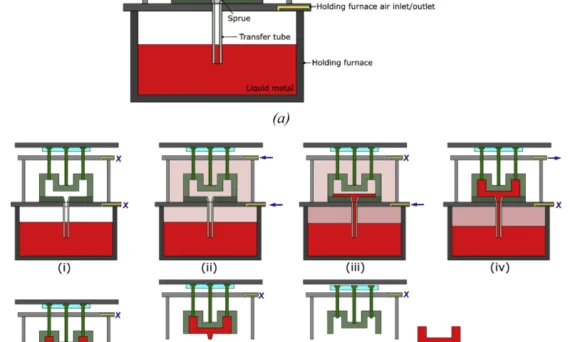
user 08/27/2025 Aluminium-J , Technical Data-J aluminum alloy , AUTOMOTIVE Parts , CAD , Casting Technique , Computer simulation , Die casting , High pressure die casting , Microstructure , Permanent mold casting , secondary dendrite arm spacing , 금형 , 자동차 산업 1. 概要: 2. 抄録: カウンタープレッシャー鋳造(Counter pressure casting, CPC)は、アルミニウム部品生産における優れた能力が報告されていることから、低圧ダイカスト(LPDC)の代替として自動車製造業界で注目されています。本研究は、CPCの特徴的な要素(適用されるチャンバー圧力)が、プロセス中に生じる流体の流れや熱輸送、そして鋳造品質にどのように影響するかを初めて包括的に調査したものです。自動車用サスペンションコントロールアームを製造する商用CPCプロセスから、2つのプロセス条件(標準生産条件と低背圧条件)で大量の高品質データを取得しました。データ分析の結果、凝固中の熱伝達、鋳放し状態の微細組織、機械的特性に関して、2つのプロセス圧力条件間に有意な差はないことが示されました。一般的に、金型内で測定された温度は2つのプロセス条件で10℃以内の差であり、鋳物から得られたサンプルの最大引張強さ(UTS)も2つの条件間で7%以内の差でした。さらに、2つのプロセス条件で得られた二次デンドライトアーム間隔(SDAS)にも測定可能な差は観察されませんでした。しかし、チャンバー背圧を適用すると、充填段階でのベント(ガス抜き)速度が著しく低下し、低背圧条件と比較して充填時間が12秒遅延しました。元々LPDC用に開発された計算モデリング手法をCPCプロセスのシミュレーションに適用しました。このモデルは、高背圧条件で観察されたベント速度の低下による充填遅延を考慮するために、圧力曲線を調整するだけで済みました。予測結果は測定データとよく相関しており、このモデリング手法が永久鋳型ダイカストプロセスに広く適用可能であることを示しています。 3. 序論: エネルギーおよび排出ガスに関する厳しい規制と社会的圧力により、自動車業界では鉄系鋳物の代替として軽量アルミニウム部品の使用が増加しています。これらの部品の生産には、低圧ダイカスト(LPDC)と高圧ダイカスト(HPDC)が最も広く用いられています。カウンタープレッシャー鋳造(CPC)は比較的新しい技術であり、背圧をかけながら金型を充填することでLPDCよりも高品質な部品を生産すると主張されています。コンピュータベースのシミュレーションは鋳造プロセスの最適化における重要なツールとなっていますが、CPCへの適用は限定的であり、プロセスの利点とシミュレーションモデルの両方を検証するための高品質な産業データが不足しています。本研究は、商用CPCプロセスを広範囲にわたって特性評価し、背圧が充填および凝固挙動に与える影響を定量的かつ包括的に評価し、計算モデリング手法を検証することを目的としています。 4. 研究の要約: 研究テーマの背景: CPCプロセスは、金型システムが圧力チャンバー内に配置されるという点でLPDCの一種です。このチャンバーを加圧することにより、充填と凝固の段階が従来のLPDCよりも高い絶対圧力下で行われます。この圧力上昇により、自由表面の乱流が減少し、酸化膜の巻き込みが抑制されること、熱伝達が向上し微細組織が微細化すること、そして収縮によるポロシティ(鋳巣)が減少し、鋳造品質が向上すると主張されています(Ref. [9], [18])。しかし、これらの主張を裏付ける、工業生産から得られた査読済みのエビデンスは不足しています。 先行研究の状況: CPCプロセスに関する先行研究は限られています。いくつかの計算モデリング研究が報告されており、ポロシティ形成の予測(Ref. [10])やCPCとLPDCプロセスの比較(Ref. [19])に焦点を当てています。基本的に、両プロセスは同じモデリング原理で記述でき、主な違いは充填と凝固中の圧力レジームです。しかし、これらのモデルとCPCの利点を工業規模の設備を用いて包括的に実験的に検証した研究は、これまで文献にありませんでした。 研究の目的: 本研究の第一の目的は、CPCプロセスで適用されるチャンバー圧力(背圧)が、流体の流れ、熱輸送、および最終的な鋳造品質に与える影響を包括的かつ定量的に調査することです。第二の目的は、元々LPDC用に開発された計算モデリング手法をCPCプロセスに適用し、その精度と堅牢性を評価して、永久鋳型ダイカストプロセスへのより広範な適用可能性を評価することです。 研究の核心: 本研究の核心は、A356アルミニウム合金製の自動車用コントロールアームを生産する商用CPC機で実施された広範なプラント内特性評価キャンペーンです。高い背圧を伴う標準生産条件(CPC-SP)と、大気圧のチャンバー圧力でLPDCプロセスを模倣した条件(CPC-LP)という2つのプロセス条件を比較しました。この研究には、詳細な金型内温度測定、鋳造後の微細組織(SDAS)および機械的特性(UTS)の分析、CTスキャンによるポロシティ評価が含まれます。これらの実験結果は、ProCASTで開発されたCPCプロセスの計算モデルを検証するために使用されました。 5. 研究方法論 研究設計: 本研究は比較実験研究として設計されました。工業用CPCプロセスを用いて、以下の2つの異なる条件下で自動車用コントロールアームを製造しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、A356アルミニウム合金製自動車用コントロールアームを対象とした工業用CPCプロセスに焦点を当てています。研究範囲は、金型充填、凝固から鋳造後の分析まで、プロセス全体を網羅しています。調査された主要なテーマは、チャンバー背圧が以下の項目に与える影響です。 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: 本研究は、工業的なCPCプロセスにおける適用チャンバー圧力の影響に関する初の包括的な調査を提供します。広範なプラント内データと鋳造後の特性評価の分析により、増加した背圧の主な効果は、ベント効率の低下に起因する大幅な充填遅延(約12秒)であることが明らかになりました。一部の業界の主張とは対照的に、本研究では、チャンバー圧力が金型内の熱履歴の推移に有意な影響を与えず、最終的な鋳物の微細組織(SDAS)や機械的特性(UTS)にも測定可能な改善をもたらさないことがわかりました。さらに、本研究は、元々LPDC用に開発された計算モデリング手法が、わずかな変更を加えるだけでCPCプロセスに広く適用可能であることを成功裏に実証し、さまざまな永久鋳型ダイカスト操作に対するその堅牢性を確認しました。 8. 参考文献: 9. 著作権: 本資料は上記論文に基づいて要約したものであり、商業目的での無断利用を禁じます。Copyright © 2025 CASTMAN. All rights reserved. 論文の要約: 本研究は、工業用自動車部品に対するカウンタープレッシャー鋳造(CPC)プロセスにおけるチャンバー背圧の影響を包括的に調査したものです。その結果、背圧は鋳型の充填を約12秒遅延させるものの、鋳物の熱履歴、微細組織、または機械的特性には測定可能な影響を与えないことが示されました。また、LPDC用の計算モデリング手法が、わずかな調整でCPCプロセスに広く適用可能であることも実証しています。 研究に関する主な質問と回答: Q1. CPCプロセスの金型充填段階でチャンバー背圧をかけることの最も大きな影響は何ですか?
Read More
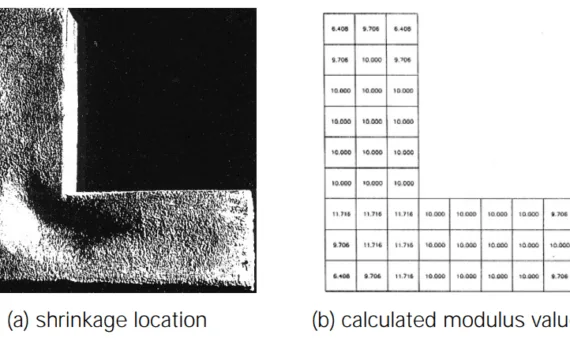
user 08/01/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , CAD , CFD , Computer simulation , Microstructure , Permanent mold casting , Quality Control , Review , Sand casting , STEP , 금형 鋳造シミュレーションとニヤマクライテリオン活用によるアルミニウム合金のポロシティ欠陥低減への実践的アプローチ この技術概要は、MINAMI Rin氏による学術論文「Research on Porosity Defects of Al-Si Alloy Castings Made with Permanent Mold」(2005年)に基づいています。本稿は、HPDC(ハイプレッシャーダイカスト)専門家のために、株式会社STI C&Dのエキスパートが要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究が鋳造専門家にとって重要なのか 長年にわたり、鋳造技術者はアルミニウム合金鋳物のポロシティ欠陥という問題に直面してきました。これらの微小な内部空孔は、ガス巻き込みや凝固収縮に起因し、特に引張強度や疲労寿命といった機械的特性を著しく低下させます(参考文献(1), (2))。エンジン部品のような高い信頼性が求められる製品において、ポロシティの発生は歩留まりの低下やコスト増に直結する深刻な課題です。従来、この問題への対策は経験則や試行錯誤に頼ることが多く、時間とコストがかかるプロセスでした。本研究は、この古くからの課題に対し、コンピュータシミュレーションという科学的アプローチを用いて、欠陥の予測と対策を体系化することを目的としています。 アプローチ:研究方法の解明 本研究では、ポロシティ形成のメカニズムを解明し、その予測精度を高めるために、多角的なアプローチを採用しました。 まず、過去の研究(第2章、第3章)を網羅的にレビューし、ポロシティ形成の理論的背景と既存の予測手法(モジュラス法、クライテリオン関数法など)を整理しました。その上で、特に鋼の鋳造で実績のある「ニヤマクライテリオン(G/R¹/²)」がAl-Si合金にも適用可能かどうかに焦点を当てました。 次に、商用の鋳造シミュレーションソフトウェア(AdStefan3D)を用いて、ニヤマクライテリオンの計算に最適な条件(計算タイミング、冷却速度の定義など)を特定するための基礎的な計算を実施しました(第5章)。 最終段階として、実際の製造現場で問題となっていた具体的なポロシティ欠陥(アルミピストンのリングキャリア周りのポロシティ、インゲート部のT字形状部のポロシティ)を対象としたケーススタディを行いました(第6章)。これにより、シミュレーションによる原因特定から対策立案、そしてその効果検証までの一連のプロセスを実証しました。 ブレークスルー:主要な研究結果とデータ 本研究は、Al-Si合金鋳物のポロシティ欠陥を管理するための、データに基づいた具体的な知見を明らかにしました。 HPDCオペレーションへの実践的な示唆 本研究の成果は、鋳造現場のさまざまな役割に対して、具体的で実践的な指針を提供します。 論文詳細 Research on Porosity Defects of Al-Si Alloy Castings Made with Permanent Mold 1. 概要: 2. 要旨: 本論文は、Al-Si合金の金型鋳造におけるポロシティ欠陥に関する研究である。ポロシティ形成のメカニズム、予測手法、そして鋳造プロセスにおける様々な制御パラメータの影響について包括的に調査した。特に、コンピュータシミュレーションとニヤマクライテリオンを用いてポロシティを予測し、低減する手法に焦点を当てている。実際の製造現場で発生した問題をケーススタディとして取り上げ、シミュレーションによる原因究明と対策立案の有効性を実証した。 3. 序論: Al-Si合金鋳物は、その優れた特性から多くの産業製品に使用されているが、ポロシティ欠陥が発生しやすいという問題を抱えている。ポロシティは機械的特性、特に疲労寿命を著しく低下させるため、その制御は極めて重要である。本研究は、ポロシティ欠陥を量産段階で低減するための実用的な対策を見出すことを目的とし、近年の鋳造シミュレーション技術の進展を背景に、特に熱的パラメータに基づくポロシティ予測クライテリオンの有効性を検証する。 4. 研究の要約: 研究トピックの背景: ポロシティは、溶湯中の溶解ガス(主に水素)の放出と、凝固に伴う体積収縮を補うためのフィード(給湯)不足が複合的に作用して発生する。特にAl-Si合金のような凝固温度範囲が広い合金では、デンドライト(樹枝状晶)間が複雑な流路となり、フィードが困難になるため、ポロシティが発生しやすい。 従来の研究の状況:
Read More
この技術概要は、Trio Yonathan Teja Kusuma、Gunawan Budi Susilo、M Zulhan Iswandaによる学術論文「Pengendalian Kualitas Produk Downlight dengan Implementasi Simulasi Die Casting」(REKAYASA, Journal of Science and Technology、2023年)に基づいています。HPDC専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 高圧ダイカストにおいて無欠陥生産を達成することは、絶え間ない挑戦です。湯じわ、ひけ巣、ブローホール、割れといった欠陥は、重大な経済的損失につながり、製品の信頼性を損なう一般的な障害です。これらの問題は、多くの場合、不適切なプロセスパラメータや金型設計に起因します。 本研究は、ADC12アルミニウム製のダウンライト部品(モデルNN511)を生産する製造業者が直面していた、喫緊の現実的な問題に取り組んでいます。この工程は高い不良率に悩まされており、特に湯じわが全欠陥の52%を占める最大の原因でした。これは、安定したプロセスウィンドウを見つけるために、貴重な時間と材料を消費する高コストな試行錯誤アプローチであり、業界の多くの人々にとって馴染み深いシナリオです。この研究は、より科学的でコスト効率の高い前進の道筋を示しています。 アプローチ:方法論の解明 この課題に取り組むため、研究者たちはプロセスシミュレーションに注目しました。この研究は、強力なシミュレーションソフトウェアであるInspire Castを用いて、ダイカストプロセスを分析・最適化することに焦点を当てています。 その方法論は、以下の主要なステップで構成されています。 この「シミュレーション第一」のアプローチにより、研究者たちは新しいプロセスパラメータを仮想的に検証し、性能の低い元の設定と直接比較することができました。 ブレークスルー:主要な発見とデータ シミュレーション結果は、欠陥の原因と提案された解決策の有効性について、明確で実行可能な洞察を提供しました。 貴社のHPDC製品への実践的示唆 本研究の知見は、実際の製造オペレーションを強化するために直接適用できる貴重な教訓を提供します。 論文詳細 Pengendalian Kualitas Produk Downlight dengan Implementasi Simulasi Die Casting 1. 概要: 2. 抄録: ダイカストは、空圧/油圧エネルギーで駆動されるピストンを用いて溶湯を金型に射出・充填する鋳造プロセスです。構成が正しくない場合、欠陥が発生し、結果として得られる製品が望ましい設計と一致しないことがあります。ダイカストプロセスでは、湯じわ、ひけ巣、ブローホール、反り、アンダーカットなど、いくつかの欠陥が一般的に発生します。コンピュータの助けを借りて、これらの問題が軽減されることが期待されます。Inspire Castを使用して射出プロセスを可視化することで、ダイカストプロセスの分析が容易になります。このソフトウェアの助けを借りて、より良い構成を作成し、機械に実装することができます。しかし、結果は異なります。ソフトウェアでのシミュレーションでは、異なるゲートからの溶湯流が再結晶温度である665°Cを上回っているため、2つの溶湯流が合流する際により良く硬化・融合するはずであるとされています。しかし、新しい構成を機械に実装した後、プロセスの欠陥率は、既存の構成の6%と比較して、構成1で23%、構成2で13%と依然として高いままでした。しかし、このソフトウェアを導入することで、新しい材料のための新しい構成を見つけるための試行錯誤プロセスのコストを削減することができます。 3. 緒言: 本稿は、ダイカストを多様な金属製品を生産するための主要な製造プロセスとして位置づけることから始まります。業界における主要な課題は、湯じわ、ひけ巣、ブローホール、ポロシティといった欠陥が頻繁に発生することであると強調しています。これらの欠陥は、しばしば不適切な金型設計や不正確な射出プロセス構成によって引き起こされます。緒言では、高圧ダイカストの複雑な流体力学を可視化・分析するための現代的な解決策としてコンピュータシミュレーションを提示し、それによってエンジニアがこれらの一般的な問題を軽減できるようにするための研究の舞台を設定しています。 4.
Read More
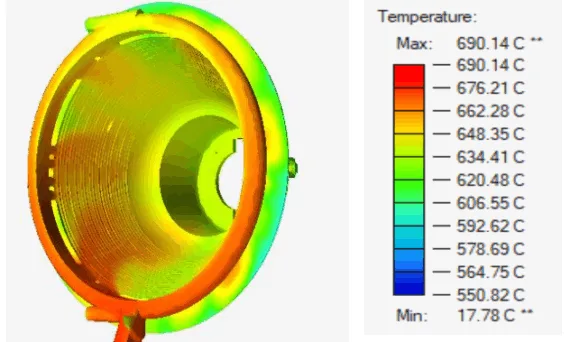
user 07/15/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Computer simulation , Die casting , Heat Sink , Sand casting , 금형 , 히트 싱크 この紹介記事は、「[学会誌/学会名]」によって発行された論文「[Examples of Practical Solutions for Aluminium Castings using Quiescent Running Systems and Computer Modelling]」に基づいています。 1. 概要: 2. 要旨: 英国、バーミンガム大学の鋳造センターは、過去5年間にわたり、実践的な規則とコンピュータシミュレーションを組み合わせて、産業界に湯口システムソリューションを提供してきました。この実践的な規則は、John Campbell教授が指揮する鋳造研究グループが、実際の充填システムを観察するためにリアルタイムX線技術を用いて行った研究の成果を蒸留したものです。コンピュータシミュレーションは、選ばれた市販のソフトウェアパッケージを使用し、砂型、金型(永久鋳型)、および低圧ダイカストについて実施されました。採用されたアプローチの有効性を実証するために、自動車および非自動車の両方の用途をカバーするいくつかの例が示されます。 3. 序論: 溶融金属が鋳型キャビティに供給され、分配される方法は、おそらく鋳物の品質と特性に影響を与える最も重要な単一の要因です。したがって、鋳造業界とその顧客の多くが、これを鋳物および関連する製造プロセスの設計において最後に考慮すべきことだと考えているのは驚くべきことです。バーミンガム大学の鋳造研究グループおよび鋳造センターが産業界と協力して行った研究は、流体力学の細部に注意を払うことで、鋳物品質にかなりの改善がもたらされることを示しています。鋳物の充填が正しく対処されれば、多くの言葉が書かれ、すべての鋳造技術者が意見を持つ鋳物の供給(フィーディング)は二次的な問題となります。本稿では、理論的な規則、シミュレーション、そしてその両方の実践的な応用を用いて、商業的に実行可能な解決策を生み出す3つのケーススタディを紹介します。 4. 研究の概要: 研究テーマの背景: 本研究は、高品質な金属鋳物を生産するという産業上の課題を背景としています。鋳造部品の品質は、溶融金属がどのように鋳型に導入されるかと根本的に関連しています。乱流充填プロセスは、スクラップや信頼性の低い最終製品につながる欠陥の主な原因です。 先行研究の状況: この研究の基盤は、バーミンガム大学の鋳造研究グループがJohn Campbell教授の指導のもとで行った研究にあります。このグループは、鋳造プロセスのリアルタイムX線撮像による観察に基づき、充填システム設計のための一連の実践的な規則を開発しました。本論文は、これらの規則を市販のコンピュータシミュレーションソフトウェアと統合することにより、これをさらに発展させています。 研究の目的: 本研究の目的は、実践的な設計規則とコンピュータシミュレーションを組み合わせたアプローチが、産業鋳造オペレーションのためのソリューションを設計する上で有効であることを実証することです。この方法論が、自動車および非自動車部品の複雑な充填および凝固問題をどのように解決できるかを示します。 研究の核心: 研究の核心は、3つの詳細な産業ケーススタディから構成されています。 5. 研究方法論 研究設計: 研究方法論は、理論的原則と計算解析を組み合わせています。鋳造研究グループ(CRG)によって開発された設計ルールを使用して、初期の充填システムを作成します。この設計は、コンピュータシミュレーションを用いて実装・テストされ、鋳型の充填および凝固プロセスを予測・可視化することで、生産前の反復的な改良を可能にします。 データ収集・分析方法: 本研究では、市販のシミュレーションソフトウェアパッケージを利用して、流体の流れと凝固をモデル化します。金属速度、温度分布(Figure 17参照)、ポロシティ予測(Figure 9およびFigure 12参照)などのシミュレーション結果の分析が、潜在的な欠陥を特定するための主要な方法です。これらの予測は、Figure 2で示されるように、実際の鋳造試験の結果と比較することによって検証されます。 研究テーマと範囲: 本研究は、金型鋳造(永久鋳型)、砂型鋳造、低圧ダイカストなど、一般的な鋳造プロセスの範囲をカバーしています。応用分野は、非自動車(ATM筐体)から自動車(ヒートシンク、ホイール)部品にまで及び、この手法の広範な適用可能性を示しています。 6. 主な結果: 主な結果: 本稿では、静穏湯流システムとコンピュータモデリングの成功した適用を示す3つのケーススタディを提示しています。 図の名称リスト: 7. 結論: 本稿の結論として、設計規則は乱流のない充填システムを設計するための重要な出発点を提供するものの、あらゆる鋳造シナリオに対する決定的な「ルールブック」ではないと述べています。高度な鋳造シミュレーションツールの使用は非常に価値があり、高価な物理的な金型で鋳造現場で行う代わりに、コンピュータ上で試行錯誤を行うことを可能にします。このアプローチは、湯口システムを改良するのに役立つだけでなく、許容可能な品質を確保するために、正しく最も実行可能な製造ルートを決定する上で不可欠であることが証明されています。ケーススタディは、適切で静穏な充填設計によって乱流関連の欠陥が排除されれば、それらは凝固中に再発せず、最終製品において検出不可能な「癌」となるのを防ぐことを示しています。 8.
Read More
user 07/01/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Casting , CAD , Computer simulation , Die casting , Efficiency , Quality Control , STEP , 金型 , 금형 鋳造エンジニアのための重要な発見:この画期的な研究は、シミュレーションが従来のハンズオントレーニングに代わり、収縮、ホットスポット、流動性といった複雑な鋳造コンセプトのより深い理解をいかに提供できるかを示しています。 この技術概要は、[Dr. Sam Ramrattan, Dr. Matthew Cavalli P.E.]によって執筆され、[American Society for Engineering Education (ASEE)]から年に発行された学術論文「[Promoting Distance Learning in Metal Casting by Implementing Four Simulation Activities]」に基づいています。HPDC専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、金属鋳造の教育はハンズオンの実験室体験に大きく依存してきました。。しかし、COVID-19パンデミックのような前例のない状況は、この伝統的なモデルに挑戦し、教育の継続性を脅かしました。。この問題は学術界に限ったことではありません。産業界は、ファウンドリ4.0の原則に沿って、デジタルツールに習熟した次世代のエンジニアを必要としています。。本研究は、シミュレーション技術を活用して理論と実践の間のギャップを埋めることにより、この差し迫ったニーズに対応します。これはパンデミック中の必要性から生まれた解決策ですが、将来の工学教育と労働力育成に広範な影響を及ぼします。 アプローチ:方法論の解明 この研究では、従来の金属鋳造コース(EDMM 3520)を8週間の遠隔学習形式に転換しました。。ハンズオンの実験室を代替するために、研究者たちは学生が段階的に概念を構築できるように、4つのシミュレーション活動を慎重に設計しました。彼らは、学生が標準的なノートPCでアクセス可能な、合理化された5段階のプロセス(モデルのインポート、部品の選択、コンポーネントの作成、プロセスの設定、シミュレーションの実行)を使用する鋳造シミュレーションソフトウェアを選択しました。。このアプローチは、従来のコースの実践的な側面を模倣するだけでなく、業界でますます普及しているツールを使用して、学生が現実世界の鋳造問題を解決する力を与えました。。 ブレークスルー:主要な発見とデータ この研究は、4つの対象を絞った活動を通じて、シミュレーションベースの学習の有効性を体系的に実証しました。 HPDC製品への実践的な示唆 この学術研究は、現実の製造環境に直接的な影響を与えます。 論文詳細 [論文名] Promoting Distance Learning in Metal Casting by Implementing Four Simulation Activities 1. 概要: 2. 要旨: 金属鋳造業界には、北米で30未満の認定鋳造教育財団(FEF)の大学/カレッジしかありません。このため、質の高い教育プログラムを支援し、維持することが重要です。過去35年間、金属鋳造シミュレーションツールは、主に研究開発において学界と提携してきました。同時に、金属鋳造業界は、シミュレーションが主要な役割を果たす製造へのデジタルアプローチを採用しています。教育機関は、学部レベルで凝固およびシミュレーション技術を取り入れる必要があります。凝固シミュレーションは、遠隔学習を介した入門工学コースで、学生の金属鋳造概念の理解を支援する効果的なツールとなり得るでしょうか?著者らは、実際のシミュレーション問題(鋳物のホットスポット検出、鋳物の表面積対体積の問題、様々な鋳造合金の流動性、設計最適化、歩留まり計算)を含む一連のモジュールの使用を拡大することを調査しました。流動および凝固シミュレーション活動の実施は、COVID-19パンデミックが工学コースの従来の対面およびハンズオン学習活動を禁止したときに、金属鋳造入門コースで探求されました。参加者は、2020年夏学期中のウェスタンミシガン大学の2年生/3年生レベルの工学学生18人でした。鋳造流動および凝固予測分析は、コースに先立ってゲート設計が実験的に評価された実際の鋳造試験から検証されました。有効性の研究は、凝固シミュレーション活動の前後のコース課題および試験スコアの評価を比較した後に報告されました。コース評価の最後に、遠隔学習凝固シミュレーション体験に関する学生からのフィードバックが求められました。シミュレーション活動が説明され、出力分析が提供されました。この経験は、遠隔教育における効率的で効果的な教育ツールとしてのシミュレーションの役割についての洞察を伝えました。結果は、どのプラットフォームでも金属鋳造入門を教える際のシミュレーションソフトウェアツールの採用と実施を支持しました。 3. 序論: 金属鋳造入門コースは、何十年もの間同じ方法で教えられてきました。このコースの前提条件は、材料科学(冶金学、流体力学、熱力学)の理解を必要とします。。最終的に、コースの実験室部分は、成形、溶解、充填の側面を実証するために使用され、産業安全も忘れられていませんでした。場合によっては、鋳造シミュレーションソフトウェアが提示または実演されますが、その技術は金属鋳造入門の教育学の中心ではありません。鋳造シミュレーション技術は、凝固、ライザー、ゲート設計を含むより高度なコースのためにしばしば予約されています。。本稿の著者らはこの考えを支持し、主題の適切な理解のために理論と実践の両方を提供する金属鋳造カリキュラムを奨励しています。2020年、COVID-19の発生は、社会に前例のない課題と運営上の混乱をもたらしました。鋳造業界は、訓練/教育を受けた労働力に関する不足に対処し、金属鋳造教育を改善するためにギアを切り替える必要があります。パンデミックは、教育においてスマートで回復力のある戦略が必要とされる私たちの世界を変えました。
Read More
user 05/30/2025 Aluminium-J , Technical Data-J Applications , CAD , Computer simulation , conformal cooling , Die casting , Efficiency , Heat Sink , Microstructure , Review , 金型 , 금형 本稿は、「Polymers」に掲載された論文「Enhancing the Cooling Efficiency of Aluminum-Filled Epoxy Resin Rapid Tool by Changing Inner Surface Roughness of Cooling Channels」に基づいています。 1. 概要: 2. アブストラクト: 低圧ワックス射出成形において、冷却時間とは、金型内の溶融プラスチックが固化し、変形することなく安全に取り出せる温度まで冷却される期間を指します。しかし、射出成形されたワックスパターンの大量生産には、冷却効率が不可欠です。本研究は、アルミニウム充填エポキシ樹脂製簡易金型の冷却効率に対する、冷却チャネル内壁の様々な表面粗さの影響を調査することを目的としています。提案された予測式により、射出成形品の冷却時間は表面粗さによって決定できることがわかりました。高速度鋼ロッドへのファイバーレーザー加工を用いることで、異なる表面粗さレベルを持つ微細構造の作製が可能になります。結果は、冷却チャネル壁の表面粗さと成形ワックスパターンの冷却時間との間に明確な関連性があることを示しています。低圧ワックス射出成形に表面粗さ4.9 µmのアルミニウム充填エポキシ樹脂製簡易金型を用いると、約34%の冷却効率向上により時間を節約できます。冷却チャネル内壁に表面粗さ4.9 µmのアルミニウム充填エポキシ樹脂製簡易金型を利用すると、冷却時間を最大約60%節約できます。これらの知見は、効率向上のための射出成形プロセスの最適化における冷却チャネル表面粗さの重要な役割を強調しています。 3. イントロダクション: 冷却段階は、射出成形工程における処理時間の大部分を占めます。コンフォーマル冷却チャネル (Conformal cooling channels, CCs) は、プラスチック射出成形やダイカストを含む様々な製造プロセスにおいて、放熱性を向上させる能力があるため、金型能力を強化するための推奨標準となっています。CCは広く利用されていますが、その冷却効率には限界があります。本研究は、特に低圧ワックス射出成形における大量生産のための、アルミニウム充填エポキシ樹脂製簡易金型の冷却効率向上に焦点を当てています。そのアプローチは、冷却チャネルの内面粗さを変更することを含みます。ファイバーレーザーパターニングを用いて冷却チャネル表面に特徴的な微細構造を作製することにより、冷却材の接触面積を増加させ、それによって熱伝達と冷却効率を向上させる可能性があります。本研究では、冷却チャネル内壁の異なる表面粗さレベルと、アルミニウム充填エポキシ樹脂製簡易金型の冷却性能との関係を調査します。 4. 研究の概要: 研究トピックの背景: 冷却段階は、射出成形におけるサイクルタイムと効率を決定する重要な要素です。コンフォーマル冷却チャネル (CCs) は、成形品の形状に沿って設計され、従来のストレート冷却チャネルと比較して放熱性が向上します。アルミニウム充填エポキシ樹脂は、簡易金型製作 (rapid tooling) に利用されます。このような金型の冷却効率を高めることは、低圧ワックス射出成形におけるワックスパターンの大量生産のような用途にとって不可欠です。 先行研究の状況: 先行研究では、CCを用いた鋼製コアの塑性損失 [6]、温度分布の改善 [7]、シミュレーションによる冷却効率評価 [8]、タグチメソッドを統合した主成分分析による最適化 [9]、CC設計のための生物模倣工学的アプローチ [10]、サイクルタイムと反り低減のための革新的なCCシステム [11, 14]、ハイブリッド冷却モデル [15]、CCシステム選択手法 [12]、CCを用いた金型の金属積層造形 [13] など、CCの様々な側面が検討されてきました。CCは広く採用されていますが
Read More
user 05/08/2025 Aluminium-J , automotive-J , Technical Data-J Applications , AUTOMOTIVE Parts , CAD , Computer simulation , Die casting , Efficiency , Heat Sink , High pressure die casting , 금형 本紹介論文は、「[INTERNATIONAL JOURNAL OF INNOVATIONS IN ENGINEERING RESEARCH AND TECHNOLOGY [IJIERT] (NOVATEUR PUBLICATIONS)]」によって発行された論文「[DEVELOPMENT AND APPLICATION OF CASTING DISTORTION & COMPENSATION TECHNOLOGY BASED ON AUTOMATIC ITERATION METHOD]」に基づいています。 1. 概要: 2. 抄録: 鋳造のそりや変形は、ダイカスト生産においてしばしば遭遇する主要な欠陥の一つであり、解決が非常に困難です。従来の方法には、低効率、重労働、劣悪な作業環境といった問題がありました。本稿では、Cast-Designerが新たに開発した変形補正ソルバーDCS(Distortion Compensation Solver)を紹介します。これは、事前に鋳造の変形やそりを予測し、自動繰り返し最適化技術によって公差要件を満たす鋳造製品を見つけることができます。このようなツールと技術により、鋳造変形を効果的に低減し、直接的に機械加工要件を満たすことが可能になります。 3. 緒言: 先進的な製造技術として、ダイカストは高い寸法精度、良好な機械的特性、高い生産効率という利点を持っています。自動車用アルミニウムおよびアルミニウム-マグネシウム合金部品の生産において、強力な技術的・経済的優位性があります。しかし、様々な理由から、多くのダイカストアルミニウム部品では、初期設計段階で製造要因がほとんど考慮されていません。複雑な構造、大きな肉厚差、高い精度要求は、ダイカストの開発と生産において大きな課題となります。中でも、変形やそりの欠陥は、複雑な鋳造品において一般的で制御が難しい問題の一つです。鋳造変形欠陥は、不適切な鋳造品設計、突き出し時のアンバランス、金型温度の不均衡など、多くの原因によって引き起こされます。変形欠陥が鋳造品の品質に与える影響は主に以下の通りです:1) 鋳造品の寸法精度への影響;2) 後工程の機械加工への影響;3) 鋳造後に深い機械加工が必要な部品の場合、鋳造品表面の緻密層が除去されることで内部の巣欠陥(気孔や収縮など)が露出し、鋳造品の外観やシール性能(シール要件のある部品の場合)に影響を与える。 4. 研究の概要: 研究テーマの背景: 鋳造変形(そり)は、ダイカスト生産における重要かつ解決困難な欠陥です。これは、不適切な鋳造品設計、突き出し時の不均衡な力、不均一な金型温度など、様々な原因から生じます。この欠陥は、鋳造品の寸法精度を損ない、必要な後工程の機械加工を複雑にします。鋳造後に大幅な材料除去が必要な部品の場合、変形によって気孔や収縮といった内部欠陥が露呈する可能性があります。 従来の研究状況: 鋳造変形を管理するための従来の方法には以下が含まれます: 研究の目的: 本稿では、Cast-Designerが新たに開発したDistortion Compensation Solver (DCS)を紹介します。この研究は、事前に鋳造の変形やそりを予測し、自動繰り返し最適化を利用して公差要件を満たす鋳造製品を見つける技術を実証することを目的としています。目標は、鋳造変形を効果的に低減し、従来の方法の限界を克服して、直接的に機械加工要件を満たすことです。 中核研究: 研究の中核は、Cast-Designerソフトウェアスイート内で開発されたDistortion Compensation Solver (DCS)技術に焦点を当てています。この技術は自動繰り返し法を採用しています。まず、有限要素解析を用いて熱応力と機械的応力、およびそれによって生じる変形を計算する、鋳造プロセスの正確なシミュレーションから始まります。予測された変形に基づいて、DCSは予測された変形の反対方向に補正を適用することにより、金型キャビティ形状を繰り返し修正します。このプロセスは、凝固および冷却後の最終的な鋳造品が指定された寸法公差内に収まるようにすることを目的としています。 5.
Read More
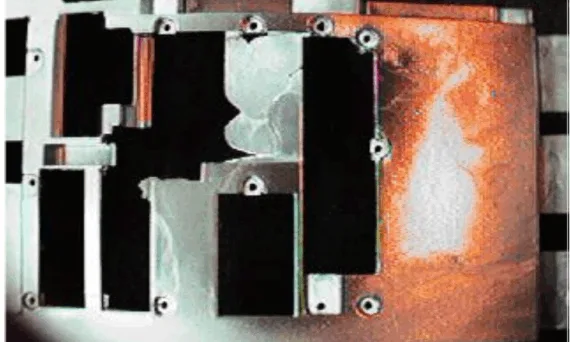
user 04/17/2025 Aluminium-J , automotive-J , Copper-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Computer simulation , Die casting , Efficiency , High pressure die casting , 金型 , 금형 , 해석 この紹介論文は、「韓国産学技術学会論文誌」によって発行された論文「誘導電動機回転子のダイカスト時における品質評価」に基づいています。 1. 概要 (Overview): 2. 抄録 (Abstract): 本研究では、産業現場で広く使用されている小型誘導電動機の回転子を生産工場でダイカスト(die casting)で製作する際のrotor core castの品質を評価するために、鋳造解析専用プログラムを用いて数値解析を行い、その結果を実験結果と比較して次のような結論を得た。第一に、誘導電動機回転子の高圧ダイカスト時に高速で射出されたアルミニウム溶湯の充填様相を経時的に評価した結果、溶湯は下部end ring部を先に充填し、水平に移動して上部end ring、core slot部を充填し、最終的にcore slot部で充填が完了する。第二に、mould内部での溶湯の充填様相を見ると、上部end ring、core slot部よりも下部end ring部で溶湯の流動による渦流が発生し、欠陥発生が予測され、現場の実験結果から下部end ring部の断面で大小多数の欠陥が発見された。第三に、ダイカスト作業で良好な品質の回転子を製作するためには、cast形状の変更や作業条件などの追加研究が必要であり、これについては今後報告する予定である。 3. 緒言 (Introduction): 誘導電動機は、産業現場で機械動力を生成するために広く使用されている。回転子(rotor)は、中心軸を中心に回転する部品である。誘導電動機用の回転子は、容量や使用目的に応じて種類が多様であり、しばしばrotor coreのslot部分に溶融アルミニウムを高圧のダイカスト(die casting)法で短時間で充填して製作される[1]。特に出力の低い小型誘導電動機の回転子は、生産工場でside gate typeのdie casting作業で製作されている。最近、cast品質に問題が発生していると現場から報告されており、これは電気効率の低下や高速回転時のunbalancing問題による騒音発生、追加の修正作業の必要性など、生産性向上の妨げとなっている。本研究は、現在のダイカスト作業条件下でのrotor end ring部分の品質を、解析的手法と実験的手法を用いて評価することを目的とする。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 小型誘導電動機の回転子は、一般的にダイカスト工程で製造される。しかし、鋳造されたアルミニウム部品の品質問題が懸念されており、これはモーターの性能(効率、騒音、不均衡による振動)に影響を与える可能性がある。 先行研究の状況 (Status of previous research): 本論文は、ダイカストの一般的な内容[1]と高圧ダイカストにおける欠陥発生[2-4]を認識している。特定の応用分野である小型誘導電動機回転子のダイカストで報告されている問題を強調し、現在の生産条件下での品質に関する集中的な調査の必要性を示唆している。 研究目的 (Purpose of the study): ダイカストで生産される小型誘導電動機回転子の鋳造品質を評価すること。具体的には、工程中の溶融アルミニウムの充填パターンを調査し、数値解析と実験的検証を通じてrotor
Read More
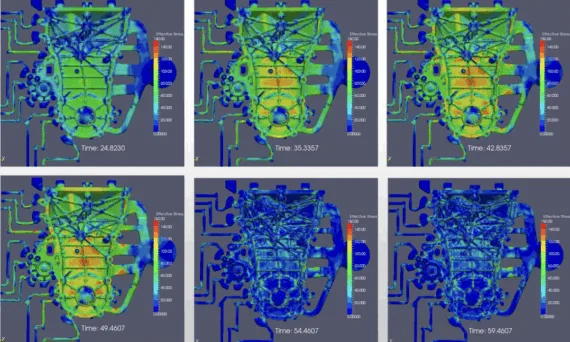
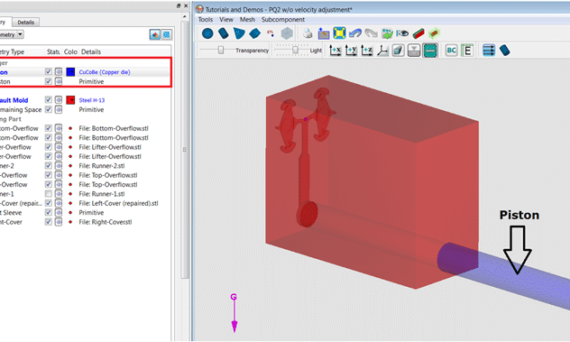
This article is from FSI (flow3d.com), a developer of numerical analysis software FLOW-3D. P-Q2 analysis is a standard procedure used to optimally match the target gate velocity to the capabilities of the HPDC (High Performance Die Casting) machine’s plunger hydraulic system. Desired fill time and an optimum gate design can be attained by performing P-Q2 analysis, which
Read More
user 03/28/2025 automotive-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Computer simulation , Die casting , Efficiency , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , 금형 , 자동차 산업 1. 概要 2. 研究背景 3. 研究目的および研究質問 4. 研究方法論 5. 主な研究結果 6. 結論と考察 7. 今後のフォローアップ研究 8. 参考文献 9. 著作権 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.