user 04/09/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Segment , 자동차 산업 本紹介資料は、「[Materials Characterization]」に掲載された「[Evaluation of detrimental effect on the ductility caused by the inhomogeneous skin and casting defects in a high pressure die cast recycled secondary alloy]」論文に基づいています。 1. 概要: 2. 抄録: 自動車向け高圧ダイカスト(HPDC)用途における再生合金の使用が急速に関心を集めています。HPDCプロセス中に鋳造表面に通常誘起されるスキン微細構造は、HPDC鋳物の特性を向上させると考えられていますが、必ずしも鋳造表面全体に連続的に形成されるとは限らず、それによって機械的特性に影響を与える可能性があります。したがって、本研究では、再生二次AlSi10MnMg(Fe)合金のHPDC鋳物が示す延性に対して、不均一に形成された表面スキンと他の欠陥の影響を評価し比較しました。本研究における不均一スキン形成は、HPDCプロセスによって生成される「波と湖(waves and lakes)」タイプの欠陥に関連する現象に起因するとされました。このようなスキン構造は、前述の不均一性に起因する隣接マトリックスとの結合不良により急激な破壊を起こすことで、本事例で試験されたひずみ速度に関わらず、HPDC鋳物の延性を制限しました。調査したAlSi10MnMg(Fe)合金には、通常HPDCプロセス合金の破壊の主な要因と考えられる多量の気孔、コールドフレーク、金属間化合物が含まれていましたが、本事例では不均一スキン層からの影響が他のすべての要因を支配しました。HPDCプロセスAlSi10MnMg(Fe)合金の延性に対する有害な影響の順序は、不均一スキン、コールドフレーク、気孔の順に従い、スキンの不均一性が最も有害であることが判明しました。 3. 序論: 自動車産業の長年の焦点であるコスト効率と乗員の安全性は、その高い寸法精度、サイクルタイムの短縮、薄肉鋳物の製造能力により、構造部品製造のための高圧ダイカスト(HPDC)の使用増加につながっています。材料開発は、優れた鋳造性、金型への焼き付き防止、延性を制限する脆性β-Al5FeSi(β-Fe)化合物の回避[5-7]という要求を通じて進歩し、制御されたFeおよびMn含有量を持つ一次AlSi10MnMg合金の開発に至りました。これにより、有害なβ-Feを抑制し、害の少ないα-金属間化合物(α-Fe)の形成を促進し、機械的特性を向上させています[5-7, 9]。近年、持続可能性への関心から、再生二次AlSi10MnMg(Fe)合金の使用が増加しています。これらは通常、スクラップリサイクルによりFe含有量が高く[4, 7]、β-Fe形成のリスクがあります。研究は、一次合金に匹敵する特性を達成するために、二次合金組成(特にMn:Fe比)を最適化することを目的としています[11, 14-17]。HPDCに関連する「スキン」層は、金型表面での急速凝固によって形成される微細粒α-Al相です[20]。一般的に有益と考えられていますが、文献ではこのスキンが不均一である可能性が示唆されており[21-23]、これは以前の研究で見過ごされていた可能性のある要因です[20, 24-27]。これは、延性を制限することが知られている気孔(ガスおよび収縮気孔)[26-29]やコールドフレーク[32-34]のような他の一般的なHPDC欠陥と比較して、不均一スキンの影響について疑問を提起します。既存の文献はこれらの欠陥の悪影響を詳述していますが、特に二次合金における不均一スキン形成メカニズムとその影響、特に衝突シナリオに関連する高ひずみ速度下での影響を含め、これらの異なる特徴の相対的な影響を評価し比較する研究は限られています。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は自動車構造部品にますます使用されています。持続可能性のために、一次合金を代替して再生二次Al-Si-Mn-Mg合金(AlSi10MnMg(Fe)など)を使用する傾向が高まっています。しかし、二次合金はしばしばFe含有量が高く、有害な相を形成する可能性があり、その特性は気孔、コールドフレーク、表面スキン層を含む鋳造欠陥によって影響を受ける可能性があります。不均一なスキン層の形成と影響は、他の欠陥と比較して完全には理解されていません。 先行研究の状況: 先行研究では、制御されたFe/Mnを持つ一次AlSi10MnMg合金の利点が確立されています[6, 7, 9]。二次AlSi10MnMg(Fe)合金に関する研究では、脆性β-Fe相を回避するためにMn:Fe比を最適化することが検討されました[11, 14-17]。HPDC合金の延性に対する気孔[26, 27, 29-31]およびコールドフレーク[32-34]の有害な影響は知られています。いくつかの研究ではスキン層の不均一性が指摘されており[21-23]、著者らの以前の研究[19]では、不均一スキンが研究された二次合金の延性を制限したことが示されました。しかし、これらの異なる特徴(不均一スキン、気孔、コールドフレーク)の有害な影響を順位付けする比較研究は不足しており、不均一スキン形成メカニズムとその影響、特に様々なひずみ速度下での影響に関する詳細な理解も不足しています。 研究の目的: 本研究の目的は、様々な鋳造厚さ(2mmから10mm)を持つHPDCプロセス再生二次AlSi10MnMg(Fe)合金の延性および破壊挙動に対する微細構造および鋳造欠陥の進化と影響を調査することです。研究は当初、気孔を潜在的に支配的な要因として焦点を当てていましたが、不均一スキン、コールドフレーク、および気孔の影響を評価し比較するために拡張されました。さらに、二次合金の引張特性および破壊挙動に対するひずみ速度(0.001 s⁻¹から10 s⁻¹)の影響も調査しました。 中核研究:
Read More
user 04/08/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , AUTOMOTIVE Parts , CAD , Die casting , Efficiency , Mechanical Property , Microstructure , 자동차 산업 本紹介内容は、「[出版社名: Elsevier B.V.]」が出版した論文「[論文タイトル: Wear properties of a new Al80Mg10Si5Cu5 multicomponent alloy]」に基づいています。 1. 概要: 2. 概要: 本研究は、軽量自動車用途、特に後輪ドラムディスク向けに、Al80Mg10Si5Cu5系をベースとして新たに開発された多成分アルミニウム軽量合金の摩耗に関するトライボロジー特性を調査するものです。サンプルは、鋳造合金リターン材と二次アルミニウムインゴットを用い、高圧ダイカスト(HPDC)法で製造され、室温(RT)および200℃で試験されました。A180Mg10Si5Cu5合金は、RTおよび特に200℃において、参照合金であるAlSi9Cu3と比較して高い硬度と耐摩耗性(摩耗率で10倍の低減)を示すことが観察されました。HPDC鋳造部品の外面層(スキン)を維持することの影響がボールオンディスク試験で研究され、トライボロジー特性の向上と接触面の機械加工回避の可能性が示されました。表面層を持つ鋳放し状態のA180Mg10Si5Cu5合金は、RTにおいて5 × 10⁻⁴ mm³/N·m²の摩耗率係数を示し、これはスキンなしのサンプルよりも50%低い値でした。表面層を持つ溶体化処理サンプル(440℃で72時間、75℃で水焼入れ、自然時効)は、11 × 10⁻⁴ mm³/N·m²の摩耗率係数を示し、これは表面層なしのサンプルよりも約20%低い値でした。AlSi9Cu3合金の摩耗率は、RTにおいてスキンなしのサンプルで50%以上減少しました。200℃では、表面層を持つサンプルの摩耗率係数の方が低い値でした。 3. 緒言: 多成分コンセプトに基づくアルミニウム多相および非等原子量高エントロピー合金(HEA)は、単相合金とは対照的に、優れた物理的および機械的特性を有することが示されています[1]。これらの合金において強化された単相微細構造を得るための急速凝固プロセスの効果は、最近の研究でまとめられています[2]。一方、産業界における軽量車両への要求は、アルミニウム鋳造部品の製造、特に高圧ダイカスト(HPDC)によるGIGAPRESS技術を用いた電気自動車において急成長を引き起こしています[3]。電気自動車市場は継続的に拡大しており、軽量化は航続距離を伸ばすために重要です。アルミニウム製ドラムブレーキは、後輪ブレーキの力が前輪ブレーキよりも低く、運動エネルギー回生システム(KERS)を使用することでブレーキ力を低減できるため、軽量電気自動車に使用できます。また、前輪ディスクブレーキは後輪ドラムブレーキよりも先に作動し、後輪ブレーキの圧力が低減されます[4]。アルミニウム製ドラムは鉄製ドラムよりも軽量で、放熱性が向上し、フェードが減少し、ねずみ鋳鉄ディスクの腐食の可能性やディスク故障を回避できます[5]。AlSiCuはHPDCで最も一般的に使用されるアルミニウム合金ですが、その機械的特性には特定の制限があります[6]。AlSiMgCu合金はより高い耐食性と強度を提供し、一般的に熱処理によって改善され、良好な耐摩耗性と摩擦が要求されるさまざまな自動車部品に適しています[7,8]。不十分な耐摩耗性はアルミニウム合金の問題ですが[9]、Al合金のトライボロジー特性は、合金元素の種類と量を調整したり、外部からの強化相を導入したり、熱処理を行ったりすることで向上させることができます[10–12]。鋳鉄製ブレーキを置き換え、車両重量を削減するために、アルミニウム基複合材料(AMC)ブレーキローターが開発されました。AMCはアルミニウム合金よりも高い熱伝導率、低い密度、高い比強度を持っています。AMCは、カスタマイズされた特性を得るために、Al2O3、SiC、SiO2などの硬質セラミック粒子で強化された延性のあるアルミニウムマトリックスを特徴としています[13]。しかし、AMCの主な欠点は、製造コスト(特に機械加工コスト)、粒子サイズと分布の制御の難しさ(摩耗特性が強化粒子の体積とサイズに大きく依存するため)[14]、複雑な鋳造プロセス、そして主としてリターン材やスクラップの低いまたは困難なリサイクル性です。AMCではない鋳造アルミニウム合金の摩耗特性を向上させる最も一般的な方法は、シリコン合金化です。Siの割合を増やすと、より多くの硬質Si結晶が生成され、合金の硬度と耐摩耗性が向上します。トライボロジー用途では、通常、共晶相のアルミニウムと組み合わされた初晶シリコン相を持つ過共晶Al-Si合金(Si > 13 wt%)が用いられます。シリコン相の種類、形態、サイズ、分布は、塑性変形したアルミニウムマトリックス領域で荷重の重要な部分を支持することにより、摩擦と耐摩耗性を向上させる上で重要です[15–17]。これらの合金では、SiはMgと結合してMg2Siとして析出する傾向があります。Mg量の増加は耐摩耗性の向上を促進します[18]。複雑な金属間化合物相は、摩耗メカニズムにおける接合部の成長と凝着を防止する鍵となります。金属間化合物相が多い合金は摩耗率が低くなります[19]。合金中の銅の増加は機械的特性を向上させ、耐食性を低下させ、気孔率を増加させる可能性があります[20,21]。AlSi7Mg合金では、微細な結晶粒を促進し、硬度と耐摩耗性を向上させて摩擦係数を低下させるAl₂Cu金属間化合物相を得るために、最低1 wt%のCuが必要でした[22]。アルミニウム鋳造合金の硬度を向上させるメカニズムは、MgとAl、およびCuとSiの反応によっても影響を受け、合金の強化に関与する異なる析出物を促進します。異なる相の形成とその挙動の定義は、β(Mg2Si)、θ(Al₂Cu)、S(Al₂CuMg)またはQ(Al5Cu2Mg8Si6)など、いくつかの相が近接してまたは同時に析出する可能性があるため、複雑な作業です[23]。熱処理中、溶体化温度、冷却速度、時間は重要な役割を果たし、いくつかの複雑な相互作用をもたらします。最適な温度での時効処理は、強度と延性を低下させる可能性のある大きく非整合な粒子の析出を回避します。Fe、Mn、Crなどの他の元素の少量の組み合わせは、Al-Si合金の硬度と強度を向上させ、耐摩耗性を高めます[24]。AlSiやAlSiCuMg(X)などの鋳造アルミニウム合金のトライボロジー研究に焦点を当てた研究[25–27]が最も多く行われています。高シリコンアルミニウム合金では、一般に、荷重の増加に伴い、摩耗メカニズムは延性剥離、アブレージョン、脆性剥離からプラウイングアブレージョン摩耗へと変化します[28]。アブレージョンと酸化は、軽度摩耗領域における主要な摩耗現象ですが、常にそうとは限りません。剥離、凝着、および激しい塑性変形は、AlSi9Cu3 HPDC合金の過酷摩耗領域で支配的です[23]。剥離は、表面下クラック核生成とその後のクラック伝播によって発生する表面層の塑性変形による大きな摩耗粒子の除去と関連付けられています[29,30]。このメカニズムは、表面下分離が接着して摩擦係数を増加させる移着層を形成する高温で特に顕著です[31]。さらに、高温での摩耗率は室温よりも10倍大きいと報告されています[32]。これらの条件下では、激しい塑性変形、材料および層の移着と蓄積を伴うスカッフィングメカニズムが発生する可能性があります。高温では層間の接着力が低下し、剥離が促進される可能性があります。いくつかの研究では、摩耗メカニズムは温度によって、RTでの剥離から部分的なアブレージョン摩耗へ、150℃以上では塑性変形と酸化摩耗(塑性緩和メカニズムが支配的になる)へと変化します[33–36]。AlSi9Cu3合金では、異なる相の析出により、硬度、機械的および摩耗特性が低下します[23,24]。摩耗率は150℃よりも高い温度ではRTよりもはるかに高くなりますが、温度との線形比例関係はなく、約200℃で著しく増加します。AMCおよびアルミニウム合金における摩耗試験の温度上昇は、表面層のより高い緻密性と平均抵抗を促進し、粒子の酸化を加速します。表面層の破壊前に表面層が形成されると、摩耗率は減少します[6]。しかし、表面層が緻密でない場合、表面粒子が除去され、表面が損傷し、剥離が発生して摩耗率が増加します[23]。軽度から過酷な摩耗への遷移メカニズムは、適用荷重、相手材ボール材料、滑り速度、接触面温度などの試験変数の組み合わせによって説明されます。通常、過酷摩耗は合金の熱軟化による大規模な塑性変形に関連しており、条件によっては、アルミニウム合金は剥離摩耗を制御しながら非過酷摩耗条件で動作することができます[9]。AlSiCu(Fe)鋳造合金で軽度摩耗メカニズムを得るための条件が研究されています[9,11,12,16,37–39]。また、摩耗用途にコーティングを使用することへの関心が高まっていることも注目されます[40,41]。ボールオンディスク(BOD)試験は、材料の摩耗特性を決定するために最も広く用いられる試験の1つです。ボールオンディスク試験データを分析する摩耗率メカニズムは、3つの主要な段階またはフェーズに分けることができます[42–45]。第1フェーズは、表面突起の変形と残留粒子数の増加により、母材とボール間の最大接着力で表面層が除去されることに対応します。第2フェーズは、通常、保護的なトライボケミカル表面層の形成、またはプラウイングと突起変形プロセスの減少に関連しています。ピン表面温度の上昇が、滑り面に酸化物層を形成し、軟質マトリックス材料が相手材ボール表面に露出するのを防ぎ、ピン表面の摩耗率を減少させるサブフェーズが存在する場合もあります[46,47]。第3フェーズは、トライボロジー条件の界面定常状態によって特徴付けられます。摩耗率に対する適用荷重の影響は合金によって異なり、一部の合金は低荷重で低い摩耗率を示し、中程度の荷重で摩耗率が急激に増加し、高荷重で徐々に増加します。低い適用圧力は、通常、摩耗によって形成されたデブリが相手材表面の谷に捕捉されるのを促進します。デブリが谷に捕捉されるため、ディスクの突起による点接触が接触面にシフトします。接触面へのシフトとサンプルの加工硬化が定常状態摩耗につながりました[48,49]。適用圧力の増加は温度上昇を示し、酸化物層の除去につながりました[48]。破断/断片化した酸化物層と相手材表面の摩耗デブリは、機械的混合層(MML)または移着膜(TF)の形成を引き起こす可能性があります。適用圧力の影響下で、移着膜(TF)の変形は摩耗デブリのひずみ硬化をもたらし、TFの硬度を高めます[48]。TFの絶え間ない形成と除去は、金属間の接触を防ぎ、摩耗率が定常状態摩耗領域で一定に保たれます。軽度から過酷な摩耗値への遷移は、適用荷重に応じて約4~8Nから最大30Nまで変化する可能性があります[50]。一般に、比摩耗率の値は適用荷重の増加とともに増加します。商用ブレーキローターの場合、摩擦係数(COF)の値は0.45~0.69の間です。一部の著者にとっては、荷重増加に伴うCOF値の線形増加はありません[51]。他の著者にとっては、例えばAl-Al2O3 MMCおよびAl-SiC MMC合金では、ブレーキローター用途で0.30~0.60の安定した摩擦係数を持つ線形増加があります[52]。ドラムブレーキの軽度または過酷な摩耗状態を定義するために報告されている摩耗率は異なります。Al7.1Si合金ではk = 15 × 10⁻³ mm³/N·m[53]、LM17合金では6 × 10⁻³ mm³/N·m、圧力と速度(それぞれ0.2–1.0 N/mm²および1.6 m/s)がブレーキローターの制動条件を代表するアルミニウム複合材では7.5–10 × 10⁻³ mm³/N·m[54]で過酷な摩耗率が報告されています。ブレーキローター用途向けのルチルおよびシリマナイト鉱物ハイブリッドAMC(HAMC)で強化されたLM27合金は、商用ローター材料で500mで約16.5 × 10⁻³ mm³/N·m、HAMCで18 × 10⁻³ mm³/N·mの摩耗率を示し、最終的な定常摩耗値はそれぞれ約6および7 × 10⁻³ mm³/N·mでした。0.37×10⁻⁴~2.37×10⁻⁴ mm³/N·mの値は、一般的に過酷摩耗領域内にあります[55]。しかし、アルミニウム鋳造合金の場合、15Nの試験力では、約5
Read More
user 04/07/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , finite element simulation , High pressure die casting , Microstructure , 금형 , 자동차 산업 本入門記事は、”Characteristics and distribution of microstructures in high pressure die cast alloys with X-ray microtomography: A review”([出版社]:China Foundry発行)に基づいて作成されています。 1. 概要: 2. 概要: AlおよびMg合金の高圧ダイカスト(HPDC)は、自動車産業でますます使用されています。鋳造品の微細構造は、鋳造品の機械的特性に決定的な影響を与え、その中で微細構造特性は、微細構造と特性の関係の研究の基礎となります。過去10年間で、HPDC AlおよびMg合金、特に微細孔とα-Feの微細構造特性は、X線マイクロコンピュータ断層撮影(μ-CT)を用いて、二次元(2D)から三次元に研究されてきました。本論文では、HPDC合金の微細構造の3D特性と形成メカニズム、その空間分布、および機械的特性への影響に関する現在の理解の概要を提供します。さらに、HPDC合金における異種微細構造の形成と制御のための今後の研究方向について概説します。 3. 序論: グローバルな工業化は、自動車の軽量化の要求を推進し、複雑な形状のニアネットシェイプ成形、高い生産効率、および低い生産コストという利点を持つAlおよびMg合金高圧ダイカスト(HPDC)部品の使用増加につながっています。HPDCは利点を提供しますが、従来のHPDC部品には、金型充填中の乱流による気孔が含まれていることがよくあります。これらの気孔は、機械的特性に悪影響を及ぼします。高真空ダイカスト(HVDC)技術は、気孔率を低減するために開発されましたが、Feのような不純物元素は依然として脆い金属間化合物を形成し、機械的特性に影響を与える可能性があります。微量合金化と金属間化合物特性の制御は、鋳造特性を最適化するために重要です。従来の2D分析技術は、微細構造の空間分布を明らかにするには限界があります。X線マイクロトモグラフィー(μ-CT)は、強力な3D技術として登場し、HPDC AlおよびMg合金の相特性と形成に関する理解を豊かにしています。本レビューでは、X線マイクロトモグラフィーを使用してHPDC合金の相特性と分布に関する現在の知識を要約し、今後の研究方向を強調します。 4. 研究の概要: 研究テーマの背景: 自動車産業における軽量車両の需要の高まりにより、AlおよびMg合金HPDC部品の使用が必要となっています。これらの鋳造品内の微細構造は、その機械的特性を決定的に決定します。微細構造と特性の関係を理解することは、鋳造性能を最適化するために不可欠です。気孔率と金属間化合物相は、HPDC合金の機械的挙動に影響を与える主要な微細構造の特徴です。 以前の研究状況: アルキメデスの原理、光学顕微鏡(OM)、走査型電子顕微鏡(SEM)などの従来の方法は、2D断面微細構造特性評価を提供していましたが、HPDC合金内の相の空間分布と形態を明らかにするには不十分です。これらの2D技術は、気孔の複雑さと体積を過小評価し、気孔数を過大評価する可能性があります。 研究の目的: 本研究は、X線マイクロコンピュータ断層撮影(μ-CT)を用いて、HPDC AlおよびMg合金の3D微細構造特性に関する現在の理解の包括的な概要を提供することを目的としており、特に微細孔とFeリッチ金属間化合物に焦点を当てています。本レビューでは、これらの微細構造の形成メカニズム、空間分布、および機械的特性への影響を網羅しています。 コアとなる研究: 本レビューの核心は、X線マイクロトモグラフィーを利用して以下を調査した研究を要約することに焦点を当てています。 5. 研究方法論 研究デザイン: 本研究は、X線マイクロトモグラフィーのHPDC AlおよびMg合金の微細構造の特性評価への応用に着目した様々な研究論文の知見を統合したレビュー論文です。 データ収集と分析方法: 本レビューのデータは、X線マイクロトモグラフィーを使用してHPDC AlおよびMg合金の微細構造を研究した出版物の包括的な文献調査を通じて収集されました。分析方法には、選択された出版物からの主要な知見、方法論、および結論を要約および統合することが含まれます。 研究テーマと範囲: 本レビューは、X線マイクロトモグラフィーを使用したHPDC AlおよびMg合金微細構造特性評価の範囲内で、以下のテーマに焦点を当てています。 6. 主な結果: 主な結果: 図の名前リスト: 7. 結論:
Read More
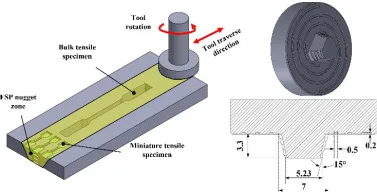
user 04/04/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , High pressure die casting , Microstructure , 자동차 산업 この入門論文は、”Friction Stir Processing: A Thermomechanical Processing Tool for High Pressure Die Cast Al-Alloys for Vehicle Light-weighting”(”[Manufacturing Letters]”発行)に基づいて作成されています。 1. 概要: 2. 概要: 本研究では、高圧ダイカスト(HPDC)の熱機械加工に摩擦攪拌処理(FSP)を用い、組織を改質し、機械的特性を向上させることを目的とする。FSPは、薄肉フラットプレート形状の2種類のHPDCアルミニウム合金、すなわち(a)汎用、高鉄、HPDC A380合金と(b)プレミアム品質、低鉄HPDC Aural-5合金に対して実施された。その後の機械試験では、降伏強さと引張延性がそれぞれ約30%と約65%向上することが示された。さらに、FSPはA380合金の疲労寿命を約10倍、Aural-5合金の破壊靭性を約70%向上させた。これらの知見は、HPDC Al合金ベースの構造部品の組織を改質するFSPの能力を強調するものであり、長期的な耐久性と信頼性のために、強度、延性、破壊靭性、および高い疲労特性の良好な組み合わせを示すことができることを示唆している。 3. 導入: ゼロカーボン排出への要求の高まりに応えるため、自動車OEM(相手先商標製品製造業者)は、重量のある構造用鋼アセンブリを軽量アルミニウム構造鋳物に置き換えることで、軽自動車(LD)の構造重量を低減するための低コストソリューションを模索している。高圧ダイカスト(HPDC)アルミニウム鋳物は、自動車設計におけるショックタワー、ピラー、フロアレールなどの重要な耐荷重ボディ構造において、OEMに設計、軽量化、品質の利点を提供する。HPDC Al鋳物を使用することで、複雑な構造プロファイル、高い耐久性、効果的な部品ユニット化を実現できる[1]。さらに、電気自動車技術が進歩するにつれて、ハイブリッドパワートレインと自動車の電化が自動車セクター内でますます重要になっている。軽量電気自動車の追求において、HPDCアルミニウム鋳物は、バッテリー用軽量エンクロージャーや、さまざまなパワートレインおよびトランスミッションコンポーネントの製造において重要な役割を果たすことができる。 Alダイカスト業界では、金型寿命の延長と最終鋳物の延性のバランスを取ることが常に課題である。この分野の研究は、両方の側面を改善し、低コストを維持するために材料化学を改質することを目的としたものが頻繁に行われている[2]。汎用ダイカストでは、高価な金型摩耗を低減するためにFeとMnが使用されるが、Fe濃度が高いと全体的な延性、ひいては疲労寿命が低下する。HPDC Al合金の化学組成には、溶融性、湯回り性、耐引裂き性を向上させるためにSiが添加される。さらに、HPDC合金を強化するためにCu、Zn、Mgが使用される。しかし、多元素組成のため、HPDC Al合金は、さまざまな金属間化合物を頻繁に生成する。頻繁に観察される2つの金属間化合物は、針状のβ-FeSiAl (FeSiAl5) と多面体のα-FeSiAl (Al15(MnFe)3Si2) である。中でもベータ相は、全体的な機械的特性、特に延性に関して有害な影響を及ぼす。HPDC Al合金には、針状シリコンとかなりの量の第二相粒子も含まれており、引張強度と延性に悪影響を及ぼす[3,4]。さらに、HPDC Al合金に固有のデンドライト組織は、鍛造組織と比較して機械的特性が低い。加えて、これらの合金はガスおよび収縮の気孔率を示し、機械的負荷下での応力集中と亀裂の発生部位となる。これらのHPDCプロセス関連および材料化学関連の有害な特徴が、車両構造部品としてのHPDC Al合金の用途を制限してきた[3]。 4. 研究の概要: 研究トピックの背景: HPDCアルミニウム鋳物は、その利点にもかかわらず、固有の微細組織欠陥と材料化学的制約により、延性、疲労寿命、破壊靭性などの機械的特性が損なわれている。これらの制約は、自動車業界における軽量化と耐久性の要求の高まりという文脈において、車両構造部品へのより広範な応用を妨げている。 これまでの研究状況: これまでの研究努力は、有害な特徴を軽減するために、合金化学とHPDCプロセスの改質に焦点が当てられてきた。真空アシストHPDCは、ガスおよび収縮気孔率を低減する。Silafont、Castasil、Auralなどのプレミアム低Fe HPDC Al合金は、有害なベータ相を排除することにより延性を向上させるために開発された。ストロンチウム(Sr)添加は、針状シリコンをより微細で繊維状の組織に改質するために使用され、強度と延性を向上させる。Sr改質合金であるAural-5は、構造用途で成功を収めている。しかし、収縮気孔率、デンドライト組織、せん断帯形成、外部凝固結晶(ESC)、第二相粒子など、課題は依然として残っている。 研究の目的: 本研究の目的は、薄肉HPDC Al合金の組織を改質し、機械的特性を向上させるための熱機械的後処理ツールとして、摩擦攪拌処理(FSP)を調査することである。このアプローチは、機械的性能の低下の原因となる微細組織欠陥と制約に直接対処することにより、コストのかかる合金組成とHPDCプロセス最適化の代替案を提供する。 コアとなる研究: コアとなる研究は、2種類のHPDCアルミニウム合金、(i)高鉄A380と(ii)低鉄Aural-5の両方を薄肉フラットプレート形状でFSP処理することである。本研究では、FSPが組織の発達と、引張特性、疲労寿命、引裂き靭性などの機械的特性に及ぼす影響を評価する。機械的性能は、FSPが構造用途向けのHPDC Al合金の全体的な性能を向上させる効果を示すために、クーポンレベルの試験を通じて評価される。 5. 研究方法
Read More
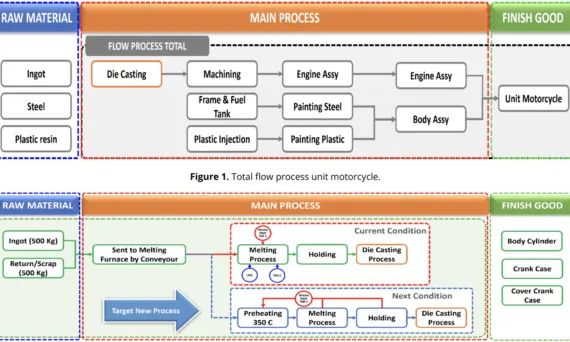
user 04/04/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , deep learning , Die casting , Efficiency , Electric vehicles , Segment , 자동차 산업 この入門論文は、”[Leuser Journal of Environmental Studies]”によって発行された論文「Optimizing Motorcycle Manufacturing Sustainability through the Integration of Waste Heat Recovery and Metal Scrap Recycling: A Process Engineering Approach」に基づいています。 1. 概要: 2. 抄録: 自動車産業の製造業は2050年までに2〜3倍の急速な成長を遂げ、オートバイは世界中の車両の約30%を占めていますが、この生産量の増加は原材料とエネルギーの需要を著しく高めています。主な課題は、製造プロセス中に発生する材料廃棄物と廃熱の管理にあります。本研究は、オートバイ産業の持続可能性を高め、廃棄物を削減し、エネルギー消費を削減するために、材料廃棄物リサイクルと廃熱回収の相乗効果を最適化するフレームワークを開発することを目的としています。この設計は、溶融プロセスからの廃熱を利用して原材料を予熱し、温度を約50℃から溶融前の350℃まで上昇させることで、追加のエネルギー需要を削減し、排出量を削減し、運用コストを削減します。廃熱を原材料の予熱に利用することは、環境への影響と熱負荷を軽減するだけでなく、エネルギー効率を大幅に向上させ、最終的にはコスト削減と最適化された資源利用につながります。廃熱を原材料の予熱に直接利用することで、エネルギー消費を最大30%まで効果的に削減できました。このアプローチは、運用効率を向上させるだけでなく、生産コストを削減し、環境への影響を最小限に抑え、製造部門に、より持続可能なソリューションを提供します。 3. 序論: 自動車産業、特にオートバイ製造は急速な成長を遂げており、原材料とエネルギーの需要が増加しています。生産量の急増は、材料廃棄物と廃熱の管理に関連する課題を悪化させており、特に溶融や鋳造のようなエネルギー集約的なプロセスにおいて顕著です。エンジン部品に不可欠なアルミニウムの世界的な需要は、2050年までに2〜3倍に増加すると予測されています。アルミニウムの生産はエネルギー集約型であり、特に溶融および鋳造プロセスにおいて環境への影響が大きいです。オートバイ製造の環境への影響は、廃熱と金属スクラップによる非効率性と汚染により、ますます懸念されています。これらの懸念に対処するために、業界はリサイクルやエネルギー回収を含む持続可能な慣行を採用する必要があります。本論文では、金属鋳造における廃熱回収システム(WHRS)の統合と、効果的な金属スクラップ管理を探求し、オートバイ製造におけるエネルギー消費を削減し、持続可能性を高めることを目的としており、アルミニウムや鉄鋼産業などの他の産業と比較して、これらの技術のオートバイ産業への応用には特定のギャップがあることを指摘しています。 4. 研究の概要: 研究テーマの背景: オートバイ製造を中心とした自動車産業の急速な拡大は、原材料とエネルギーの需要を大幅に増加させています。特に溶融などの製造プロセス中に発生する材料廃棄物、特に金属スクラップ、および廃熱の管理は、主要な持続可能性の課題を提示しています。未利用の廃熱は地球温暖化に寄与し、廃棄されたアルミニウムは天然資源を枯渇させ、アルミニウム生産のエネルギー集約的な性質と温室効果ガス排出により気候変動を悪化させます。 先行研究の状況: 学術文献は、製造業における廃棄物管理と熱回収を広範囲に調査しています。研究には、アルミニウムリサイクルの包括的なレビュー、WHRSを使用して熱プロセスの効率を向上させるエネルギーモデリング手順、鉄鋼プラントにおける熱回収の技術的ソリューション、エネルギー管理制御システム(EMCS)を使用したエネルギー節約の測定方法が含まれます。既存の研究では、アルミニウムドロスと炭素残渣からの廃熱回収を分析し、ヒートポンプを使用して熱回収システム設計を最適化しています。産業部門における廃熱回収のためのフレームワークが開発されており、エネルギーコストと環境への影響を削減することを目的としています。しかし、ほとんどの研究がアルミニウムおよび鉄鋼産業に焦点を当てているため、これらの技術のオートバイ製造業界内での特定の応用には研究ギャップが存在します。 研究の目的: 本研究は、オートバイ製造内での材料廃棄物リサイクルと廃熱回収の相乗効果を最適化するフレームワークを開発することを目的としています。この研究は、オートバイ産業の持続可能性を高め、廃棄物を削減し、エネルギー消費を削減するために、これらの慣行を統合することに焦点を当てています。文献で特定されたギャップに対処します。 コアとなる研究: コアとなる研究は、オートバイダイカストの持続可能性を最適化するためのプロセスエンジニアリングアプローチに焦点を当てています。溶融プロセスからの廃熱を原材料の予熱に統合し、製造プロセス内での金属スクラップリサイクルを強化することを調査します。本研究では、オートバイエンジン部品製造のプロセスフローを分析し、ダイカスト領域に焦点を当てています。一般的に溶融プロセス(600〜750℃の温度)中に失われる廃熱を利用して、原材料(アルミニウムインゴットとスクラップ)を溶融炉に投入する前に約50℃から350℃まで予熱することを提案しています。この予熱は、エネルギー消費を削減し、運用効率を改善し、環境への影響を最小限に抑えることを目的としています。 5. 研究方法: 研究デザイン: 本研究では、オートバイダイカストの製造プロセスフローを分析および最適化することに焦点を当てたプロセスエンジニアリング設計アプローチを採用しています。本研究は、持続可能性を高めるために廃熱回収と金属スクラップリサイクルを統合するための概念フレームワークを開発します。設計には、現在のプロセス条件の分析と、廃熱回収を活用した原材料予熱を組み込んだ目標の新規プロセス提案が含まれます。 データ収集と分析方法: 本研究では、オートバイ製造施設からエネルギー消費データを収集および分析します。これには、溶融、ダイカスト、バリ取り、熱処理など、ダイカストプロセスのさまざまな段階における電力および液化天然ガス(LNG)消費量に関するデータが含まれます。インゴットおよびリターン/スクラップ材料の量、総生産量などの原材料投入データも分析します。廃熱回収システム導入前後の単位あたりのエネルギー消費量(kWh/Pcs)を計算して比較します。2023年のデータは、提案されたシステム導入後の2024年のデータと比較するためのベースラインとして機能します。 研究テーマと範囲: 研究は、オートバイ製造におけるダイカストプロセスに焦点を当て、特に溶融段階を重要なエネルギー消費ポイントおよび廃熱源として分析します。範囲は以下を含みます。 6. 主な結果: 主な結果: 本研究の主な結果は、オートバイダイカストにおける原材料予熱のための廃熱回収の統合を通じて、大幅なエネルギー節約の可能性が実証されたことです。廃熱を利用して原材料を溶融前の約50℃から350℃まで予熱した結果、エネルギー消費量が最大30%削減されました。これは、2023年と2024年のkWh/Pcsの比較で明らかであり、廃熱回収の実施後にエネルギー消費が減少したことを示しています。廃熱の利用は、エネルギー消費を削減するだけでなく、運用コストを削減し、熱排出を削減することにより環境への影響を最小限に抑えます。さらに、製造プロセス内でスクラップ部品をリサイクルすると、資源効率が向上し、新しい原材料の消費が削減されます。 図表名リスト: 7.
Read More
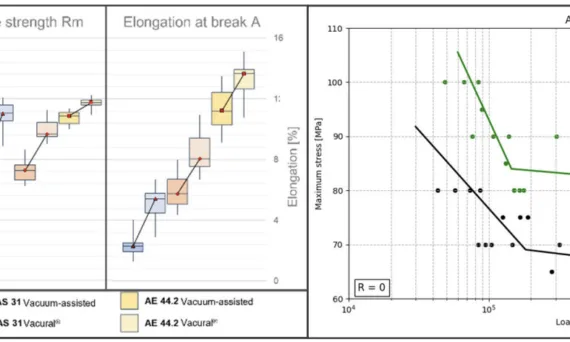
M. Schütze¹、J. Ganzenmüller²、M. Becker³、C. Mangos¹、G. Piazza²、L. Kallien¹、E. Beeh²¹アーレン大学; ²ドイツ航空宇宙センター(DLR)、シュトゥットガルト; ³オスカー・フレッヒGmbH + Co. KG、ショルンドルフ 産業界のe-モビリティへの移行は、モーターハウジング、ギアボックス、カバーなどの高圧ダイカスト(HPDC)部品の経済的な生産にとって好機です。これらの部品は主にアルミニウム合金から大量に製造されています。構造鋳物への高強度マグネシウム合金の使用は、軽量構造におけるさらなる軽量化の可能性を秘めています[1]。 内部欠陥の少ない高品質の鋳物を製造するために、鋳造プロセスは過去数年間でアップグレードされてきました。これらの改良の一つが、アルミニウム合金に可能な最高の鋳造品質を提供するオスカー・フレッヒGmbHのVacural®ダイカストプロセスです[2]。このプロセスは、真空アシストダイカストとは異なります。真空は、投入プロセスの開始から金型が完全に充填されるまで継続的に適用されます。プロセスでは、溶融材料は炉からパイプを介して鋳造チャンバーに直接吸い込まれます。密閉システムは、投入中の溶融物の酸化を低減します。金型が充填されるまで、約70mbarの真空が達成され、ダイカスト部品への空気の巻き込みを低減します。 Vacural®ダイカストプロセスは、マグネシウムにも同様の利点を提供します。BMWKの資金提供を受けたInDrutec-Eプロジェクトでは、AZ91、AS31、AE 44-2の3種類の異なる合金が鋳造され、その後試験されました。この研究のために、すべての合金は真空アシストを介して4mmプレートで鋳造され、Vacural®ダイカストと比較されました。その後、平坦なサンプルを静的強度および疲労強度試験に供しました。 図1: 3種類のマグネシウム合金の機械的特性の変化(左)とVacural®ダイカストによるAS 31の疲労強度増加(右) 図1(左)の結果は、Vacural®ダイカストの結果として、引張強度や降伏強度のような静的特性の増加を示しています。3種類の合金すべてにおいて、強度と延性の有意な増加が調査されました。AZ 91およびAE 44-2については、高度な鋳造プロセスによる疲労強度の顕著な増加は見られませんでした。一方、AS 31については、疲労強度の有意な上昇が観察されました。AS 31の2つの鋳造プロセスに関する疲労挙動の比較を図1の右側のプロットに示します。 調査の結果、Vacural®ダイカストプロセスは、マグネシウム合金の機械的特性に大きな影響を与えることが示されています。さらなる調査のために、Vacural®プロセスと組み合わせた合金AS 31は、電気パワートレインアプリケーション[3]用のギアボックスカバーの軽量化の可能性を示すために使用されました。 参考文献
user 04/02/2025 Copper-J , Salt Core-J , Technical Data-J aluminum alloys , ANOVA , CAD , Casting Technique , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Salt Core , 금형 本紹介論文は、「Materials Transactions / Japan Foundary Engineering Society」により発行された論文「Strength of Salt Core Composed of Alkali Carbonate and Alkali Chloride Mixtures Made by Casting Technique」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストプロセス用の消失性塩中子を開発するために、4つの二元系 NaCl-Na2CO3, KCI-K2CO3, KCI-NaCl および K2CO3-Na2CO3 の強度を調査した。永久鋳型鋳造技術を用いて溶融塩から作製した試験片の強度を決定するために、4点曲げ試験を実施した。NaCl-Na2CO3 系の強度は、Na2CO3 組成が 20 mol% から 30 mol% の間、および 50 mol% から 70 mol% の間で 20 MPa を超えた。最高強度は NaCl-70 mol%Na2CO3 の組成で約 30 MPa
Read More
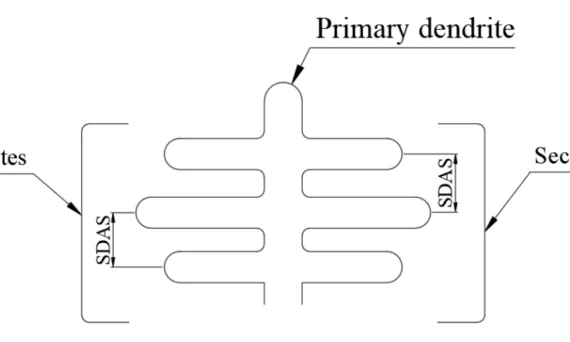
user 04/02/2025 Aluminium-J , Technical Data-J Alloying elements , aluminum alloy , aluminum alloys , Aluminum Casting , CAD , casting microstructure inspection , convolutional neural network , deep learning , Die casting , Microstructure , Quality Control , secondary dendrite arm spacing , Segment この紹介論文は、「Metals」によって発行された論文「Casting Microstructure Inspection Using Computer Vision: Dendrite Spacing in Aluminum Alloys」に基づいています。 1. 概要: 2. 抄録: 本稿では、畳み込みニューラルネットワーク(CNNs)を用いた二次デンドライトアーム間隔(SDAS)の決定について調査します。目的は、産業的に許容可能な予測精度を持つSDAS予測のための深層学習(DL)モデルを構築することでした。モデルは、高圧ダイカスト合金EN AC 46000 AlSi9Cu3(Fe)、重力鋳造合金EN AC 51400 AlMg5(Si)、およびインゴットとして鋳造された合金EN AC 42000 AlSi7Mgの研磨サンプルの画像で訓練されました。カラー画像は、訓練パラメータ数を減らすためにグレースケールに変換されました。比較的単純なCNN構造が、91.5%のR²値で非常に高い精度で様々なSDAS値を予測できることが示されています。さらに、モデルの性能は、訓練中に使用されなかった材料、すなわち重力鋳造EN AC 42200 AlSi7Mg0.6合金、および高圧ダイカスト合金EN AC 43400 AlSi10Mg(Fe)とEN AC 47100 Si12Cu1(Fe)でテストされました。このタスクでは、CNNの性能はわずかに劣りましたが、依然として産業的に許容可能な基準内でした。したがって、CNNモデルは、産業的に許容可能な予測精度でSDAS値を決定するために使用できます。 3. 緒言: デンドライトのサイズと二次デンドライトアーム間隔(SDAS)は、所与の材料の凝固速度に強く依存することがよく知られています[1,2]。加えて、合金の化学組成もこの構造特性に追加的な影響を与えます[3]。さらに、一部の著者は機械的特性とSDASの関係を示しています[1,4–8]。破壊力学特性も、化学組成、気孔や酸化膜などの鋳造欠陥[8]、およびSiまたはFeリッチな脆性相のサイズと形状[9]に依存します。ほとんどの著者はSDASと極限引張強さ(UTS)および伸び(E)の関係を示していますが、多くの著者はSDASが降伏強度(YS)に有意な影響を与えないことを示しています。さらに、別の研究では、材料の硬度はSDASに依存するものの、この関係だけでは十分に説明できないことが示されています[10]。したがって、一部の材料特性はSDASの値から直接決定できると仮定するのが合理的です。したがって、材料のSDAS値を知ることは有用である可能性があります。この点で、SDASを決定する自動化された方法は大きな利点となる可能性があります。人工知能(AI)の範囲は、材料科学よりもコンピュータサイエンスや電気工学などの分野でより重要です。しかし、過去30年間で、材料科学においても多くの応用が見られます。一般に、AIの中核アルゴリズムであるニューラルネットワークは、早くも1998年に材料科学に応用されています[11]。Singhらは、鋼圧延における108の変数のそれぞれの関数としてYSとUTSを推定しました。 4. 研究の概要: 研究トピックの背景: SDASは、鋳造アルミニウム合金における重要な微細構造特性であり、凝固条件と組成に影響され、機械的特性と相関しています。標準的なSDASの決定は、顕微鏡画像からの手動測定に依存しており、時間がかかり、主観的になる可能性があります。品質管理における効率と一貫性のために、このプロセスを自動化することが望まれます。 先行研究の状況: AI、機械学習(ML)、深層学習(DL)は、材料科学において、組成、プロセスパラメータ、または微細構造から特性(例:YS、UTS、疲労強度)を予測するため、および欠陥検出や微細構造分類などのタスクに適用されてきました。いくつかの研究では、プロセスパラメータやシミュレーション結果に基づいてSDASを予測するために人工ニューラルネットワーク(ANN)が使用されました[21]。しかし、DL法を用いて微細構造画像から直接SDASを決定する文献は現在ありませんでした。CNNは、様々な材料科学の画像ベースのタスクにおいて、浅層学習や従来の画像解析手法と比較して優れた性能を示しています[19,23,24]。 研究の目的: 本研究の目的は、アルミニウム合金のグレースケール微細構造画像から直接、産業的に許容可能な精度でSDAS値を予測できる深層学習(DL)モデル、具体的には畳み込みニューラルネットワーク(CNN)を開発し、評価することでした。目標は、手動のハイパーパラメータ調整を回避する完全自動化された手法を作成することでした。 中核研究: 研究の中核は以下を含みます: 5. 研究方法論 研究デザイン: 本研究では、深層学習を用いた定量的、コンピュータビジョンベースのアプローチを採用しました。教師あり学習戦略が用いられ、CNN回帰モデルが入力微細構造画像をスケーリングされたSDAS(S)を表す連続出力変数にマッピングするように訓練されました。モデルの予測精度は、訓練に使用された合金タイプと使用されなかった合金タイプの両方で評価されました。 データ収集と分析方法: 研究トピックと範囲: 本研究は、畳み込みニューラルネットワークを用いて2D微細構造画像から直接、鋳造アルミニウム合金の二次デンドライトアーム間隔(SDAS)を予測することに焦点を当てました。範囲には、高圧ダイカスト(HPDC)、重力ダイカスト、およびインゴット鋳造によって製造されたいくつかの一般的なAl-SiおよびAl-Mg合金が含まれました。本研究では、訓練セットに含まれる材料に対するモデルの精度と、訓練中に見られなかった材料への汎化能力を調査しました。 6.
Read More
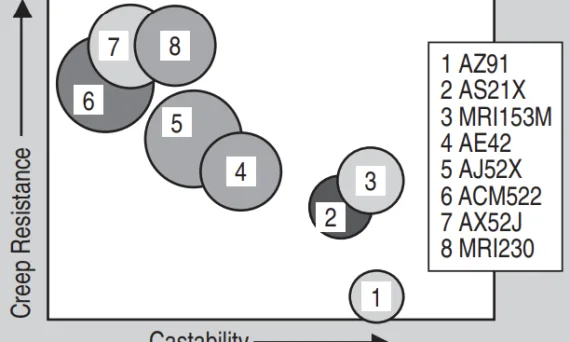
user 04/02/2025 Aluminium-J , Technical Data-J A380 , Alloying elements , aluminum alloy , aluminum alloys , AZ91D , CAD , Die casting , Magnesium alloys , Review , 금형 , 자동차 산업 本紹介資料は、「JOM: the journal of the Minerals, Metals & Materials Society」に掲載された論文「Newly Developed Magnesium Alloys for Powertrain Applications」に基づいています。 1. 概要: 2. 抄録: 近年、高温用途向けに、ダイカスト性(die castability)、耐クリープ性(creep resistance)、機械的特性、耐食性(corrosion performance)、および経済性(affordability)の最適な組み合わせを得るために、いくつかの新しいマグネシウム合金が開発されてきました。残念ながら、適切な特性の組み合わせを達成することは困難であり、実際、新しい合金のほとんどは、要求される性能とコストを部分的にしか満たすことができません。ほとんどの重力鋳造(gravity-casting)用途に使用されるZE41合金は、良好な鋳造性(castability)と組み合わされた中程度の強度と耐クリープ性を有しています。この合金は耐食性が低いにもかかわらず、特定の用途では依然として好まれています。 3. 緒言: 最も軽量な構造材料として、マグネシウム合金は、車両の軽量化、ひいては良好な燃費が不可欠な自動車産業に非常に適しています。車両部品用の新しい合金の選択は、技術的要件と目標コストに基づいて行われるべきです。実際には、この選択プロセスは複雑であり、組み合わされた要求特性と最終的な目標コストの一部である特定の特性に与えられる相対的な重みに大きく依存します。アルミニウム合金のような代替材料システムが同じ用途で考慮される場合、この作業はさらに複雑になります。 4. 研究の概要: 研究テーマの背景: マグネシウム合金は、その低密度のために自動車用途で魅力的です。しかし、パワートレイン部品(例:ギアボックスハウジング、オイルパン、クランクケース)は高温で動作するため、AZ91D、AM60B、AM50Aなどの標準合金と比較して、向上した耐クリープ性とボルト締結力保持(bolt load retention)特性を持つ合金が必要です。合金の不十分なクリープ強度は、ボルト締結部の締結力低下を招き、ベアリングとハウジングの接触不良、オイル漏れ、騒音および振動の増加を引き起こす可能性があります。既存の商用マグネシウム合金は、これらの要求の厳しい用途に必要な特性の組み合わせを欠いていることがよくあります。 従来の研究状況: 一般的なダイカスト合金(AZおよびAMシリーズ)は130°Cを超える温度には適していません。AS21、AS41、AE42などの初期の耐クリープ合金は、低い鋳造性、耐食性、コスト増加、または低強度などの制限がありました。ZE41のような重力鋳造合金は中程度の特性を提供しますが、耐食性が低く、WE43やWE54のような高性能合金は非常に高価です。最近の開発には、AS21X(Hydro Magnesium社、AS21ベース+RE添加)、AJ52X(Noranda社、AM50+Sr)、ACM522(Honda社、AM50+Ce基ミッシュメタル+Ca)、AXJ合金(General Motors社、AM50+Ca+Sr)、およびMEZ(Magnesium Electron社、RE+Zn+Mn+Zr/Ca)が含まれます。これらの合金はいくつかの点で改善を示しましたが、コスト、鋳造性、延性、衝撃強度、高温割れ感受性、または溶湯処理に関する課題に依然として直面していました。 研究の目的: 既存合金の限界に対処するため、Dead Sea Magnesium Ltd. (DSM)とVolkswagen AG (VW)は、学術パートナーと共に、高温で作動するパワートレイン部品に適した、耐クリープ性があり費用対効果の高いダイカストおよび重力鋳造マグネシウム合金を開発するための包括的なプログラムを開始しました。 中核研究: 本研究は、新しいマグネシウム合金の開発と特性評価に焦点を当てました。この研究から4つの合金が生まれました: この研究では、これらの新しい合金の機械的特性(引張、圧縮、疲労、衝撃)、耐クリープ性、耐食性能、および鋳造性を評価し、既存の商用マグネシウム合金(AZ91D、AE42、AS21、ZE41-T5、WE43-T6)およびアルミニウム合金(A380)と比較しました。合金元素(Al、Ca、Sr、REミッシュメタル)が特性とコストに及ぼす影響も分析されました。 5. 研究方法論 データ収集および分析方法: 研究テーマと範囲: 研究範囲は、高温パワートレイン用途向けに特別に設計された新しいマグネシウム合金の開発、特性評価、および比較評価を網羅しました。テーマは以下の通りです: 6.
Read More
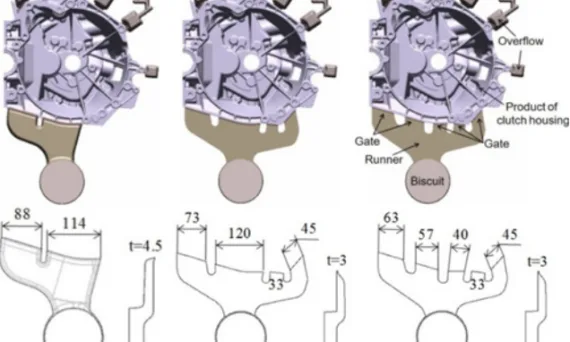
user 04/02/2025 Aluminium-J , automotive-J , Technical Data-J Aluminium die coating , aluminum alloy , aluminum alloys , AZ91D , CAD , Casting Technique , Die casting , High pressure casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , 금형 , 자동차 산업 本紹介資料は、「International Journal of Precision Engineering and Manufacturing」に掲載された論文「Mould Design for Clutch Housing Parts using a Casting Simulation of High Pressure Die Casting」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストを適用した自動車用クラッチハウジング部品を製造するために、以下の3つのゲートシステム設計が考慮されました。これらのゲートシステム設計を実際の実験で採用するにはコストと時間がかかりすぎるため、代わりに鋳造シミュレーションプログラムが使用されました。金型を充填する要素としての流動挙動が解析されました。溶湯が金型に完全に充填された後の空気圧とエアポケットに基づいて、最終的なゲートシステム設計が選択されました。5つのゲートを持つ3番目のゲートシステム設計は、他の設計よりも欠陥が少なく、均一であると予想されました。冷却チャネルとチルベントが設計されました。実際の鋳造試験では、合計5つの製品が製造されました。すべて健全であり、充填不足箇所や表面欠陥はありませんでした。実際の試験では、解析に基づいて引け巣の発生が予想されましたが、実際に引け巣が発生した製造品のそれらとは正確には一致しませんでしたが、類似していました。硬さは場所に関わらず約84 HVでした。 3. 緒言: 高圧ダイカストは、高速・高圧を用いる鋳造プロセスです。非鉄金属を金型に急速に充填し、その後凝固させ、鋳物を金型から取り出します。この方法は、複雑で精密な形状を持ち、均一な品質を持つ製品の大量生産に適しています。さらに、薄板タイプの製品を製造することも可能です。適用分野は拡大し続けています。高圧ダイカストはアルミニウム合金にしばしば適用され、最近では、自動車メーカーがマグネシウム合金を用いた高圧および高真空ダイカストの適用による大量生産の研究を行っています。高圧ダイカストで発生しうる欠陥には、空気や他の物質の巻き込みなどの流動欠陥、充填プロセス中の微小気孔(ブローホールやピンホール)、凝固プロセス中の引け巣などがあります。過去の金型設計では、金型設計者や現場技術者の試行錯誤法に多くの困難がありましたが、最近の高圧鋳造金型設計では、初期開発段階から充填および凝固プロセスに対してComputer Aided Engineering (CAE)を採用しており、製品品質の予測と評価に基づいて最適な金型設計計画を確立することが可能になっています。さらに、多くの設計者が現場経験に基づいてCAEと組み合わせた金型設計手法を採用するにつれて、不良率はコスト削減と開発期間短縮とともに減少しています。この分野で発表された論文のほとんどは、鋳造シミュレーションや鋳造技術、および大量生産の方法で製造コストを削減するための改善方法に焦点を当てています。対照的に、製品の品質を決定する金型設計に関する研究はほとんどありません。本研究では、鋳造ソフトウェアであるMAGMAを用いて、自動車エンジンの動力を制御または伝達するクラッチハウジング製品の鋳造シミュレーションを含みます。まず第一に、充填および凝固プロセスにおける潜在的な鋳造欠陥を予測または防止することにより、製品を大量生産するための最適なゲートシステム設計と鋳造条件が求められました。データベースに基づいて、鋳造コストを最小化する方法が次に求められました。最適なゲートシステム設計が金型設計に適用され、金型製作後、鋳造プロセスにおける欠陥を最小限に抑えた可能な限り最高の品質の製品が製造されました。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は、複雑で精密、かつ均一な品質の部品、特に自動車産業向けのアルミニウムやマグネシウムなどの非鉄合金製の薄肉部品の大量生産に広く用いられる製造プロセスです。しかし、HPDCプロセスは、流動欠陥(空気巻き込み)、微小気孔(ブローホール、ピンホール)、引け巣などの欠陥が発生しやすい傾向があります。 従来の研究状況: 従来、金型設計は設計者や技術者の試行錯誤の経験に大きく依存していました。近年では、初期設計段階から充填および凝固プロセスをシミュレーションするために、Computer Aided Engineering(CAE)ツールがますます採用されています。これにより、金型設計の予測、評価、最適化が可能となり、欠陥、コスト、開発期間の削減につながっています。多くの研究がシミュレーション技術やコスト削減に焦点を当てていますが、金型設計が製品品質にどのように影響するかに特化した研究は比較的少ないです。 研究の目的: 本研究は、鋳造シミュレーションソフトウェア(MAGMAsoft)を利用して、HPDCによりALDC 12アルミニウム合金で製造される自動車用クラッチハウジング部品のための最適な金型を設計することを目的としました。具体的な目標は、最良のゲートシステム設計と鋳造条件を決定し、充填および凝固中の潜在的な鋳造欠陥を予測・防止し、シミュレーションデータに基づいて製造コストを最小化し、最終的に最適化された金型設計を通じて欠陥を最小限に抑えた高品質な部品を生産することでした。 研究の核心: 研究の核心は、Pro/ENGINEERとMAGMAsoftを使用してクラッチハウジング部品用の3つの異なるゲートシステム(Case I、II、III)を設計し、シミュレーションすることでした。Case Iは垂直ゲートを特徴とし、Case IIはサイドゲートを含む4つのゲートを使用し、Case IIIは流れを制御するためにCase IIを5つのゲートに変更したものです。冷却チャネルは計算された熱負荷(式1~8)に基づいて設計され、スポット冷却とライン冷却を組み合わせています。ガス排出を容易にするために、波形のチルベント(STD 61材)が設計されました。MAGMAsoftを使用して鋳造シミュレーションが実施され、定義されたHPDC条件下(ALDC 12合金、STD 61金型、特定の温度、速度、1600トンマシン)で各ゲート設計の充填挙動、温度分布、空気接触、空気圧、凝固パターンが解析されました。最も均一な充填と最も少ない欠陥を予測したシミュレーション結果に基づき、Case IIIが選択されました。最後に、Case
Read More
![Fig. 1. (a) Diagram of HPDC configuration showing different parts, (b) Top view of an actual cast part, and (c) Side view of an actual cast part showing the steps with wall thickness of 1-, 2-, 4-, 6-, 10- and 15-mm. (Adapted with permission from Dalai et al. [19]).](https://castman.co.kr/wp-content/uploads/image-2067-570x342.webp)
![Fig. 4: 3D morphology of porosity in HPDC AM60 alloys: (a) overall view of porosities in specimen; (b) a zoom-in area showing four types of porosities, such as gas-shrinkage pore (c), gas-pore (d), net-shrinkage (e), and island-shrinkage (f) [25]](https://castman.co.kr/wp-content/uploads/Fig._4_3D_morphology_of_porosity_in_HPDC_AM60_alloys_a_overall_view_of_porosities_in_specimen_b-570x342.webp)