダイカストに関連する課題に対処することは、マグネシウムの競争力を高め、自動車製造へのより広範な導入を可能にするために不可欠です。 4. 研究目的と研究課題: 研究目的: 本論文で概説する研究の主な目的は、自動車用途向けの費用対効果の高いマグネシウムダイカスト技術を調査および開発することです。この包括的な目標は、USCARプログラム(SCMDおよびMPCC)とフォードが開始したCORMAGプログラムという2つの主要なプログラムの検討を通じて対処されます。この研究は、構造部品とパワートレイン部品の両方におけるマグネシウムの実現可能性を実証し、その製造に関連するコスト障壁を克服することを目的としています。 主な研究: 本論文で探求されている主な研究分野は次のとおりです。 研究仮説: 明示的に仮説として述べられていませんが、この研究は、以下の暗黙の前提の下で実施されています。 5. 研究方法 研究デザイン: この研究では、共同R&Dイニシアチブに焦点を当てたプログラムベースのアプローチを採用しています。これには、アプリケーション主導のプログラム(USCARのSCMDおよびMPCC)と、技術に焦点を当てたプログラム(フォードのCORMAG)の両方が含まれます。USCARプログラムは、特定の自動車部品カテゴリにおけるマグネシウムの実現可能性を評価するように設計されており、CORMAGプログラムは、特定の製造技術を開発および検証するように設計されています。 データ収集方法: 本論文では、主にプログラムの目的、アプローチ、および期待される成果の概要を示しています。マグネシウムの応用例(フォードF-150フロントエンドサポート、フォードGTインストルメントパネル)やプログラム活動(CORMAG鋳造試験)の具体例を引用しています。引用されているプログラム内のデータ収集方法には、材料試験、部品性能評価、コスト分析、およびプロセス最適化研究が含まれている可能性があります。CORMAGプログラムでは、ホットランナー技術を検証するために、特に鋳造試験とコンピュータモデリングを利用しています。
Read More
user 03/07/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Die casting , Draft , Efficiency , 金型 , 금형 , 자동차 , 해석 この論文概要は、[‘INTERNATIONAL JOURNAL OF RESEARCH IN ADVANCED ENGINEERING TECHNOLOGIES’]によって発行された、[‘DESIGN AND WEIGHT OPTIMIZATION OF OIL PAN BY FE ANALYSIS’]論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録 – 往復動型内燃機関において、オイルパンはクランクシャフトのハウジングです。この密閉構造はエンジン内で最大の空洞を形成し、マルチシリンダーエンジンでは通常、1つまたは複数のシリンダーブロックに統合されてシリンダーの下に配置されます。オイルパンはエンジンの下部に位置し、エンジンオイルを貯蔵するために使用されます。必要なときにオイルパンからエンジンにオイルがポンプで送られます。 本プロジェクトでは、潜水艦エンジンで使用されるオイルパンのモデリングを行います。本プロジェクトの目的は、CADソフトウェアを使用してオイルパンをモデル化し、適切な鋳造製造プロセスを選択して鋳造金型を設計し、CAMソフトウェアを使用してCNCプログラムを生成し、鋳造金型の不要な領域で重量を削減することです。 初期段階では、金型設計と解析条件に関するデータを収集します。次の段階では、さらなる研究のためにPro-Engineerを使用してモデルを生成します。金型アセンブリをモデル化するために金型設計計算を行います。金型準備後、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減するために構造解析を行います。モデリング、金型設計、製造(CNC)はPro/Engineerソフトウェアを使用して行われます。 序論 – オイルパンについて オイルパンは、一般的に自動車やその他の類似の用途における4ストローク内燃機関の底部をシールする部品です。米国ではオイルパンとして知られていますが、世界の他の地域ではオイルサンプと呼ばれることもあります。主な目的は、クランクケースの最下部を形成し、エンジンオイルがエンジン内を循環する前後にオイルを保持することです。オイルパンを取り外すと、通常、クランクシャフト、オイルピックアップ、およびディップスティックの下端部が現れます。 通常のエンジン運転中、オイルポンプはパンからオイルを吸い上げ、エンジン内を循環させます。オイルはそこで様々な部品を潤滑するために使用されます。オイルがエンジンを通過した後、オイルパンに戻されます。このようなウェットサンプシステムでは、エンジンが保持できるオイルの量は、オイルパンのサイズに直接関係しています。エンジンは、クランクシャフトが水没するとオイルがエアレーションを起こし、オイルポンプがエンジン内を循環させることが困難または不可能になるため、パンに収まる量以上のオイルを保持することはできません。 エンジンオイルを交換するために使用されるドレンプラグは、通常、オイルパンのどこかに配置されています。オイルドレンプラグを簡単に見つける方法は、パンを見つけてから最も低い点を探すことです。パンは傾斜していたり、片方の端が膨らんでいたり、エンジンの位置によってわずかに角度が付いている場合があります。この低い点が通常、ドレンプラグが配置され、パン内のオイルをほぼすべて排出できる場所です。 レースや高性能車などの特定のエンジンは、ドライサンプシステムとして知られるものを使用する場合があります。クランクケースにすべてのオイルを貯蔵する代わりに、これらのエンジンにはポンプで送り込まれる分離されたリザーバーがあります。これらのエンジンのオイルパンは、オイルが潤滑に使用された後にリザーバーに戻されるため、通常、ウェットサンプシステムのオイルパンよりもはるかに小さくなります。 3. 研究背景: 研究テーマの背景: 往復動型内燃機関において、オイルパンはクランクシャフトハウジングとして機能します。この密閉構造はエンジン内で最大の空洞を形成し、シリンダーの下に位置しています。オイルパンはエンジンの下部に配置され、エンジンオイルを貯蔵するために使用されます。 既存研究の現状: このセクションでは明示的に言及されていません。 研究の必要性: 本プロジェクトでは、潜水艦エンジンで使用されるオイルパンのモデリングを行います。本プロジェクトの目的は、CADソフトウェアを使用してオイルパンをモデル化し、適切な鋳造製造プロセスを選択して鋳造金型を設計し、CAMソフトウェアを使用してCNCプログラムを生成し、鋳造金型の不要な領域で重量を削減することです。初期段階では、金型設計と解析条件に関するデータを収集します。次の段階では、さらなる研究のためにPro-Engineerを使用してモデルを生成します。金型アセンブリをモデル化するために金型設計計算を行います。金型準備後、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減するために構造解析を行います。モデリング、金型設計、製造(CNC)はPro/Engineerソフトウェアを使用して行われます。 4. 研究目的と研究課題: 研究目的: 本プロジェクトの目的は、CADソフトウェアを使用してオイルパンをモデル化し、適切な鋳造製造プロセスを選択して鋳造金型を設計し、CAMソフトウェアを使用してCNCプログラムを生成し、鋳造金型の不要な領域で重量を削減することです。また、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減することです。 主要な研究: 研究仮説: このセクションでは明示的に言及されていません。本研究は、仮説駆動型というよりも、探索的かつ設計に焦点を当てています。 5. 研究方法: 研究デザイン: 研究デザインには、ソフトウェアツールを使用したモデリング、設計、解析、最適化が含まれます。初期段階では、金型設計と解析条件に関するデータを収集します。次の段階では、さらなる研究のためにPro-Engineerを使用してモデルを生成します。金型アセンブリをモデル化するために金型設計計算を行います。金型準備後、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減するために構造解析を行います。モデリング、金型設計、製造(CNC)はPro/Engineerソフトウェアを使用して行われます。 データ収集方法: 初期段階では、金型設計と解析条件に関するデータを収集します。 分析方法:
Read More
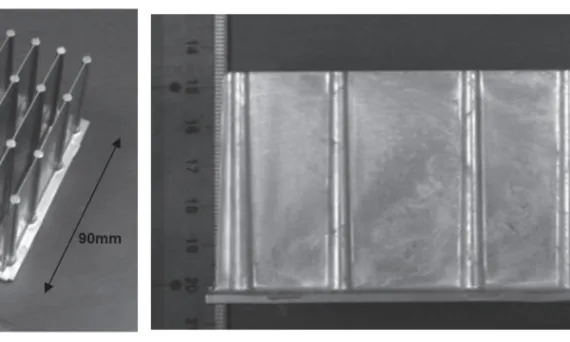
論文要約: この論文要約は、[‘Casting of product of Al-25%Si with thin fins’]と題された論文に基づいており、発行元は[‘La Metallurgia Italiana’]です。 1. 概要: 2. アブストラクトまたは序論 近年、ヒートシンク用の薄肉フィン製品のダイカスト需要が増加しています。A383アルミニウム合金は、その優れた流動性からダイカストに広く使用されていますが、従来のダイカスト設備では、1mm以下のA383製品を製造することは困難であり、コストも高くなります。高速ダイカスト設備は、1mm以下の薄肉フィン鋳造が可能ですが、非常に高価です。したがって、従来のダイカスト設備の利用が好まれます。A383よりも流動性に優れたアルミニウム合金を使用すれば、薄肉フィン製品を鋳造できます。本研究では、Siの巨大な潜熱に着目しました。金属の温度降下が緩やかになり、過共晶Al-Si合金の鋳造において流動性が向上すると推定しました。Si含有量が増加するにつれて液相線温度が上昇することを考慮し、25mass%Siを上限としました。低い凝固温度は、金型寿命の延長に有利です。過冷却および低固相率半凝固鋳造(簡易レオキャスティング)を採用しました[1-4]。本研究では、Al-25mass%Siの流動性を調査し、薄肉フィンヒートシンクモデルを製作しました。 3. 研究背景: 研究テーマの背景: ヒートシンク用途を中心に、薄肉フィンを特徴とするダイカスト製品の需要が増加しており、効率的な製造方法の必要性が高まっています。特に、A383合金を用いて1mm未満の薄肉部品を従来のダイカスト方式で鋳造することは、製造上の大きな困難とコストの問題を引き起こします。 既存研究の現状: A383アルミニウム合金は、その良好な流動特性からダイカスト分野で広く使用されています。高速ダイカスト設備は、より薄いフィンを鋳造するための解決策を提供しますが、多額の設備投資が必要となります。既存の研究では、流動性と鋳造性を向上させるための代替アプローチとして、過冷却および半凝固鋳造(レオキャスティング)が検討されています [1-4]。 研究の必要性: 薄肉フィン製品に対する従来のダイカストの限界と、高速ダイカストの高コストにより、代替合金システムと鋳造戦略の探求が必要です。A383よりも優れた流動性を持つ合金を従来のダイカスト設備と組み合わせて使用すると、薄肉フィン部品の製造のための費用対効果の高いソリューションを提供できます。過共晶Al-Si合金におけるSiの潜熱は、流動性を向上させる可能性を秘めており、この用途におけるAl-25%Si合金の研究が求められます。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、従来のダイカストにおいてAl-25%Si合金を使用して薄肉フィン部品を製造する実現可能性を評価することです。本研究では、Al-25%Siの鋳造特性、特に流動性と熱伝導率を、ベンチマーク合金であるA383と比較して特性評価することを目的としています。 主な研究課題: 研究仮説: 5. 研究方法 研究デザイン: 本研究では、Al-25%Si合金の鋳造特性を調査するために実験計画法を採用しました。この研究では、同一のダイカスト条件下でAl-25%Si合金とA383合金の両方を使用して比較実験を実施します。 データ収集方法: 分析方法: 研究対象と範囲: 本研究は、Al-25mass%Si合金に焦点を当て、そのダイカスト性能を広く使用されているA383アルミニウム合金と比較します。研究の範囲は、500KNの型締力と45mmのスリーブ直径を備えた小型ダイカスト設備を使用する従来のコールドチャンバーダイカストに限定されます。流動性試験は、0.5mm、1mm、2mmのキャビティギャップを備えたスパイラルダイを使用して実施しました。ヒートシンクモデルは、0.5mmの先端厚さと50mmの高さの薄肉フィンを備えていました。 6. 主な研究結果: 主な研究結果: 提示されたデータの分析: 図のリスト: 7. 結論: 主な研究結果の要約: 本研究では、Al-25%Si合金がダイカスト、特に薄肉キャビティ部 (1mm未満) においてA383よりも優れた流動性を示すことを実証しました。簡易レオキャスティングによる低温 (650〜700°C) でのAl-25%Siの半凝固鋳造は、流動性を向上させます。A383と比較して、合金の高い熱伝導率と低い密度も確認されました。薄肉フィンヒートシンクモデルの鋳造の成功は、従来のダイカスト設備を使用した複雑な形状に対するAl-25%Siの実用的な応用を検証しました。Al-25%Siの過冷却は、簡易レオキャスティングプロセスを容易にします。 研究の学術的意義: 本研究は、過共晶Al-Si合金、特にAl-25%Siのダイカスト挙動の理解に貢献します。従来のダイカストプロセスにおける流動性を向上させるために、Siの潜熱と過冷却を利用する可能性を強調しています。本研究は、Al-25%Si合金とA383合金の比較流動性および熱特性に関する貴重なデータを提供し、ダイカスト用途の材料選択肢を拡大します。 実用的な意義:
Read More
user 03/04/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Casting , Applications , AUTOMOTIVE Parts , CAD , Die casting , Die Casting Congress , Draft , Efficiency , Electric vehicles , Review , 금형 論文概要: この論文概要は、[‘ダイカストプロセスにおけるコンピュータ支援冷却設計’]と題された論文を基に、[‘オハイオ州立大学’]にて発表された内容をまとめたものです。 1. 概要: 2. 研究背景: 研究トピックの背景: ダイカストは、溶融金属を高い圧力下で金属金型に射出するネットシェイプ製造プロセス (net shape manufacturing process) と定義されています (Street, 1977)。しかし、ダイカストに伴う物理現象は複雑であり、冷却システム設計は多大な「ノウハウ」に依存する「高度なスキル集約的な活動」(highly skill-intensive activity) (Barton, 1981) です。過去の経験に主に基づいた従来の金型設計は、より大型で複雑な鋳造品や新しい材料の製造に適用する際には「ますます不適切かつ非効率」(increasingly inadequate and inefficient) になっています。 既存研究の現状: 学術界および産業界の研究努力は、ダイカストの科学的基盤を確立し、金型設計および製造にコンピュータ支援設計 (CAD) のような最新のコンピュータ技術を統合することに焦点が当てられています。産業組織は、コンピュータ支援設計 (CAD) を使用して部品設計を開発し、文書化し始めています。熱入力と冷却チャネルの位置の影響を分析するシミュレーションプログラムが存在しますが、「ダイカスト冷却システム設計問題に直接的に焦点を当てたプログラムは非常に少ない」(very few are directed at the die casting cooling system design issue) 状況です。既存のソフトウェアは、しばしば「使いにくさと不十分な設計情報」(difficulty of use and insufficient design information) に悩まされています。 研究の必要性: 高い鋳造品質と生産速度に対する要求の高まりは、ダイカスト冷却プロセスを研究するための洗練されたモデリングプログラムを必要としています。「ダイカスト金型の冷却システムのための実用的で使いやすい設計ツール」(practical and easy-to-use design tool
Read More


![Fig. 4. Integrated magnesium door cast inner developed as part of a DOEsponsored project led by GM, right, and equivalent steel stamped door inner, left [10] (Copyright 2015 by IMA. Used with permission).](https://castman.co.kr/wp-content/uploads/Fig.-4.-Integrated-magnesium-door-cast-inner-developed-as-part-of-a-DOEsponsored-project-led-by-GM-right-and-equivalent-steel-stamped-door-inner-left-10-Copyright-2015-by-IMA.-Used-with-permission-570x342.webp)