高リサイクル材でも高性能を実現:二次アルミニウム合金のT6熱処理が自動車構造部品の未来を拓く 本技術概要は、[A. Bongiovanni, A. Castellero, M. Da Silva]著、[La Metallurgia Italiana] ([2024])発行の学術論文「[Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙なプロフェッショナルのための30秒概要 課題:なぜこの研究がHPDC専門家にとって重要なのか 自動車業界は、車両のカーボンフットプリント削減という大きな課題に直面しています。電気自動車への移行はその一環ですが、次のステップは車両自体の製造に使用される原材料の脱炭素化です。アルミニウムは軽量化と高いリサイクル性から、この「グリーンな移行」における重要な貢献者とされています。 しかし、特に高い機械的特性(延性や降伏強度)が求められるボディ・イン・ホワイト(BIW)などの構造部品では、主に新品の一次合金が使用されてきました。その理由は、リサイクルプロセスで混入する鉄(Fe)が、脆い針状のβ-Al5FeSi金属間化合物を形成し、延性を著しく低下させるためです。 本研究は、この課題に対し、マンガン(Mn)を添加して有害なβ相の析出を抑制し、より害の少ないα-Al15(Fe,Mn)3Si2相を促進するAlSi10MnMg二次合金に着目しました。リサイクル材比率が70%および90%と非常に高い合金が、T6熱処理によって構造部品に求められる性能を達成できるかを検証することが、本研究の核心的な目的です。 アプローチ:研究手法の解明 本研究では、欧州のSALEMAプロジェクトの一環として開発された2種類のAlSi10MnMg二次合金(Variant 4とVariant 6)が使用されました。これらの合金は、それぞれ70%と90%の使用済み(EoL)スクラップを含んでいます。 この体系的なアプローチにより、鋳放し(F)状態とT6熱処理後の状態で、高リサイクル材合金の挙動を多角的に評価しました。 ブレークスルー:主要な研究結果とデータ 発見1:T6熱処理による微細組織の劇的な変化 T6熱処理は、合金の微細組織を大きく変化させ、機械的特性に直接的な影響を与えました。 図4:鋳放し(a)とT6熱処理後(b)の微細組織。T6後、共晶Siが球状化しているのがわかる。 発見2:機械的特性(延性)と耐食性の飛躍的向上 T6熱処理は、合金の性能を実用レベルにまで引き上げる決定的な役割を果たしました。 Alloy Heat Treatment Bending Angle (average)
Read More
この技術概要は、Jafar Mahmoudi氏とJussi Vaarno氏によって発表された学術論文「Copper Heat Sink Design A Practical Application of Mathematical Modelling」に基づいています。これは、CASTMANの専門家によって、Gemini、ChatGPT、GrokなどのLLM AIの助けを借りてHPDC専門家のために分析および要約されました。 キーワード 概要 課題:HPDC専門家にとってこの研究が重要な理由 電子部品の冷却は、小型化と高集積化が進む現代において非常に重要な課題となっています。従来の冷却技術では対応しきれない発熱量の増加に対応するため、より効率的な冷却方法が求められています。特に、電子機器の温度勾配は、部品の信頼性に大きな影響を与えるため、冷却設計において重要な考慮事項となります。銅製ヒートシンクは、その高い熱伝導性から効果的な冷却手段として期待されていますが、その設計には高度な知識と最適化が必要です。 アプローチ:方法論の解明 本研究では、銅製ヒートシンクの熱的性能を分析するために、3次元モデルが開発されました。このモデルは、商用プログラムFLUENTを用いて作成され、流れと共役熱伝達を解析するために使用されました。理論モデルの検証は、モデルの予測と利用可能な実験データとの比較によって行われました。また、様々な冷却方法と製造プロセスを分析し、熱拡散の信頼性と有効性を示すための事例が提示されました。 ブレークスルー:主な調査結果とデータ HPDC製品への実際的な影響 論文詳細 Copper Heat Sink Design A Practical Application of Mathematical Modelling 1. 概要: 2. 抄録: In this work, a new concept for cooling the electronic components using the copper-base heat sink is proposed. The
Read More
user 07/28/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , CAD , Die casting , Draft , Fillet , High pressure die casting , Quality Control , Review , Sand casting , 금형 高品質・欠陥ゼロの鋳造を実現するHPDC金型設計・製造の体系的アプローチ このテクニカルブリーフは、Rakesh Bandane氏およびVaibhav Bankar氏によって執筆され、Journal Publication of International Research for Engineering and Management (JOIREM)に掲載された学術論文「Review Paper on design of Single Cavity Pressure Die Casting Die Using CAD Tool & Its Manufacturing by HPDC Technology」(2022年)に基づいています。HPDCの専門家のために、株式会社STI C&Dのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 高圧ダイカスト(HPDC)は、シャープな形状や滑らかな表面を持つ金属部品を高速で製造できる優れた技術です。しかし、その成功は「金型」の品質に大きく依存します。金型設計者は、溶湯の充填、凝固、製品の突き出し、金型のメンテナンス性、顧客の公差要求といった、互いに影響し合う多数の要素を考慮に入れなければなりません。 これらの要因を個別に最適化しようとすると、しばしばトレードオフの関係に陥り、結果として鋳造欠陥(ポロシティ、湯境、引け巣など)や生産性の低下を招きます。特に、15~20%にも及ぶ不良率が報告されるケースもあり(参考文献[1])、これは製造業にとって大きな課題です。この研究は、こうした複雑な課題を克服し、経済的で成功する鋳造を実現するための、体系的で実践的な指針を提供します。 アプローチ:方法論の解明 本研究は、特定の実験を行うのではなく、既存の学術論文や技術資料を広範囲にレビューし、HPDC金型開発におけるベストプラクティスを統合したものです。著者らは、CADツールを中核に据え、成功する金型を開発するためのプロセス全体を網羅的に解説しています。 そのアプローチは、以下の主要なステージに分解されます。 この包括的なアプローチにより、設計者や製造エンジニアは、開発の初期段階から潜在的な問題を予測し、回避策を講じることが可能になります。 発見:主要な知見とデータ 本レビュー論文は、HPDC金型開発を成功に導くための重要な知見を統合しています。 HPDCオペレーションへの実践的な示唆 本論文で概説されている知見は、実際の製造現場における品質向上とコスト削減に直接的に貢献します。 論文詳細 Review Paper on design of Single Cavity Pressure
Read More
user 06/25/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Die casting Design , Draft , Review , 금형 , 알루미늄 다이캐스팅 この紹介論文は、「 Journal of Emerging Technologies and Innovative Research (JETIR)」によって発行された論文「Review on Die Design for Die Casting」に基づいています。 Fig. 1. Hot Chamber Die Casting[2] / Fig. 2. Cold Chamber Die Casting[2] 1. 概要: 2. 抄録: 圧力ダイカストは、非鉄金属鋳物を製造する重要な方法の一つです。これは大規模な製造に広く用いられています。このプロセスでは、永久鋳型またはダイと呼ばれる金型を使用して部品を鋳造します。この文書は、圧力ダイカストに必要な金型設計に関する概要をまとめたものです。湯口システム、金型材料、保守に関する簡単な情報がこの論文で説明されています。 3. 緒言: ダイカストプロセスでは、溶融した非鉄金属をダイと呼ばれる金属製の金型に圧力をかけて押し込むことで部品が成形されます。金型キャビティは、所定の形状に機械加工された2つの硬化工具鋼ダイを使用して作られ、プロセス中、射出成形金型と同様に機能します。ほとんどのダイカスト鋳物は、亜鉛、銅、アルミニウム、マグネシウム、鉛、ピューター、錫ベースの合金などの非鉄金属から作られます。これらは良好な機械的特性を持ち、クリープがないことが要求されるためです。鋳造される金属の種類に応じて、ホットチャンバーまたはコールドチャンバーマシンが使用されます。ダイカストは、複雑なエンジニアリング部品の製造に広く使用されています。典型的な用途には、自動車アセンブリや電気モーター/ポンプのハウジング、電子機器の構造部品などがあります。ダイカスト用部品の設計は、良好な鋳物を得るために重要です。これには、適切な湯口システムの提供、均一な金属の流れ、均一な肉厚、ボス、サイドコアの回避、インサートの提供、十分な抜き勾配の提供、最小限の機械加工代の維持などの設計が含まれます。ダイカストは、Figure 1 および Figure 2 に示すように、ホットチャンバーとコールドチャンバーの2種類に分類されます。亜鉛、錫、鉛合金などの金属は、390°C未満の融点を持つホットチャンバーダイカストで鋳造されるのに対し、アルミニウム合金はコールドチャンバーダイカストマシンで鋳造されます。アルミニウムはダイチャンバー内の鉄部品を溶解するため、コールドチャンバーダイカストでの使用が好まれます。溶融金属との連続的な接触は、取鍋を使用して溶融金属を機械に直接導入することで回避されます。 4. 研究の概要: 研究トピックの背景: ダイカストは、溶融金属を再利用可能な金属金型(ダイ)に圧力をかけて射出する非鉄金属部品の重要な製造プロセスです。複雑なエンジニアリング部品の大量生産に広く使用されています。 従来の研究の状況: 本稿はダイカストにおける既存の知識に基づいており、金型設計原理、材料選択、湯口システム、および業界の一般的な慣行に関する先行研究を参照しています。材料特性(例:EN8、H13鋼)、湯口およびオーバーフロー設計の計算、欠陥分析などの側面について、既存の規格や文献を参照しています。 研究の目的: この文書は、圧力ダイカストに必要な金型設計に関する概要をまとめたものです。湯口システム、金型材料、保守に関する簡単な情報がこの論文で説明されています。 中核研究: 本研究の中核は、ダイカスト用金型設計の必須要素を中心に展開されます。これには、金型自体(Figure 3)、金型に使用される材料、コアの配置やエジェクタピン戦略などの金型設計上の考慮事項、オーバーフロー、ゲート、ランナー、ショットスリーブ/スプルーの特定の設計計算が含まれます。また、ワイヤーEDMなどの金型製造方法、金型試験、金型の一般的な欠陥、保守手順についても取り上げています。 5. 研究方法論 研究デザイン:
Read More
この紹介論文は、「Proceedings of the 52nd Indian Foundry Congress, Hyderabad, February 2004」によって発行された論文「Metal Casting: Back to Future」に基づいています。 1. 概要: 2. 抄録: 鋳造品の将来の要件 – 薄肉で複雑な形状、最小限の機械加工、小ロット注文 – は、実績のあるロストワックス鋳造プロセスに回帰することで満たすことができます。このプロセスはインドで何世紀にもわたって完成されてきましたが、過去数十年間で、西洋で開発された大量生産向けの他のプロセス(その多くは許容できない環境影響を伴う)のために無視され始めました。本稿では、インベストメント鋳造の古代技術、その現在の最先端技術、およびワックスパターン開発に関連するいくつかの新しいコンピュータ支援技術を包括的に考察します。過去から受け継がれた能力、現在利用可能なリソース、そして未来から借用した適切な技術という3つの強みを組み合わせたハイブリッド方法論を提案し、実生活の実験によって検証します。これにより、インドの鋳造所が自社の能力を批判的に評価し、金属、プロセス、形状、および用途の新しい組み合わせを探求して、世界市場でニッチを確立する動機付けとなることを期待しています。 3. 緒言: 鋳造要件は、技術プッシュ(主にCAD/CAE/CAMおよび小型化)ならびに市場プル要因(より良い外観と競争力のあるコストなど)により、ここ数年で著しく変化したことはよく認識されています。将来の鋳造品は、より小さく、自由曲面と薄肉を備えたより複雑なものとなり、ネットシェイプ(ゼロまたは仕上げ加工のみ)で要求されるようになります。注文サイズは、製品ライフサイクルの短縮、継続的な設計改善、在庫要件の低減、マスカスタマイゼーションによりさらに減少し、オンデマンド単一鋳造システムにつながります。砂型鋳造(薄肉を製造できず、環境問題がある)やダイカスト(非鉄金属および大量注文にのみ適しており、複数の複雑なアンダーカットがある場合にコストが増大する)を含む、現在最も広く使用されているプロセスでは、上記の要件を完全には満たせません。これらの新しい鋳造プロセスの多くは西洋で開発されましたが、現在では開発途上国から調達されることが多くなっています。インドは金属鋳造の長い伝統を持ち、世界最大の技術者プールを有し、主要金属の豊富な鉱床に恵まれ、大きな国内市場自体を持ち、情報技術で大きな進歩を遂げていますが(特に他国へのITサービス提供において)、これらのリソースを融合して製造業の優位性を確立するには至っていません。インドの鋳造所は世界の鋳造品生産高のわずか4%しか生産しておらず、輸出市場でのシェアはさらに低くなっています。興味深いことに、古代から実績のあるプロセスの1つであるロストワックス法またはシアーペルデュ(cire=ワックス、perdue=失われた)鋳造法は、上記の要件を満たすことができます。このプロセスは1940年代に西洋で再発明され、インベストメント鋳造と改名されました。当初は宝飾品や歯科作業者によって使用されていましたが、航空機や兵器部品などの工業用鋳造品に適用されると急速に普及しました。現代のインベストメント鋳造プロセスは、他の鋳造プロセス(加圧ダイカストを除く)と比較して、最高の寸法公差(mmあたり1ミクロン)、最高の表面仕上げ(1〜2ミクロン)、および最も薄い断面(約1.5mm)を実現できます。さらに、アンダーカットはコアを使用せずに製造でき、抜き勾配は通常不要で、バリもありません。鋳造する金属の種類に制限はなく、このプロセスは特に20kg未満の小型部品に適していますが、最大100kgの大型部品も定期的に製造されています。このように、インベストメント鋳造は、前述の新たな要件を満たす上で、他のプロセスと比較して際立っています。もう1つの強い理由があります。インドは、特に「チョーラブロンズ」や「ドーカアイアン」の美術鋳造品(今日でも全国に広がる何千もの職人によって製造されている)を通じて、インベストメント鋳造の技術で世界的に有名です。したがって、このプロセスは鋳造業界から新たな注目を集めるに値します。おそらく、古代のインベストメント鋳造から派生し、適切で経済的かつ自然に優しい技術を通じて工業的要件に適合させたハイブリッド方法論が、インドに適しているかもしれません。この前提をさらに探求するために、まず古代の方法論、現在の最先端技術、およびインベストメント鋳造に関連するいくつかの将来技術を簡単に検討しましょう。 4. 研究の概要: 研究テーマの背景: 鋳造業界における進化する要求は、複雑で薄肉のネットシェイプ鋳物を少量生産できるプロセスを必要としています。砂型鋳造やダイカストのような伝統的な方法は、これらの現代的な要件を満たす上で限界があります。 先行研究の状況: 本稿では、インベストメント鋳造の3つの段階をレビューしています。 研究の目的: 古代の技術、現在の産業慣行、および新しいコンピュータ支援技術の強みを組み合わせた金属鋳造のためのハイブリッド方法論を提案し、検証すること。このアプローチは、特に複雑な形状、最小限の機械加工、および少量注文といった鋳造品の将来の要件を満たし、インドの鋳造所が世界市場でニッチを確立する動機付けとなることを目指しています。 中核研究: 本研究の中核は、インベストメント鋳造へのハイブリッドアプローチの開発と実証です。このアプローチには以下が含まれます。 5. 研究方法論 研究設計: 本研究設計は、インベストメント鋳造における歴史的、現在、および新しい技術の包括的なレビューを含みます。このレビューに基づいて、ハイブリッド方法論が概念化されます。この方法論は、提案されたハイブリッドステップを使用して複雑なガネーシャ像を作成する実践的なケーススタディを通じて検証されます。 データ収集および分析方法: データは以下から収集されました。 研究トピックと範囲: 本研究は以下を対象としています。 6. 主な結果: 主な結果: 本研究は、古代の着想、現代の3Dモデリング技術、ラピッドプロトタイピング、および現在のインベストメント鋳造の実践を組み合わせることにより、金属鋳造へのハイブリッドアプローチを成功裏に実証しました。 図のリスト (Figure Name List): 7. 結論: インドは古代の金属鋳造技術と最新の情報技術の両方で実証済みの能力を持っていますが、競争の激しい世界の製造業で躍進するためには、これらの能力を組み合わせる必要があります。本稿で示したように、鋳造品の新たな要件(複雑、ニアネット、オンデマンド鋳造)は、過去、現在、未来から借用した適切な技術を賢明に組み合わせることで満たすことができます。提案されている経路の1つは、パターン開発のためのコンピュータ支援設計およびラピッドプロトタイピング技術に続き、インベストメント鋳造のための粘土鋳型(古代)またはセラミックシェル(現在)法を用いるものです。ハイブリッドルートは、現在、防衛などの重要機器の交換部品や、事故、癌、奇形の犠牲者のための頭蓋顔面、股関節、大腿骨、膝関節などの医療用補綴物など、緊急に必要とされる一点ものの複雑な鋳造品に対してのみ経済的に正当化できるかもしれません。しかし、関連システムのコスト削減とプロセスの効率向上に伴い、このアプローチの適用範囲は徐々に拡大していくと強く感じています。鋳造所がこのような新しいルートを試し、用途、形状、材料、プロセスの最良の組み合わせを特定し、その組み合わせに特化して世界市場でニッチを確立することが重要です。
Read More
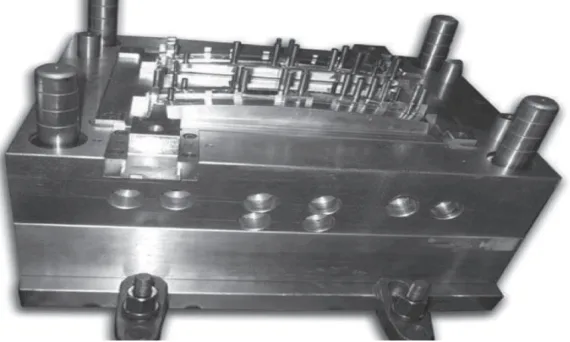
この紹介論文は、「[Indian Foundry Journal]」に掲載された論文「Metal Casting Dies」に基づいています。 1. 概要: 2. 要旨: ダイカストは鋳造工場で最も多く生産されるエンジニアリング部品です。これらの鋳造製品は、自動車から玩具に至るまで重要な構成部品です。ダイカストは、エンジニアリング金属部品を製造するための汎用性の高いプロセスです。液体金属または合金は、鋳造プロセスにおいて再利用可能な金属鋳型に高圧で押し込まれます。ダイカスト技術で使用される金属鋳型は、鋳造金型と呼ばれます。本稿では、さまざまな種類の鋳造金型について説明します。ダイカストによって製造される部品は、滑らかまたはテクスチャード加工された表面でシャープに定義でき、魅力的で実用的なさまざまな仕上げに適しています。ダイカスターは、軽量で、強く、耐久性があり、寸法精度の高い、さまざまな形状、サイズ、肉厚の鋳物を製造できます。ダイカストプロセスは、熱力学、熱伝達、および流体力学の観点から十分に研究され、体系的に定量化されています。金型寿命を延ばすためには、熱疲労を引き起こす設計要因を特定する必要があります。ダイカストプロセスでは、金型設計と金型製造コストが高くなります。ダイカスト金型の主な故障原因は、熱疲労割れによるものです。本稿では、金型製作に使用されるさまざまな種類の金型材料について説明します。さらに、金型の特性、鋳造金型の欠陥、および金型寿命についても説明します。金型構造設計と手順の基本が、その構造的特徴とともに提示されます。 3. 緒言: ダイカストプロセスでは、液体金属または合金が高圧下で再利用可能な金属鋳型に押し込まれます。ダイカスト金型は、シングルキャビティ金型、マルチキャビティ金型、コンビネーション金型、およびユニット金型に分類できます。シングルキャビティ金型には、1つの金型キャビティのみが存在します。マルチキャビティ金型には、複数の同一のキャビティがあります。コンビネーションキャビティ金型には、複数の異なるキャビティがあります。ユニット金型は、マスター保持金型[1,2]内で2つ以上のユニットに組み合わせることができる単純な小型金型を備えています。圧力鋳造金型をFig. 1に示します。AICIによると、一般的に使用される金型材料は、工具鋼、金型鋼、熱間工具鋼、耐衝撃金型鋼、高速度鋼、金型鋼、水硬化鋼、およびマレージング鋼です。さまざまな種類の鋳造金型欠陥には、ヒートチェック、金型の収縮、金型表面侵食、金型表面亀裂、金型破損、熱間硬度不足、製造中の不適切で粗い表面仕上げ、および熱疲労[3]があります。工具鋼金型は高価であり、その設置には高い初期費用がかかります。高度な金型材料と冷却方法を効果的に使用すると、金型寿命が延長および増加し、金型の寸法の変化と金型内の水冷ラインの位置が金型寿命に影響します。鋳造金型は、室温および高温で高い強度、衝撃靭性、熱間硬度、耐摩耗性を備えている必要があります[4, 5]。熱間工具鋼は、高温での用途、高い靭性、および摩耗や亀裂に対する高い耐性などの優れた特性により、金型を製造するために使用されます。鋼中に存在する合金元素は、タングステン、モリブデン、クロム、およびバナジウムであり、これらは焼入れ性、鋳造性、成形性、機械加工性、および溶接性などの機械的、物理的、化学的、および製造特性に大きな影響を与えます。本稿では、さまざまな種類の鋳造金型、金型製造用材料、金型寿命、さまざまな金型欠陥、機械的特性、鋳造金型構造、および金型設計手順について詳しく説明します。 4. 研究の概要: 研究テーマの背景: ダイカストは、大量に生産される重要なエンジニアリング部品です。ダイカストは、溶融金属を鋳造金型として知られる再利用可能な金属金型に高圧で射出する汎用性の高い製造プロセスです。このプロセスにより、シャープな形状、滑らかまたはテクスチャード加工された表面を持つ部品の製造が可能になり、軽量で、強く、耐久性があり、寸法精度の高い、さまざまな形状、サイズ、肉厚の部品が得られます。ダイカストプロセス自体は、熱力学、熱伝達、および流体力学の観点から十分に理解されています。しかし、金型設計と製造には高いコストが伴い、金型故障の主な原因は熱疲労割れです。 先行研究の状況: ダイカストの分野は、金型の分類(シングルキャビティ、マルチキャビティ、コンビネーション、ユニット金型、[1,2]参照)に関する確立された知識に依存しています。金型構造用の一般的な材料(さまざまな工具鋼や熱間工具鋼など)は標準化されています(例:AICI)。特定された金型欠陥には、ヒートチェック、収縮、表面侵食[3]が含まれます。高い強度、衝撃靭性、熱間硬度、耐摩耗性など、金型に望ましい機械的特性は十分に文書化されています[4,5]。熱間工具鋼は、高温での優れた性能と摩耗や亀裂に対する耐性のため、金型製造に頻繁に選択され、タングステン、モリブデン、クロム、バナジウムなどの合金元素が鋼の全体的な特性を決定する上で重要な役割を果たします。 研究の目的: 本稿の目的は以下の通りです。 中核研究: 本稿は、金属鋳造金型のいくつかの主要な側面をカバーしています。 5. 研究方法論 研究デザイン: 本稿は、金属鋳造金型技術の分野における確立された知識、原理、および実践に関する記述的かつ説明的なレビューです。既存の文献および業界標準からの情報を統合しています。 データ収集・分析方法: 情報は、公表された学術著作物(参考文献[1]-[6]に引用)、業界標準およびガイドライン(AISI、NADCA、ACDA、SDCE、ADCIなどの組織から)、および確立された工学原理から編集されました。分析には、金属鋳造金型の包括的な概要を提供するために、この情報を論理的なセクションに構成することが含まれます。 研究テーマと範囲: 6. 主な結果: 主な結果: 図表名リスト: 7. 結論: ダイカスト金型に関するさまざまな側面が議論されました。金型寿命と鋳造金型の欠陥についても議論されました。 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
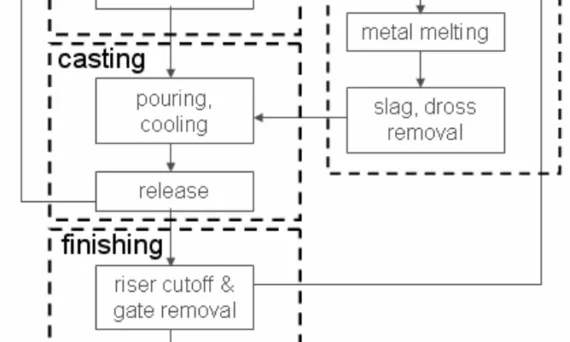
user 06/12/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , Efficiency , Review , Sand casting , 금형 , 알루미늄 다이캐스팅 本稿は、マサチューセッツ工科大学(Massachusetts Institute of Technology)発行の論文「LIFE CYCLE ANALYSIS OF CONVENTIONAL MANUFACTURING TECHNIQUES: DIE CASTING」に基づいています。 1. 概要: 2. 要旨: 集計された国内データと代表的な機械特性に基づいたダイカストのシステムレベルの環境分析は、環境影響が考慮される設計および製造の決定に適用できます。プロセスのライフサイクルを調べることにより、金属成形プロセスの環境影響、ならびに金属準備や金型準備などの関連プロセスの影響を考慮することが可能です。アルミニウム高圧ダイカストへの重点は、業界の現状とその環境フットプリントを反映しています。エネルギー分析は、二次アルミニウム使用の明確かつ重要な環境上の利点を明らかにします。材料副産物の分析は、ある分野での改善が別の分野の犠牲を伴う、より複雑な解決策を示します。 3. 緒言: ダイカストは、短いサイクルタイムで高い寸法精度と良好な表面仕上げを持つニアネットシェイプの部品を製造するために使用される製造プロセスです。最も一般的にはアルミニウムである溶融金属が、高圧下で再利用可能な鋼製金型(ダイ)のキャビティに強制的に送り込まれます。金属は、空気がベントを通って逃げる間に供給システムを通って駆動されます。完全な部品が鋳造されるように、キャビティをオーバーフローさせるのに十分な金属が必要です。充填されると、凝固中に金型への圧力が増加します。金型の半分が分離され、部品が取り出されます。ライフサイクル分析に含める必要がある製造プロセスの補助機能には、金型(ダイ)準備、金属準備、および仕上げが含まれます(Figure 1)。金型準備には、金型の機械加工と各鋳造のための準備が含まれます。金型は多くの鋳造に再利用できますが、鋳造間では離型を容易にするために再潤滑する必要があります。一方、装入金属は溶解され、酸化された金属はスクラップとして除去されます。鋳造後に部品が取り出されると、少なくとも供給システムの痕跡とバリを除去するために、ある程度の機械加工とクリーニングを行う必要があります。仕様を満たすために、他のさまざまな処理を行うことができます。製造プロセスのライフサイクルインベントリの一環として、鋳造工場を通るエネルギーと材料の流れを考慮に入れる必要があります(Figure 2)。ダイカストは、大量のエネルギーだけでなく、石油系潤滑剤や冷却水などの材料も使用します。 4. 研究概要: 研究テーマの背景: ダイカストは、特にアルミニウムを用いたニアネットシェイプの金属部品を製造するための広範な製造プロセスであり、高い寸法精度と良好な表面仕上げを提供します。金型準備、金属準備、仕上げなどの必須の補助機能を含むこのプロセスは、エネルギーと材料の消費により、顕著な環境フットプリントを有しています。本研究は、その産業上の普及と関連する環境問題の観点から、アルミニウム高圧ダイカストに焦点を当てています。 先行研究の状況: 本論文は、集計された国内データと代表的な機械特性を利用したダイカストの包括的なシステムレベルの環境分析が、環境への配慮を設計および製造の決定に統合する上で価値があることを示唆しています。プロセスの部分的なデータポイントや分析は存在していましたが、本研究はより包括的なライフサイクルの視点を提供することを目的としています。 研究目的: 本研究の主な目的は、ダイカストプロセスのシステムレベルの環境分析を実施することです。ライフサイクル全体を調査することにより、本研究は、中核となる金属成形プロセスおよび金属・金型準備などの関連活動の環境影響を定量化することを目指しています。主要な目的は、エネルギー分析を実施し、二次アルミニウム使用の環境上の利点を強調することです。さらに、本研究は、ある分野での改善が他の分野に悪影響を及ぼす可能性がある複雑なトレードオフを理解するために、材料副産物を分析します。 核心的研究内容: 研究の核心は、アルミニウム高圧ダイカストを中心としたライフサイクル分析です。これは、プロセスの主要段階におけるエネルギー消費と材料副産物に焦点を当てた環境影響を調査します。 5. 研究方法論 研究設計: 本研究は、ダイカストプロセスのシステムレベルの環境評価を実施するために、ライフサイクル分析(LCA)フレームワークを採用しています。目的は、エネルギーと材料の流れを考慮に入れた製造プロセスのライフサイクルインベントリを開発することです。 データ収集・分析方法: 分析は、「集計された国内データと代表的な機械特性」に基づいています。データは、米国環境保護庁(EPA)、米国国勢調査局、エネルギー情報局(EIA)、業界固有の報告書(例:Roberts, 2003a; Bergerson, 2001)、および学術文献(例:Chapman, 1983)を含むさまざまな情報源から編集されました。方法論には、ダイカストのライフサイクルのさまざまな段階におけるエネルギー入力、材料消費(Figure 2に示される)、排出物(VOC、HAP、温室効果ガスなど)、および副産物の定量化が含まれます。これには、「エネルギー分析」および「材料副産物分析」が含まれます。 研究テーマと範囲: 本研究は主に「アルミニウム高圧ダイカスト」に焦点を当てています。範囲は、高圧ダイカストを行うアルミニウム鋳造工場内の活動を対象とし、これらが外部委託されている場合でも金型製作と仕上げを含みます。調査されたライフサイクル段階は、原材料の考慮事項(バージンアルミニウム対二次アルミニウム)から、「金型準備」、「金属準備」、「鋳造」、「仕上げ」、「QA/出荷」(Figure 1に概説)まで及び、また「リサイクルと廃棄物」管理と「業界動向」にも対応しています。 6. 主要な結果: 主要な結果: 図表リスト: 7. 結論: 鋳造工場内では、ダイカストプロセスのさまざまな主要機能が1キログラムあたり約8 MJのエネルギーを消費し(Table 3)、また鋳造工場からさらに1キログラムの温室効果ガスを排出します。ダイカスト部品に対する現在および増大する需要を考えると、将来に向けて賢明な製造選択を行うためには、プロセスの環境負荷を理解する必要があります。絶対数は業界の現状を示していますが、他の製造オプションと比較してプロセスを検討する場合に、より価値があります。1つのコンポーネントの調査結果を分析することで、プロセスの改善や環境要因に関する設計上の意思決定の改善につながる可能性があります。
Read More
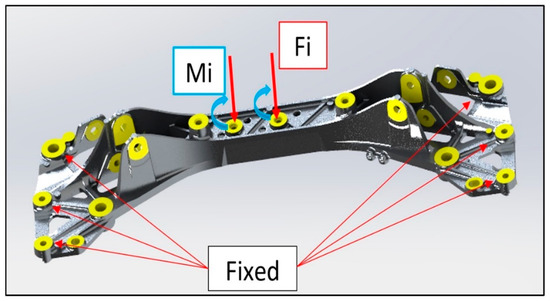
user 04/14/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , ANOVA , AUTOMOTIVE Parts , CAD , Casting Technique , CFD , Die casting , Die Casting Congress , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Review , Salt Core , 자동차 산업 本紹介論文は、「Metals (MDPI)」により発行された論文「Experimental and Numerical Study of an Automotive Component Produced with Innovative Ceramic Core in High Pressure Die Casting (HPDC)」に基づいています。 1. 概要: 2. Abstract(要旨): 軽量化と材料置換は、自動車産業におけるトレンドとして増加しています。高圧ダイカスト(HPDC)は、軽合金の大量生産における従来の鋳造技術であり、近年、複雑で薄肉形状の自動車部品など、重要部品の製造に広く応用されています。しかし、この手頃な技術の主な制約は、中空断面やアンダーカットを持つ部品の設計・実現が困難であることです。HPDCの競争力をさらに高める革新的な方法は、HPDCで使用される高圧に耐えうる新しい消失中子(ロストコア)を使用して、複雑なアンダーカット形状の部品を成形することです。本稿では、HPDCによる乗用車用アルミニウムクロスビームの製造における、革新的なセラミック消失中子の使用について調査します。まず、クロスビームの設計を改善し、技術的特徴を確認するために、プロセスおよび構造シミュレーションを実施しました。その結果に基づき、プロセスパラメータを選定し、いくつかのプロトタイプを製造して最終的に特性評価を行いました。これらの分析により、セラミック中子を用いたHPDCによる中空部品製造の実現可能性が実証されました。 3. Introduction(はじめに): 自動車産業では、車両性能の向上、燃費削減、排出ガス低減のために、軽量部品の需要が高まっています。高圧ダイカスト(HPDC)は、大量生産、低コスト、ニアネットシェイプのアルミニウム部品に適した競争力のある技術です。しかし、HPDCでは従来、複雑な中空断面やアンダーカットを持つ部品の製造が困難でした。これらは通常、金属性の可動中子を必要とし、重力鋳造で使用される消失中子と比較して設計の自由度が制限されます。HPDCの高い圧力と流速に対応できる消失中子は、この制限を克服するために必要とされています。HPDC用の塩中子に関する研究は存在しますが、課題も残っています。本稿では、複雑形状と良好な公差を実現するために射出成形で作られ、HPDCの高圧(1000 bar超)に耐え、ガスを放出しない革新的なセラミック消失中子の使用を探求します。この研究は、これらのセラミック中子を用いたHPDCによる乗用車用アルミニウムクロスビームの再設計、製造、実現可能性の実証に焦点を当てており、従来の方法と比較して軽量化、ねじり剛性の向上、製造時間短縮などの利点を目指しています。 4. Summary of the study(研究概要): Background of the research topic(研究背景): 自動車分野における軽量化の推進は、アルミニウムなどの軽合金を有利にしています。HPDCは、その高い生産性と費用対効果から、これらの合金の主要な製造方法です。しかし、優れた重量比剛性を提供する複雑な中空部品の製造は、従来のHPDCでは困難です。これは、アンダーカットや内部キャビティを従来の方法(金属性中子)で組み込むことの難しさ、または従来の消失中子(砂、塩など)が高圧の射出圧力に対応できないためです。 Status of previous research(従来研究の状況): 従来の研究では、鋳造プロセス用に様々な消耗型中子(砂、塩、金属、有機材料)が検討されてきました。塩中子はHPDC用途で注目されており、その強度やプロセスパラメータに関する研究が行われています。シリンダーブロックなどのHPDC部品に可溶性中子を使用するための特許も存在します。しかし、要求される強度とプロセスの信頼性を達成することは依然として課題です。射出成形によって製造されるセラミック中子は、良好な寸法公差、低い表面粗さ、鋳造中のガス放出がないといった利点を提供し、より高い機械的特性につながる可能性があります。浸出や高圧ウォータージェットなどの脱芯方法が存在しますが、複雑な内部キャビティから抵抗力のある中子を除去することは考慮が必要です。 Purpose of the study(研究目的): 主な目的は、革新的なセラミック消失中子を用いたHPDCによる複雑な中空自動車部品(アルミニウム製乗用車クロスビーム)の製造の実現可能性を調査し、実証することでした。これには、部品の再設計、プロセスと構造性能のシミュレーション、プロトタイプの製造、そして中子と最終鋳造部品の両方の特性評価が含まれます。 Core study(研究核心): この研究では、既存のオープンプロファイルアルミニウムクロスビーム(EN AC-43500合金)を、セラミック中子(Al2O3 +
Read More
user 04/14/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , ANOVA , AUTOMOTIVE Parts , CAD , Casting Technique , CFD , Die casting , Die Casting Congress , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Review , Salt Core , 자동차 산업 本紹介資料は、「Metals (MDPI)」によって発行された論文「Experimental and Numerical Study of an Automotive Component Produced with Innovative Ceramic Core in High Pressure Die Casting (HPDC)」に基づいています。 1. 概要: 2. 抄録: 軽量化と材料置換は、自動車産業におけるトレンドとなっています。高圧ダイカスト(HPDC)は、軽合金の大量生産のための従来の鋳造技術であり、最近では複雑で薄肉形状の自動車部品など、重要部品の製造に広く応用されています。しかし、この手頃な技術の主な制約は、中空断面やアンダーカットを持つ部品の設計と実現が困難であることです。HPDCの競争力をさらに高める革新的な方法は、HPDCで使用される高圧に耐えることができる新しい消失コア(lost core)を使用して、複雑なアンダーカット形状の部品を成形することです。本論文では、HPDCによる乗用車用アルミニウムクロスメンバーの製造における革新的なセラミック消失コアの使用を調査します。まず、クロスメンバーの設計を改善し、技術的特徴を確認するために、プロセスおよび構造シミュレーションを実施しました。その結果に基づき、プロセスパラメータを選択し、最終的に特性評価を行うプロトタイプをいくつか製造しました。これらの分析は、セラミックコアを用いたHPDCによる中空部品の製造の実現可能性を示しています。 3. 緒言: 自動車産業では、車両性能の向上、燃費の削減、排出ガスの低減のために、軽量部品の需要が高まっています。高圧ダイカスト(HPDC)は、大量生産、低コスト、ニアネットシェイプのアルミニウム部品に適した競争力のある技術です。しかし、HPDCは従来、複雑な中空断面やアンダーカットを持つ部品の製造には課題がありました。これらはしばしば金属製の可動コアを必要とし、重力鋳造で使用される消失コアと比較して設計の自由度が制限されます。この制限を克服するためには、HPDCの高圧および高速流動に対応できる消失コアが必要です。HPDC用のソルトコアに関する研究は存在しますが、課題は残っています。本論文では、複雑な形状と良好な公差のために射出成形によって製造され、高いHPDC圧力(1000 bar以上)に耐え、ガスを放出しない革新的なセラミック消失コアの使用を探求します。この研究は、これらのセラミックコアを使用してHPDCで乗用車用アルミニウムクロスメンバーを再設計、製造し、その実現可能性を実証することに焦点を当てています。目標は、従来の方法と比較して、軽量化、ねじり剛性の向上、製造時間の短縮といった利点を達成することです。 4. 研究概要: 研究テーマの背景: 自動車分野における軽量化の推進は、アルミニウムのような軽合金を有利にしています。HPDCは、その高い生産性と費用対効果から、これらの合金の主要な製造方法です。しかし、重量比剛性に優れた複雑な中空部品は、従来のHPDC法(金属コア使用)ではアンダーカットや内部キャビティの組み込みが困難であるか、従来の消失コア(例:砂、塩)が高い射出圧力と互換性がないため、製造が困難です。 先行研究の状況: 先行研究では、鋳造プロセス用に様々な消耗性コア(砂、塩、金属、有機材料)が検討されてきました。特にHPDC用途ではソルトコアが注目され、その強度やプロセスパラメータに関する研究が行われています。シリンダーブロックなどの部品にHPDCで可溶性コアを使用する特許も存在します。しかし、要求される強度とプロセスの信頼性を達成することは依然として課題です。射出成形によって製造されるセラミックコアは、良好な寸法公差、低い表面粗さ、鋳造中のガス放出がないといった潜在的な利点を提供し、より高い機械的特性をもたらす可能性があります。リーチングや高圧ウォータージェットのようなコア除去方法が存在しますが、複雑な内部キャビティから抵抗性のあるコアを除去することは考慮が必要です。 研究目的: 主な目的は、革新的なセラミック消失コアを使用してHPDC法で複雑な中空自動車部品(アルミニウム製乗用車クロスメンバー)を製造することの実現可能性を調査し、実証することでした。これには、部品の再設計、プロセスと構造性能のシミュレーション、プロトタイプの製造、コアと最終鋳造部品の両方の特性評価が含まれます。 コア研究内容: 本研究では、既存の開断面アルミニウムクロスメンバー(EN AC-43500合金)を、セラミックコア(Al2O3 + SiO2 + K2Oベース)を使用して閉断面ボックス形状に再設計しました。有限要素解析(FEA)を用いて、元の設計と修正された設計の構造性能(モード解析、座屈)を比較しました。計算流体力学(CFD)シミュレーションを実施し、セラミックコアの熱特性を考慮して、両方の設計についてHPDCプロセス(充填、凝固、空気巻き込み)を分析しました。実験作業には、異なる焼結温度で製造されたセラミックコアの特性評価(密度、コア除去方法、3点曲げ試験による機械的特性)が含まれました。選択されたコアタイプを使用してHPDCプロトタイプを製造しました。最後に、鋳造されたプロトタイプは、微細構造解析(OM、SEM/EDS)およびビッカース微小硬さ試験によって特性評価されました。 5. 研究方法論 研究設計: 本研究は、数値シミュレーションと実験的検証を組み合わせたアプローチを採用しました。既存の自動車クロスメンバー設計を、セラミックコアによって可能になる中空断面を組み込むように修正しました。元の開断面設計と新しい閉断面(ボックス)設計の間で比較分析(数値的および暗黙的な実験的)を行いました。研究は、部品再設計 -> 数値シミュレーション(構造FEAおよびプロセスCFD) -> セラミックコア材料の選択と特性評価 -> HPDCによるプロトタイプ製造
Read More
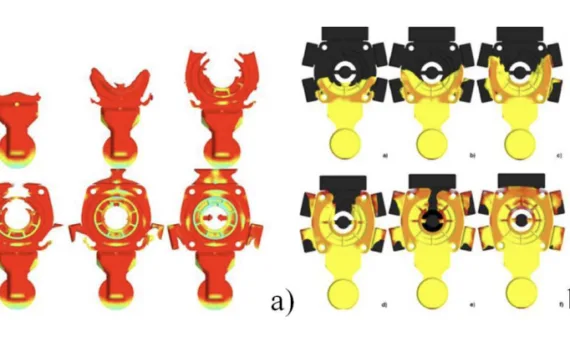
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , STEP , 금형 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本稿の内容は、「Acta Physica Polonica A」によって発行された論文「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストは、その小さな公差と滑らかな表面仕上げにより、コスト削減を実現します。製造される鋳造部品は、自動車産業で数百万個単位で消費されています。本研究では、高圧ダイカストの設計におけるコンピュータ支援工学(CAE)アプリケーションの使用を検討しました。ダイカストプロセスステップが金型設計に与える影響を調査・分析しました。鋳造シミュレーションソフトウェアを使用して設計を改善し、問題を解決しました。金型設計の解析にシミュレーションソフトウェアを使用することにより、最終設計は数時間で達成され、それにより試作前の設計プロセスが短縮され、金型材料に修正を加えることなく金型製作が実行されました。鋳造部品にX線透過試験を適用した結果、凝固結果データのシミュレーションとの間に良好な相関関係が示されました。また、この結果は、高圧ダイカストプロセスの増圧段階におけるスクイズ圧の適用が鋳造シミュレーションで検討できることを証明しました。 3. 序論: あらゆる製造業の目標は、より経済的な最終製品を生産するために加工ステップを最小限に抑えることです。この目標は、いわゆる「ネットシェイプ製造」によって達成されます。横型コールドチャンバーマシンを使用したダイカストは、現在、アルミニウム合金およびマグネシウム合金のニアネットシェイプ鋳造部品を製造するための最も一般的なプロセスです[1]。また、ダイカストは寸法再現性において最大の能力を持っています[2]。世界中で製造されるアルミニウム合金鋳物の約半分がこの方法で製造され、広範囲の自動車部品やその他の消費財に使用されています[3]。横型コールドチャンバープロセスでは、液体金属がプランジャーによって水平なショットスリーブを通って押され、金型に射出されます[1]。液体金属の射出は一般に高速で行われ、乱流を引き起こし、金型内の初期空気との空気巻き込みが生じる可能性があります[4]。鋳物中のガス気孔の存在は、機械的特性や耐圧性に悪影響を与えるため有害です[5]。金型内の初期空気を除去するため、また巻き込まれた空気を含む液体金属を除去するために、高圧鋳物の金型設計ではベント(ventilation channels)やオーバーフロー(overflows)が使用されます。液体金属の射出は、低速射出段階(slow shot phase)と高速射出段階(fast shot phase)の2つの別々のステップで実行されます。低速射出段階では、プランジャーが液体金属を押し上げてショットスリーブの空の部分を満たします。高速射出段階は、ミリ秒単位での金型キャビティへの液体金属の射出です。したがって、キャビティ充填を制御し、ベントとオーバーフローの適切な位置を決定するために、コンピュータシミュレーションは非常に必要です。高圧ダイカストの金型設計に関するさまざまな理論的および実験的研究がありますが、段階的な金型設計におけるコンピュータシミュレーションの使用とその利点を試行錯誤法(trial-error method)と比較して提示しているものはありません[6-8]。 4. 研究概要: 研究テーマの背景: 高圧ダイカストは、特に自動車分野向けに、複雑なニアネットシェイプのアルミニウム部品を効率的に製造するための重要な製造プロセスです。しかし、このプロセスは、高速での溶湯射出中の空気巻き込みに起因するガス気孔のような欠陥が発生しやすいという問題があります。 先行研究の状況: 既存の理論的および実験的研究はHPDCの金型設計に取り組んでいますが、従来のしばしば時間のかかる試行錯誤法を置き換える、または補強するために、設計プロセス全体を通じてコンピュータシミュレーションを体系的かつ段階的に使用する方法を示す文献にはギャップがあります。 研究の目的: 本研究は、コンピュータ支援工学(CAE)シミュレーションを利用して、高圧アルミニウムダイカスト部品の設計を最適化することを目的としました。目的には、プロセスステップが金型設計に与える影響の分析、シミュレーションを活用することによる試作前の期間短縮、コストのかかる金型修正の回避、および製作とX線透過試験によるシミュレーション精度の検証が含まれます。 中核研究: 中核となる調査は、鋳造シミュレーションソフトウェアに大きく依存した反復的な金型設計プロセスを含んでいました。主な活動は以下の通りです。 5. 研究方法 研究デザイン: 本研究では、CAEシミュレーションと実験的検証を統合した反復的な設計手法を採用しました。アルミニウムHPDC部品の金型設計は、鋳造シミュレーションソフトウェアを使用して段階的に開発および最適化されました。シミュレーションから導き出された最終設計は、その後、金型製作に使用され、続いて検証のために鋳造生産と非破壊検査が行われました。 データ収集と分析方法: 研究テーマと範囲: 本研究は、特定のアルミニウム部品に対する高圧ダイカストプロセスの最適化に焦点を当てました。範囲には、ダイカスト金型要素(インゲート、ランナー、オーバーフロー、ベント、パーティングライン、抜き勾配)の詳細設計、鋳造欠陥(乱流、空気巻き込み、引け巣)を予測および軽減するためのシミュレーションツールの適用、プロセスパラメータ(プランジャー速度、増圧)の分析、および製作された部品のX線透過検査によるシミュレーション駆動設計の検証が含まれます。 6. 主要な結果: 主要な結果: 鋳造シミュレーションソフトウェアの適用により、最終的な金型設計が迅速に(「数時間で」)達成され、従来の試行錯誤法と比較して試作前の設計段階が大幅に短縮されました。このシミュレーション駆動アプローチにより、その後の修正を必要とせずに金型製作が可能になりました。シミュレーションは、空気巻き込み(Fig. 4b, 4c)などの潜在的な充填問題を効果的に予測し、衝突する溶湯流と乱流を管理するためのオーバーフローの戦略的な配置(Fig. 5)を導きました。凝固圧縮力(スクイズ圧)の影響を取り入れた最終シミュレーションは、引け巣欠陥がないことを予測しました(Fig.
Read More



![Fig. 3. Exploded View of Die[5]](https://castman.co.kr/wp-content/uploads/image-2425-570x342.webp)