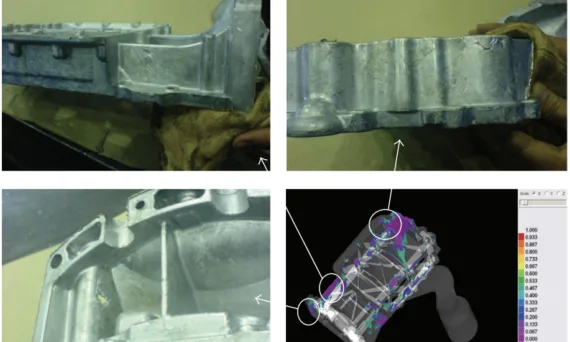
user 04/02/2025 Aluminium-J , Technical Data-J aluminum alloy , Applications , CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Salt Core , STEP , 금형 , 자동차 산업 この紹介資料は、「La Metallurgia Italiana」によって発行された論文「Numerical and experimental analysis of a high pressure die casting Aluminum suspension cross beam for light commercial vehicles」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本稿の目的は、自動車、特に商用車およびバスにおける軽量化最適化を強化し、深めることである。詳細には、本研究の目的は、小型商用車(LCVs)向けに、技術的に信頼性が高く費用対効果の高いアルミニウム合金製安全部品を開発することである。この目的のために、従来の溶接板金構造と比較して約40/50%の重量削減目標を持つ、LCVs用独立懸架フロントサスペンション向けアルミニウムクロスビームの様々なソリューションが分析された。さらに、耐食性の向上、塗装やカチオン電着塗装の不要化、リサイクル性および寿命末期における残存価値の向上といった、さらなる環境上の利点も考慮されるべきである。詳細には、このプロジェクトの目標は、以下のプロセスを通じて達成された:いくつかの異なる軽量化ソリューションの技術的および経済的研究と最良ケースの選択;構造FEAおよび鋳造プロセスシミュレーションの助けを借りて選択されたソリューションの改善;ライフサイクルアセスメント(ここでは記述せず);プロトタイプ製作および予備的な実験的相関分析。 3. 序論 (Introduction): 車両重量の削減は、燃料消費と環境排出を削減することにより、自動車のカーボンフットプリントを緩和する顕著な方法である。さらに、軽量化は出力重量比と乗客の安全性を向上させ、積載量の増加を可能にする[1]。これらの理由から、近年、自動車における軽量化設計は指数関数的に増加している。しかしながら、特に安全関連部品においては、商用車およびバスでは「鋼鉄(steel)」と「鉄(iron)」の使用が依然として主流である[2]。これは、高い破断応力と剛性の要求、およびコスト制限のためである。特に、現在の既知の技術水準では、この範囲の車両向けにアルミニウム製のサスペンションクロスビームは開発されていない。サスペンションクロスビームの機能は、フレームとの接続を保証し、すべてのサスペンション要素(例:コントロールアーム、バンパー、スプリングなど)、ステアリングシステム、および駆動系部品を支持し、すべての理論的な運動学的サスペンション「ハードポイント(hard points)」を接続することである。これらの重要な機能を確実に果たすために、これらの部品はミッション荷重(疲労、過負荷、衝撃的な単一イベントなど)に耐え、良好な車両ハンドリングのための高い剛性を保証し、路面振動を低減し、LCVsで頻繁に発生する可能性のある過負荷(標準、積載量、加速など)を支持し、結果として生じる応力をシャシーフレーム全体に正しく分散させる必要がある。したがって、商用車用サスペンションクロスビームは、通常、金属板部品または鋼管を溶接し、腐食を防ぐために保護処理して作られる。本研究の目的は、技術的に信頼性が高く費用対効果の高いLCVs用アルミニウム合金製安全関連サスペンション部品を開発することにより、この現状技術を克服することである。機械的特性を最適化し、使用材料を削減することにより、最終構造は機械的抵抗と剛性の点で従来のシステムと同等またはそれ以上になるだろう。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 自動車産業は、燃費向上、排出ガス削減、車両性能および積載量改善のために軽量化ソリューションを模索している。商用車(LCVs)の場合、サスペンションクロスビームのような安全部品は、高い機械的要求とコスト制約のため、伝統的に鋼鉄で作られている。アルミニウムのような材料を使用した軽量代替品の開発は課題を提示するが、大きな利点を提供する。 従来の研究状況 (Status of previous research): 高張力鋼(Advanced High Strength Steel)、軽合金、複合材料などの代替材料が軽量化のために探求されているが、LCV安全部品への適用は、コストおよび高い応力抵抗と剛性の必要性によって制限されている[2]。ダイカストで中空構造を作成するための特定の技術(例:ソルトコア、セラミックコア、ガス射出プロセスなど)[3, 4]は存在するが、LCVクロスビームのような用途での持続可能な工業化のためにはさらなる開発が必要である。研究時点では、この範囲の車両向けにアルミニウム製サスペンションクロスビームが開発されたという既知の情報はなかった。 研究の目的
Read More
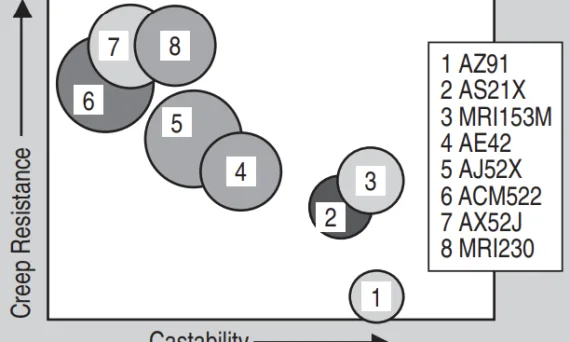
user 04/02/2025 Aluminium-J , Technical Data-J A380 , Alloying elements , aluminum alloy , aluminum alloys , AZ91D , CAD , Die casting , Magnesium alloys , Review , 금형 , 자동차 산업 本紹介資料は、「JOM: the journal of the Minerals, Metals & Materials Society」に掲載された論文「Newly Developed Magnesium Alloys for Powertrain Applications」に基づいています。 1. 概要: 2. 抄録: 近年、高温用途向けに、ダイカスト性(die castability)、耐クリープ性(creep resistance)、機械的特性、耐食性(corrosion performance)、および経済性(affordability)の最適な組み合わせを得るために、いくつかの新しいマグネシウム合金が開発されてきました。残念ながら、適切な特性の組み合わせを達成することは困難であり、実際、新しい合金のほとんどは、要求される性能とコストを部分的にしか満たすことができません。ほとんどの重力鋳造(gravity-casting)用途に使用されるZE41合金は、良好な鋳造性(castability)と組み合わされた中程度の強度と耐クリープ性を有しています。この合金は耐食性が低いにもかかわらず、特定の用途では依然として好まれています。 3. 緒言: 最も軽量な構造材料として、マグネシウム合金は、車両の軽量化、ひいては良好な燃費が不可欠な自動車産業に非常に適しています。車両部品用の新しい合金の選択は、技術的要件と目標コストに基づいて行われるべきです。実際には、この選択プロセスは複雑であり、組み合わされた要求特性と最終的な目標コストの一部である特定の特性に与えられる相対的な重みに大きく依存します。アルミニウム合金のような代替材料システムが同じ用途で考慮される場合、この作業はさらに複雑になります。 4. 研究の概要: 研究テーマの背景: マグネシウム合金は、その低密度のために自動車用途で魅力的です。しかし、パワートレイン部品(例:ギアボックスハウジング、オイルパン、クランクケース)は高温で動作するため、AZ91D、AM60B、AM50Aなどの標準合金と比較して、向上した耐クリープ性とボルト締結力保持(bolt load retention)特性を持つ合金が必要です。合金の不十分なクリープ強度は、ボルト締結部の締結力低下を招き、ベアリングとハウジングの接触不良、オイル漏れ、騒音および振動の増加を引き起こす可能性があります。既存の商用マグネシウム合金は、これらの要求の厳しい用途に必要な特性の組み合わせを欠いていることがよくあります。 従来の研究状況: 一般的なダイカスト合金(AZおよびAMシリーズ)は130°Cを超える温度には適していません。AS21、AS41、AE42などの初期の耐クリープ合金は、低い鋳造性、耐食性、コスト増加、または低強度などの制限がありました。ZE41のような重力鋳造合金は中程度の特性を提供しますが、耐食性が低く、WE43やWE54のような高性能合金は非常に高価です。最近の開発には、AS21X(Hydro Magnesium社、AS21ベース+RE添加)、AJ52X(Noranda社、AM50+Sr)、ACM522(Honda社、AM50+Ce基ミッシュメタル+Ca)、AXJ合金(General Motors社、AM50+Ca+Sr)、およびMEZ(Magnesium Electron社、RE+Zn+Mn+Zr/Ca)が含まれます。これらの合金はいくつかの点で改善を示しましたが、コスト、鋳造性、延性、衝撃強度、高温割れ感受性、または溶湯処理に関する課題に依然として直面していました。 研究の目的: 既存合金の限界に対処するため、Dead Sea Magnesium Ltd. (DSM)とVolkswagen AG (VW)は、学術パートナーと共に、高温で作動するパワートレイン部品に適した、耐クリープ性があり費用対効果の高いダイカストおよび重力鋳造マグネシウム合金を開発するための包括的なプログラムを開始しました。 中核研究: 本研究は、新しいマグネシウム合金の開発と特性評価に焦点を当てました。この研究から4つの合金が生まれました: この研究では、これらの新しい合金の機械的特性(引張、圧縮、疲労、衝撃)、耐クリープ性、耐食性能、および鋳造性を評価し、既存の商用マグネシウム合金(AZ91D、AE42、AS21、ZE41-T5、WE43-T6)およびアルミニウム合金(A380)と比較しました。合金元素(Al、Ca、Sr、REミッシュメタル)が特性とコストに及ぼす影響も分析されました。 5. 研究方法論 データ収集および分析方法: 研究テーマと範囲: 研究範囲は、高温パワートレイン用途向けに特別に設計された新しいマグネシウム合金の開発、特性評価、および比較評価を網羅しました。テーマは以下の通りです: 6.
Read More
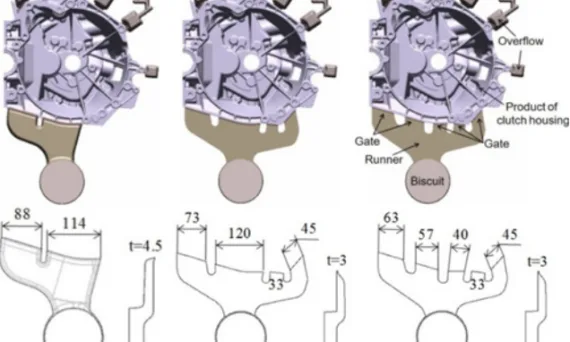
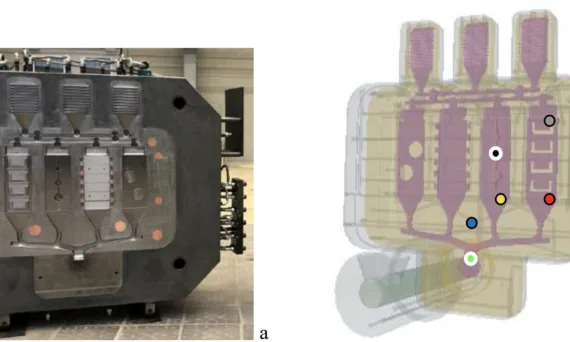
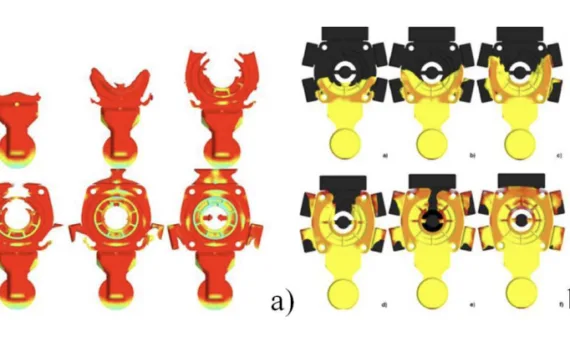
user 04/02/2025 Aluminium-J , automotive-J , Technical Data-J Aluminium die coating , aluminum alloy , aluminum alloys , AZ91D , CAD , Casting Technique , Die casting , High pressure casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , 금형 , 자동차 산업 本紹介資料は、「International Journal of Precision Engineering and Manufacturing」に掲載された論文「Mould Design for Clutch Housing Parts using a Casting Simulation of High Pressure Die Casting」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストを適用した自動車用クラッチハウジング部品を製造するために、以下の3つのゲートシステム設計が考慮されました。これらのゲートシステム設計を実際の実験で採用するにはコストと時間がかかりすぎるため、代わりに鋳造シミュレーションプログラムが使用されました。金型を充填する要素としての流動挙動が解析されました。溶湯が金型に完全に充填された後の空気圧とエアポケットに基づいて、最終的なゲートシステム設計が選択されました。5つのゲートを持つ3番目のゲートシステム設計は、他の設計よりも欠陥が少なく、均一であると予想されました。冷却チャネルとチルベントが設計されました。実際の鋳造試験では、合計5つの製品が製造されました。すべて健全であり、充填不足箇所や表面欠陥はありませんでした。実際の試験では、解析に基づいて引け巣の発生が予想されましたが、実際に引け巣が発生した製造品のそれらとは正確には一致しませんでしたが、類似していました。硬さは場所に関わらず約84 HVでした。 3. 緒言: 高圧ダイカストは、高速・高圧を用いる鋳造プロセスです。非鉄金属を金型に急速に充填し、その後凝固させ、鋳物を金型から取り出します。この方法は、複雑で精密な形状を持ち、均一な品質を持つ製品の大量生産に適しています。さらに、薄板タイプの製品を製造することも可能です。適用分野は拡大し続けています。高圧ダイカストはアルミニウム合金にしばしば適用され、最近では、自動車メーカーがマグネシウム合金を用いた高圧および高真空ダイカストの適用による大量生産の研究を行っています。高圧ダイカストで発生しうる欠陥には、空気や他の物質の巻き込みなどの流動欠陥、充填プロセス中の微小気孔(ブローホールやピンホール)、凝固プロセス中の引け巣などがあります。過去の金型設計では、金型設計者や現場技術者の試行錯誤法に多くの困難がありましたが、最近の高圧鋳造金型設計では、初期開発段階から充填および凝固プロセスに対してComputer Aided Engineering (CAE)を採用しており、製品品質の予測と評価に基づいて最適な金型設計計画を確立することが可能になっています。さらに、多くの設計者が現場経験に基づいてCAEと組み合わせた金型設計手法を採用するにつれて、不良率はコスト削減と開発期間短縮とともに減少しています。この分野で発表された論文のほとんどは、鋳造シミュレーションや鋳造技術、および大量生産の方法で製造コストを削減するための改善方法に焦点を当てています。対照的に、製品の品質を決定する金型設計に関する研究はほとんどありません。本研究では、鋳造ソフトウェアであるMAGMAを用いて、自動車エンジンの動力を制御または伝達するクラッチハウジング製品の鋳造シミュレーションを含みます。まず第一に、充填および凝固プロセスにおける潜在的な鋳造欠陥を予測または防止することにより、製品を大量生産するための最適なゲートシステム設計と鋳造条件が求められました。データベースに基づいて、鋳造コストを最小化する方法が次に求められました。最適なゲートシステム設計が金型設計に適用され、金型製作後、鋳造プロセスにおける欠陥を最小限に抑えた可能な限り最高の品質の製品が製造されました。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は、複雑で精密、かつ均一な品質の部品、特に自動車産業向けのアルミニウムやマグネシウムなどの非鉄合金製の薄肉部品の大量生産に広く用いられる製造プロセスです。しかし、HPDCプロセスは、流動欠陥(空気巻き込み)、微小気孔(ブローホール、ピンホール)、引け巣などの欠陥が発生しやすい傾向があります。 従来の研究状況: 従来、金型設計は設計者や技術者の試行錯誤の経験に大きく依存していました。近年では、初期設計段階から充填および凝固プロセスをシミュレーションするために、Computer Aided Engineering(CAE)ツールがますます採用されています。これにより、金型設計の予測、評価、最適化が可能となり、欠陥、コスト、開発期間の削減につながっています。多くの研究がシミュレーション技術やコスト削減に焦点を当てていますが、金型設計が製品品質にどのように影響するかに特化した研究は比較的少ないです。 研究の目的: 本研究は、鋳造シミュレーションソフトウェア(MAGMAsoft)を利用して、HPDCによりALDC 12アルミニウム合金で製造される自動車用クラッチハウジング部品のための最適な金型を設計することを目的としました。具体的な目標は、最良のゲートシステム設計と鋳造条件を決定し、充填および凝固中の潜在的な鋳造欠陥を予測・防止し、シミュレーションデータに基づいて製造コストを最小化し、最終的に最適化された金型設計を通じて欠陥を最小限に抑えた高品質な部品を生産することでした。 研究の核心: 研究の核心は、Pro/ENGINEERとMAGMAsoftを使用してクラッチハウジング部品用の3つの異なるゲートシステム(Case I、II、III)を設計し、シミュレーションすることでした。Case Iは垂直ゲートを特徴とし、Case IIはサイドゲートを含む4つのゲートを使用し、Case IIIは流れを制御するためにCase IIを5つのゲートに変更したものです。冷却チャネルは計算された熱負荷(式1~8)に基づいて設計され、スポット冷却とライン冷却を組み合わせています。ガス排出を容易にするために、波形のチルベント(STD 61材)が設計されました。MAGMAsoftを使用して鋳造シミュレーションが実施され、定義されたHPDC条件下(ALDC 12合金、STD 61金型、特定の温度、速度、1600トンマシン)で各ゲート設計の充填挙動、温度分布、空気接触、空気圧、凝固パターンが解析されました。最も均一な充填と最も少ない欠陥を予測したシミュレーション結果に基づき、Case IIIが選択されました。最後に、Case
Read More
user 03/31/2025 Aluminium-J , automotive-J , Technical Data-J A380 , aluminum alloy , aluminum alloys , CAD , Die casting , Magnesium alloys , Mechanical Property , Microstructure , Review , 자동차 산업 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究成果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
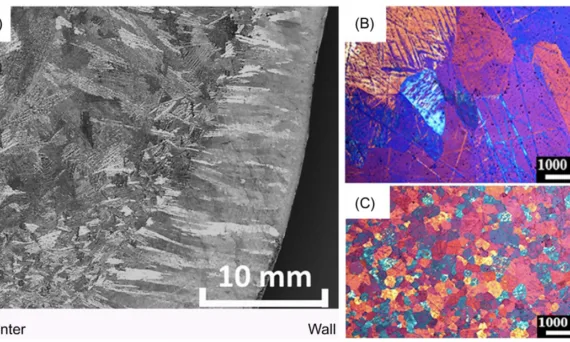
user 03/29/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Microstructure , radiator , Review , STEP , 金型 , 해석 この論文の要約は、[‘Paper Title:General manufacturing route for medical devices’]と題された論文を、[‘Publisher:Metallic Biomaterials Processing and Medical Device Manufacturing, Elsevier Ltd.’]にて発表された論文に基づいて作成されています。 1. 概要: 2. 研究背景: 研究トピックの背景: 製造業は第二次産業の本質であり、原材料を最終製品に変換します。医療機器産業は、単純な外科用器具から複雑な医療システムまで、幅広い製品を製造するために多岐にわたる製造プロセスを利用しています。これらのプロセスは、生体材料から部品を製造するために金属産業から応用されています。現代の製造業には、製品設計から部品統合までのすべての中間プロセスが含まれています。 既存研究の現状: 金属産業では、製造ルートは通常、溶融金属を凝固させ、次に機械的に成形することを含みます。熱と塑性変形は、金属の機械的特性に大きな影響を与えます。製造プロセスの背後にある科学を理解することは、高品質で経済的な部品を製造し、特に金型設計と鋳造の実践において効果的な技術を確立するために不可欠です。 研究の必要性: この章では、医療機器の主要な製造プロセス、特に原材料から一次形状までのルートに焦点を当てています。鋳造、成形、熱処理、接合を強調し、医療機器分野における品質と費用対効果の高い生産に不可欠な基礎科学原理を解説します。チタン合金の主要な製造加工の詳細な例も含まれています。 3. 研究目的と研究課題: 研究目的: この章の目的は、医療機器の一般的な製造ルート、特に金属加工に焦点を当てて解明することです。医療機器の製造に関連する鋳造、成形、熱処理、接合などの主要な製造プロセスについて、ハンドブックレベルの理解を提供することを目指しています。 主な研究内容: この章で取り上げる主な研究分野は以下のとおりです。 研究仮説: ハンドブックの章であるため、研究仮説は明示的に述べられていません。しかし、根底にある前提は、これらの製造プロセスを十分に理解することが、金属生体材料から高品質の医療機器を製造するために不可欠であるということです。 4. 研究方法 研究デザイン: この章では、記述的かつ解説的なアプローチを採用し、金属材料から医療機器を製造する際に伴う基本的な原理とプロセスを概説しています。さまざまな製造技術の構造化された概要を提供し、金属鋳造と成形に焦点を当てています。 データ収集方法: この章では、材料科学および製造工学における既存の知識と原理を統合しています。この分野で確立された理論と実践に基づいて、製造ルートを記述および説明しています。 分析方法: この章では、記述的分析手法を用いて、複雑な製造プロセスを基本的なステップと原理に分解しています。鋳造における凝固(Fig. 3.2)、鋳造中の収縮(Fig. 3.5)、熱間圧延中の微細構造の進化(Fig. 3.11)など、主要な概念とメカニズムを説明するために図と例を使用しています。 研究対象と範囲: この章の範囲は、医療機器の一般的な製造ルートに焦点を当てており、特に金属鋳造、金属成形、熱処理、溶接を取り上げています。主な対象は、金属生体材料と、それらを医療部品に成形するために使用される製造プロセスです。この章には、例示材料としてチタン合金に焦点を当てた具体的な内容も含まれています。 5. 主な研究成果: 主な研究成果: データ解釈: 図の名前リスト: 6. 結論: 主な研究成果の要約: この章では、医療機器の一般的な製造ルートの包括的な概要を提供し、金属鋳造、成形、熱処理、溶接に焦点を当てています。各製造技術の基本原理、プロセス、および影響要因について詳しく説明しています。チタン合金加工などの具体的な例は、医療機器製造におけるこれらの方法の実用的な応用を示しています。この章では、目的とする製品の品質と性能を達成するために、材料の挙動とプロセスパラメータを理解することの重要性を強調しています。
Read More
user 03/28/2025 automotive-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Computer simulation , Die casting , Efficiency , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , 금형 , 자동차 산업 1. 概要 2. 研究背景 3. 研究目的および研究質問 4. 研究方法論 5. 主な研究結果 6. 結論と考察 7. 今後のフォローアップ研究 8. 参考文献 9. 著作権 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
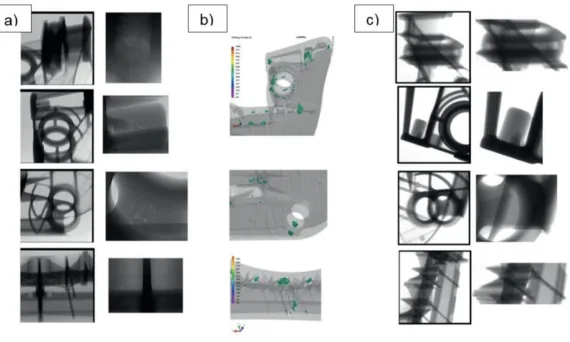
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , STEP , 금형 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本稿の内容は、「Acta Physica Polonica A」によって発行された論文「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストは、その小さな公差と滑らかな表面仕上げにより、コスト削減を実現します。製造される鋳造部品は、自動車産業で数百万個単位で消費されています。本研究では、高圧ダイカストの設計におけるコンピュータ支援工学(CAE)アプリケーションの使用を検討しました。ダイカストプロセスステップが金型設計に与える影響を調査・分析しました。鋳造シミュレーションソフトウェアを使用して設計を改善し、問題を解決しました。金型設計の解析にシミュレーションソフトウェアを使用することにより、最終設計は数時間で達成され、それにより試作前の設計プロセスが短縮され、金型材料に修正を加えることなく金型製作が実行されました。鋳造部品にX線透過試験を適用した結果、凝固結果データのシミュレーションとの間に良好な相関関係が示されました。また、この結果は、高圧ダイカストプロセスの増圧段階におけるスクイズ圧の適用が鋳造シミュレーションで検討できることを証明しました。 3. 序論: あらゆる製造業の目標は、より経済的な最終製品を生産するために加工ステップを最小限に抑えることです。この目標は、いわゆる「ネットシェイプ製造」によって達成されます。横型コールドチャンバーマシンを使用したダイカストは、現在、アルミニウム合金およびマグネシウム合金のニアネットシェイプ鋳造部品を製造するための最も一般的なプロセスです[1]。また、ダイカストは寸法再現性において最大の能力を持っています[2]。世界中で製造されるアルミニウム合金鋳物の約半分がこの方法で製造され、広範囲の自動車部品やその他の消費財に使用されています[3]。横型コールドチャンバープロセスでは、液体金属がプランジャーによって水平なショットスリーブを通って押され、金型に射出されます[1]。液体金属の射出は一般に高速で行われ、乱流を引き起こし、金型内の初期空気との空気巻き込みが生じる可能性があります[4]。鋳物中のガス気孔の存在は、機械的特性や耐圧性に悪影響を与えるため有害です[5]。金型内の初期空気を除去するため、また巻き込まれた空気を含む液体金属を除去するために、高圧鋳物の金型設計ではベント(ventilation channels)やオーバーフロー(overflows)が使用されます。液体金属の射出は、低速射出段階(slow shot phase)と高速射出段階(fast shot phase)の2つの別々のステップで実行されます。低速射出段階では、プランジャーが液体金属を押し上げてショットスリーブの空の部分を満たします。高速射出段階は、ミリ秒単位での金型キャビティへの液体金属の射出です。したがって、キャビティ充填を制御し、ベントとオーバーフローの適切な位置を決定するために、コンピュータシミュレーションは非常に必要です。高圧ダイカストの金型設計に関するさまざまな理論的および実験的研究がありますが、段階的な金型設計におけるコンピュータシミュレーションの使用とその利点を試行錯誤法(trial-error method)と比較して提示しているものはありません[6-8]。 4. 研究概要: 研究テーマの背景: 高圧ダイカストは、特に自動車分野向けに、複雑なニアネットシェイプのアルミニウム部品を効率的に製造するための重要な製造プロセスです。しかし、このプロセスは、高速での溶湯射出中の空気巻き込みに起因するガス気孔のような欠陥が発生しやすいという問題があります。 先行研究の状況: 既存の理論的および実験的研究はHPDCの金型設計に取り組んでいますが、従来のしばしば時間のかかる試行錯誤法を置き換える、または補強するために、設計プロセス全体を通じてコンピュータシミュレーションを体系的かつ段階的に使用する方法を示す文献にはギャップがあります。 研究の目的: 本研究は、コンピュータ支援工学(CAE)シミュレーションを利用して、高圧アルミニウムダイカスト部品の設計を最適化することを目的としました。目的には、プロセスステップが金型設計に与える影響の分析、シミュレーションを活用することによる試作前の期間短縮、コストのかかる金型修正の回避、および製作とX線透過試験によるシミュレーション精度の検証が含まれます。 中核研究: 中核となる調査は、鋳造シミュレーションソフトウェアに大きく依存した反復的な金型設計プロセスを含んでいました。主な活動は以下の通りです。 5. 研究方法 研究デザイン: 本研究では、CAEシミュレーションと実験的検証を統合した反復的な設計手法を採用しました。アルミニウムHPDC部品の金型設計は、鋳造シミュレーションソフトウェアを使用して段階的に開発および最適化されました。シミュレーションから導き出された最終設計は、その後、金型製作に使用され、続いて検証のために鋳造生産と非破壊検査が行われました。 データ収集と分析方法: 研究テーマと範囲: 本研究は、特定のアルミニウム部品に対する高圧ダイカストプロセスの最適化に焦点を当てました。範囲には、ダイカスト金型要素(インゲート、ランナー、オーバーフロー、ベント、パーティングライン、抜き勾配)の詳細設計、鋳造欠陥(乱流、空気巻き込み、引け巣)を予測および軽減するためのシミュレーションツールの適用、プロセスパラメータ(プランジャー速度、増圧)の分析、および製作された部品のX線透過検査によるシミュレーション駆動設計の検証が含まれます。 6. 主要な結果: 主要な結果: 鋳造シミュレーションソフトウェアの適用により、最終的な金型設計が迅速に(「数時間で」)達成され、従来の試行錯誤法と比較して試作前の設計段階が大幅に短縮されました。このシミュレーション駆動アプローチにより、その後の修正を必要とせずに金型製作が可能になりました。シミュレーションは、空気巻き込み(Fig. 4b, 4c)などの潜在的な充填問題を効果的に予測し、衝突する溶湯流と乱流を管理するためのオーバーフローの戦略的な配置(Fig. 5)を導きました。凝固圧縮力(スクイズ圧)の影響を取り入れた最終シミュレーションは、引け巣欠陥がないことを予測しました(Fig.
Read More
This paper summary is based on the article [‘Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part I: Changing Markets, Changing Products’] presented at the [‘Metals’] 1. 概要: 2. 研究背景: 研究トピックの背景: 金属鋳造は、人類が知る最も古い一次成形プロセスの一つです。鋳造部品の最初の例は数千年前のもので、主に銅ベースの合金が使用され、加工は通常、二分割の石またはセラミックの鋳型に依存していました。現代のインベストメント鋳造の前身であるロストワックス鋳造は、早くも6000年前に登場し、おそらくインダス文明に起源を持つと考えられています [1,2]。ヨーロッパでは、ギリシャ古代の青銅鋳物が金属鋳造の最初の頂点を画し、再び主にロストワックス法が用いられました [3,4]。 既存研究の状況: 19世紀の変わり目から、自動車の導入が転換点となり、新製品と大量生産を供給できる高い生産性プロセスをもたらしました。鋳造業界にとって、技術的および経済的な発展の組み合わせは、高圧および低圧ダイカストなどの新しいプロセスを促進しました。最初の圧力補助ダイカストマシンは、例えば、19世紀半ばに開発されました [11]。 研究の必要性: 鋳造業界は、他の製造業と同様に、絶え間ない変化にさらされています。最近、スマートマニュファクチャリング、スマートファクトリー、インダストリー4.0などの見出しの下に包含される開発によって、変化の速度と影響は増大しています。技術的なトレンドも状況に加わっています。ICE(内燃機関)を搭載した自動車から電気自動車への移行の影響は依然として不明確であり(セクション3.2.1参照)、大規模な構造鋳造への移行などの相殺効果を活用しているため、さらに不明確です(セクション3.2.2参照)。 3. 研究目的と研究課題: 研究目的: 本稿は、「金属鋳造技術の進歩」に関する Metals の特集号の紹介を提供することを目的としています。そうすることで、金属鋳造における選択された技術開発に焦点を当てるとともに、市場と境界条件における現在のトレンドも考慮に入れています。 主要な研究課題: このレビューは、金属鋳造業界が直面している主要な課題と、それらが業界の将来に与える影響を調査します。特に、以下の分野に焦点を当てています。 研究仮説: この論文はレビュー論文であり、特定の仮説を検証するものではありません。しかし、金属鋳造業界は、技術革新と市場の変化に適応することで、競争力を維持し、新たな機会を創出できるという前提に基づいています。
Read More
user 03/26/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Casting Technique , Die casting , Review , 自動車産業 , 자동차 , 자동차 산업 1. 概要: 2. 研究背景: 軽量車両の進歩に伴い、自動車業界における軽量合金材料の利用が増加しています。自動車メーカーは、より薄く、より強い材料を求めており、これは軽量合金ダイカスト技術にとって大きな課題となっています。中国においては、自動車産業の持続可能な発展が、軽量合金ダイカスト産業に広範な展望と新たなステージを提供しています。ダイカスト市場では、自動車産業が最大のシェアを占めており、日本は79%、ドイツは61%、米国は75%を占めています。中国は近年65~75%のシェアを維持しています。 3. 研究目的と研究課題: 本論文の目的は、自動車産業における軽量合金の用途と、低圧ダイカスト、半固体ダイカスト、酸素化ダイカスト、および様々なダイカスト技術の組み合わせといった軽量合金ダイカスト技術の新たな進歩を要約し、軽量合金ダイカスト技術の発展傾向を論じることです。具体的な研究課題や仮説は、論文中に明示的に示されていません。 4. 研究方法: 本研究は、文献研究に基づいています。自動車産業における軽量合金の用途、新たな軽量合金ダイカスト技術(低圧ダイカスト、半固体ダイカスト、酸素化ダイカスト、および様々なダイカスト技術の組み合わせを含む)、そして軽量合金ダイカスト技術の発展傾向に関する既存の研究や文献を分析し、総合的に要約と議論を行っています。研究対象は、既存文献に発表されている研究結果と技術動向であり、研究範囲は自動車産業における軽量合金ダイカスト技術の用途と発展傾向に限定されています。 5. 主要な研究結果: 6. 結論と考察: 本論文は、自動車産業における軽量合金の適用と軽量合金ダイカスト技術の発展傾向を要約しました。低圧ダイカスト、半固体ダイカスト、酸素化ダイカスト、そして様々なダイカスト技術の組み合わせなどの新技術は、ダイカストの品質を向上させます。しかし、新技術の適用には既存設備の更新に伴う高コストという限界があります。本研究の学術的意義は、軽量合金ダイカスト技術の最新の動向を包括的に整理して提示した点にあります。実務的な示唆としては、軽量化のための新たなダイカスト技術の適用と既存技術の改良によって、生産性向上と品質改善が期待できます。ただし、本研究の限界は、文献研究に基づいている点です。 7. 今後の研究: 今後の研究は、新たなダイカスト技術のコスト効率を高める方策の模索と、人工知能を活用したスマート化・自動化システムの開発に焦点を当てるべきです。また、様々な軽量合金材料の特性とダイカストプロセスの条件に関するより深い研究が必要です。特にマグネシウム合金については、耐食性の向上と製造プロセスの最適化に関する更なる研究が求められます。 8. 参考文献: DOI References 9. 著作権: 本要約は、劉徳芳と陶傑による論文「自動車用軽量合金とそのダイカスト技術の開発」に基づいて作成されました。 出典:DOI: 10.4028/www.scientific.net/AMR.308-310.785 本要約は上記論文に基づいて要約作成されたものであり、営利目的での無断使用は禁じられています。Copyright © 2023 CASTMAN. All rights reserved.
user 03/24/2025 Aluminium-J , automotive-J , Technical Data-J A380 , aluminum alloy , Applications , CAD , Die casting , Efficiency , FLOW-3D , High pressure die casting , STEP , 금형 , 자동차 산업 本紹介資料は、[Hindawi Publishing Corporation] が発行した [“Experimental and Theoretical Studies on the Effect of Die Temperature on the Quality of the Products in High-Pressure Die-Casting Process”] 論文の研究内容です。 1. 概要: 2. 要約 A380 合金の高圧ダイカストにおける金型温度は、実験的観察と数値シミュレーションによって最適化されました。非常に複雑な形状を持つラダーフレーム (新しいモーター EF7 の一部) が実験サンプルとして選択されました。良好な部品を製造するために、金型温度と溶湯温度を調査しました。初期段階と最終充填位置での金型温度を測定し、これらの値の差を計算しました。ProCAST ソフトウェアを使用して部品の流体流れと凝固段階をシミュレーションし、その結果は実験測定によって検証されました。この合金に適した金型温度は 200°C 以上であることが示されました。 3. 研究背景: 研究テーマの背景: 高圧ダイカスト (HPDC) は、特に自動車産業において、高い寸法精度と生産性を持つ部品を製造するために広く使用されている製造プロセスです [1-7]。 先行研究の現状: 以前の研究は、プロセスパラメータの最適化 [14-16]、充填と凝固のシミュレーション [10, 11, 12]、プロセスパラメータが欠陥に及ぼす影響の研究 [6, 7, 8, 9,
Read More